Изобретение относится к термоэлектрическому приборостроению и может быть использовано для электролитического способа локального нанесения металлических покрытий на поверхности образцов из термоэлектрических материалов на основе халькогенидов висмута и сурьмы.
Известен способ нанесения металлических покрытий на пластины из термоэлектрических материалов электрохимическим способом. Способ включает химическую обработку пластин и электрохимическое никелирование поверхности пластин. Химическую обработку проводят в три стадии: сначала щелочным раствором, затем раствором, содержащим смесь соляной и азотной кислот, с введением в него ионов йода, затем раствором, содержащим смесь фтористо-водородной и серной кислот. Электрохимическое осаждение никеля проводят с предварительным электрохимическим травлением поверхностного слоя пластин, которое осуществляют в электролите для никелирования путем равномерного увеличения катодной плотности тока до 10-50 мА/см2 в течение 1,0-1,5 минут (RU 2293399, H01L 35/34, 10.02.2007).
Способ не позволяет локально наносить покрытия на образцы малых размеров.
Известен способ нанесения локального покрытия при изготовлении гибридных интегральных схем и микросборок с двухуровневой разводкой. Сущность изобретения: на металлическую подложку наносят фоторезист. Затем производят двустороннюю фотолитографию с образованием негативного рисунка проводников схемы и электрохимическое осаждение в окна фоторезистивной маски металла, селективно травящегося по отношению к материалу подложки. Припрессовывают с одной стороны подложки диэлектрическое основание и производят травление подложки до образования разрывов в областях пересечения проводников схемы. При формировании фоторезистивной маски одновременно с рисунком проводников схемы на стороне подложки, подвергаемой травлению, формируют дополнительные проводниковые элементы прямоугольной формы, эквидистантно расположенные от проводников схемы и друг от друга, причем меньшая сторона дополнительного элемента равна удвоенной толщине подложки, а процесс травления прекращают после стравливания сформированных дополнительных проводников (RU 2040128, Н05К 3/06, 20.07.2009 г.).
Недостатком способа является сложность аппаратурного оформления процесса и его длительность.
Задачей, на решение которой направлено заявленное изобретение, является создание способа, обеспечивающего возможность одновременного нанесения локальных металлических покрытий на отдельные стороны или грани образцов из термоэлектрических материалов разной геометрической формы, в том числе и малых размеров с площадью покрытия от 0,5 мм2, достижения необходимого качества и получения заданных параметров покрытия с исключением при этом дополнительных токопотерь и дополнительного истощения электролита.
Поставленная задача решается за счет того, что в способе локального нанесения металлических покрытий на образцы термоэлектрических материалов электролитическим способом, согласно изобретению, используют источник постоянного тока, электролизную ванну с выполненным в ее стенке окном, перекрытым эластичной вставкой для герметичного крепления покрываемых образцов термоэлектрических материалов одинаковой или разной формы, крышку с закрепленной в ней металлической пластиной - анодом, а также катод, в качестве которого используют каждый образец, на отдельные стороны или грани которого наносят покрытие, причем каждый образец размещают в конгруэнтной его форме сквозной прорези, выполненной в эластичной вставке, герметично перекрывающей с внешней стороны окно ванны и закрепленной с использованием рамки с крепежными элементами, плотно прижимающей за пределами окна эластичную вставку к стенке ванны, полностью перекрывая его, производят наполнение ванны электролитом, опускают закрепленный в крышке ванны анод в электролит и подают электрический ток от источника постоянного тока к аноду и образцам с использованием токоподводов, размещенных в теле эластичной вставки и контактирующих с образцами в зоне прорезей с передачей им катодного электрического потенциала до получения заданных параметров покрытия.
При этом могут использовать источник постоянного тока, имеющий рабочий диапазон от 0,1 до 100 А, могут использовать ванну и крышку ванны, выполненные из химически стойких диэлектрических материалов типа полипропилена, причем крышка может неплотно прилегать к ванне для пропуска газа, а используемая эластичная вставка выполнена из полимерного эластичного водонепроницаемого химически стойкого материала, обладающего диэлектрическими свойствами, например композиционного материала на основе резины и каучука, и плотно обхватывает каждый образец, размещаемый в конгруэнтной его форме прорези, с исключением протекания электролита и его попадания на стороны или грани, не подлежащие нанесению покрытия.
При нанесении покрытия на мелкие образцы с общей площадью поверхности покрытия от 0,5 до 10 мм2 для достижения равномерной плотности тока на поверхности образцов и улучшения качества покрытия могут использовать размещаемый в крышке устройства с возможностью перемещения фальшкатод.
Фальшкатод могут размещать с противоположной объектам гальванизации -образцам стороны анода и, изменяя его положение и, таким образом, увеличивая или уменьшая площадь его поверхности, участвующей в реакции с электролитом, могут увеличивать или уменьшать плотность тока и скорость осаждения наносимого металла.
Покрытие могут наносить на образцы наноструктурированного термоэлектрического материала, имеющие общую площадь поверхности покрытия от 0,5 до 500 мм2, причем при нанесении покрытия на несколько сторон или граней образца обработку каждой стороны или грани производят отдельно.
При нанесении металлического покрытия на отдельные стороны или грани образца могут одновременно производить холодную пайку контактов, для чего сначала на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из другого металла, причем в качестве металлов для подслоя, покрытия и контактов используют металлы, применяемые в термоэлектрическом приборостроении.
Или при нанесении металлического покрытия на отдельные стороны или грани образца могут одновременно производить холодную пайку контактов, для чего сначала на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из того же металла, что и металл подслоя, причем в качестве металлов для подслоя, покрытия и контактов используют металлы, применяемые в термоэлектрическом приборостроении.
Или при нанесении металлического покрытия на отдельные стороны или грани образца могут одновременно производить холодную пайку контактов, для чего сначала на каждой стороне или грани размещают контакты и производят нанесение слоя покрытия, причем в качестве металлов для покрытия и контактов используют металлы, применяемые в термоэлектрическом приборостроении.
Перед нанесением покрытия каждый образец могут подвергать предварительной химической обработке.
Предварительную химическую обработку каждого образца могут производить растворами, содержащими соляную и азотную кислоты, причем могут осуществлять ее в три стадии: сначала щелочным раствором, затем раствором, содержащим смесь соляной и азотной кислот, с введением в него ионов йода, затем раствором, содержащим смесь фтористо-водородной и серной кислот.
Технический результат, достигаемый заявленным изобретением, заключается в обеспечении возможности одновременного локального нанесения металлического покрытия на отдельные стороны или грани образцов в термоэлектрических материалов разной формы, используемых в термоэлектрическом приборостроении, в том числе малых размеров с площадью покрытия от 0,5 мм2, за счет обеспечения возможности герметичного крепления образцов в стенке ванны путем использования эластичной вставки с конгруэнтными форме каждого образца сквозными прорезями, герметично перекрывающей окно ванны, и варьирования степени локальности нанесения покрытия на сторону или грань образца путем перемещения образца относительно прорези, достижения необходимого качества металлического покрытия, в частности антидиффузионного и/или припойного слоев, за счет равномерной катодной плотности тока на поверхности образцов, получаемой путем передачи им катодного электрического потенциала с использованием токоподводов, контактирующих с образцами в зоне прорезей до получения заданных параметров покрытия с исключением при этом дополнительных токопотерь и дополнительного истощения электролита.
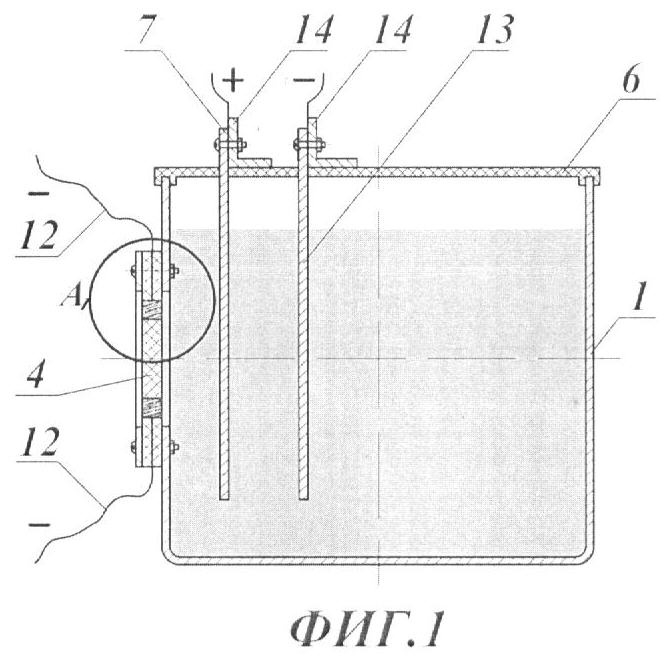
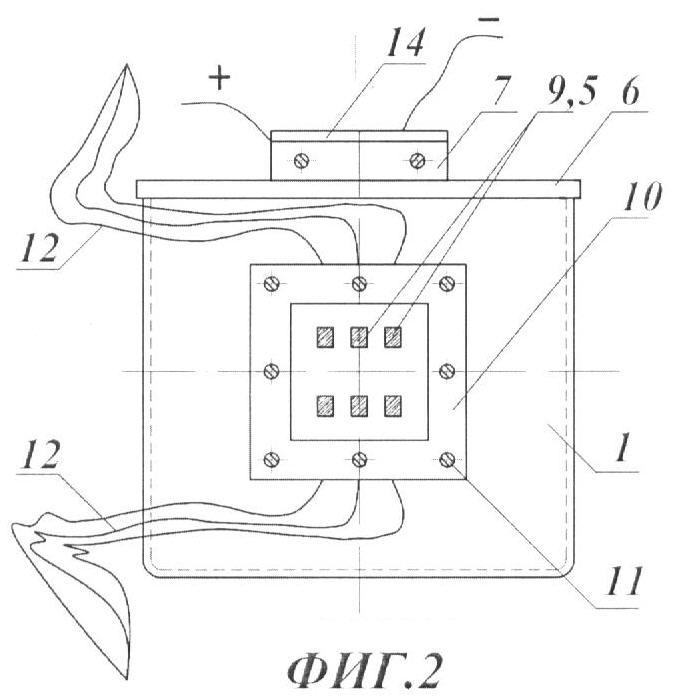
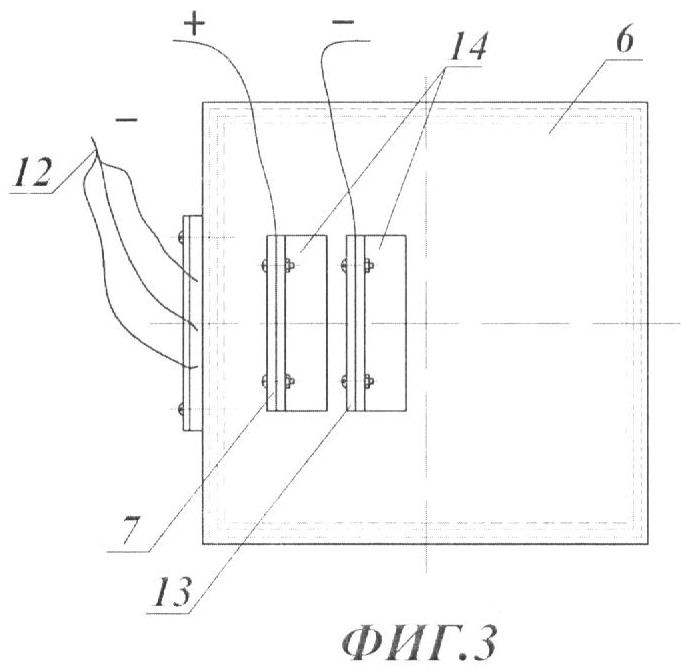
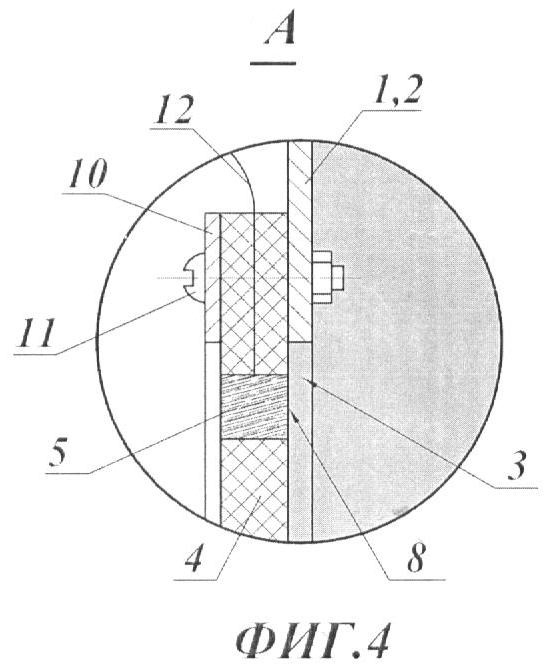
Сущность изобретения поясняется следующими графическими материалами, на которых на фиг.1 - устройство для осуществления способа - электролизная ванна в сборе, сечение; на фиг.2 - то же, вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 - узел А фигуры 1.
Для осуществления заявленного способа используют источник постоянного тока (на чертежах не показано), электролизную ванну 1 с выполненным в ее стенке 2 окном 3. Окно 3 перекрыто эластичной вставкой 4 для герметичного крепления покрываемых образцов 5. Образцы 5 термоэлектрических материалов на основе халькогенидов висмута и сурьмы (например, Bi0,4Sb1,6 Те3) могут быть одинаковой или разной формы, например, в виде многогранников, в частности призм, тел вращения. Электролизная ванна 1 снабжена крышкой 6, неплотно прилегающей к ванне для пропуска газа, с закрепленной в ней металлической пластиной - анодом 7. Анод 7 выполнен из металла, используемого для нанесения металлических покрытий в термоэлектрическом приборостроении, например никеля, олова или меди.
В качестве катода используют каждый образец 5, на отдельные стороны или грани 8 которого наносят покрытие. Каждый образец 5 размещают в конгруэнтной его форме прорези 9, выполненной в эластичной вставке 4. Сквозная прорезь 9 в эластичной вставке 4, конгруэнтная форме образца 5, выполнена обеспечивающей нанесение покрытия на отдельную сторону или грань 8 образца 5 с площадью поверхности покрытия от 0,5 мм2.
Эластичная вставка 4 герметично перекрывает с внешней стороны окно 3 электролизной ванны 1 и закреплена с использованием рамки 10 с крепежными элементами 11.
Используемая эластичная вставка 4 выполнена из полимерного эластичного водонепроницаемого химически стойкого материала, обладающего диэлектрическими свойствами, например композиционного материала на основе резины и каучука, и плотно обхватывает каждый образец 5, размещаемый в конгруэнтной его форме прорези 9, с исключением протекания электролита и его попадания на стороны или грани, не подлежащие нанесению покрытия.
Рамка 10 плотно прижимает за пределами окна 3 эластичную вставку 4 к стенке 2 электролизной ванны 1, полностью перекрывая его.
Рамка 10 выполнена квадратной формы, преимущественно из диэлектрического материала, а отверстия для пропуска крепежных элементов 11 расположены в средней части по ширине сторон рамки 10 вдоль ее периметра.
В теле эластичной вставки 4 размещены токоподводы 12, которые в зоне прорезей 9 контактируют с образцами 5 с передачей им катодного электрического потенциала.
При нанесении покрытия на мелкие образцы с общей площадью поверхности покрытия от 0,5 до 10 мм2, а также для достижения равномерной плотности тока на поверхности образцов и улучшения качества покрытия используют размещенный в крышке 6 ванны 1 с возможностью перемещения фальшкатод 13.
Фальшкатод 13 является не обязательным, а вспомогательным элементом, задействованным в способе нанесения локального покрытия, и размещен с противоположной объектам гальванизации - образцам, стороны анода 7.
Фальшкатод 13 выполнен в виде пластин из металла, используемого для нанесения металлических покрытий в электронном и термоэлектрическом приборостроении. Фальшкатод 13 и анод 7 могут быть изготовлены из одного и того же металла или из разных металлов.
На крышке 6 ванны 1 расположены уголки 14 для крепления анода 7 и фальшкатода 13 с одним отверстием или прорезью под один крепежный элемент, например болт с гайкой.
Для обеспечения высокой адгезионной прочности наносимого заявляемым способом локального покрытия и полного удаления механических примесей с поверхности образцов перед осуществлением способа каждый образец подвергают предварительной химической обработке - химическому травлению.
Предварительную химическую обработку образцов производят растворами, содержащими соляную и азотную кислоты, причем осуществляют ее в три стадии: сначала щелочным раствором, затем раствором, содержащим смесь соляной и азотной кислот, с введением в него ионов йода, затем раствором, содержащим смесь фтористо-водородной и серной кислот. Первую стадию химической обработки образцов ведут в растворе карбоната натрия или гидроокиси натрия с концентрацией (1-10) мас.% при температуре 70-100°С; вторую стадию химической обработки образцов проводят при температуре 20-50°С в течение 1-5 минут водными растворами, содержащими соляную и азотную кислоты, при объемном соотношении вода, серная и азотная кислоты 4:(1-3):(1-3) соответственно, при введении в раствор ионов йода в количестве 0,5-1,0 мас.%; третью стадию химической обработки образцов ведут при температуре 20-30°С в течение 1-5 минут водными растворами серной и фтористо-водородной кислот при объемном соотношении вода, серная и фтористо-водородная кислоты 4:(1-2):(1-3) соответственно.
Способ осуществляют следующим образом: каждый образец 5 размещают в конгруэнтной его форме сквозной прорези 9, выполненной в эластичной вставке 4, производят наполнение электролизной ванны 1 электролитом, опускают закрепленный в крышке 6 ванны анод 7 в электролит и подают электрический ток от источника постоянного тока (на чертежах не показано) к аноду 7 и образцам 5 с использованием токоподводов 12, размещенных в теле эластичной вставки 4 и контактирующих с образцами 5 в зоне прорезей 9 с передачей им катодного электрического потенциала до получения заданных параметров покрытия.
Покрытие могут наносить на образцы наноструктурированного термоэлектрического материала, имеющие общую площадь поверхности покрытия от 0,5 до 500 мм2, причем при нанесении покрытия на несколько сторон или граней образца обработку каждой стороны или грани производят отдельно.
При нанесении металлического покрытия на отдельные стороны или грани образца одновременно могут производить холодную пайку контактов, для чего сначала на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из другого металла, или на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из того же металла, что и металл подслоя, или на каждой стороне или грани размещают контакты и производят нанесение слоя покрытия, причем в качестве металлов для покрытия и контактов используют металлы, применяемые в термоэлектрическом приборостроении, такие как никель, олово или медь.
Пример 1. После окончания химической обработки образцы квадратной формы (форма образца может быть любая: квадрат, прямоугольник, овал, звездочка и т.д.) из теллурида висмута (Bi2Te3) 5 со стороной квадрата, равной 2,5 мм, в количестве 10 штук помещают с внутренней стороны ванны в конгруэнтные их форме (квадратные) сквозные прорези 9 эластичной вставки 4. Электролизную ванну 1 заполняют электролитом следующего состава: 30 г/л хлористого никеля (NiCl2), 250 г/л сернокислого никеля (NiSO4), 30 г/л борной кислоты (Н3ВО3) и проводят обработку образцов, которую осуществляют при силе тока I=2,8 А и равномерном увеличении катодной плотности тока от 0 до 40 мА/см2 в течение 1,5 минут. После достижения заданного значения плотности тока начинают процесс электрохимического осаждения никеля. Параметры процесса осаждения никеля - катодная плотность тока 40 мА/см2, время осаждения 10 минут. Полученный слой никеля имеет толщину 5 мкм. Величина адгезии составляет 150 кг/см2.
Пример 2. Процесс осаждения контактного слоя или холодную пайку олова проводят в той же ванне с заменой электролита и крышки 6 с анодом 7 из олова.
Электролит - кислотный, оловосульфатный с добавлением серной кислоты. Состав: сульфат олова (SnSO4) - 40 г/л; висмут азотнокислый трехвалентный (Bi2(NО3)3·5H2O) - 0,5 г/л; серная кислота (H2SO4) - 110 г/л; поверхностное вещество ОП-10 - 2,0 г/л. Катодная плотность тока при осаждении олова: 10-15 мА/см2, время осаждения - 15 мин. Толщина осаждения слоя олова - 3-5 мкм. Для холодной пайки контактов время осаждения - 45-60 мин.
Пример 3. В случае нанесения или холодной пайки контактов из меди в качестве электролита используют 5% раствор медного купороса при плотности тока 10-15 мА/см2, время нанесения слоев - 15 мин, для холодной пайки контакта из меди - 45-60 мин.
В зависимости от размера и количества образцов, обрабатываемых в электролизной ванне за один прием, и требуемой толщины слоя покрытия изменяют параметры процесса нанесения металлического покрытия электролитическим способом. В частности, для улучшения качества покрытия регулируют плотность тока и скорость осаждения наносимого металла, изменяя для этого положение фальшкатода для увеличения или уменьшения площади его поверхности, участвующей в реакции с электролитом.
Толщина антидиффузионного слоя в зависимости от времени осаждения составляет от 5 мкм до 10-15 мкм. Величина адгезии на образцах n-типа (например, Bi2Te2,85Se0,15) проводимости составляет 100-150 кг/см2, на пластинах р-типа проводимости (например, Bi0,4Sb1,6Te3) - 100 кг/см2.
Таким образом, заявленное изобретение позволяет осуществить одновременное локальное нанесение металлического покрытия на отдельные стороны или грани образцов термоэлектрических материалов разной формы, используемых в термоэлектрическом приборостроении, в том числе малых размеров с площадью покрытия от 0,5 мм2, с величиной адгезии от 100 до 150 кг/см2 в зависимости от типа проводимости, с получением металлического покрытия в, частности антидиффузионного и/или припойного слоев, достигая необходимого качества покрытия за счет равномерной катодной плотности тока на поверхности образцов до получения заданных параметров покрытия с исключением при этом дополнительных токопотерь и дополнительного истощения электролита.
Использование в термоэлектрических модулях образцов термоэлектрических материалов с нанесенными описанным способом металлическими покрытиями позволяет существенно улучшить такие характеристики приборов, как количество выдерживаемых циклов, которое возрастает на 40-50%, что приводит к увеличению срока службы приборов.
Также полученные образцы термоэлектрических материалов на основе халькогенидов висмута и сурьмы с нанесенными описанным способом металлическими покрытиями (антидиффузионными и/или припойными слоями) используются в термоэлектрических приборах нового поколения, таких как источники энергии и генераторы на основе наноструктурированного материала, в состав которых входят термоэлементы малых геометрических размеров, для изготовления которых был разработан данный способ.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ МЕТОДОМ | 2009 |
|
RU2402644C1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ МЕТОДОМ | 2016 |
|
RU2630996C1 |
| СПОСОБ СОЗДАНИЯ АНТИДИФФУЗИОННОГО БАРЬЕРА НА ПОВЕРХНОСТИ ПЛАСТИН ИЗ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2293399C1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| Способ нанесения гальванических покрытий на профилированные изделия | 1986 |
|
SU1633027A1 |
| Способ предварительной обработки мелкоразмерных деталей из сплавов на основе меди с внутренними отверстиями и пазами для электроосаждения на них покрытий | 2020 |
|
RU2750731C1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОЙ ДЕЗАКТИВАЦИИ МЕТАЛЛИЧЕСКИХ ОТХОДОВ | 2006 |
|
RU2328050C2 |
| СУСПЕНЗИЯ, УГЛЕРОДСОДЕРЖАЩИЙ КОМПОНЕНТ ЯЧЕЙКИ, СПОСОБ НАНЕСЕНИЯ ОГНЕУПОРНОГО БОРИДА, СПОСОБ ЗАЩИТЫ УГЛЕРОДСОДЕРЖАЩЕГО КОМПОНЕНТА, МАССА УГЛЕРОДСОДЕРЖАЩЕГО КОМПОНЕНТА, КОМПОНЕНТ ЭЛЕКТРОХИМИЧЕСКОЙ ЯЧЕЙКИ, СПОСОБ ПОВЫШЕНИЯ УСТОЙЧИВОСТИ К ОКИСЛЕНИЮ, ЯЧЕЙКА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ И ИСПОЛЬЗОВАНИЕ ЯЧЕЙКИ | 1993 |
|
RU2135643C1 |
| Способ создания антидиффузионного барьера на поверхности пластин из термоэлектрических материалов на основе халькогенидов висмута и сурьмы | 2021 |
|
RU2758989C1 |
Изобретение относится к термоэлектрическому приборостроению. Способ характеризуется использованием источника постоянного тока, электролизной ванны с окном стенке, перекрытым эластичной вставкой для герметичного крепления покрываемых образцов, крышки с анодом и катода, в качестве которого используют каждый образец, на отдельные стороны или грани которого наносят покрытие. Каждый образец размещают в конгруэнтной его форме сквозной прорези, выполненной в эластичной вставке, герметично перекрывающей с внешней стороны окно ванны и закрепленной с использованием рамки, плотно прижимающей вставку к стенке ванны. Наполняют ванну электролитом, опускают анод и подают электрический ток с использованием токоподводов, размещенных во вставках и контактирующих с образцами, до получения заданных параметров покрытия. Технический результат - обеспечение возможности одновременного нанесения локального покрытия на образцы разной формы с площадью покрытия от 0,5 мм2 с исключением дополнительных токопотерь и истощения электролита. 9 з.п. ф-лы, 4 ил.
1. Способ локального нанесения металлических покрытий на образцы термоэлектрических материалов электролитическим методом, характеризующийся тем, что используют источник постоянного тока, электролизную ванну с выполненным в ее стенке окном, перекрытым эластичной вставкой для герметичного крепления покрываемых образцов термоэлектрических материалов одинаковой или разной формы, крышку с закрепленной в ней металлической пластиной - анодом, а также катод, в качестве которого используют каждый образец, на отдельные стороны или грани которого наносят покрытие, причем каждый образец размещают в конгруэнтной его форме сквозной прорези, выполненной в эластичной вставке, герметично перекрывающей с внешней стороны окно ванны и закрепленной с использованием рамки с крепежными элементами, плотно прижимающей за пределами окна эластичную вставку к стенке ванны, полностью перекрывая его, производят наполнение ванны электролитом, опускают закрепленный в крышке ванны анод в электролит и подают электрический ток от источника постоянного тока к аноду и образцам с использованием токоподводов, размещенных в теле эластичной вставки и контактирующих с образцами в зоне прорезей с передачей им катодного электрического потенциала до получения заданных параметров покрытия.
2. Способ по п.1, отличающийся тем, что используют источник постоянного тока, имеющий рабочий диапазон от 0,1 до 100 А, ванну и крышку ванны, выполненные из химически стойких диэлектрических материалов типа полипропилена, причем крышка неплотно прилегает к ванне для пропуска газа, а используемая эластичная вставка выполнена из полимерного эластичного водонепроницаемого химически стойкого материала, обладающего диэлектрическими свойствами, например, композиционного материала на основе резины и каучука, и плотно обхватывает каждый образец, размещаемый в конгруэнтной его форме прорези, с исключением протекания электролита и его попадания на стороны или грани, не подлежащие нанесению покрытия.
3. Способ по п.1, отличающийся тем, что при нанесении покрытия на мелкие образцы с общей площадью поверхности покрытия от 0,5 до 10 мм для достижения равномерной плотности тока на поверхности образцов и улучшения качества покрытия используют размещаемый в крышке устройства с возможностью перемещения фальшкатод.
4. Способ по п.3, отличающийся тем, что фальшкатод размещают с противоположной объектам гальванизации образцам стороны анода и, изменяя его положение и таким образом увеличивая или уменьшая площадь его поверхности, участвующей в реакции с электролитом, увеличивают или уменьшают плотность тока и скорость осаждения наносимого металла.
5. Способ по п.1, отличающийся тем, что покрытие наносят на образцы наноструктурированного термоэлектрического материала, имеющие общую площадь поверхности покрытия от 0,5 до 500 мм2, причем при нанесении покрытия на несколько сторон или граней образца обработку каждой стороны или грани производят отдельно.
6. Способ по п.1, отличающийся тем, что при нанесении металлического покрытия на отдельные стороны или грани образца одновременно производят холодную пайку контактов, для чего сначала на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из другого металла, причем в качестве металлов для подслоя, покрытия и контактов используют металлы, применяемые в электронном и термоэлектрическом приборостроении.
7. Способ по п.1, отличающийся тем, что при нанесении металлического покрытия на отдельные стороны или грани образца одновременно производят холодную пайку контактов, для чего сначала на каждую сторону или грань, на которую производится пайка контактов, наносят подслой из одного металла, затем поверх этого слоя размещают контакты и производят нанесение слоя покрытия из того же металла, что и металл подслоя, причем в качестве металлов для подслоя, покрытия и контактов используют металлы, применяемые в электронном и термоэлектрическом приборостроении.
8. Способ по п.1, отличающийся тем, что при нанесении металлического покрытия на отдельные стороны или грани образца одновременно производят холодную пайку контактов, для чего сначала на каждой стороне или грани размещают контакты и производят нанесение слоя покрытия, причем в качестве металлов для покрытия и контактов используют металлы, применяемые в электронном и термоэлектрическом приборостроении.
9. Способ по п.1, отличающийся тем, что перед нанесением покрытия каждый образец подвергают предварительной химической обработке.
10. Способ по п.9, отличающийся тем, что предварительную химическую обработку каждого образца производят в три стадии - сначала щелочным раствором, затем раствором, содержащим смесь соляной и азотной кислот, с введением в него ионов йода, затем раствором, содержащим смесь фтористоводородной и серной кислот.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТ ДЛЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ | 1992 |
|
RU2040128C1 |
| СПОСОБ СОЗДАНИЯ АНТИДИФФУЗИОННОГО БАРЬЕРА НА ПОВЕРХНОСТИ ПЛАСТИН ИЗ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2005 |
|
RU2293399C1 |
| ПРИБОР ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛИРОВАНИЯ | 0 |
|
SU169373A1 |
| US 3819502 А, 25.06.1974. | |||

