Изобретение относится к производству орто-замещенных бензолполикарбоновых кислот и их внутримолекулярных ангидридов, в частности тримеллитовой кислоты (ТМК) и ее ангидрида (ТМА), пиромеллитовой кислоты (ПМК) и ее диангидрида (ПМДА).
Тримеллитовый ангидрид. Широко применяют при изготовлении полимерных материалов: высококачественных пластификаторов, высокотемпературных полиамидоимидных покрытий, электроизоляционных лаков.
Пиромеллитовый диангидрид. ПМДА является исходным мономерным сырьем для получения высокомолекулярных полиимидных материалов, обладающих высокой механической прочностью, термостойкостью в широком интервале температур (от -200°С до +400÷500°С), а также устойчивостью к действию радиации и органических растворителей.
Промышленный способ получения ТМА в настоящее время базируется на двухстадийных процессах, в основе которых на первой стадии применяют жидкофазное окисление псевдокумола О2-газом в уксуснокислой среде в присутствии Co-Mn-Br катализатора, а на второй ступени осуществляют термическую дегидратацию продуктов окисления до технического ТМА и его очистку физическими методами (дистилляцией, перекристаллизацией и др.). Промышленные процессы получения ПМДА основаны в подавляющем большинстве на парофазных каталитических (V2O5) процессах окисления дурола в одну стадию в температурном интервале 400-450°С с последующей очисткой ПМДА-сырца в различных растворителях.
Известен двухстадийный способ синтеза пиромеллитовой кислоты окислением дурола [пат. США №3532746, 1970 г.]. На первой стадии окисление дурола проводят воздухом при температуре 137°С в среде уксусной кислоты в присутствии катализаторов - ацетатов кобальта, церия и промоторов в виде бромида натрия и тетрабромэтана после поглощения 75-95% теоретически необходимого количества кислорода, для полного окисления всех метальных групп. Далее оксидат подвергают доокислению на второй ступени при постепенном повышении температуры до 204-276°С при одновременной добавке в оксидат разбавленной азотной кислоты и растворенного в ней тетрабромэтана. Окисление продолжают при 204-276°С при подаче воздуха, обогащенного кислородом (до 30%) до завершения реакции.
К недостаткам описанного процесса следует отнести сильную коррозию оборудования и, прежде всего, реактора агрессивной реакционной системой, содержащей бром, азотную кислоту и ПМК, при повышенной температуре до 276°С, а также накопление в продуктах реакции нитросоединений.
Известен способ получения тримеллитовой и пиромеллитовой кислот путем жидкофазного окисления три- и тетраалкилбензолов воздухом в среде СН3СООН в присутствии катализаторов Со, Mn, Zr и брома [патент США №4755622, 1988]. Сущность способа заключается в том, что реакцию окисления псевдокумола или дурола осуществляют в две стадии в температурном интервале 100-250°С, при этом в первую стадию вводят от 10 до 35% брома от общего количества, используемого в процессе, а во вторую стадию - остальное количество. Температуру на первой ступени поддерживают в интервале 125-165°С, а на второй стадии температуру повышают с ~175°С до ~250°С.
Основным недостатком этого процесса является относительно высокая температура реакции на второй стадии (250°С), что, как известно, приводит к деструктивным процессам как псевдокумола или дурола, так и растворителя - СН3СООН с неизбежной их потерей за счет «сгорания» и образования побочных высококипящих продуктов окислительной конденсации и деструкции.
Известен способ получения внутримолекулярного ангидрида тримеллитовой кислоты [Пат. РФ RU 2152937, 1998] путем жидкофазного окисления псевдокумола кислородом воздуха до тримеллитовой кислоты в одну стадию в присутствии катализатора, содержащего соли тяжелых металлов и соединения брома в среде уксусной кислоты, при температуре 160-225°С и давлении, с последующей очисткой, отличающийся тем, что окисление ведут в условиях противотока кислородсодержащих соединений и реакционных продуктов, в присутствии марганцевого катализатора, модифицированного добавками солей тяжелых металлов из ряда Ni, Co, Zr, взятых вместе и/или в виде бинарных смесей Мт (Ni-Co), (Ni-Zr), (Zr-Co). В качестве промотора используют соединения брома, такие как бромисто-водородная кислота и/или ее смесь с соляной кислотой при соотношениях компонентов катализатора и промотора Mn:Мт=1:0,1-0,3; Br:Cl=1:0,01-0,5; [Mn+Мт]:Br (или [Br+Cl])=1:0,5-4,0. Суммарные концентрации в реакционной смеси металлов катализатора 0,05-0,12%, а концентрации брома и/или смеси брома и хлора 0,12-0,44. Подачу галоидводородной кислоты распределяют по высоте реакционной зоны. Предложенный способ позволяет упростить процесс и достигнуть удовлетворительного качества ТМА. В то же время применение 4-компонентного катализатора (Mn, Со, Ni, Zr), а также 2-компонентного промотора Br-Cl усложняет процесс регенерации их маточных растворов.
Известен способ получения и очистки диангидрида пиромеллитовой кислоты [Пат. РФ №2314301, 2004] путем постадийного окисления дурола до пиромеллитовой кислоты кислородом в среде уксусной кислоты при повышенном давлении и температуре с последующей термической ангидридизацией продуктов окисления. Сущность способа заключается в том, что реакцию окисления проводят в присутствии галоидоводородных кислот (Гк) ряда HBr, HCl, HF в виде бинарных или тройных смесей (HBr+HCl), (HBr+HF), (HBr+HCl+HF) в соотношении Br:Cl:F=1:0,15÷1,0:0,01÷0,5 и/или HBr, а в качестве металлов катализатора (Мк) - соли Мn, Со, Zn в виде ацетатов, бромидов, хлоридов или фторидов в соотношении по ионам металлов (1:0,5÷3,0,0:0,1÷0,2 соответственно, при общем соотношении Мк:Гк÷1:1,2÷3, при этом окисление осуществляют в 4 ступени в температурном интервале 140-220°С и давлении 2,0-3,0 МПа таким образом, что температуру на каждой ступени повышают на 10-15°С, а давление снижают на 0,2-0,3 МПа до избыточного давления на 4-й ступени, превышающем упругость паров реакционной массы не менее чем на 0,25 МПа, и при времени реакции на каждой ступени в пределах 20-60 минут достигают превращения дурола в пиромеллитовую кислоту в интервале 22-35%, 50-78%, 88-93%, 95-98% соответственно, а очистку ПМДА осуществляют путем перекристаллизации в смешанном растворителе, состоящем из бензола и этилацетата в соотношении 1:1. Описываемый способ является наиболее эффективным среди ранее рассмотренных процессов по скорости процесса, а также по качеству целевого продукта ПМДА. В то же время применение в качестве промотора смеси протонных галоидпроизводных кислот HBr, HCl, HF в условиях высокой их концентрации и повышенной температуры обладают достаточно высокой активностью к конструкционным металлам реакторов (вызывают повышенную коррозию). Кроме этого многокомпонентность используемых катализаторов и промоторов усложняет процесс их регенерации.
Близким по технической сущности является способ получения внутримолекулярных ангидридов бензолполикарбоновых кислот (пиромеллитового диангидрида и тримеллитового ангидрида) [Пат. РФ (SU) №1584342, 1987 г.], согласно которому окисление дурола или псевдокумола осуществляют в жидкой фазе в температурном интервале 100-220°С кислородом воздуха в среде уксусной кислоты в присутствии Co-Mn-Zr-Ni-Br катализатора при соотношении брома к сумме металлов (2,5-8,0):1 и содержании Ni от общей массы металлов 0,5-8%. В качестве соединений брома используют HBr, CoBr2 и/или MnBr2; или NH4Br, которые вводят в начале реакции в количестве 36-65% в пересчете на Br, а при достижении в продуктах реакции 70-98% бензолполикарбоновых кислот вводят оставшееся количество брома (при 220°С) в виде бромисто-водородной кислоты в смеси с алифатическим соединением, выбранным из группы (метилэтилкетон, уксусная кислота, пентангексановая фракция и др.) в количестве 4,8-82,3% от массы окисляемого углеводорода. Полученную тримеллитовую или пиромеллитовую кислоту после удаления из оксидата всех жидких продуктов подвергают термической ангидридизации в среде псевдокумола при температуре 230-235°С с получением ПМДА. К существенным недостаткам этого метода следует отнести большое количество окисляющихся реагентов и катализатора, вводимых в процесс синтеза, что усложняет схему как основного процесса, так и вспомогательных стадий, в частности регенерации катализатора.
Целью настоящего изобретения является повышение эффективности процесса, обеспечивающее увеличение выхода внутримолекулярных ангидридов тримеллитовой и пиромеллитовой кислот и расширение сырьевой базы - альтернативных источников нефтехимического сырья три- и тетраалкилбензолов, содержащих в орто-положении метильные и изопропильные, метальные и этильные или только метильные группы.
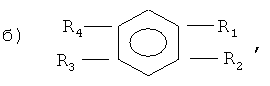
Указанная цель достигается тем, что в качестве исходных углеводородов используют три- и тетраалкилбензолы, содержащие метальные и изопропильные, метальные и этильные или только метальные заместители общей формулы:
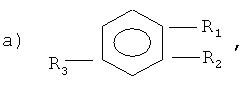
где а) R1, R3 - СН3, R2 - С3Н7 или С2Н5; R1, R2, R3 - СН3
б) R1, R2, R3 - CH3, R4 - С3Н7 или С2Н5;
R1, R3 - CH3, R2, R4 - С3Н7 или C2H5; R1, R2, R3, R4 - СН3,
например, изопропил-n-ксилол, этил-n-ксилол, псевдокумол, 5-изопропилпсевдокумол, 2,5-диизопропил-n-ксилол, 5-этилпсевдокумол, дурол и другие.
Указанные соединения окисляют в три ступени при концентрации растворенного кислорода в жидкой фазе оксидатов каждой ступени в пределе 0,11-0,15 моль/л (3,5-5,0 г/л) при поддержании повышенного в 16-18, 3,6-4,16 и 1,25-1,4 раза соответственно давления в зонах реакции Ризб. (МПа) по отношению к упругости паров жидкой реакционной массы Руп.(МПа), ступенчатом повышении температуры в пределах, °С: 120-135, 140-185, 190-215, дискретном увеличении по ступеням концентрации ионов металлов катализатора, например, Со2+ и Mn2+ и промотора Br- в пределах [Со2++Mn2+]/[Br-] в интервалах (ppm):
650÷750/800, 1550/1950; 2700/3000÷3500.
При времени реакции в каждой ступени 15-50 минут достигают ступенчатое превращение исходного углеводорода и промежуточных соединений в бензолтри- и тетракарбоновые кислоты в пределах, %: 9-14; 55-70; 96-99, после чего продукты реакции выделяют из оксидата 3-й ступени и подвергают термической дегидратации в жидкой среде растворителя при температуре 230-240°С до прекращения выделения реакционной H2O. Полученный раствор ангидрида подвергают очистке и последующему выделению продуктов путем кристаллизации в две ступени в разных по природе индивидуальных и бинарных растворителях.
На первой ступени очистку ангидрида осуществляют ступенчатым охлаждением 20-30%-ного раствора ангидрида в триалкилбензоле: изопропил-n-ксилоле, этил-n-ксилоле или псевдокумоле сначала с 230-240°С до 180-186°С с отделением выпавших в осадок органических примесей и катализатора, а затем со 180-186°С до 15-25°С с последующим выделением целевого продукта средней степени чистоты - технического ТМА, технического ПМДА.
На 2-й ступени очистку технического ТМА и ПМДА осуществляют перекристаллизацией в бинарном растворителе (БР), состоящем из бензола и алкилацетата, путем нагрева 20-30% суспензии технического продукта до 120-130°С, ее выдержке при указанной температуре 20-30 минут, после чего реакционную смесь охлаждают до 20-25°С, выделяют из нее выпавшую в осадок комплексную соль внутримолекулярного ангидрида, которую сушат при температуре ≥125°С, обеспечивающей разложение комплекса с образованием целевого продукта высокой степени чистоты (ВЧ ТМА или ВЧ ПМДА).
В процессе жидкофазного окисления полиалкилбензолов О2-газом в присутствии Co-Mn-Br катализатора окислительному превращению подвергаются окислительные заместители, не затрагивая бензольное кольцо. Заместители ряда -СН3, -С2Н5, -С3Н3 (метальные, этильные, изопропильные) в алкилбензолах имеют разную реакционную способность к окислению и количество промежуточных соединений при последовательном их превращении в карбоксильную группу. Поэтому при наличии в алкилбензолах разных по природе заместителей процесс окисления усложняется и провести селективную реакцию в одну стадию в каком либо одном интервале параметров (Т, Р, [Ct], [O2], [субстрат] и др.) до бензолполикарбоновой кислоты невозможно. Это наряду с различием энергетических факторов (энергий активации), количеством разных по составу промежуточных соединений и возможных маршрутов их превращений, возникает проблема дезактивации катализатора ортозамещенными поликарбоновыми кислотами, образующимися в ходе реакции на промежуточных или завершающих стадиях. Дезактивация катализатора происходит в результате образования хелатных комплексов Со и Mn с ортозамещенными бензолполикарбоновыми кислотами (ТМК, ПМК), проявляющих пониженную активность и выпадающих в осадок.
В заявляемом способе получения внутримолекулярных ангидридов ТМА и ПМДА в качестве исходного углеводородного сырья используют соответственно 2-изопропил-п-ксилол, 2-этил-п-ксилол при их окислении до тримеллитовой кислоты, а также 1,2,3-триметил, 5-изопропилбензола или 1,4-диметил, 2,5-диизопропилбензола при их окислении до пиромеллитовой кислоты.
Вышеуказанные полиалкилбензолы при их окислении обладают вышеперечисленными особенностями и сложным протеканием реакции в сравнении с три- и тетраполиметилбензолами, обладающими едиными по природе заместителями. Для подтверждения литературных сведений в основном теоретических и редких экспериментальных исследований, проведено предварительное окисление орто-замещенных и три- и тетраалкилбензолов в области пониженных и повышенных температур, давлений и концентраций реагентов в целях выбора области параметров для осуществления процесса.
В заявленном температурном интервале, как показали результаты опытов, реакцию окисления ортозамещенных полиалкилбензолов до три- и тетрабензолкарбоновых возможно провести в три ступени с дискретным (ступенчатым) повышением температуры в найденном экспериментально интервале (120°С-215°С). В процессе окисления три- и тетразамещенных алкилбензолов, содержащих метальные и изо-пропильные группы или метальные и этильные группы, при температуре ниже 120°С (90-110°С) и прочих равных условиях реакция протекает в основном до первичных продуктов окисления - перекисных соединений, спиртов, альдегидов или кетонов. Монокарбоновые кислоты образуются в малом количестве при длительном времени реакции. Поликарбоновые кислоты (ТМК или ПМК) не образуются.
Проведение окисления при температуре выше 216°С и прочих равных условиях приводит к ускорению побочных реакций окислительной деструкции и конденсации не только исходного углеводорода, но и растворителя (СН3СООН): содержание продуктов окислительной деструкции СО2, СО повышается более чем в 3 раза; показатель цветности, характеризующий концентрацию побочных, обычно окрашенных конденсированных соединений повышается в 2-3 раза. Выход целевых продуктов (ТМК или ПМК) снижается и составляет 87-90%.
Известно, что повышение давления газа над раствором жидкой фазы при прочих равных условиях ведет к повышению его растворимости. При окислении ортозамещенных три- и тетраалкилбензолов до ТМК и ПМК лимитирующей стадией является окислительное превращение метилфталевых и метилтримеллитовых кислот вследствие сильного влияния двух или трех акцепторных карбоксильных групп на оставшийся алкильный заместитель в метилполикарбоновой кислоте.
В результате отрицательного σ-π сопряжения в этих промежуточных соединениях возникает энергия активации, что требует повышения температуры или же повышения концентрации кислорода в реакционной массе. Поскольку повышение температуры выше запредельного значения отрицательно влияет на процесс, как указано выше, то наиболее подходящим приемом ускорить реакцию на завершающей стадии является повышение концентрации растворенного кислорода в реакционной массе. Поскольку растворимость О2 при прочих равных условиях связана с избыточным давлением, эти два фактора рассматриваются совместно. Экспериментально установлено, что при повышении общего давления в зоне реакции сверх упругости паров реакционной смеси по ступеням I, II и III в 16-18, 3,6-4,16 и 1,25-1,4 раза соответственно приводит к повышению концентрации кислорода в растворе, что, в свою очередь, ускоряет замедленную (лимититрующую) стадию окисления метилполикарбоновых кислот до поликарбоновых кислот (ТМК, ПМК). Это происходит, вероятно, вследствие возрастания в зоне реакции содержания перекисных соединений, активной формы металлгалоидных катализаторных комплексов с ионами металла в высшей валентной форме:

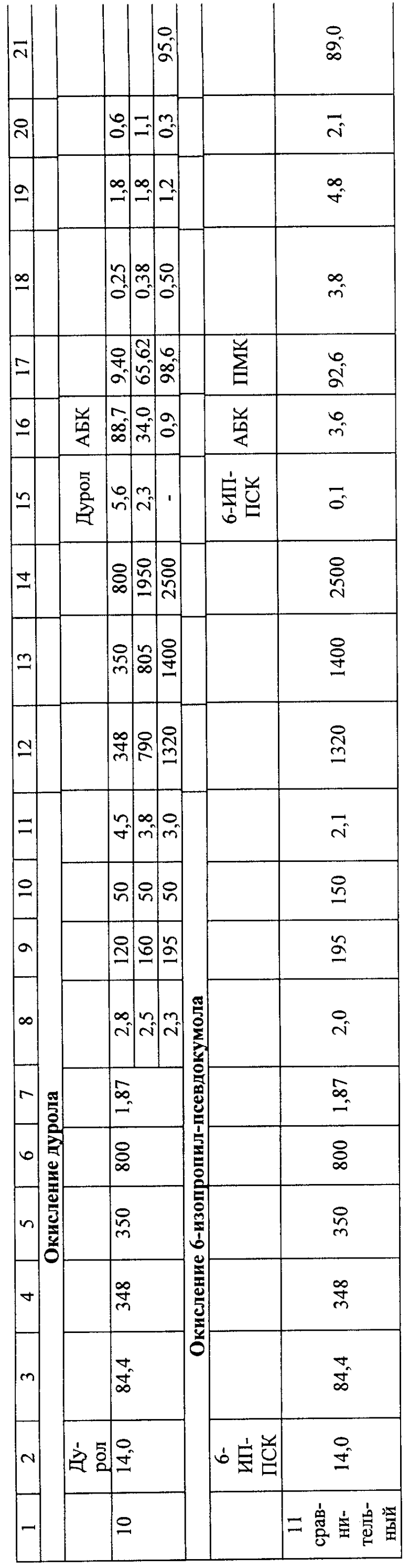
где R - промежуточное соединение, обеспечивающее окисление в промежуточных соединениях сильно дезактивированных алкильных групп в карбоксильные по радикально-цепному пути. Опытным путем было установлено, что если реакцию окисления проводить под давлением, равным упругости паров окисляющейся реакционной смеси, при прочих равных условиях, в продуктах окисления содержится большое количество промежуточных соединений - алкилбензолкарбоновых кислот ([АБК]=14,7%), что указывает на низкий уровень превращения исходного углеводорода в целевой продукт. При жидкофазном окислении полиметилбензолов (изомеры ксилола, псевдокумол, дурол и др.) в одну стадию до бензолполикарбоновых кислот (фталевые кислоты, ТМК, ПМК) используют преимущественно Со-Mn-Br катализатор с конкретной постоянной концентрацией ионов Со и Mn в выбранном их соотношении. В случае окисления псевдокумола или дурола, по ходу реакции увеличивают концентрацию брома при сохранении постоянной суммарной концентрации Со2+ и Mn2+.
В заявляемом способе получения ТМА и ПМДА при использовании других по природе исходных ароматических углеводородов, содержащих в бензольном кольце разные алкильные заместители (-СН3 и -С3Н7 или СН3 и С2Н5), вышеизложенный подход (постоянство [Со2+ и Mn2+]) оказался неприемлемым. Это обусловлено следующими факторами:
а) при окислении ортозамещенных полиалкилбензолов с разными по природе алкильными заместителями более резко изменяется количество и состав промежуточных соединений, чем это имеет место в случае окисления полиметилбензолов;
б) изопропильные и этильные заместители на начальных стадиях окисления обладают достаточно высокой степенью реакционной способности к окислению по сравнению с метальными, и реакция инициируется малыми (даже следовыми) концентрациями катализатора. Однако, по мере повышения глубины реакции и накопления промежуточных соединений в виде метилбензолкарбоновых кислот, кетокислот и других промежуточных соединений при малых концентрациях Со-Mn-Br катализатора, процесс окисления прекращается по причине ингибирования катализатора орто-замещенными метилполикарбоновыми или поликарбоновыми кислотами с образованием малоактивных хелатных комплексов катализатора, а также в результате снижения влияния вышеприведенных факторов на процесс окисления, экспериментально найдены соотношения компонентов Со-Mn-Br в катализаторе и их концентрации на каждой ступени, обеспечивающие при прочих равных условиях, протекание реакции последовательного окислительного превращения три- и тетра-алкилбензолов до ТМК и ПМК соответственно. Совершенно неожиданным оказался результат по качеству целевых продуктов и их составу при проведении процесса окисления при дискретном увеличении в найденных пределах по ступеням концентраций ионов металлов катализатора Со2+ и Mn2+ (в атомном соотношении 1:1) и Br- в экспериментально установленных интервалах [Co2++Mn2+]/[Br-], ppm:
I ст. 500÷700/800÷900,
II ст. 1900÷2100/2400÷2600,
III ст. 2700÷2900/3000÷3500.
Уменьшение концентраций металлов-катализаторов (Со2+ и Mn2+), а также промотора (Br-) ниже нижнего предела снижает конверсию углеводородов в ТМК и ПМК до 89% и ниже, а следовательно, и выход целевых продуктов. Повышение концентрации компонентов Со-Mn-Br катализатора выше экспериментально установленного предела приводит при прочих равных условиях к возрастанию скоростей как основной, так и побочных реакций, что в целом снижает выход целевых продуктов. Экспериментально установлено, что проведение процесса окисления тетраалкилбензола, например, 6-изопропил-п-ксилола в одну ступень в присутствии верхнего предела концентраций Со2+, Mn2+ и Br- (1320 ppm, 1400 ppm, 2500 ppm соответственно), выход ПМК снижается до 89%.
Степень превращения исходного углеводорода и промежуточных соединений в бензол-, три- и тетракарбоновые кислоты по ступеням установлены экспериментально, %: 9-14; 55-70 и 96-99 и обеспечивает оптимальное протекание процесса при дискретном повышении температуры и концентраций компонентов Со-Mn-Br катализатора в найденных пределах. Отклонение степени конверсии углеводорода и промежуточных соединений в большую или меньшую сторону приводит к отклонению процесса от оптимального режима, снижает качество целевого продукта и его выход.
Температурный режим стадии ангидридизации в пределе 230-240°С установлен экспериментально. Снижение температуры ниже нижнего предела (<230°С) приводит к замедлению реакции с образованием ангидридного цикла, увеличению продолжительности процесса и снижению полноты превращения ортозамещенной бензолполикарбоновой кислоты в ангидрид.
Повышение температуры выше верхнего предела от 240°С до 250°С ускоряет процесс ангидридизации, однако для отвода паров реакционной воды требуется повышенное давление, что удорожает аппараты стадии ангидридизации. Дальнейшее повышение температуры (более 250°С) приводит к возрастанию скорости процесса термокаталитической деструкции, конденсации промежуточных соединений (альдегидов, кетонов), содержащихся в технических ТМК и ПМК, и ухудшению качества технического ангидрида по содержанию примеси. Температурный режим первой ступени очистки ангидридов установлен экспериментально. При температуре реакционной массы 180-186°С ТМА и ПМДА находятся в растворимой форме, а примеси - промежуточные и побочные продукты, а также остатки катализатора из-за низкой их растворимости - в твердой фазе. При фильтрации суспензии примеси отделяются от раствора ангидрида в триалкилбензоле и таким образом происходит очистка технического продукта. Понижение температуры, выделения примесей ниже нижнего предела (<180°С) приводит к началу кристаллизации основного продукта (ТМА или ПМДА). Это влечет за собой его потери в процессе выделения примесей. Повышение температуры первой ступени очистки выше верхнего предела повышает растворимость примесей, что приводит к ухудшению качества целевых продуктов за счет их сокристаллизации с примесями при охлаждении реакционной массы до температурного режима выделения ТМА или ПМДА (15-25°С). Температурный режим выделения целевых продуктов методом кристаллизации в триалкилбензоле (15-25°С) установлен экспериментально. Снижение температуры ниже нижнего предела (<15°С) ведет к ухудшению качества целевого продукта по содержанию легкорастворимых примесей. Повышение температуры выше верхнего предела (>25°С) приводит к повышению растворимости целевых продуктов и возрастанию их потерь с маточным раствором.
Температурный режим дополнительной очистки ТМА и ПМДА методом перекристаллизации в бинарном растворителе из бензола и алкилацетата 120-130°С установлен экспериментально. Понижение температуры ниже нижнего предела приводит к замедлению реакции комплексообразования, а повышение температурного режима выше верхнего предела (>130°С) требует повышенных давлений, ведущих к удорожанию оборудования стадии дополнительной очистки и частичному разрушению комплексных соединений ТМА и ПМДА в бинарном растворителе. Это понижает эффективность очистки.
Экспериментально найденный температурный режим сушки ТМА и ПМДА на ступени дополнительной очистки (≥125°С) обеспечивает не только удаление бинарного растворителя, но и разложение комплексных соединений ведущих к образованию высокочистых целевых продуктов. Понижение температуры сушки (<125°С) ведет к замедлению процесса удаления растворителя и разрушению комплексных соединений.
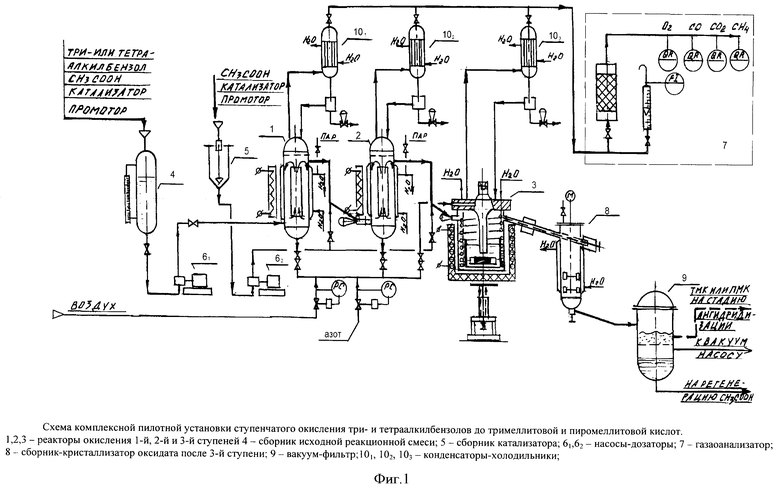
Фиг.1: Схема комплексной пилотной установки ступенчатого окисления три- и тетраалкилбензолов до тримеллитовой и пиромеллитой кислот.
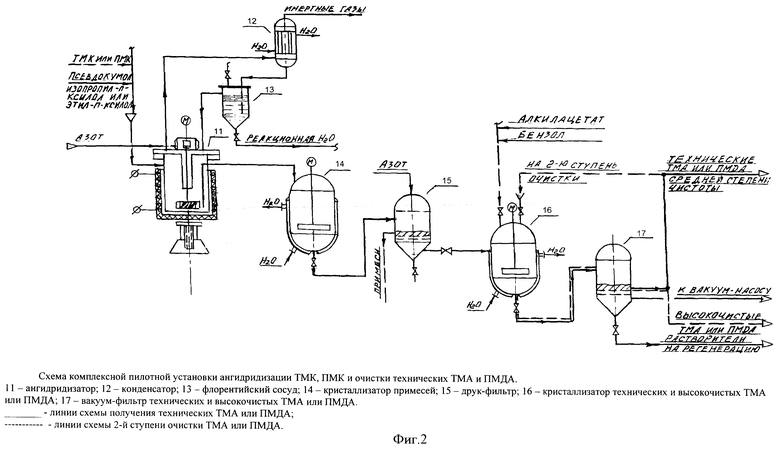
Фиг.2: Схема комплексной пилотной установки ангидридизации ТМК, ПМК и очистки технических ТМА и ПМДА.
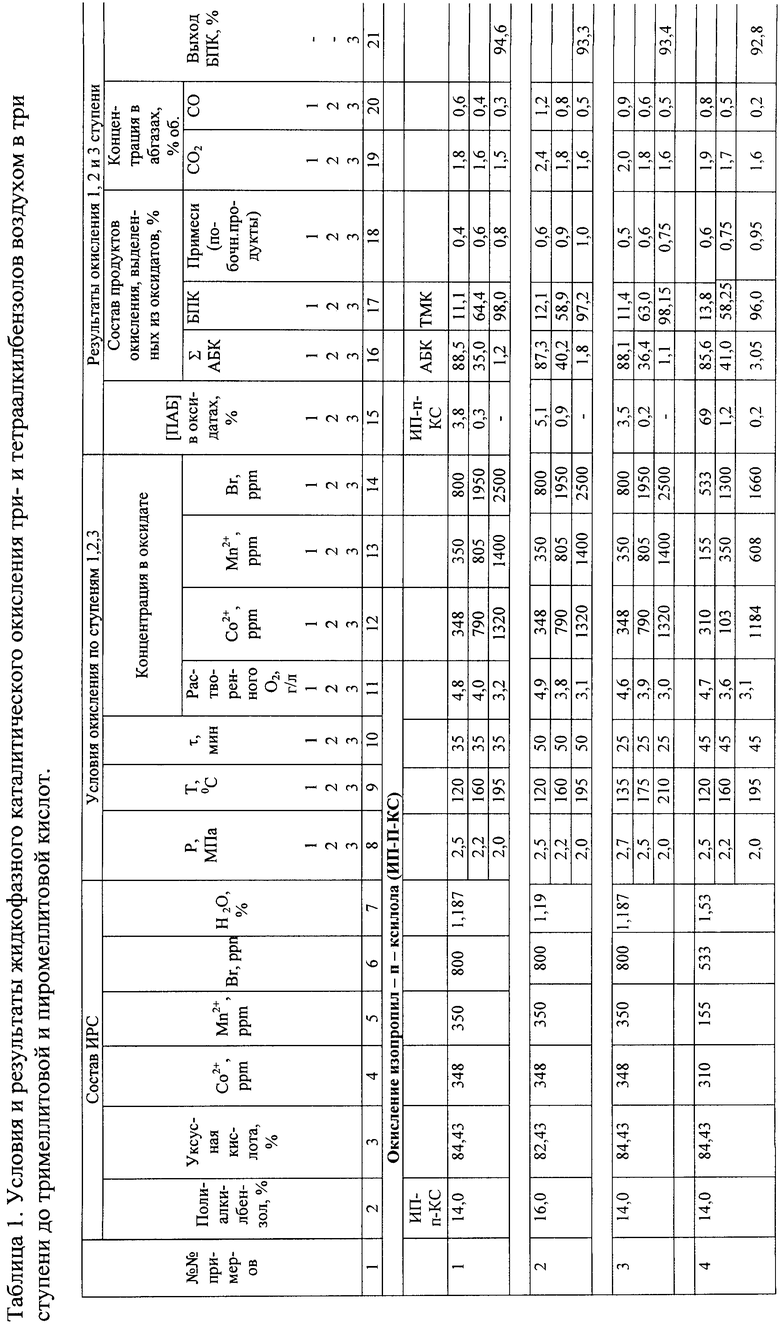
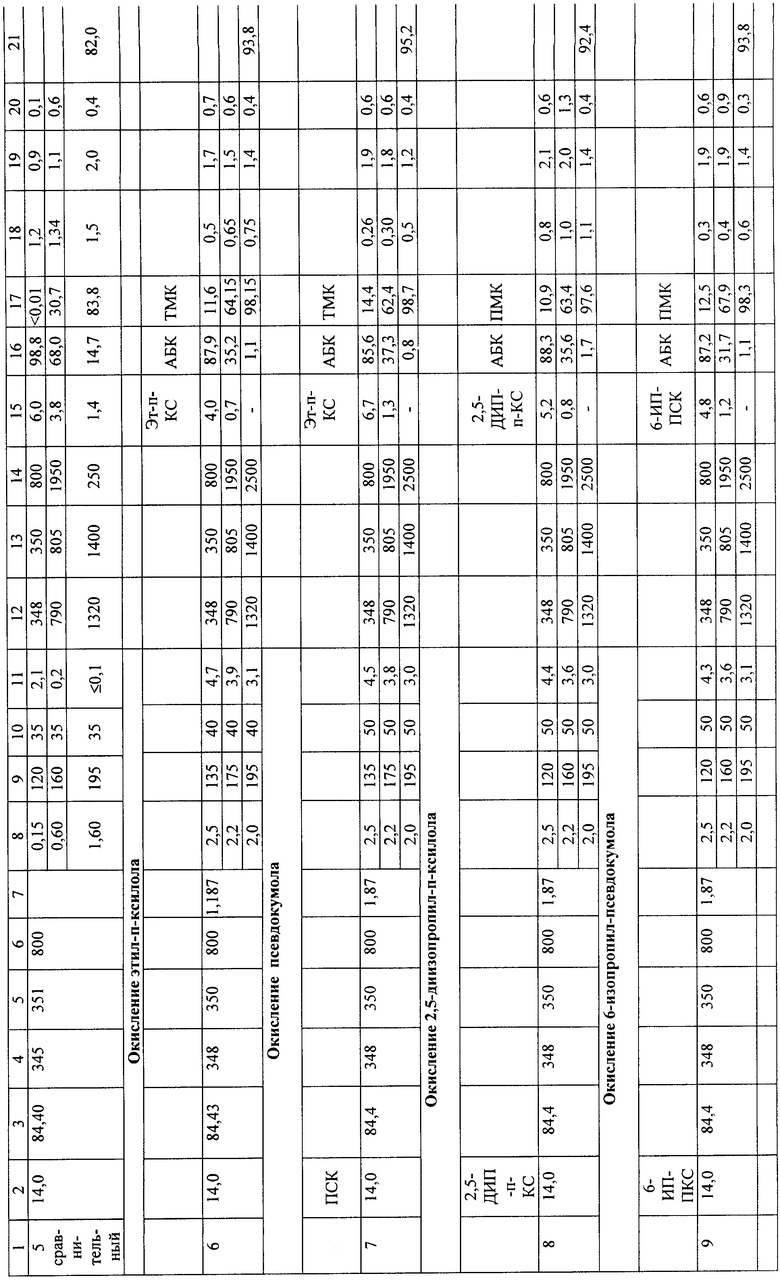
Таблица 1: Условия и результаты жидкофазного каталитического окисления три- и тетраалкилбензолов воздухом в три ступени до тримеллитовой и пиромеллитовой кислот.
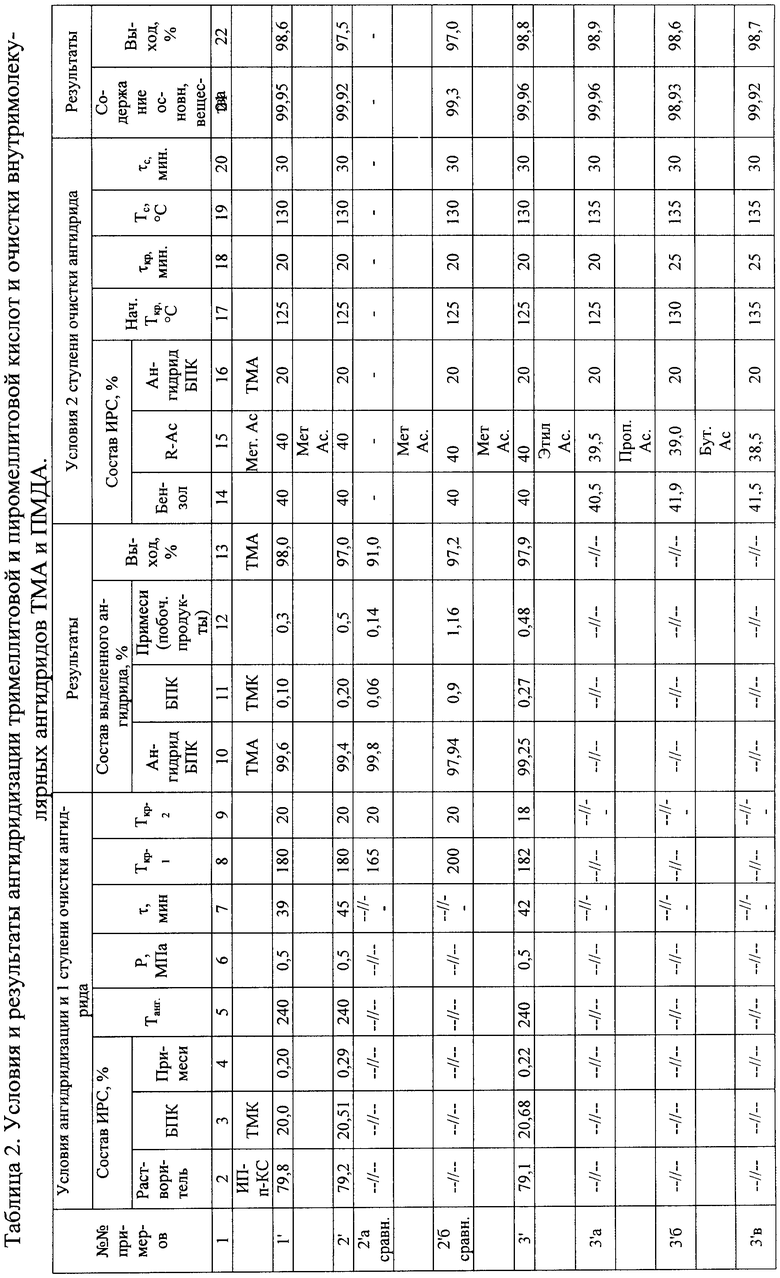
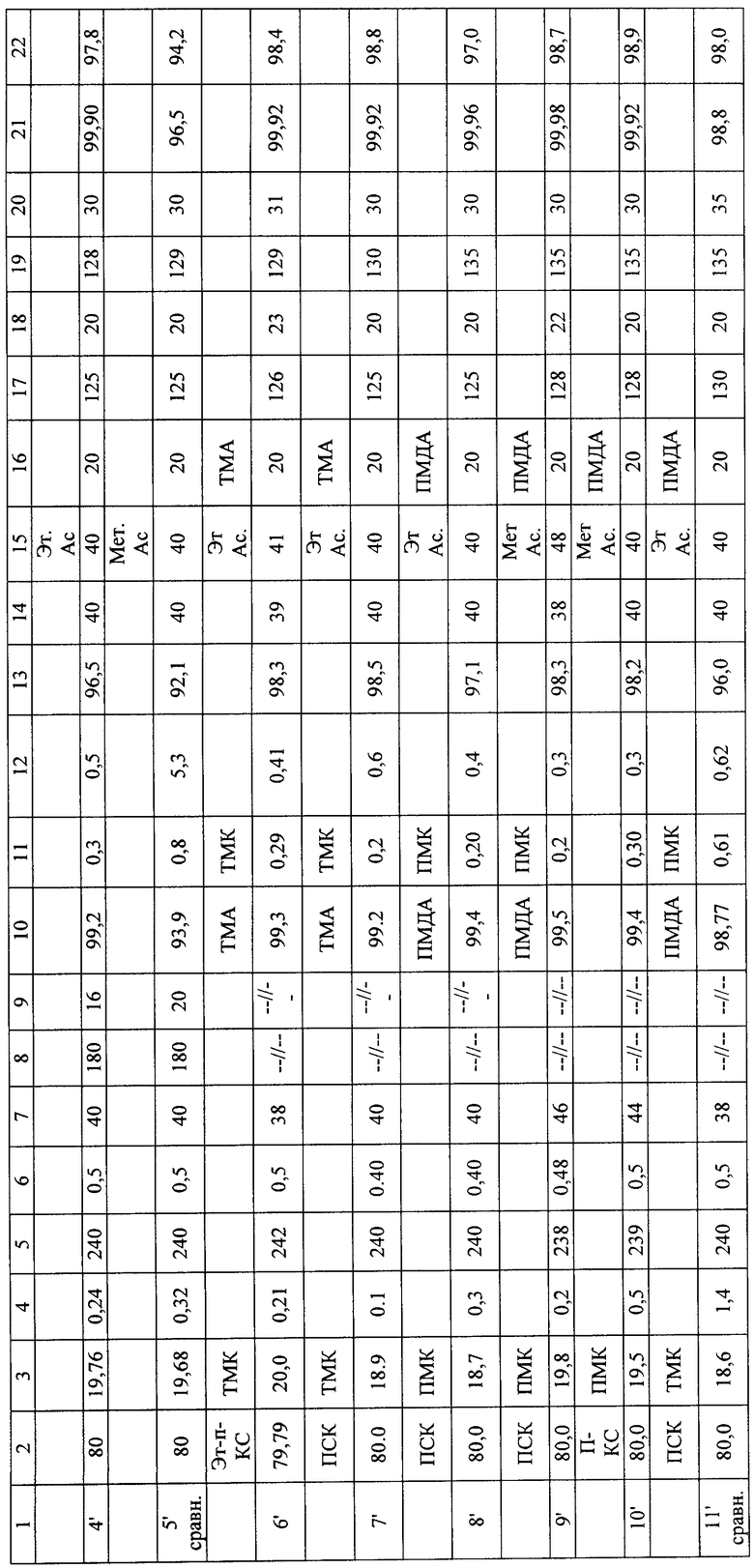
Таблица 2: Условия и результаты ангидридизации тримеллитовой и пиромеллитовой кислот и очистки внутримолекулярных ангидридов ТМА и ПМДА.
Ниже приводятся примеры и схемы стадий процесса, характеризующие, но не ограничивающие сущность изобретения.
Пример 1
Опыты проводились на пилотной установке непрерывного действия, изготовленной из металла (титан ВТ1-0 и нержавеющая сталь), состояли из стадий окисления и выделения продуктов реакции (Фиг.1), ангидридизации ТМК или ПМК и очистки ангидрида методом перекристаллизации в растворителях (Фиг.2).
Реакционный узел окисления представляет собой три последовательно работающие реактора первой 1, второй 2, третьей 3 ступени общим объемом 3,6 л. Процесс ангидридизации проводился в аппарате с мешалкой 11, снабженном конденсатором 12 и флорентийским сосудом 13 для разделения органической и водной фаз. Очистка осуществлялась в кристаллизаторе-аппарате 16 с мешалкой и рубашкой. Выделенные ангидриды на вакуум-фильтре 17 подвергали сушке.
В качестве исходного углеводорода при получении тримеллитового ангидрида используют моно-изопропил-п-ксилол (99,2% основного продукта).
Для проведения опыта по стадии окисления приготовлена реакционная смесь (ИРС) в количестве 2,96 л следующего состава:
Параллельно в емкости 5 приготавливают раствор катализатора в уксусной кислоте (без углеводорода), концентрация компонентов которого по содержанию брома аналогична ИРС, а по концентрации Со и Mn в 2 раза ниже, чем в исходной реакционной смеси, содержащей углеводород. Приготовленный раствор свежего катализатора заливают в реактор 1, 2, 3. После герметизации реакционного узла каждого реактора 1, 2, 3 проводят повышение давления инертным газом (аргон) до 2,5±0,5 МПа и одновременно повышают температуру в реакторах 1, 2, 3 до 120-130°С с помощью подвижного по вертикали наружного электроподогревателя.
При достижении указанной температуры снижают расход инертного газа и подключают подачу воздуха из расчета достижения концентрации кислорода в смеси азота и воздуха 8,5-9% (среднего значения концентрации кислорода вводимого в процесс окисления воздуха 21% и концентрации кислорода в отработанном воздухе, выходящем из реактора - 3-4% об.). По разработанному методу с использованием спектрометра ЯМР высокого разрешения (регистрация спектров ПМР на частоте 60 мГц, разрешающая способность 0,2 Гц) проведено определение концентрации растворенного кислорода в уксуснокислом растворе катализатора. Аналогичные измерения проведены в растворе ИРС (с углеводородом) при дискретном повышении температуры, соответствующей режиму работы реакторов 2ой, 3ей ступеней в интервалах 140-185°С, 190-215°С. Получены следующие концентрации растворенного кислорода в растворе катализатора и в оксидатах 1-й, 2-й и 3-й ступеней (г/л):
После получения вышеприведенных данных процесс осуществляли в непрерывном режиме путем подачи ИРС из сборника 4 насосом 6 в реактор окисления первой ступени 1 и одновременной подачи воздуха на все три ступени в количестве, обеспечивающем содержание O2 в отработанном воздухе не более 4,5% об., что регулируется с помощью газоанализатора 7 (по соображениям безопасности - исключения образования взрывоопасной концентрации с парами растворителя СН3СООН). Расход ИРС устанавливали из расчета времени пребывания на каждой ступени 35 минут (суммарно 105 минут).
Парогазовая смесь, выходящая из реакторов 1, 2, 3, охлаждается в конденсаторах-холодильниках 101,2,3. Флегма частично возвращается в реакторы 1, 2, 3, а остальная часть отводится на регенерацию. Оксидат из ректора 3-й ступени 3 поступает в кристаллизатор 8 и после охлаждения образовавшаяся кристаллическая фаза продукта выделяется на вакуум-фильтре 9.
Опыты по ангидридизации и очистке внутримолекулярных ангидридов проводили на комплексной пилотной установке (Фиг.2).
Ангидридизатор 11 - аппарат с мешалкой, снабжен конденсатором 12, флорентийским сосудом 13 для разделения органической и водной фаз. Предварительную очистку от примесей проводят в кристаллизаторе 14. Высажденные при температуре 185°С примеси отделяют на друк-фильтре 15, осветленный раствор ангидрида охлаждают в кристаллизаторе 16 и образовавшуюся суспензию фильтруют на вакуум-фильтре 17.
При необходимости получения ангидридов повышенного качества проводят дополнительную очистку. Для этого технический ангидрид загружают в кристаллизатор 16, куда подают бинарный растворитель: алкилацетат и бензол. Полученную суспензию нагревают до 120°С, выдерживают при этой температуре 20-30 минут, после чего охлаждают до температуры 20-25°С, выделяют чистый ангидрид на вакуум-фильтре 17 и сушат.
Условия и результаты примера 1 и последующих опытов по окислению три- и тетраалкилбензолов до ТМК и ПМК, а также их ангидридизации и очистки продуктов представлены в таблицах 1 и 2 соответственно.
Из полученных данных примера 1 следует, что в приведенных условиях трехступенчатого окисления изопропил-п-ксилола выход ТМК достигает 94,6% при содержании основного вещества в выделенном продукте 98,0% (табл.1).
При термической ангидридизации ТМК в среде изопропил-п-ксилола (ИП-п-КС) и температуре 240°С выход технического ТМА на взятую из стадии окисления ТМК составил 98% при содержании примесей 0,3% (таблица 2). По результатам анализа технический ТМА имел следующие качественные показатели:
внешний вид - кристаллы светло-серого цвета;
температура плавления, °С - 165;
кислотное число, мг КОН/г продукта - 867;
массовая доля остатка после прокаливания, % - 0,05;
массовая доля ангидридных групп, % - 36,3.
Полученный технический ТМА пригоден для применения в производствах пластификаторов, эмаль-лаков и других полимерных материалов широкого потребления.
Для получения ТМА высокого качества (ЧТМА), идущего для полимерных изделий с повышенными механическими или физико-химическими характеристиками проведена его дополнительная очистка путем перекристаллизации технического ТМА в экспериментально найденном бинарном растворителе, состоящем из бензола и метилацетата. В приведенных условиях (таблица 2) достигается выход высокочистого продукта (на исходный технический ТМА) - 98,6% при содержании основного вещества в очищенном на 2-й ступени ЧТМА 99,95% (таблица 2).
По результатам анализа ЧТМА имел следующие качественные показатели:
внешний вид - кристаллический продукт белого цвета;
температура плавления, °С - 166;
кислотное число, мг КОН/г продукта - 868;
массовая доля остатка после прокаливания, % - 0,01;
массовая доля примесей (побочных продуктов), % - 0,04;
массовая доля ангидридных групп, % - 37,3.
Пример 2. Опыт проводят в условиях примера 1, с той лишь разницей, что на стадии окисления концентрацию изопропил-п-ксилола повышают до 16%, и время реакции на каждой ступени увеличилось на 15 минут с достижением суммарного времени окисления 150 минут. На стадии ангидридизации и первой ступени очистки температуру кристаллизации примесей и их выделение выдерживают в условиях примера 1 (таблица 2) при 180°С. Для сравнения в примере 2'-а температуру понижают до 165°С, а в примере 2'-б наоборот повышают до 200°С. Вторую ступень очистки в бинарном растворителе осуществляют в режиме примера 1.
Получены следующие результаты по стадиям процесса. На стадии окисления: возросло количество диоксида и оксида углерода в отработанных потоках воздуха, выходящих из реакторов 3-х ступеней, ≈ в 1,2-1,3 раза; суммарное содержание примесей (побочных продуктов окислительной деструкции и конденсации) в выделенных из оксидата реактора 3-й ступени продуктов окисления возросло с 0,8% до 1,0%; выход ТМК снизился с 94,6% до 93,3%, т.е. на 1,3%.
На стадии ангидридизации ТМК и первой ступени очистки ангидрида тримеллитовой кислоты содержание примесей (бензолполикарбоновые кислоты, не содержащие ортозаместителей, кислородсодержащие продукты бифенильного ряда и др.) возросло с 0,3% до 0,5%; выход технического ТМА снизился на 1% (с 98,0% до 97,0%).
На стадии второй ступени очистки технического ТМА в бинарном растворителе бензолметилацетат качество высокочистого ТМА по содержанию основного вещества (99,92%) близко к качеству примера 1' (99,95%), однако выход ЧТМА на использованный технический ТМА снизился с 98,6% до 97,5%, т.е. на 1,1%.
Полученные результаты показали, что с повышением концентрации изопропил-п-ксилола в исходной реакционной смеси заметно снижаются выходы ТМК и ТМА. Требуемые качественные показатели целевого продукта достигаются только с применением двух ступеней очистки.
Пример 2а. Опыт проводят в условиях примера 2, с той лишь разницей, что температуру кристаллизации примесей и их выделение (Ткр-1) снижают со 180°С до 165°С. Получен результат: качество технического ТМА улучшилось и стало близким к качеству высокочистого ТМА по содержанию основного вещества (99,8%), однако его выход снизился с 97,0% до 91,0%, т.е. на 6%. Понижение температуры Ткр-1 до 165°С привело к сокристаллизации ТМА с побочными продуктами и при выделении примесей фильтрацией теряется ≈5% целевого продукта.
Пример 2б. Опыт проводят в условиях примера 2, с той лишь разницей, что на стадии ангидридизации и первой ступени очистки ТМА температуру кристаллизации и их выделение повышают со 180°С до 200°С, а условия второй ступени очистки оставляют без изменений с примером 2'. Получены следующие результаты.
Качество ТМА на стадии ангидридизации и первой ступени очистки резко ухудшилось за счет увеличения примесей с 0,5% до 1,16% и снижения содержания основного вещества (ТМА) с 99,6% до 97,94%.
Приведенные данные показывают, что при повышенной до 200°С температуре значительная часть примесей находится в растворенной форме и при последующем охлаждении до 20°С (режим выделения ТМА) они высаждаются совместно с основным продуктом, образуя трудноочищаемую смесь кристаллических продуктов.
Последующая очистка полученного технического ТМА с использованием бинарного растворителя на второй ступени кристаллизации не привела к получению чистого ТМА требуемого качества: содержание основного вещества ТМА после второй ступени очистки 99,3%, что превышает допустимую норму (99,6%).
Пример 3. Опыт проводят в условиях примера 1 (таблица 1), с той лишь разницей, что температуру на 3-х ступенях окисления повышают на 15°С, давление на 0,2 МПа, а расход ИРС увеличивают из расчета снижения времени пребывания на каждой ступени на 10 минут с 35 минут до 25 минут (суммарно время окисления на 3-х ступенях 75 минут).
Условия процесса на стадиях ангидридизации ТМК и 1-й ступени очистки ТМА сохранены на уровне примера 1' (таблица 2), а на 2-й ступени очистки наряду с метилацетатом (пример 3') использованы индивидуально с бензолом этилацетат (пример 3'а), пропилацетат (пример 3'б) и бутилацетат (пример 3'в).
Получены следующие результаты. На стадии окисления выход ТМК составил 93,4%, т.е. незначительно снизился (на 0,8%). Содержание примесей побочных продуктов в выделенной из оксидата 3-й ступени ТМК 0,75%. Содержание ТМК 98,15%. Таким образом, выход ТМК в условиях примера 3 практически остался на уровне примера 1 с незначительным улучшением качества.
На стадии ангидридизации ТМК и 1-й ступени очистки ТМА выходы ТМА и качества очищенного продукта близки к результатам примера 1' (таблица 2).
На 2-й ступени очистки технического ТМА при использовании бинарных смесей бензола с индивидуальными метиловым, этиловым, пропиловым и бутиловым эфиром уксусной кислоты (R-Ac) результаты по качеству ЧТМА, оцениваемому по содержанию основного вещества, а также по выходу ангидрида, близки между собой и сопоставимы с примером 1' (таблица 2). Незначительное преимущество по очистке и выходу ТМА достигается при использовании бинарных смесей бензола с этил- и метилацетатами. При их использовании содержание основного вещества в ЧТМА 99,96%, выход 98,8-98,9%.
Пример 4. Опыт проводят в условиях примера 1, с той лишь разницей, что на стадии окисления концентрацию брома и катализатора снижают в 1,5 раза при увеличении соотношения Со:Mn от 1:1 до 1:0,5 и повышении времени пребывания в каждой ступени на 10 минут. На стадии ангидридизации и очистки условия аналогичны примеру 1. Получены результаты: на стадии окисления выход ТМК понизился с 94,6% до 92,8% (на 1,8%).
Содержание основного вещества в выделенной из оксидата 3-й ступени ТМК снизилось с 98% до 96,0% (на 2,0%). Концентрация примесей (побочных продуктов) возросла с 0,8% до 0,95% На стадии ангидридизации ТМК и первой ступени очистки выход ТМА понизился на 1,5% (с 98,0% до 96,5%). На стадии очистки второй ступени выход понизился с 98,6% до 97,8% (на 0,8%), а чистота ангидрида по содержанию основного вещества снизилась с 99,95% до 99,90%.
Результаты показывают, что вышеприведенные концентрации компонентов Co-Mn катализатора и брома являются минимально допустимыми, которые позволяют получить ТМА с пониженным на 1,5% выходом и предельно допустимым качеством целевого продукта.
Пример 5 (сравнительный). Опыт проводят в условиях примера 1, с той лишь разницей, что процесс окисления проводят при давлении, соответствующем упругости паров смеси реакционной массы - оксидата (в основном уксусной кислоты и реакционной воды), при концентрации растворенного О2 в реакционной смеси на 1-й, 2-й, 3-й ступенях (г/л): 2,1; 0,2; ≤0,1 соответственно.
Получены результаты по стадии окисления: выход ТМК снизился с 94,6% до 82,0%. Содержание ТМК в выделенных из оксидата продуктах окисления снизился с 98% до 83,8%. Это указывает на незавершенность процесса окисления промежуточных продуктов (в основном алкилбензолкарбоновых кислот), остаточная суммарная концентрация которых в продуктах окисления, выделенных из оксидата 3-й ступени, составила 14,7%. Выход ТМА на исходную ТМК на стадии ангидридизации и первой ступени очистки составил 92,1%, на второй ступени очистки 94,2%, суммарный выход по стадиям процесса ≤80%. Качественные показатели технического и очищенного ТМА не соответствуют предъявляемым к ним требованиям. В техническом ТМА (таблица 2) концентрация примесей 5,3%, а после перекристаллизации его в бинарном растворителе, содержание основного вещества в целевом продукте 96,5%.
Пример 6. Опыт по стадии окисления проводят в условиях примера 1, с той лишь разницей, что вместо моноизопропил-п-ксилола используют этил-п-ксилол и температуру на первой и второй ступенях повышают на 15°С (таблица 1). Ангидридизацию ТМК и очистку ТМА на первой и второй ступенях проводят в условиях примера 1' (таблица 2), с той лишь разницей, что вместо ИП-п-КС используют этил-п-ксилол.
Достигнуты результаты: на стадии окисления выход ТМК достиг 93,8% при ее содержании в выделенных продуктах окисления после 3-й ступени 98,15%; на стадии ангидридизации ТМК и очистки ТМА на 1-й и 2-й ступенях выход и качество целевого продукта близки к результатам примера 1.
Выход технического и очищенного ТМА 98,3% и 98,4% соответственно. Содержание основного вещества в очищенном ТМА 99,79%.
Пример 7. Опыт проводят в условиях примера 1, с той лишь разницей, что вместо изопропил-п-ксилола используют псевдокумол и температуру на первой и второй ступенях повышают на 15°С. Условия ангидридизации ТМК и очистки ТМА соответствуют примеру 1, с той лишь разницей, что на стадии ангидридизации первой ступени очистки используют псевдокумол.
Достигнуты результаты: по стадии окисления выход ТМК 95,2% при его содержании в выделенных из оксидата продуктах окисления 98,7%; на стадиях ангидридизации ТМК и очистки ТМА на первой и второй ступенях получены выходы 98,5% и 98,8% соответственно; содержание примесей в техническом ТМА 0,6%, концентрация основного вещества в ЧТМА 99,92%.
Пример 8. Опыт проводят в условиях примера 1, с той лишь разницей, что в качестве исходного углеводорода вместо изопропил-п-ксилола используют 2,5-диизопропил-п-ксилол, т.е. тетраалкилбензол, и время пребывания на 1-й, 2-й и 3-й ступенях окисления увеличивают на 15 минут путем снижения на 40% расхода ИРС на первую ступень окисления. Исходный 2,5-диизопропил-п-ксилол, содержащий 98,9% основного вещества, получен алкилированием моноизопропил-п-ксилола пропиленом при 85°С в присутствии AlCl3. Условия ангидридизации ПМК и очистки ПМДА аналогичны примеру 1, с той лишь разницей, что на второй ступени очистки используют в качестве растворителя бинарную смесь бензола с этилацетатом вместо метилацетата.
Получены результаты: выход ПМК на стадии окисления 92,4% при содержании примесей (выделенных из оксидата продуктов окисления) 1,1%; на стадиях ангидридизации ПМК и очистки ПМДА выходы составили 97,1% 97,0% соответственно; концентрация примесей в техническом ПМДА 0,4%; содержание основного вещества в очищенном на второй ступени ПМДА 99,96%.
Пример 9. Опыт проводят в условиях примера 8, с той лишь разницей, что в качестве исходного тетраалкилбензола используют другой по природе углеводород вместо 2,5-диизопропил-п-ксилола используют 98%-ный 6-изопропил-псевдокумол, который синтезирован алкилированием псевдокумола пропиленом при 85°С в присутствии AlCl3.
Получены результаты: на стадии окисления достигнут выход ПМК 93,8% при концентрации примесей (побочных продуктов) в выделенной сырой ПМК 0,6% и содержании основного вещества в продуктах окисления 98,3%; на стадии ангид-ридизации ПМК и очистки образовавшегося технического ПМДА на первой и второй ступенях кристаллизации достигнуты выходы 98,3% и 98,7% соответственно.
Пример 10. Опыт проводят в условиях примера 9, с той лишь разницей, что вместо 6-изопропилпсевдокумола используют дурол с качественными показателями, соответствующими техническим условиям, и давление на 3-х ступенях окисления повышают на 0,3 МПа.
Получены результаты: на стадии окисления достигнут выход ПМК 95,0% при содержании в продуктах окисления примесей (побочные соединения) и основного вещества 0,5% и 98,6% соответственно; на стадии ангидридизации ПМК и очистки технического ПМДА достигнуты выходы 98,2% и 98,9% соответственно.
Пример 11 (сравнительный). Опыт проводят в условиях примера 9, с той разницей, что окисление 6-изопропил-псевдокумола проводилось в одну ступень при температуре 3-й ступени и суммарном времени пребывания в одной ступени, равном сумме времен пребывания на 3-х ступенях.
Получены результаты: содержание продуктов окислительной деструкции СО2 и СО в отработанном воздухе, выходящем из реактора окисления, возросло более чем в 2 раза, что указывает на повышенные необратимые потери как растворителя (СН3СООН), так и окисляющегося исходного углеводорода (6-изопропил-псевдокумола); концентрация примесей, выделенных из продуктов окисления 3-й ступени, повысилась с 0,6% до 3,6%, что в свою очередь повлекло снижение выхода ПМК с 93,8% до 89,0%. На стадии ангидридизации и очистки перекристаллизацией в две ступени получен продукт, не удовлетворяющий техническим условиям по содержанию примесей побочных соединений (0,62% вместо ≤0,4%) и по содержанию основного вещества (ПМДА) в полученном после очистки целевом продукте (98,8% вместо ≥99,5%).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ И ОЧИСТКИ ПИРОМЕЛЛИТОВОГО ДИАНГИДРИДА | 2004 |
|
RU2314301C2 |
| СПОСОБ ПОЛУЧЕНИЯ 2-ИЗОПРОПИЛ-П-КСИЛОЛА И 2,5-ДИИЗОПРОПИЛ-П-КСИЛОЛА | 2009 |
|
RU2415123C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВНУТРИМОЛЕКУЛЯРНОГО АНГИДРИДА ТРИМЕЛЛИТОВОЙ КИСЛОТЫ | 2003 |
|
RU2266276C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВНУТРИМОЛЕКУЛЯРНОГО АНГИДРИДА ТРИМЕЛЛИТОВОЙ КИСЛОТЫ | 1998 |
|
RU2152937C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ И СОПУТСТВУЮЩИХ ПРОДУКТОВ ИЗ ИЗОМЕРОВ ЦИМОЛА И ДИИЗОПРОПИЛБЕНЗОЛА | 2009 |
|
RU2415836C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧИСТОЙ ИЗОФТАЛЕВОЙ КИСЛОТЫ И СОПУТСТВУЮЩИХ ПРОДУКТОВ ИЗ КСИЛОЛЬНЫХ ФРАКЦИЙ | 2009 |
|
RU2430911C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОФТАЛЕВОЙ КИСЛОТЫ С ВЫСОКОЙ СТЕПЕНЬЮ ЧИСТОТЫ | 2004 |
|
RU2266277C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОЛ^АТИЧЕСКИХ ТРИ- ИЛИ ТЕТРАКАРБОНОВЫХ КИСЛОТ | 1970 |
|
SU282310A1 |
| СПОСОБ ПОЛУЧЕНИЯ И ОЧИСТКИ ИЗОФТАЛЕВОЙ КИСЛОТЫ | 2010 |
|
RU2458042C2 |
| Способ получения пиромеллитового диангидрида | 1970 |
|
SU445266A1 |
Изобретение относится к производству ортозамещенных бензолполикарбоновых кислот и их внутримолекулярных ангидридов, в частности тримеллитовой кислоты (ТМК) и ее ангидрида (ТМА), пиромеллитовой кислоты (ПМК) и ее диангидрида (ПМДА). Цель изобретения достигается тем, что в качестве исходных углеводородов используют три- и тетраалкилбензолы, содержащие метальные и изопропильные, метальные и этильные или только метальные заместители общей формулы:
где a) R1, R3 - СН3, R2 - С3Н7 или С2Н5; R1, R2, R3 - СН3
б) R1, R2, R3 - СН3, R4 - С3Н7 или С2Н5;
R1, R3 - СН3, R2, R4 - C3H7 или С2Н5; R1, R2, R3, R4 - СН3, например, изопропил-п-ксилол, этил-п-ксилол, псевдокумол, 5-изопропилпсевдокумол, 2,5-диизопропил-п-ксилол, 5-эталпсевдокумол, дурол и другие. Указанные соединения окисляют в три ступени при концентрации растворенного кислорода в жидкой фазе оксидатов каждой ступени в пределе 0,11-0,15 моль/л, при поддержании повышенного в 16-18, 3,6-4,16 и 1,25-1,4 раза соответственно давления в зонах реакции Ризб. по отношению к упругости паров жидкой реакционной массы Руп., при ступенчатом повышении температуры в пределах, °С: 120-135, 140-185, 190-215, дискретном увеличении по ступеням концентрации ионов металлов катализатор Co2+ и Mn2+ и промотора Br-. Полученные кислоты подвергают термической дегидратации при температуре 230-240°С. Полученный раствор ангидрида подвергают очистке путем кристаллизации в две ступени в разных по природе индивидуальных и бинарных растворителях. Выпавшую в осадок комплексную соль внутримолекулярного ангидрида сушат при температуре ≥125°С, обеспечивающей разложение комплекса с образованием целевого продукта высокой степени чистоты. Цель - повышение эффективности процесса и увеличение выхода целевого продукта. 2 з.п. ф-лы, 2 ил., 2 табл.
1. Способ получения внутримолекулярных ангидридов тримеллитовой и пиромеллитовой кислот жидкофазным окислением кислородсодержащим газом три- и тетраалкилбензолов, содержащих алкильные группы в орто-положении, до бензолтри- и тетракарбоновых кислот при повышенной температуре и давлении в среде уксусной кислоты в присутствии металлгалоидных катализаторов в виде смеси галоидного соединения и соли тяжелого металла VI, VII, VIII группы Периодической системы элементов, с последующей термической дегидратацией выделенных из оксидата продуктов окисления и очисткой полученных ангидридов в среде растворителя, отличающийся тем, что в качестве исходных углеводородов используют три- и тетраалкилбензолы, содержащие метильные и изопропильные, метильные и этильные или только метильные заместители общей формулы:
где a) R1, R3-СН3, R2-С3Н7 или -С2Н5; R1, R2, R3-СН3;
б) R1, R2, R3-СН3, R4-С3Н7 или С2Н5;
R1, R3-CH3, R2, R4-C3H7 или C2H5; R1, R2, R3, R4-СН3,
которые окисляют в три ступени при концентрации растворенного кислорода в жидкой фазе оксидатов каждой ступени в пределе 0,11-0,15 моль/л при поддержании повышенного в 1,3-13 раз избыточного давления в зоне реакции Ризб по отношению к упругости паров жидкой реакционной массы Руп, ступенчатом повышении температуры в пределах, °С: 120-135, 140-185, 190-215, дискретном увеличении по ступеням концентрации ионов металлов катализатора и промотора [Co2++Mn2+]/[Br-] в интервалах (ppm): 500÷700/800÷900; 1900÷2100/2400÷2600; 2700÷2900/3000÷3500 и при времени реакции на каждой ступени 15-50 мин до достижения ступенчатого превращения исходного углеводорода и промежуточных соединений в бензолтри- и тетракарбоновые кислоты в пределах, %: 9-14; 55-70; 96-99, после чего продукты реакции выделяют из оксидата 3-й ступени и подвергают термической дегидратации в жидкой среде растворителя при температуре 230-240°С до прекращения выделения реакционной воды; полученный раствор соответствующего ангидрида подвергают очистке путем кристаллизации в две ступени в разных по природе индивидуальных и бинарных растворителях таким образом, что на первой ступени используют индивидуальные триалкилбензолы - изопропил-п-ксилол, этил-п-ксилол или псевдокумол, а на второй ступени применяют бинарную смесь, содержащую в эквимолярных соотношениях бензол и алкиловый эфир уксусной кислоты - метилацетат, этилацетат, пропилацетат или бутилацетат с получением высокочистых продуктов.
2. Способ по п.1, отличающийся тем, что первую ступень очистки и выделения образовавшего при термической ангидридизации в среде триалкилбензола ангидрида осуществляют ступенчатым охлаждением 20-30%-ного раствора ангидрида в триалкилбензоле сначала с 230-240°С до 180-186°С с отделением выпавших в осадок органических примесей и катализатора, а затем со 180-186°С до 15-25°С с последующим выделением целевого продукта средней степени чистоты - технического ангидрида тримеллитовой кислоты или технического диангидрида пиромеллитовой кислоты.
3. Способ по п.2, отличающийся тем, что предварительно очищенные на первой ступени тримеллитовый ангидрид или пиромеллитовый диангидрид подвергают дополнительной очистке перекристаллизацией в бинарном растворителе, состоящем из бензола и алкилацетата, путем нагрева 20-30% суспензии технического продукта до 120-130°С, ее выдержке при указанной температуре 20-30 мин, охлаждении до 20-25°С и выделении выпавшей в осадок комплексной соли внутримолекулярного ангидрида, с последующей сушкой при температуре ≥125°С, обеспечивающей разложение комплекса с образованием целевого продукта высокой степени чистоты.
| SU 1584342 A1, 10.06.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ И ОЧИСТКИ ПИРОМЕЛЛИТОВОГО ДИАНГИДРИДА | 2004 |
|
RU2314301C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВНУТРИМОЛЕКУЛЯРНОГО АНГИДРИДА ТРИМЕЛЛИТОВОЙ КИСЛОТЫ | 1998 |
|
RU2152937C1 |
| US 4755622 A, 05.07.1988 | |||
| US 3532746 A, 06.10.1970. | |||

