Изобретение относится к области электротехники в частности к способам получения биметаллических алюмомедных жил, работающих при криогенных температурах.
Цель изобретения - расширение технологических возможностей способа путем обеспечения изготовления токопроводящих жил с сердечником, массовое содержание алюминия в котором составляет не менее 99,999 %.
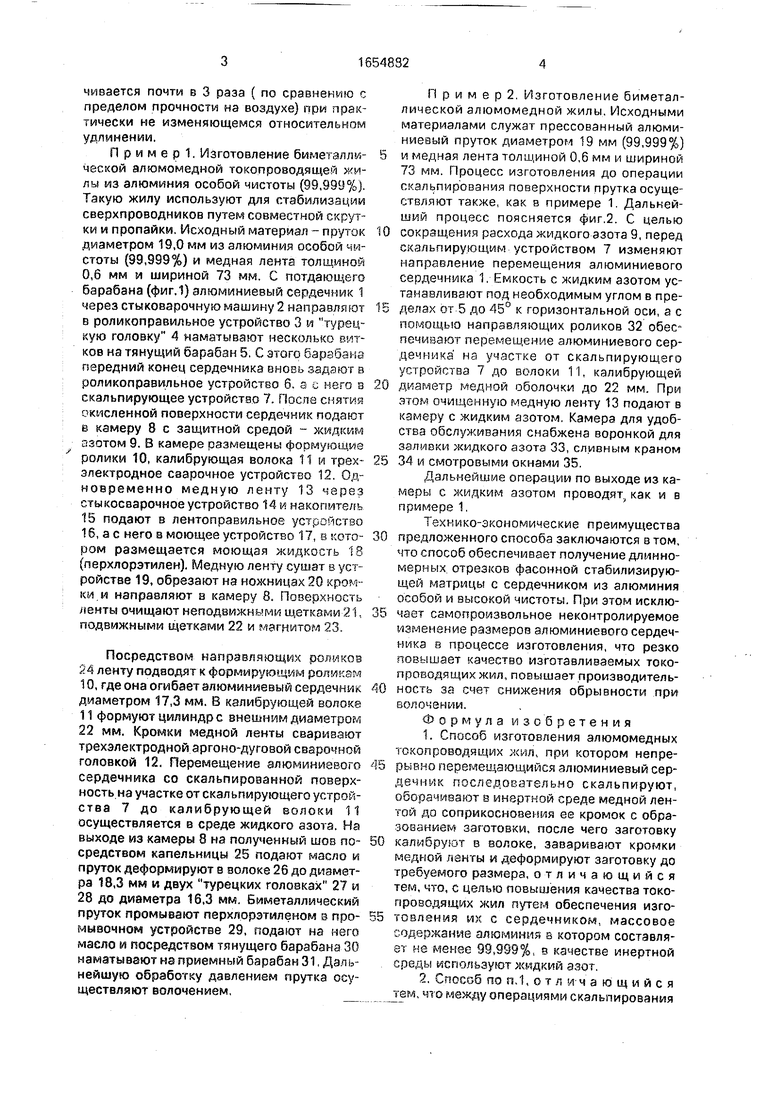
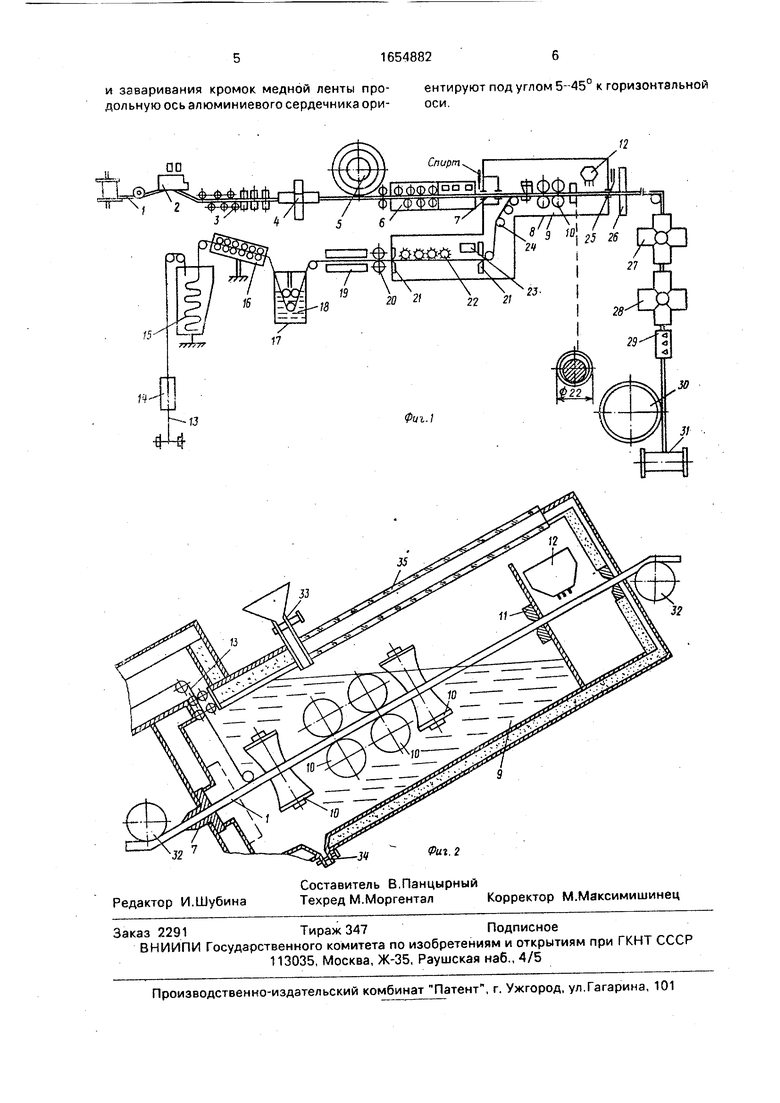
На фиг.1 изображена схема процесса получения алюмомедной жилы; на фиг.2 - камера с защитной атмосферой для наложения медной оболочки на алюминиевый сердечник.
Способ заключается в том, что формование оболочки из медной ленты, перемещение сердечника из алюминия особой чистоты (99,999 %) со скальпированной поверхно- стью на участке от скальпирующего устройства до калибрующей волоки осуществляют в среде жидкого азота, при этом торцовую поверхность скальпирующего устройства со стороны выхода сердечника также размещают в жидком азоте. Алюминиевый пруток на участке от скальпирующего устройства до сварочных электродов предпочтительно перемещают под углом от 5 до 45° к горизонтаьной оси. При этом предотвращается образование окиси алюминия на поверхности прутка и устраняется удлинение сердечника с образованием шейки и обрыв сердечника, так как предел прочности алюминиевого сердечника увели00
ю
чивается почти в 3 раза ( по сравнению z пределом прочности на воздухе) при практически не изменяющемся относительном удлинении.
Пример Изготовление биметаллической алюмомедной токопроводящей жилы из алюминия особой чистоты (99,999%). Такую жилу используют для стабилизации сверхпроводников путем совместной скрутки и пропайки. Исходный материал - пруток диаметром 19,0 мм из алюминия особой чистоты (99,999%) и медная лента толщиной 0,6 мм и шириной 73 мм. С потдающего барабана (фиг.1) алюминиевый сердечник 1 через стыковарочную машину 2 направляют в роликоправильное устройство 3 и турецкую головку 4 наматывают несколько витков на тянущий барабан 5. С этого барабана передний конец сердечника вновь задают в роликоправильное устройство 6. а с него з скальпирующее устройство 7. После снятия окисленной поверхности сердечник подают в камеру 8 с защитной средой - жидким азотом 9. В камере размещены формующие ролики 10, калибрующая волока 11 и трех- электродное сварочное устройство 12. Одновременно медную ленту 13 через етыкосварочное устройство 14 и накопитель 15 подают в лентоправильное устройство 16, а с него в моющее устройство 17, в котором размещается моющая жидкость 18 (перхлорэтилен). Медную ленту сушат в устройстве 19, обрезают на ножницах 20 кромки, и направляют а камеру 8. Поверхность ленты очищают неподвижными щетками и 1, подвижными щетками 22 и магнитом 23.
Посредством направляющих роликов 24 ленту подводят к формирующим роликам 10, где она огибает алюминиевый сердечник диаметром 17,3 мм. В калибрующей волоке 11 формуют цилиндр с внешним диаметром 22 мм. Кромки медной ленты сваривают трехэлектродной аргоно-дуговой сварочной головкой 12. Перемещение алюминиевого сердечника со скальпированной поверх- ность.на участке от скальпирующего устрой- ства 7 до калибрующей волоки 11 осуществляется в среде жидкого азота. На выходе из камеры 8 на полученный шов посредством капельницы 25 подают масло и пруток деформируют в волоке 26 до диаметра 18,3 мм и двух турецких головках 27 и 28 до диаметра 16,3 мм, Биметаллический пруток промывают перхлорэтиленом в промывочном устройстве 29, подают на него масло и посредством тянущего барабана 30 наматывают на приемный барабан 31. Дальнейшую обработку давлением прутка осуществляют волочением,
Г р и м е р 2. Изготовление биметаллической алюмомедной жилы. Исходными материалами служат прессованный алюминиевый пруток диаметром 19 мм (99,999%)
и медная лента толщиной 0,6 мм и шириной 73 мм. Процесс изготовления до операции скальпирования поверхности прутка осуществляют также, как в примере 1. Дальнейший процесс поясняется фиг.2. С целью
0 сокращения расхода жидкого азота 9, перед скальпирующим устройством 7 изменяют направление перемещения алюминиевого сердечника 1, Емкость с жидким азотом устанавливают под необходимым углом в пре5 делах от 5 до 45° к горизонтальной оси, а с помощью направляющих роликов 32 обеспечивают перемещение алюминиевого сердечника на участке от скальпирующего устройства 7 до волоки 11, калибрующей
0 диаметр медной оболочки до 22 мм. При этом очищенную медную ленту 13 подают в камеру с жидким азотом. Камера для удобства обслуживания снабжена воронкой для заливки жидкого азота 33, сл.ивным краном
5 34 и смотровыми окнами 35.
Дальнейшие операции по выходе из камеры с жидким азотом проводят, как и в примере 1.
Технико-экономические преимущества
0 предложенного способа заключаются в том, что способ обеспечивает получение длинномерных отрезков фасонной стабилизирующей матрицы с сердечником из алюминия особой и высокой чистоты. При этом исклю5 чает самопроизвольное неконтролируемое изменение размеров алюминиевого сердечника s процессе изготовления, что резко повышает качество изготавливаемых токо- проводящих жил, повышает производитель0 ность за счет снижения обрывности при волочении.
Формула изобретения
1.Способ изготовления алюмомедных токопроводящих жил, при котором непре5 рывно перемещающийся алюминиевый сердечник последовательно скальпируют, оборачивают в инертной среде медной лентой до соприкосновежля ее кромок с образованием заготовки, после чего заготовку
0 калибруют в волоке, заваривают кромки медной ленты и деформируют заготовку до требуемого размера, отличающийся тем, что, с целью повышения качества токопроводящих жил путем обеспечения изго5 товления их с сердечником, массовое содержание алюминия s котором составляет не менее 99,999%, в качестве инертной среды используют жидкий азот.
2.Способ по п,1,отли-чающийся jreM, что между операциями скальпирования
516548826
и заваривания кромок медной ленты про- ентируют под углом 5-45° к горизонтальной дольную ось алюминиевого сердечника ори- оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| Способ изготовления коаксиального кабеля | 1971 |
|
SU466554A1 |
| Способ холодной стыковой сварки | 1985 |
|
SU1338992A1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД ТИПА "КАБЕЛЬ В ОБОЛОЧКЕ" (КАБЕЛЬ-КОНДУИТ) | 2008 |
|
RU2413319C2 |
| Способ изготовления биметаллических шин преимущественно прямоугольного сечения из круглого алюмомедного прутка | 1986 |
|
SU1437123A1 |
| Технологическая линия для производства биметаллической проволоки | 1977 |
|
SU738770A1 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ ПРОВОЛОКИ ДЛЯ ПРИСАДКИ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ ЖИДКОЙ СТАЛИ | 1992 |
|
RU2084303C1 |
| Способ изготовления алюмомедных проводников | 1985 |
|
SU1275555A1 |
| Способ изготовления проволоки круглого сечения из цветных металлов и сплавов | 1984 |
|
SU1398944A1 |
| Способ изготовления биметаллических прутков | 1986 |
|
SU1505722A1 |
Изобретение относится к области электротехники, в частности к способам получения биметаллических алюмомедных жил, работающих при криогенных температурах. Цель изобретения - расширение технологических возможностей способа путем обеспечения изготовления токопроводящих жил с сердечником, массовое содержание алюминия в котором составляет не менее 99,999%. Способ заключается в том, что формование оболочки из медной ленты, перемещение сердечника из алюминия особой частоты (99,999%) со скальпированной поверхностью на участке от скальпирующего устройства до калибрующей волоки осу- щесталяют в среде жидкого азота, при этом торцевую поверхность скальпирующего устройства со стороны выхода сердечника также размещают в жидком азоте. Алюминиевый пруток на участке от скальпирующего устройства до электродбв, сваривающих кромки медной ленты, перемещают под углом от 5 до 45° к горизонтальной оси. 1 з.п. ф-лы, 2 ил.
j4Риг. 2
Составитель В.Панцырный Техред М.Моргентал
/
12
Корректор М.Максимишинец
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
