Изобретение относится к созданию многокомпонентной проволоки, предназначенной для проволочно-дугового аддитивного производства, и может быть использовано для получения высокоэнтропийного сплава состава AlCoCrFeNi.
В настоящее время традиционные технологии получения металлических сплавов уже не позволяют достичь необходимого уровня механических и физических свойств конечных изделий. Перспективным направлением решения обозначенной проблемы является создание новых материалов методом проволочно-дугового аддитивного производства для конструкционных и функциональных применений, в частности, из высокоэнтропийных сплавов, которые благодаря своей уникальной структуре, физическим и механическим свойствам, могут быть потенциально применены во многих областях промышленности. Однако на данный момент отсутствуют многокомпонентные наплавочные проволоки (5 и более элементов) диаметром до 1 мм, что является причиной торможения процессов создания новых материалов.
Известна порошковая наплавочная проволока, диаметр и состав которой регламентируется ГОСТ 26101-84. «Проволока порошковая наплавочная». Порошковая проволока представляет собой полый, металлический цилиндр, наполненный металлическим порошком без пропусков и неплотностей. В зависимости от метода получения цилиндрической формы металлической оболочки, конструктивно делится на трубчато-стыковую, трубчатую с нахлестом кромки, двухслойную. Изготавливается диаметрами от 1,8 до 6,0 мм.
Недостатком данного вида проволок является ограничение по минимальному диаметру 1,8 мм, что неприемлемо для использования с большинством наплавочных комплексов.
Известна также сварочная проволока (ГОСТ 2246-70 «Проволока стальная сварочная», ГОСТ 7871-75 «Проволока сварочная из алюминия и алюминиевых сплавов»). Проволока стальная сварочная представляет собой металлический цилиндр (гибкая нить, шнур), овальность которого не должна превышать половины предельного отклонения по диаметру. Изготавливается из металлических материалов различного химического состава диаметрами от 0,3 до 12 мм.
Недостатком данного вида проволок является ограниченность химических элементов входящих в состав проволоки, что не позволяет создать высокоэнтропийный сплав методом проволочно-дугового аддитивного производства.
Наиболее близким техническим решением, выбранным за прототип, является «Биметаллическая электродная проволока» (RU №2412792, МПК В23К 35/00, B21F 15/00, опубл. 27.02.2011). Известная биметаллическая электродная проволока состоит из алюминиевого сердечника, вокруг которого в контакте симметрично расположены никелевые жилы одинакового с сердечником диаметра. Никелевые жилы контактируют между собой с образованием воздушных полостей. Все жилы заключены в сплошную оболочку из алюминия.
Недостатками данного технического решения является:
- ограниченность химического состава проволоки двумя элементами алюминием 27,16-28,0% и никелем 72,84-72,0%;
- наружный диаметр проволоки, который при диаметре отдельных жил от 0,8 до 0,85 мм составляет 3,07-3,18 мм;
- относительная сложность конструкции устройства служащего для изготовления проволоки.
Техническая проблема, решаемая предлагаемым изобретением, заключается в создании многокомпонентной проволоки для получения высокоэнтропийного сплава, обладающего повышенными механическими свойствами с целью расширения возможности использования во многих областях промышленности.
Существующая проблема решается тем, что известная проволока, содержащая алюминиевую жилу круглого сечения, согласно изобретению, содержит дополнительно еще две жилы круглого сечения диаметром не более 0,4 мм, одна из которых представляет собой хромоникелевую проволоку Х20Н80, а другая - проволоку из прецизионного сплава 29НК, причем все жилы скручены по спирали с получением диаметра многокомпонентной проволоки не более 1 мм, при этом содержание алюминия в алюминиевой проволоке составляет 99.95%, а ее диаметр составляет не более 0,5 мм.
Техническим результатом предлагаемого изобретения является создание проволоки для получения высокоэнтропийного сплава системы AlCoCrFeNi.
Технический результат достигается тем, что многокомпонентная проволока, состоит из трех жил следующего состава: алюминиевая проволока (Al-99,95%, диаметр 0,5 мм), хромоникелевая проволока Х20Н80 (Сг-20%, Ni-80%, диаметр 0,4 мм), а также проволока из прецизионного сплава 29НК (Со-17%, Fe-54%, Ni-29%, диаметр 0,4 мм). Предлагаемые в изобретении диаметры и составы проволок обеспечивают получение высокоэнтропийного сплава системы AlCoCrFeNi методом проволочно-дугового аддитивного производства.
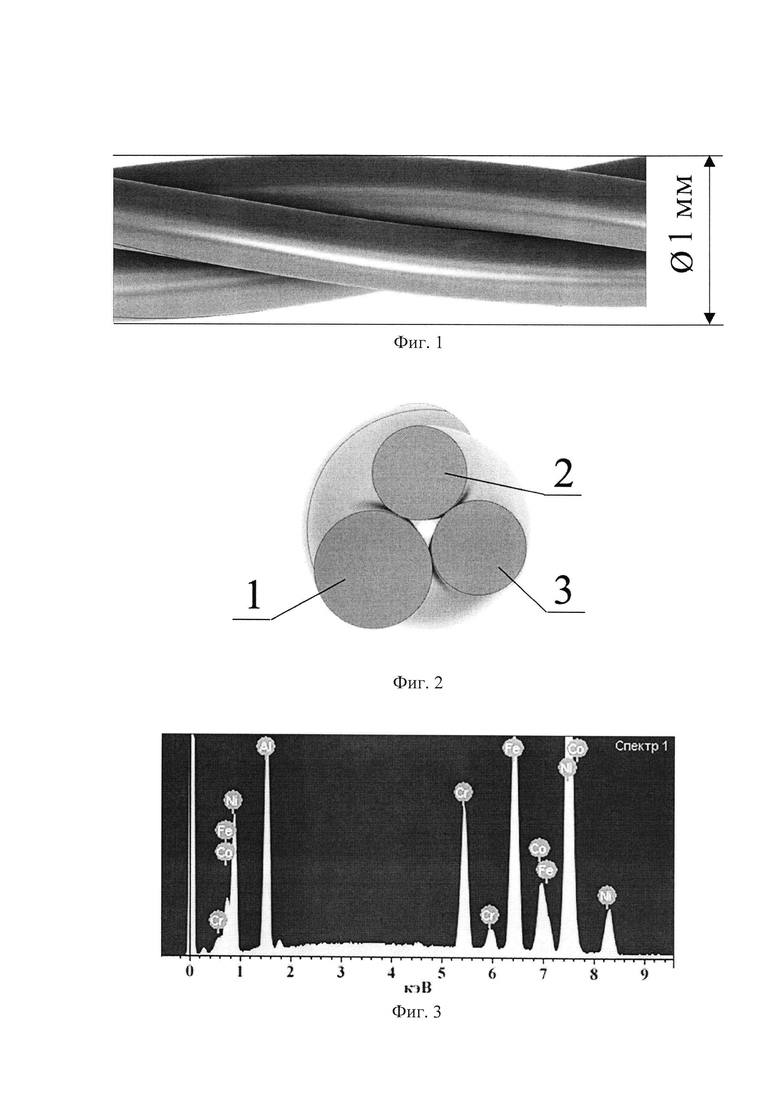
Изготовление многокомпонентной проволоки осуществляется путем автоматизированного скручивания описанных выше трех жил на специальной установке, содержащей три подающих и одну принимающую катушки. Диаметр изготовленной многокомпонентной проволоки не превышает ≈1 мм, что приемлемо для использования с большинством наплавочных комплексов.
Предлагаемая проволока изображена на чертеже, где на фиг. 1 изображен общий вид проволоки, на фиг. 2 - поперечное сечение проволоки, на фиг. 3 - рентгенограмма высокоэнтропийного сплава AlCoCrFeNi, полученного методом проволочно-дугового аддитивного производства.
Проволока состоит из алюминиевой проволоки 1, хромоникелевой проволоки 2, и проволоки 3 из прецизионного сплава.
Использование созданной многокомпонентной проволоки для получения высокоэнтропийного сплава системы AlCoCrFeNi осуществлялось в лабораторных условиях с помощью наплавочного комплекса в атмосфере инертного газа аргона, при скорости подачи проволоки - 8 м/мин, напряжении - 17 В, скорости движения горелки - 0,3 м/мин, скорости подачи газа (Ar) - 14 л/мин. Изготовление образцов осуществлялось путем послойного нанесения сплава на подложку из стали. Проволока подавалась в область наплавки через отверстие в центральной части горелки, область между корпусом горелки и проволокой заполнялась газом аргоном. Горелка наплавочного комплекса подводилась к подложке на расстояние 15 мм, происходило короткое замыкание между проволокой и подложкой, зажигалась дуга, и начинался процесс наплавки. Горелка движется слева направо по прямой, до достижения необходимой длинны образца, далее изменяется направление движения горелки на противоположное, и наплавка производится рядом с уже наплавленным материалом, плотно прилегая к нему. Данный процесс повторяется до достижения необходимой ширины образца. Для формирования необходимой высоты образца, описанные процессы повторяются, только в качестве подложки выступает уже наплавленный слой, таким образом, достигается формирование готового изделия.
Используя полученную многокомпонентную проволоку, было выполнено лабораторное изготовление образцов, а последующий рентгенофлуоресцентный анализ полученных образцов сплава показал, что они имеют следующий состав (ат. %): Al - 35,67±1,34, Ni - 33,79±0,46, Fe - 17,28±1,83, Cr - 8,28±0,15 и Со - 4,99±0,09. Полученный сплав по своему составу соответствует неэквимолярному высокоэнтропийному сплаву системы AlCoCrFeNi.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ селективного лазерного спекания среднеэнтропийного сплава системы Fe-Co-Ni-Cr-С | 2023 |
|
RU2806938C1 |
| ВЫСОКОЭНТРОПИЙНЫЙ СПЛАВ СОСТАВА AlCoCrFeNi | 2021 |
|
RU2811771C2 |
| Способ наплавки алюминиевых сплавов плавящимся электродом с дополнительной присадочной проволокой | 2024 |
|
RU2834976C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ И ПРОВОЛОЧНЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2023 |
|
RU2828805C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ НАПЛАВКИ СПЛАВА НА ОСНОВЕ АЛЮМИНИДА НИКЕЛЯ NiAl | 2004 |
|
RU2274536C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
| Способ наплавки износостойких покрытий | 2024 |
|
RU2833762C1 |
Изобретение относится к созданию многокомпонентной проволоки, предназначенной для проволочно-дугового аддитивного производства, и может быть использовано для получения послойной наплавкой высокоэнтропийного сплава состава AlCoCrFeNi. Многокомпонентная проволока содержит алюминиевую жилу круглого сечения и две жилы круглого сечения диаметром не более 0,4 мм, одна из которых представляет собой хромоникелевую проволоку Х20Н80, а другая - проволоку из прецизионного сплава 29НК. Все жилы скручены по спирали с получением диаметра многокомпонентной проволоки не более 1 мм, при этом содержание алюминия в алюминиевой проволоке составляет 99,95%, а ее диаметр составляет не более 0,5 мм. Проволока обеспечивает получение высокоэнтропийного сплава с высокими механическими свойствами. 3 ил.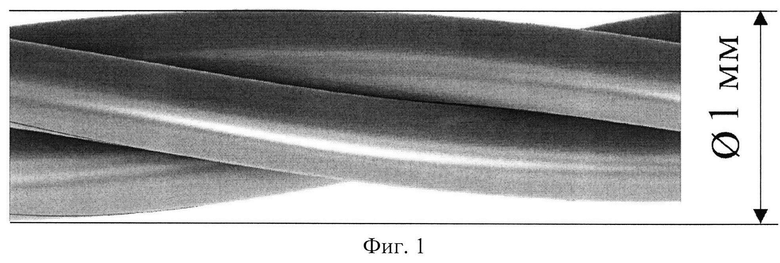
Многокомпонентная проволока для получения послойной наплавкой высокоэнтропийного сплава, содержащая алюминиевую жилу круглого сечения, отличающаяся тем, что проволока содержит дополнительно еще две жилы круглого сечения диаметром не более 0,4 мм, одна из которых представляет собой хромоникелевую проволоку Х20Н80, а другая - проволоку из прецизионного сплава 29НК, причем все жилы скручены по спирали с получением диаметра многокомпонентной проволоки не более 1 мм, при этом содержание алюминия в алюминиевой проволоке составляет 99,95%, а ее диаметр составляет не более 0,5 мм.
| БИМЕТАЛЛИЧЕСКАЯ ЭЛЕКТРОДНАЯ ПРОВОЛОКА, СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2009 |
|
RU2412792C1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ НАПЛАВКИ | 2019 |
|
RU2711286C1 |
| Способ дуговой сварки | 1979 |
|
SU1230772A1 |
| WO 2014063222 A1, 01.05.2014. | |||

