Данные технические решения относятся к изготовлению проволоки, конструктивной особенностью которой является то, что она имеет сердечник и расположенную вокруг него по периметру оболочку, выполненную из материала, отличающегося по своим физическим свойствам от материала сердечника. Проволока предназначена для ее использования в машиностроении для напыления металла на поверхности деталей машин с целью их упрочнения.
Технические решения относятся также к способам изготовления указанной проволоки, при этом особенностями способов является нанесение и закрепление слоя алюминиевой оболочки на сердечник, выполненный из одной или нескольких скрученных по длине проволок. Также технические решения относятся к устройствам для реализации указанных способов, причем устройства представляют собой рабочую головку, обеспечивающую перемещение через нее сердечника проволоки и нанесение на поверхность сердечника материала. Технические решения касаются также обработки металлов давлением.
Способ и устройство для его реализации предназначены для использования в области металлургии.
Известна биметаллическая проволока, содержащая расположенный в оболочке круглый в поперечном сечении сердечник, выполненный из железо-хромистого, железо-хром-аллюминиевого или никель-хромистого сплава, при этом сердечник расположен в оболочке (JP 3208283, 11.09.1999).
Известна проволока, содержащая сердечник, расположенный в металлическом слое из латуни (RU 2338618, 20.11.2008). Данная проволока предназначена для армирования эластомерных материалов.
Известна проволока, содержащая ферроникелевый сердечник, расположенный в металлическом слое из меди (RU 2354517, 10.05.2009). Данная проволока предназначена для использования в электровакуумных и полупроводниковых приборах.
Известно витое проволочное изделие, содержащее выполненный из нескольких скрученных проволок сердечник, расположенный в оболочке, которая выполнена из материала, по своим физическим свойствам отличающегося от физических свойств сердечника (RU 2075362, 20.03.1997).
Известна проволочная конструкция (структура), содержащая выполненный из одной или нескольких скрученных проволок сердечник, расположенный в оболочке, которая выполнена из навитых по спиралям проволок с зазором между ними (RU 98119946, 27.06.2000).
Известны способы изготовления проволоки, каждый из которых характеризуется тем, что на сердечник проволоки, выполненный, по крайней мере, из одной центральной жилы, наносят материал оболочки, для чего сердечник перемещают через рабочую камеру устройства, служащего для нанесения оболочки на сердечник (RU 97113197, 10.01.1999; SU 1824779, 10.09.1996; RU 99101725, 27.11.2000; RU 2214311, 27.11.2000; RU 2099166, 20.12.1997; SU 1807618, 27.06.1996; RU 2240355, 20.11.2004; RU 2162900, 10.02.2001; RU 2274536, 28.06.2004; RU 99103207, 10.04.2001; RU 2338618, 10.02.2006; RU 2354517, 10.05.2009).
Из известных способов близким к заявленному является способ изготовления никель-алюминиевой проволоки, характеризующийся тем, что на сердечнике проволоки, который выполнен из нескольких жил, закрепляют оболочку проволоки, для чего один из слоев оболочки формируют из алюминия и закрепляют оболочку проволоки на сердечнике с использованием средств, осуществляющих разогрев и плавление компонентов проволоки (RU 2274536, 28.06.2004), а также способ изготовления проволоки, характеризующийся тем, что формируют композиционную заготовку проволоки, нагревают ее до определенной температуры и пластически деформируют компоненты заготовки до заданного размера проволоки (RU 2354517, 10.05.2009).
Известны технические решения задач изготовления многожильных проволок, каждое из которых содержит рабочую камеру, средство подачи в нее компонента проволоки, например сердечника проволоки, и средство подачи в камеру второго компонента для изготовления из него оболочки проволоки (RU 2179500, 17.07.2000; RU 2086380, 10.08.1997; RU 2274536, 28.06.2004; SU 622390, 30.08.1978; RU 97113197, 10.01.1999; SU 1824779, 10.09.1996; RU 2214311, 27.11.2000; JP 8142710, 04.06.1996; JP 7236962, 12.09.1995; JP 6234059, 23.08.1994; US 2005178000, 18.08.2005; JP 2000301227, 31.10.2000; US 2001030027, 18.10.2001; ЕР 0794026, 10.09.1997; ЕР 0523022, 13.01.1993).
При этом в US 2001030027 представлено устройство для изготовления проволоки, содержащее рабочую головку станка, в корпусе которого расположено средство нанесения оболочки на сердечник проволоки, которая формируется обжимными роликами из двух оборачиваемых вокруг сердечника лент заготовки, предназначенной для выполнения оболочки проволоки.
В ЕР 0523022 представлено устройство поверхностной обработки проволоки, которое содержит корпус и расположенные в нем канал для прохождения проволоки, рабочую камеру для обработки проволоки агентом под давлением, формирователь агента.
В ЕР 0794026 представлено устройство изготовления композиционной проволоки, содержащее корпус с рабочей камерой для прохождения через нее сердечника проволоки и нанесения на сердечник оболочки из двух обжимаемых полос Cu-Zn-Ni.
В JP 2000301227 представлено устройство, содержащее матрицу с входным коническим отверстием и калибровочным отверстием, первую полую направляющую для заготовки наносимого на сердечник проволоки материала и вторую полую направляющую для другой заготовки материала.
В US 2005178000 представлено устройство для изготовления проволоки, содержащее корпус, средство для подачи сердечника проволоки с направляющим каналом, средство приема готовой проволоки, расположенную между указанными средствами камеру, сообщенную через подающий канал со средством перемещения в камеру заготовки для оболочки проволоки.
В JP 8142710 представлено устройство для нанесения на проволочный сердечник оболочки, содержащее корпус, полости для подачи материала оболочки в рабочую камеру, калибрующее отверстие в матрице и выходной канал.
В JP 7236962 представлено устройство для изготовления проволоки, содержащее корпус с приемной камерой для подачи и расплава заготовки, канал в корпусе для протаскивания через него сердечника, в канале выполнена рабочая камера, сообщенная с приемной камерой.
JP 6234059 представлено устройство для нанесения на сердечник проволоки материала, содержащее корпус с приемной полостью для введения в корпус заготовки из материала для формирования оболочки, направляющий канал для подачи сердечника, конус канала, входящий в коническое отверстие приемного канала для регулирования зазора между конусом и коническим отверстием.
Из известных технических решений близкими к устройству для изготовления проволоки, представленному в данном описании, является устройство (RU 2086380), в котором содержится линия для изготовления проволоки, включающая профилегибочный стан с клетями и дозатором для подачи компонента проволоки в заготовку, редукционный блок для получения окончательного размера проволоки, волочильный барабан, прокатная клеть с валками, установленная за питателем-дозатором, трубчатый профиль с устройством для его закрытия и сдвоенная трехвалковая клеть. Данная линия имеет сравнительно сложную конструкцию. Указанные недостатки отрицательно влияют на качество проволоки.
Таким же недостатком обладает техническое решение (RU 2274536), в котором содержится рабочая камера в виде фильеры, формирователь, уплотнитель и средства подачи компонентов проволоки, которые взаимосвязаны между собой.
Результатом представленных в данном описании технических решений является повышение качества биметаллической электродной проволоки, упрощение конструкции устройства для ее изготовления и упрощение управления работой устройства.
Указанный результат получен биметаллической электродной проволокой, которая характеризуется тем, что она содержит сердечник, выполненный из центральной алюминиевой жилы круглого сечения, вокруг которой в контакте с ней симметрично расположены никелевые жилы круглого сечения, равного с ней диаметра, при этом никелевые жилы контактируют между собой с образованием воздушных полостей f1 между ними и алюминиевой жилой вдоль проволоки, диаметр каждой жилы составляет от 0,8 до 0,85 мм, никелевые жилы скручены по спирали с шагом t скрутки по длине проволоки, равным 30÷50 мм, а сердечник проволоки расположен в сплошной оболочке, выполненной из алюминия и имеющей в поперечном сечении круглую форму, причем содержание алюминия в проволоке составляет 27,16-28,0%, а никеля в пределах 72,84-72,0%.
В биметаллической электродной проволоке оболочка охватывает сердечник с образованием между ней и никелевыми жилами воздушных полостей площадью f, при этом наружный диаметр оболочки проволоки при указанном диаметре жил составляет 3,07-3,18 мм.
Площадь f1 каждой воздушной полости проволоки в ее поперечном сечении выбрана в зависимости от диаметра жилы и от шага t скрутки жил, при этом f1=(0,1÷0,2) F, где F - площадь каждой жилы в ее поперечном сечении.
Предусмотрено устройство для изготовления биметаллической электродной проволоки, которое содержит корпус с жестко закрепленным в нем дорнодержателем, имеющим головную расширенную часть, на периферии которой по периметру выполнены каналы, расположенные в осевом направлении дорнодержателя и сообщенные с приемной полостью устройства для загрузки заготовки алюминиевой оболочки и рабочей камерой, предназначенной для прессования упомянутой заготовки до состояния текучести алюминия, в дорнодержателе закреплен дорн для подачи сердечника проволоки, имеющий ступенчатое отверстие, соосное отверстию дорнодержателя и сообщенное с ним, при этом в корпусе закреплена матрица с возможностью ее осевого перемещения посредством упорного болта, имеющая соосное отверстию дорна коническое отверстие, которое сообщено с центральным отверстием упорного болта, подвижно установленного в малом патроне, который подвижно установлен в центральном отверстии большого патрона.
В устройстве центральное отверстие большого патрона соосно отверстию дорнодержателя, при этом он имеет резьбовое соединение с корпусом, малый патрон соединен резьбовым отверстием с большим патроном, упорный болт соединен резьбой с малым патроном, а плоская матрица соединена с малым патроном винтами через прижимное кольцо, установленное в кольцевом выступе матрицы, и имеет цилиндрическое отверстие, соосное коническому отверстию матрицы, а концы большого патрона, малого патрона и упорного болта имеют граненые головки, размеры которых уменьшаются в сторону от корпуса.
Рабочая камера образована зазором между коническим углублением, выполненным в матрицедержателе, и конусом, выполненным на торце дорна, матрица выполнена плоской и расположена в центральном отверстии матрицедержателя с возможностью ее продольного перемещения за счет вращения граненой головки упорного болта и исключения ее поворота вокруг собственной оси.
Предусмотрен способ изготовления биметаллической электродной проволоки, характеризующийся тем, что сердечник проволоки, выполненный из центральной алюминиевой жилы, вокруг которой симметрично расположено множество скрученных между собой по спирали никелевых жил, перемещают через рабочую камеру устройства по пп.4-6, подают в приемную полость упомянутого устройства заготовку алюминия, нагретую до температуры от 400 до 600°С, и прессуют ее в рабочей камере давлением, обеспечивающим пластическую деформацию алюминия до состояния его текучести для нанесения на сердечник с образованием алюминиевой оболочки.
В способе во время перемещения сердечника проволоки через рабочую камеру уменьшают или увеличивают усилие прессования алюминия для регулирования плотности алюминиевой оболочки проволоки, скорости перемещения сердечника проволоки в устройстве и скорости выхода из него проволоки, а при нанесении алюминиевой оболочки, охватывающей сердечник с образованием воздушных полостей, расположенных между оболочкой и жилами сердечника, дополнительно регулируют площадь поперечного сечения каждой воздушной полости.
На фиг.1 показана биметаллическая электродная проволока в ее поперечном сечении;
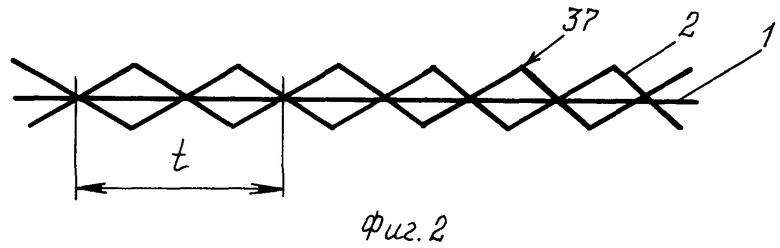
на фиг.2 - схема скрутки жил проволоки;
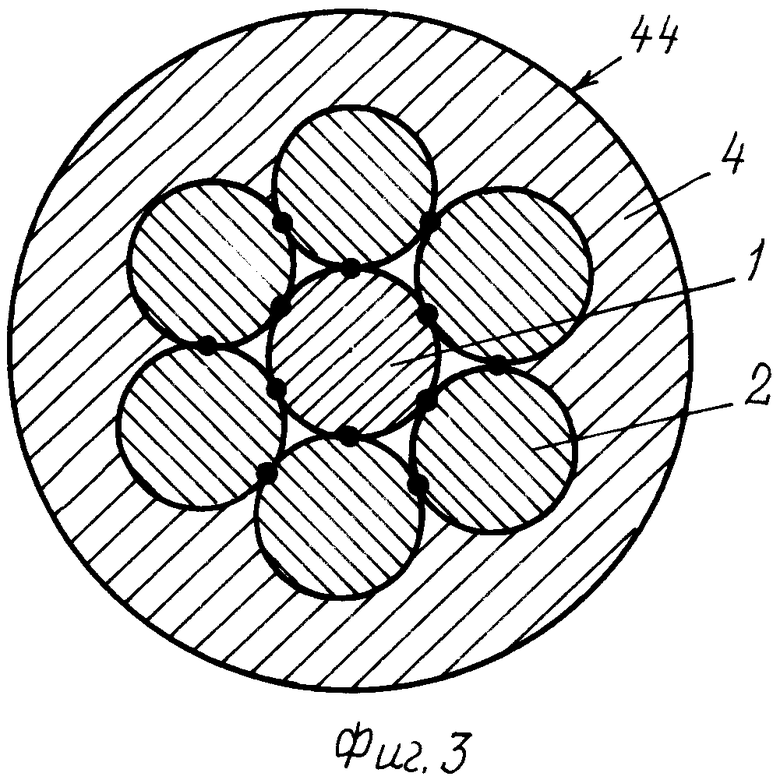
на фиг.3 - вариант исполнения проволоки;
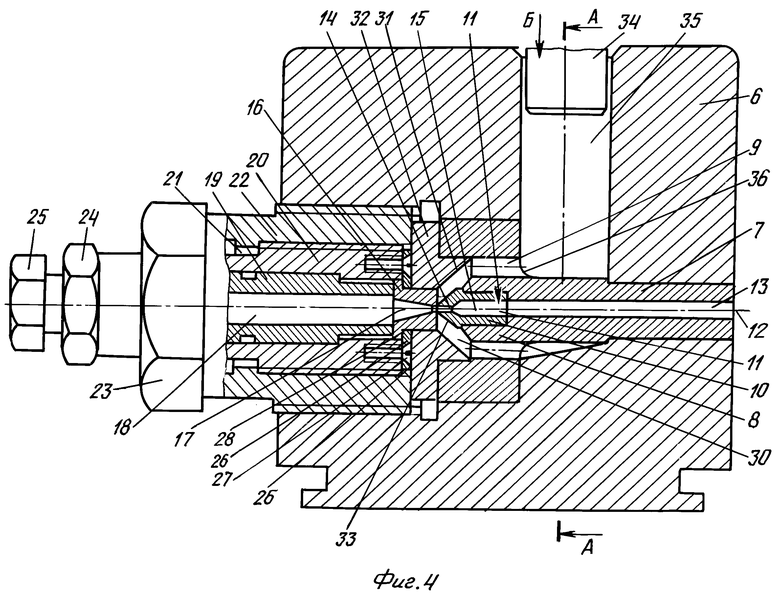
на фиг.4 - устройство для изготовления биметаллической электродной проволоки в продольном разрезе;
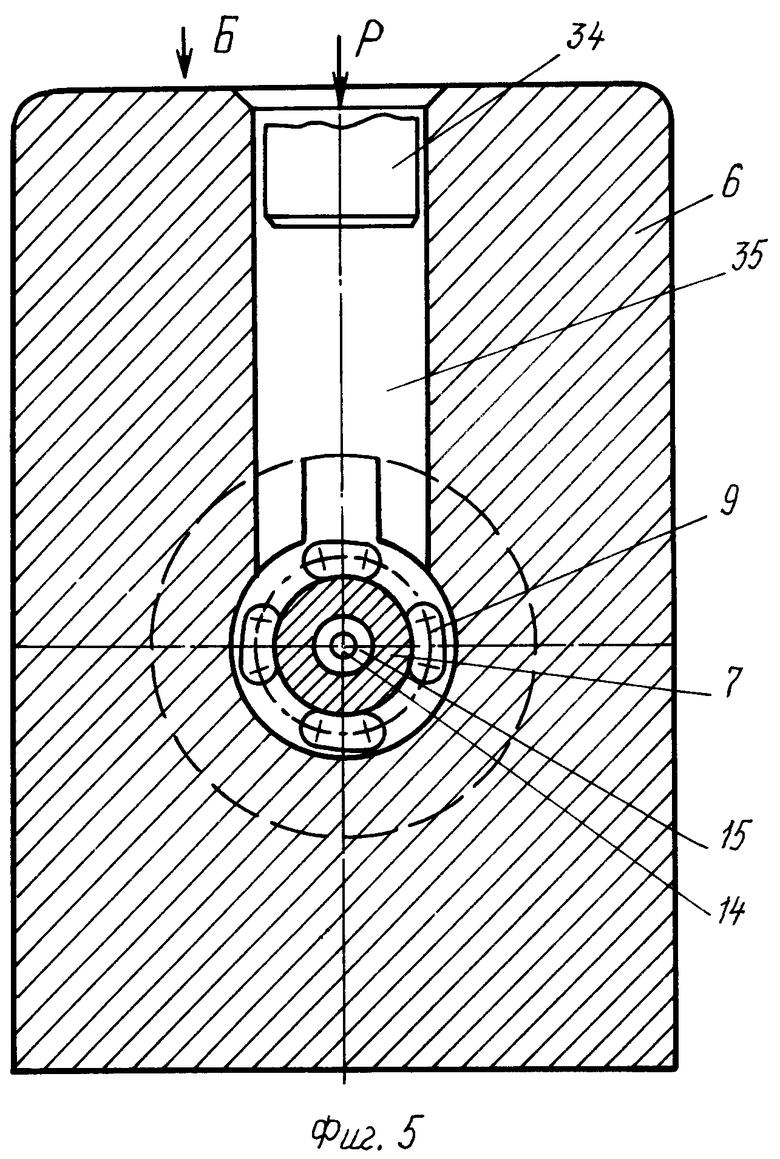
на фиг.5 - сечение А-А на фиг.4;
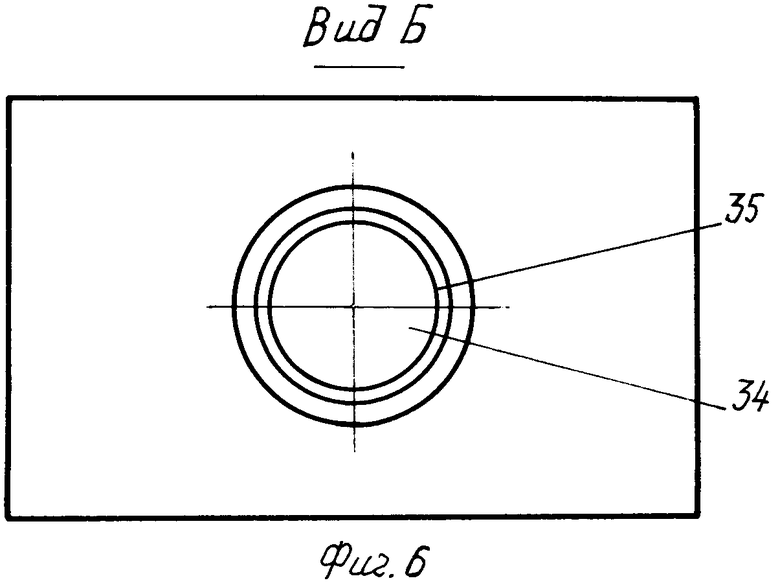
на фиг.6 - вид Б на фиг.4;
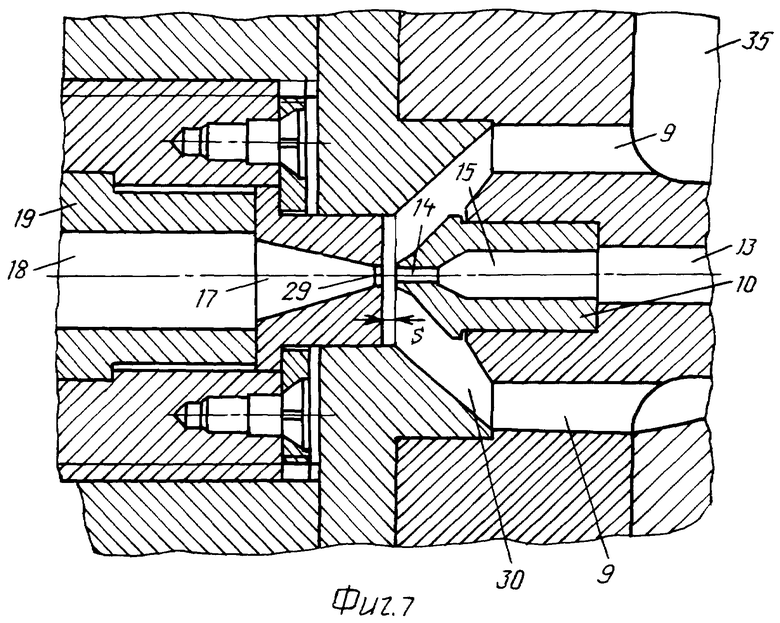
на фиг.7 - взаимное расположение дорна и плоской матрицы в рабочем положении устройства;
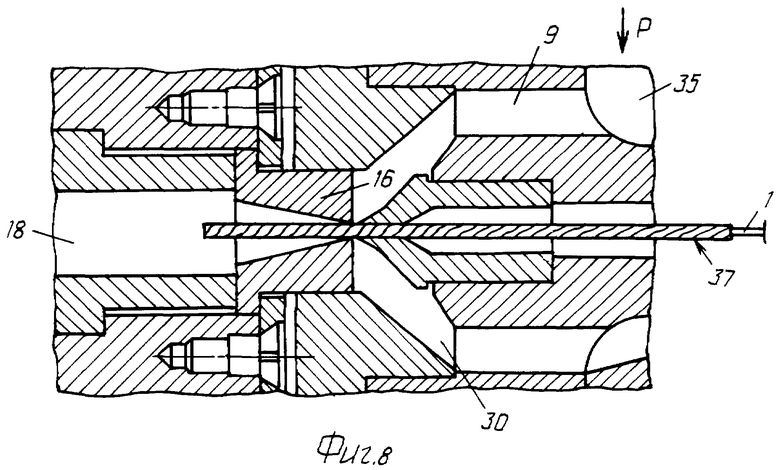
на фиг.8 - расположение сердечника проволоки в устройстве перед началом его работы до прессования алюминиевой заготовки;
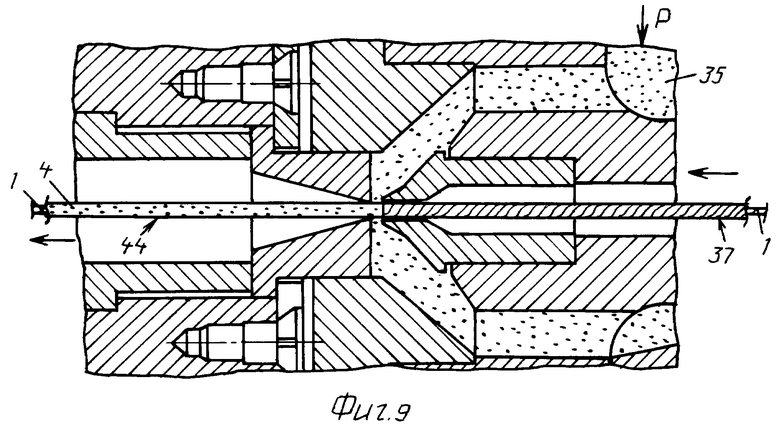
на фиг.9 - расположение проволоки и ее сердечника в устройстве во время его работы в процесс прессования алюминиевой заготовки;
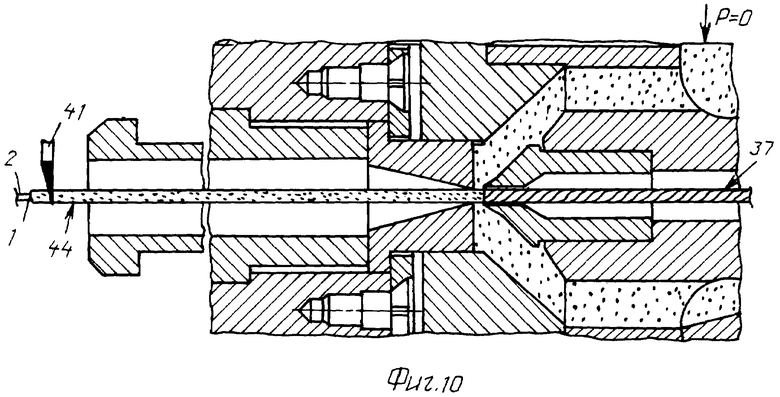
на фиг.10 - расположение готовой проволоки и ее сердечника в устройстве после прессования алюминиевой заготовки;
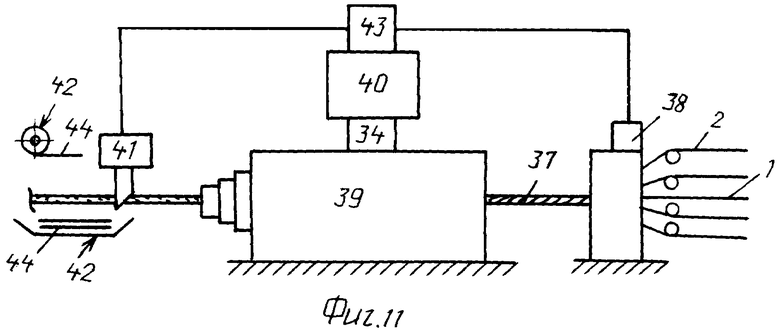
на фиг.11 - схема поточной линии изготовления проволоки в составе устройства для скрутки сердечника, устройства для изготовления проволоки, пресса и ножниц.
Биметаллическая электродная проволока (фиг.1) содержит сердечник, выполненный из центральной алюминиевой жилы 1 преимущественно круглого сечения, вокруг которой симметрично расположено множество никелевых жил 2, которые также имеют в поперечном сечении преимущественно круглую форму. Жилы 2 входят в конструкцию сердечника проволоки.
Алюминиевая жила 1 контактирует со всеми никелевыми жилами 2, а последние контактируют между собой таким образом, что между жилами 1 и 2 образованы воздушные полости 3, простирающиеся вдоль проволоки. Диаметр d каждой жилы 1 или 2 в данном примере исполнении проволоки находится в пределах от 0,8 до 0,85 мм, при этом диаметр жилы 1 равен диаметру каждой жилы 2.
Жилы 1 и 2 (фиг.2) в рабочем положении, показанном на фиг.1, скручены между собой по спирали и представляют собой канатик с шагом t скрутки по длине проволоки в пределах от 30 до 50 мм при указанном диаметре жил 1 и 2. Оптимальным значением шага t скрутки является t=44,4 мм для жил сердечника проволоки при диаметре каждой жилы, равном d=0,82-0,83 мм. В этом случае диаметр готовой проволоки получается в пределах 3,10÷3,18 мм с содержанием алюминия в пределах от 27,16% до 28,0% и содержанием никеля в пределах 72,84% до 72,0%.
Сердечник проволоки расположен в сплошной оболочке 4, которая выполнена из алюминия и в поперечном сечении имеет преимущественно круглую форму наружной поверхности. Оболочка охватывает сердечник таким образом, что между нею и жилами 2 образованы воздушные полости 5. Площадь f каждой воздушной полости 5 в ее поперечном сечении выбрана в пределах f=(0,0÷0,4)F, где F - площадь жилы 1 или 2 в ее поперечном сечении. В данном примере исполнения проволоки при указанном диаметре жил 1 и 2 наружный диаметр оболочки 4 проволоки, соответствующий диаметру проволоки, находится в пределах от 3,07 до 3,18 мм. На фиг.3 изображен вариант проволоки при f=0 для случая, когда воздушные полости 5 (фиг.1) полностью заполнены алюминием и этих полостей проволока не имеет.
Другая площадь f1 воздушной полости 3 в поперечном сечении проволоки зависит от диаметра жил 1 или 2 проволоки и от шага t скрутки жил (фиг.2). Чем меньше диаметр жилы 1 или 2 и чем меньше шаг t скрутки жил, тем меньше площадь f1 воздушной полости 3. Эта площадь находится в пределах f1=(0,1÷0,2)F, где F - площадь жилы 1 или 2 в ее поперечном сечении, изменяемая в зависимости от диаметра d жилы. Этот диаметр находится в указанных выше пределах.
Следует отметить, что площадь f1 воздушной полости 3 имеет существенное значение при плавлении проволоки и распылении ее частиц во время металлизации поверхностей деталей машин и для данного примера исполнения оптимальным значением площади f1 поперечного сечения воздушной полости является 1/12 часть от площади F поперечного сечения жилы 1 или 2.
Предусмотрено устройство для изготовления биметаллической электродной проволоки, реализующее описанный выше способ изготовления проволоки.
Устройство для изготовления биметаллической электродной проволоки (фиг.4) содержит корпус 6 с закрепленным в нем дорнодержателем 7, имеющим головную расширенную часть 8, на периферии которой по периметру выполнены каналы 9, расположенные в осевом направлении дорнодержателя. В дорнодержателе 7 закреплен дорн 10, имеющий осевое отверстие 11, расположенное на оси 12 отверстия 13 дорнодержателя 7. Отверстия 11 и 13 сообщены между собой. Осевое отверстие 11 выполнено ступенчатым, и первая ступень 14 отверстия 11 имеет меньший диаметр в сравнении с диаметром второй ступени 15 этого отверстия.
В корпусе закреплена плоская матрица 16 с выполненным в ней коническим отверстием 17, которое сообщено с центральным отверстием 18 упорного болта 19, подвижно установленного в малом патроне 20, который, в свою очередь, подвижно установлен в центральном отверстии 21 большого патрона 22. Большой патрон представляет собой больших размеров болт, имеющий на конце граненую головку 23. Отверстие 21 большого патрона расположено на оси 12 дорнодержателя. Отверстия упорного болта 19, малого патрона 20 и большого патрона 22 выполнены сквозными, расположенными на оси 12 устройства. На внешних поверхностях упорного болта 19, малого и большого патронов 20 и 22, на внутренней поверхности малого и большого патронов и в корпусе 1 выполнены резьбы.
Конец малого патрона 20 имеет граненую головку 24. Конец упорного болта 19 имеет граненую головку 25. Размеры граненых головок 23, 24 и 25 уменьшаются в сторону от корпуса 6. Большой патрон 22 завинчен в резьбу корпуса. Малый патрон 20 завинчен во внутреннюю резьбу большого патрона. Упорный болт 19 завинчен во внутреннюю резьбу малого патрона 20.
Плоская матрица 16 выполнена плоской с целью исключения ее поворота в устройстве вокруг собственной оси. Матрица соединена с малым патроном 20 прижимным кольцом 26, которое соединено с малым патроном винтами 27. Для этого плоская матрица 16 имеет выступы 28, в которые упирается прижимное кольцо 26 в поджатом положении кольца к выступам 28. Плоская матрица 16, кроме выполненного в ней конического отверстия 17, имеет расположенное на малом отрезке цилиндрическое отверстие 29 (фиг.7), сообщенное с отверстиями 17, 11 и 13.
Устройство содержит рабочую камеру 30, которая в продольном сечении устройства имеет V-образный контур и представляет собой коническое углубление, круглое по форме. Камера 30 расположена между поверхностью 31 конического углубления, которое выполнено в матрицедержателе 32, и поверхностью конуса 33, который выполнен на конце дорна 10. Матрица 16 расположена в центральном отверстии матрицедержателя 32 с возможностью перемещения в этом отверстии. Матрица названа плоской вследствие того, что имеет узкие и широкие стороны, при этом последние расположены горизонтально. Прижимное кольцо 26 расположено между матрицедержателем 32 и торцом большого патрона 22.
Алюминиевая заготовка 34 в виде отдельной шашки имеет в поперечном сечении круглую форму (фиг.6) и расположена в приемной полости 35 устройства, которая выполнена в корпусе 1 и также имеет круглую форму, соответствующую форме заготовки 34. Приемная полость 35 устройства имеет скругленную часть 36 в нижней части, по форме такую, какой она показана на фиг.4. Приемная полость 35 сообщена с полостью рабочей камеры 30 через каналы 9 дорнодержателя 7.
Проволоку в описанном устройстве изготавливают двумя путями, одним из которых является путь использования готового сердечника 37 (фиг.11) проволоки, выполненного из жил 1 и 2, который изготавливают на другом устройстве, в частности на крутильной машине 38. Этот путь предусматривает, что крутильная машина не связана с устройством 39.
Вторым путем (фиг.11) изготовления проволоки является путь ее изготовления на линии, которая выполнена в составе устройства 39 для изготовления проволоки, крутильной машины 38, пресса 40, ножниц 41 и приемного устройства 42. Все эти части линии соединены между собой механически и электрически и взаимодействуют друг с другом посредством блока 43 автоматического управления, связанного электрически с приводами указанных частей линии. В качестве приемного устройства 42 могут быть использованы бобина для намотки проволоки в бухту (верхняя позиция на фиг.11) или лоток (нижняя позиция на фиг.11). Готовая проволока с нанесенной на сердечник 37 алюминиевой оболочкой 4 показана позицией 44 (фиг.9-10).
В представленной линии существенным является то, что привод устройства 39 для изготовления проволоки отсутствует, так как перемещение сердечника 37 проволоки и самой проволоки при ее изготовлении осуществлено от усилия давления пресса 40 на заготовку 34 алюминия (фиг.4). Движение всех рабочих органов поточной линии, приводов крутильной машины и ножниц согласовано с работой привода пресса через указанный блок управления.
Способ изготовления проволоки и работа устройства для изготовления проволоки осуществляются следующим образом. Если устройство для изготовления сердечника проволоки и ножницы установлены отдельно от устройства для изготовления проволоки, то сначала выполняют операцию скрутки никелевых жил 2 проволоки вокруг продольной оси сердечника 37 проволоки или вокруг жилы 1 так, как это условно показано на фиг.2. Путем скрутки изготавливают из жил 1 и 2 сердечник 37 проволоки.
Устанавливают зазор s между торцом конуса 33 (фиг.7) и торцом плоской матрицы 16 в соответствии с требуемой толщиной оболочки 4 проволоки, при этом указанный зазор осуществляют перемещением матрицы в осевом направлении устройства. Для этого вращают в соответствующую сторону граненую головку 24 упорного болта 19 и перемещают матрицу 16 в заданном направлении в отверстии матрицедержателя 32. После этого концевую часть сердечника 37 проволоки располагают в рабочей камере 30 устройства так, как это показано на фиг.8, а конец сердечника располагают в коническом отверстии 17 плоской матрицы 16.
Подают алюминиевую заготовку 34 (фиг.4), нагретую до температуры 400-600°С, в полость 35 устройства и в этой полости прессуют заготовку давлением Р (фиг.5) до состояния текучести алюминия заготовки. Давление осуществляют прессом 40. При этом алюминий в пластичном состоянии при его прессовании выдавливается из полости 35 и под давлением через каналы 9 попадает в рабочую камеру 30 устройства. Далее, из рабочей камеры через зазор s между торцом конуса 33 и торцом плоской матрицы 16 алюминий в его текучем состоянии попадает на поверхность сердечника 37 проволоки, обволакивает сердечник и скрученные по спирали жилы 2 сердечника. От указанного давления Р пластичный алюминий выдавливается вместе с готовой проволокой через зазор s в полость конического отверстия 17, поскольку давление воздействует на проволоку в ее осевом направлении. Проволока перемещаться через рабочую камеру 30, плоскую матрицу 16 и через отверстие 18 упорного болта 19 в сторону граненой головки 25 болта. Затем проволока выходит наружу через отверстие 18 упорного болта 19 (фиг.10).
Процесс нанесения алюминия на сердечник 37 проволоки и процесс формирования из алюминия оболочки 4 на сердечнике 37 проволоки ведется до момента прекращения прессования алюминия в полости 35 устройства. При этом готовая проволока на входе в коническое отверстие 17 калибруется этим отверстием и выходит из устройства через центральное отверстие упорного болта 19 наружу, где она наматывается на барабан в бухту или разрезается на отрезки заданной длины (фиг.11).
Во время работы устройства осуществляют управление работой устройства. Данное управление представлено способом управления, который содержит операцию подачи в рабочую камеру 30 устройства сердечника 37 проволоки (фиг.8), подачи в камеру 30 размягченного алюминия в результате прессования заготовки 34 (фиг.4) через приемную полость 35 устройства, причем прессование заготовки осуществляют до состояния текучести алюминия. Особенностью способа управления является то, что в процессе выдавливания алюминия и сердечника 37 проволоки из рабочей камеры 30 (фиг.8) в сторону отверстия 18 во время перемещения сердечника проволоки через рабочую камеру уменьшают или увеличивают усилие Р прессования алюминия в приемной полости 35 и рабочей камере 30, уменьшают или увеличивают плотность алюминиевой оболочки 4 проволоки, скорость перемещения сердечника 37 проволоки через рабочую камеру 30 устройства и скорость выхода из него готовой проволоки. Одновременно с этим уменьшением или увеличением давления Р на заготовку 34 (фиг.4) в приемной полости 35 регулируют площадь f (фиг.1) поперечного сечения каждой воздушной полости 5 проволоки, расположенной между ее оболочкой 4 и жилами 2 сердечника.
После прессования первой заготовки 34 в приемную полость подают вторую заготовку, а по окончании изготовления проволоки 44 (фиг.10) ее конец, включающий сердечник 37, и участок готовой проволоки, показанный на фиг.10 слева от сердечника 37, оставляют в устройстве. При этом имеющийся в рабочей камере 9 алюминий затвердевает.
Чтобы снова запустить устройство в работу, его сначала предварительно нагревают до размягчения алюминия в рабочей камере и далее описанный цикл работы устройства повторяют.
Следует отметить, что по существу в данном описании в соответствии с фиг.1 и 3 представлены два варианта проволоки. Устройство и способы позволяют регулировкой усилия Р прессования заготовки 34, а также регулировкой зазора s (фиг.7) получать различную по форме проволоку, включающую, по крайней мере, два указанных варианта, первый из которых - проволока с гладкой круглой поверхностью и воздушными полостями 5 между жилами проволоки (фиг.1), второй вариант - с гладкой круглой поверхностью без воздушных полостей 5 между жилами проволоки (фиг.3). Возможен также третий вариант проволоки - с рифленой наружной поверхностью, когда оболочка 4 повторяет наружную форму свитого из нескольких жил сердечника 37 (не показано), при этом воздушные полости в этом третьем варианте проволоки отсутствуют и изнутри оболочка 4 проволоки получается по форме, идентичной форме, показанной на фиг.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКОМПОНЕНТНАЯ ПРОВОЛОКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОЭНТРОПИЙНОГО СПЛАВА AlCoCrFeNi | 2021 |
|
RU2759347C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| Способ изготовления алюмомедных токопроводящих жил | 1989 |
|
SU1654882A1 |
| ПРОВОД ДЛЯ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2568188C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1983 |
|
SU1196138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНЫХ ЭЛАСТИЧНЫХ ПРОВОДОВ | 2013 |
|
RU2550505C2 |
| Способ изготовления биметаллической сталеалюминиевой проволоки | 1977 |
|
SU730472A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
Группа изобретений может быть использована при изготовлении проволоки, предназначенной для напыления металла на поверхности деталей машин с целью их упрочнения. Сердечник проволоки выполнен из центральной алюминиевой жилы 1, вокруг которой в контакте симметрично расположены никелевые жилы 2 того же диаметра. Никелевые жилы контактируют между собой с образованием воздушных полостей 3. Сердечник проволоки расположен в сплошной оболочке 4 из алюминия. При изготовлении проволоки сердечник перемещают через рабочую камеру устройства, в которую подают нагретую заготовку алюминия и прессуют ее с обеспечением пластической деформации алюминия до состояния его текучести. Техническим результатом является повышение качества биметаллической электродной проволоки, упрощение конструкции устройства для ее изготовления и упрощение управления работой устройства. 3 н. и 5 з.п. ф-лы, 11 ил.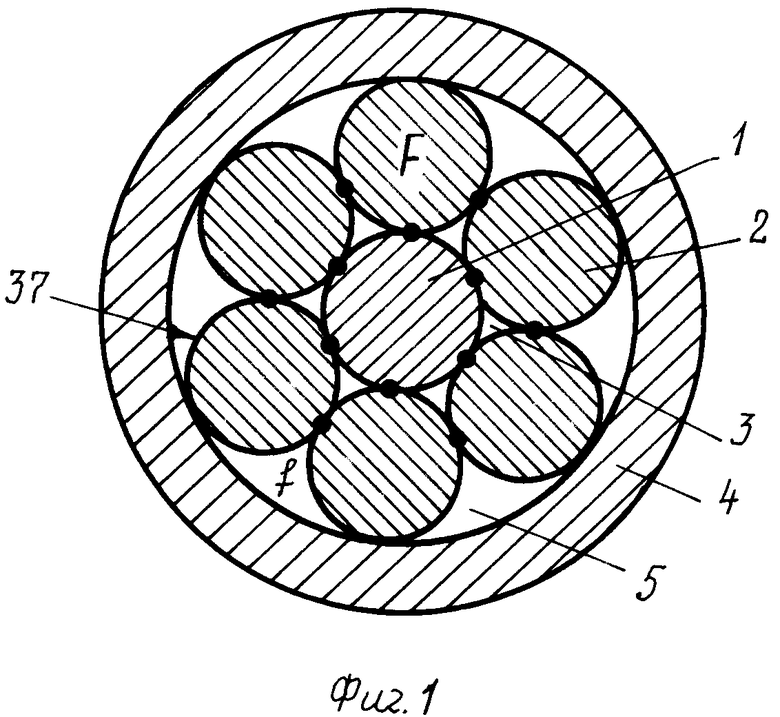
1. Биметаллическая электродная проволока, характеризующаяся тем, что она содержит сердечник, выполненный из центральной алюминиевой жилы круглого сечения, вокруг которой в контакте с ней симметрично расположены никелевые жилы круглого сечения, равного с ней диаметра, при этом никелевые жилы контактируют между собой с образованием воздушных полостей площадью f1 между ними и алюминиевой жилой вдоль проволоки, диаметр каждой жилы составляет от 0,8 до 0,85 мм, никелевые жилы скручены по спирали с шагом t скрутки по длине проволоки, равным 30÷50 мм, а сердечник проволоки расположен в сплошной оболочке, выполненной из алюминия и имеющей в поперечном сечении круглую форму, причем содержание алюминия в проволоке составляет 27,16-28,0%, а никеля 72,0-72,84%.
2. Биметаллическая электродная проволока по п.1, в которой оболочка охватывает сердечник с образованием между ней и никелевыми жилами воздушных полостей площадью f, при этом наружный диаметр оболочки проволоки при указанном диаметре жил составляет 3,07-3,18 мм.
3. Биметаллическая электродная проволока по п.1, в которой площадь f1 каждой воздушной полости проволоки в ее поперечном сечении выбрана в зависимости от диаметра жилы и от шага t скрутки жил, при этом f1=(0,1÷0,2) F, где F - площадь каждой жилы в ее поперечном сечении.
4. Устройство для изготовления биметаллической электродной проволоки, характеризующееся тем, что оно содержит корпус с жестко закрепленным в нем дорнодержателем, имеющем головную расширенную часть, на периферии которой по периметру выполнены каналы, расположенные в осевом направлении дорнодержателя и сообщенные с приемной полостью устройства для загрузки заготовки алюминиевой оболочки и рабочей камерой, предназначенной для прессования упомянутой заготовки до состояния текучести алюминия, в дорнодержателе закреплен дорн для подачи в рабочую камеру сердечника биметаллической электродной проволоки, имеющий ступенчатое отверстие, соосное отверстию дорнодержателя и сообщенное с ним, при этом в корпусе закреплена матрица с возможностью ее осевого перемещения посредством упорного болта, имеющая соосное отверстию дорна коническое отверстие, которое сообщено с центральным отверстием упорного болта, подвижно установленного в малом патроне, который подвижно установлен в центральном отверстии большого патрона.
5. Устройство по п.4, в котором центральное отверстие большого патрона соосно отверстию дорнодержателя, при этом он имеет резьбовое соединение с корпусом, малый патрон соединен резьбовым соединением с большим патроном, упорный болт соединен резьбой с малым патроном, а плоская матрица соединена с малым патроном винтами через прижимное кольцо, установленное в кольцевом выступе матрицы, и имеет цилиндрическое отверстие, соосное коническому отверстию матрицы, а концы большого патрона, малого патрона и упорного болта имеют граненые головки, размеры которых уменьшаются в сторону от корпуса.
6. Устройство по п.4, характеризующееся тем, что рабочая камера образована зазором между коническим углублением, выполненным в матрицедержателе, и конусом, выполненном на торце дорна, матрица выполнена плоской и расположена в центральном отверстии матрицедержателя с возможностью ее продольного перемещения за счет вращения граненой головки упорного болта и исключения ее поворота вокруг собственной оси.
7. Способ изготовления биметаллической электродной проволоки, характеризующийся тем, что сердечник проволоки, выполненный из центральной алюминиевой жилы, вокруг которой симметрично расположено множество скрученных по спирали никелевых жил, перемещают через рабочую камеру устройства по любому из пп.4-6, подают в приемную полость упомянутого устройства заготовку алюминия, нагретую до температуры от 400 до 600°С, и прессуют ее в рабочей камере давлением, обеспечивающим пластическую деформацию алюминия до состояния его текучести для нанесения на сердечник с образованием алюминиевой оболочки.
8. Способ по п.7, в котором во время перемещения сердечника проволоки через рабочую камеру уменьшают или увеличивают усилие прессования алюминия для регулирования плотности алюминиевой оболочки проволоки, скорости перемещения сердечника проволоки в устройстве и скорости выхода из него проволоки, а при нанесении алюминиевой оболочки, охватывающей сердечник с образованием воздушных полостей, расположенных между оболочкой и жилами сердечника, дополнительно регулируют площадь поперечного сечения каждой воздушной полости.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
| SU 1824779 A1, 10.09.1996 | |||
| Канат и способ его изготовления | 1983 |
|
SU1590049A3 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| US 2005178000 A1, 18.08.2005. | |||

