Изобретение касается способа обработки поверхности штампа для тиснения, одна поверхность которого подвергается первому этапу обработки всей поверхности с целью получить определенную степень блеска и, по крайней мере, еще одному этапу обработки выбранных участков с целью достичь другой степени блеска.
Универсальные штампы для тиснения необходимы в деревообрабатывающей промышленности, в частности для производства древесных комбинированных плит. Открытые поверхности древесных комбинированных плит подвергаются тиснению с помощью штампов для тиснения таким образом, чтобы добиться желаемого декоративного эффекта, предпочтительно наиболее приближенного к реалистичному воспроизведению естественной поверхности структуры. Для этого, например, накладываются пленки из смол на древесные комбинированные плиты, которые предпочтительно составлены из древесностружечных плит, после чего смоляные пленки спрессовываются с древесными комбинированными плитами в гидравлических термопрессах. Смоляная пленка плавится во время обработки в термопрессе, что приводит к поликонденсации. Продолжительность прессования и температура определяют степень перекрестного сцепления смол и качество их поверхности. После окончания периода прессования смола достигает желаемой степени перекрестного сцепления и переходит в твердое состояние. Желаемая и реалистичная поверхность смолы достигается в процессе ее обработки благодаря структуре поверхности штампа для тиснения. Термоактивные смолы, например меламиновые смолы, фенольные смолы или меламиномочевиноформальдегидные смолы, используются в качестве материала для покрытия. Структурированный металлический прессованный лист, предпочтительно листовая сталь, используется в качестве штампа для тиснения для структурирования поверхности. Штампы для тиснения дополнительно снабжаются покрытием с целью улучшить сопротивляемость таким характеристикам металлической поверхности, как износ и отслоение. Штампы для тиснения, которые были произведены с помощью технологии цифровой печати, более предпочтительны для использования в этом процессе, так что используемая декоративная бумага может таким же образом быть произведена в нужном масштабе и с желаемым орнаментом в соответствии с технологией цифровой печати. В результате может быть достигнуто точное соответствие узора декоративной бумаги структуре тиснения; могут быть получены значительно более высокие результаты в сравнении с известным уровнем техники.
Штампы для тиснения в форме прессованных листов или бесконечной ленты производятся по той же технологии обработки поверхности, соответствующей известному уровню техники, а также путем производства желаемой структуры поверхности. В прошлом для этой цели предварительно обработанный лист снабжался матрицей, например, с помощью способа трафаретной печати, таким образом, лист может быть подвергнут травлению. В связи с этим лист подвергается травлению только в тех участках поверхности, которые не покрыты матрицей. В связи с этим очень точная обработка, особенно обработка в соответствии с рисунком, необходима из-за размера используемого прессованного листа, поскольку структура поверхности наносится в несколько рабочих этапов. Все участки, которые предположительно формируют выступающие участки структуры поверхности, впоследствии снова и снова покрываются маской, таким образом, поверхность будет подвергнута травлению только в тех участках, которые могут непосредственно подвергнуться коррозии под воздействием травильного раствора. Затем протравленные участки формируют впадины профиля желаемой структуры; поверхности очищаются и маска снимается по окончании процесса травления. Эта процедура может быть повторена несколько раз; в случае процессов трафаретной печати достижение точности, как правило, представляет значительные трудности при последующем применении масок.
Альтернативный способ включает сначала нанесение фоточувствительного слоя, который затем подвергается оптическому экспонированию, а прессованные листы или бесконечные ленты подвергаются процессу промывки после завершения формирования фоточувствительного слоя, таким образом, остаются только те участки фоточувствительного слоя, которые составляют маску для последующего процесса травления. Воспроизводимость масок, произведенных таким способом, затруднительна, так как негатив или позитив, которые используются для освещения светочувствительного слоя, должны быть всегда точно расположены в одинаковом положении по отношению к существующей структуре.
Следовательно, требуется несколько процессов освещения и травления для воспроизводства сложных, трехмерных структур на поверхности прессованного листа или бесконечной ленты. Даже самые небольшие отклонения приведут к значительному сдвигу структур из-за использования прессованных листов очень большого формата. Воспроизводимость применения масок, следовательно, сопряжена со значительными трудностями в случае фотолитографического способа печати в отношении достижения высокого уровня точности воспроизведения. Далее могут возникнуть еще большие трудности, когда трехмерная структура должна быть получена в результате нескольких процессов освещения и травления, которые необходимо проводить последовательно, одно за другим, так что возникает необходимость поочередного применения нескольких масок и выполнения травильного процесса между каждым этапом нанесения масок. Производство прессованных листов или бесконечных лент очень сложный и дорогостоящий процесс в связи с необходимостью точного позиционирования и количества требуемых соответствующих масок. Более того, результат, который может быть достигнут, сильно зависит от проводимых процессов; широкомасштабная обработка должна быть принята во внимание в связи с размером прессованных листов или бесконечных лент.
Кроме того, из уровня техники известно получение маски вместо способа трафаретной печати посредством слоя воска. Используемый воск устойчив к использующимся травильным средствам в химическом отношении и тем самым обеспечивает возможность травления в участках, в которых поверхность не покрыта воском. При этом способе печатная головка, которая распрыскивает воск по поверхности, перемещается по осям X и Y для нанесения требуемой структуры. Тем не менее, использование воска для нанесения матрицы оказалось проблематичным, так как воск с трудом может быть удален с поверхности, и требуемые работы по очистке являются дорогостоящими. Возникающие затраты, а также растворение восковой матрицы привели к ситуации, когда возникает необходимость применения других техник цифровой печати. Например, известна такая техника, как нанесение УФ-лака с помощью печатающей головки на поверхность штампа для тиснения с последующей его обработкой.
Особое преимущество цифровой техники печати состоит в том, что можно поочередно наносить несколько практически идентичных масок на уже имеющиеся структуры, и, следовательно, для получения глубокой структуры можно поочередно производить несколько процессов травления, добиваясь точного соответствия.
Процесс нанесения лакокрасочных покрытий на поверхности, при котором используется головка форсунки и отдельные форсунки, которые приводятся в движение с помощью сигналов управления, известен из DE 10224128 A1. Головка форсунки может располагаться либо над поверхностью, либо обрабатываемая поверхность движется в направлении визави по отношению к головке форсунки. УФ-лак, который закрепляется с помощью освещения УФ-излучением после нанесения на поверхность, применяется преимущественно в связи с этим.
Независимо от формы, в соответствии с которой было произведено структурирование поверхностей прессованных листов или бесконечных лент, они будут подвергнуты нескольким процессам очистки и могут дополнительно быть покрыты слоем никеля, латуни или меди, и впоследствии быть доработаны нанесением металлического покрытия. Поверхность приобретает желаемую степень блеска и требуемую твердость после нанесения металлического покрытия. Степень блеска определяет различные оттенки и цветовые оттенки, которые приобретает прессованная структура после прессовки обрабатываемых материалов с помощью прессованных листов или бесконечных лент.
Кроме того, для улучшения визуального эффекта было предложено наносить на некоторые участки поверхности различные металлические покрытия для варьирования степени блеска. Таким способом можно достичь желаемой степени блеска.
Изобретение направлено на решение проблемы создания улучшенной версии штампа для тиснения и способа его создания с целью получения способов достижения разных оттенков при нанесении на деревянную поверхность.
Для решения данной проблемы изобретение предусматривает способы получения различных степеней блеска в нескольких выбранных участках поверхности с начальной степенью блеска; степени блеска достигаются посредством нанесения металлического покрытия, последующей механической обработки и/или последующей химической обработки, а также посредством, по крайней мере, частичного нанесения защитного слоя (маски) на поверхность с помощью цифровой техники печати для формирования выбранных участков. Дальнейшие достоинства изобретения будут описаны в следующих пунктах формулы изобретения.
Предлагается использовать частичную дополнительную обработку отдельных участков поверхности с помощью механической или химической обработки, в дополнение к использованию металлических покрытий с различной степенью блеска для создания разных степеней блеска на штампе для тиснения и сохранения минимальных финансовых затрат. Следовательно, комбинация индивидуальных процессов обработки используется для того, чтобы придать особую степень блеска определенным участкам, которые воспроизводят древесную текстуру поверхности, например, на структурированной поверхности штампа для тиснения, и чтобы придать другим участкам степень блеска, отличную от этой; на поверхности могут существовать несколько степеней блеска. С одной стороны, эти степени блеска создаются с помощью металлического покрытия, с другой стороны, с помощью механической и технической обработки; оцифрованная маска наносится между этапами индивидуальной обработки с целью обработать или покрыть участки, который должны получить другие степени блеска.
В принципе, возможно использование металлического покрытия, механической дополнительной обработки или химической дополнительной обработки для создания различных степеней блеска. Их можно применять отдельно или комбинированно. Металлическое покрытие, например, посредством неоднократного хромирования поверхности, в первую очередь, предназначено для штампов для тиснения, которые используются в производстве напольных покрытий.
После окончания процессов структурирования существует возможность сначала применить хромирование с требуемой степенью блеска на всей поверхности, а части этой поверхности можно придать другую степень блеска после нанесения матрицы с помощью механических или химических средств или, если это применимо, последующего нанесения металлического покрытия; эти этапы обработки могут повторяться несколько раз на отдельных участках поверхности.
Чисто металлическое покрытие штампов для тиснения неблагоприятно для мебельной промышленности. Начальное хромирование с конкретной требуемой степенью блеска, с последующими этапами обработки для создания различных степеней блеска может привести к ситуации, когда отчетливо видны отпечатки пальцев после касания законченных комбинированных панелей. Это вызывает недовольство у конечного потребителя и расценивается как визуальный дефект. И только использование химической и механической дополнительной обработки после структурирования на начальных этапах обработки может решить данную проблему. Тем не менее, твердое хромирование применяется на завершающем этапе; только степени блеска достигаются с помощью вышеупомянутых этапов обработки. Благодаря этой процедуре поверхность становится менее чувствительной при ее последующем использовании, что позволяет производить штамп для тиснения высокого качества, которое соответствует требованиям, предъявляемым к производителям мебели.
Можно обойтись без первоначального хромирования поверхности, вместо которого можно отполировать поверхность, чтобы получить определенную степень блеска. Полировка может быть выполнена либо с помощью механического полирования, и/или электрохимического полирования. Механическое полирование непосредственно предназначено для получения низкой степени блеска поверхности. Электрохимическое полирование может быть использовано для особенно тонкой поверхности и для достижения особенно высокой степени блеска.
После этого маска может быть нанесена, по крайней мере, один раз или, по необходимости, несколько раз для придания отдельным участкам структуры поверхности различных степеней блеска, отличных от первоначальных степеней блеска. Металлическое покрытие может наноситься в отдельном случае, но механическая или химическая обработка также могут быть использованы. Особое преимущество является результатом использования комбинации различных способов обработки, с помощью которых можно добиться самых тонких различий в степени блеска и, более того, становится возможным экономически эффективное производство, позволяющее создавать различные степени блеска.
Техника цифровой печати, которая обеспечивает точное нанесение защитного слоя, даже при неоднократном нанесении, используется для того, чтобы наносить защитный слой (маску) для получения различной степени блеска. Защитный слой может быть нанесен в соответствии со следующими рабочими этапами, по крайней мере, частично покрывая или не покрывая участки, расположенные напротив друг друга, которые уже были завершены. Может возникнуть необходимость в зависимости от используемого способа структурирования поверхности штампа для тиснения в расположении отдельных участков с различной степенью блеска рядом друг с другом, но существует также возможность совмещения этих участков для достижения эстетического эффекта.
Различные степени блеска могут быть получены в результате нанесения второго частичного покрытия или механической или химической обработки первого покрытия; степени блеска штампа для тиснения особенно прессованных листов или бесконечных лент будут, по крайней мере, частично отличаться друг от друга в определенных участках. С помощью данной техники можно придать выступающим структурам или, если это возможно, нижележащим структурам различную степень блеска, тем самым, выделить структуру. Данная техника постоянно улучшает визуальный эффект, и это приводит к созданию поверхности, которая соответствует нужному образцу благодаря точно совпадающим шаблонам печати и точно совпадающей матрицы. Следовательно, не только различные глубокие структуры (тактильные), а также различные степени блеска могут быть достигнуты с целью выделения определенных участков структуры.
Различие в степенях блеска может предлагаться на выбор, например выступающие участки могут иметь большую степень блеска, чем нижележащие или наоборот.
В результате неоднократного нанесения различных степеней блеска либо с помощью дополнительных покрытий, либо с помощью механической или химической обработки, структурированные участки поверхности прессованных листов или бесконечных лент могут быть выделены более четко, чем это было возможно до сих пор. Стало возможным значительное улучшение структурирования, которое точно передает детали.
Лакированная древесная поверхность может быть воссоздана в качестве примера; выступающие участки будут в определенной степени матированы, в то время как нижележащие слои древесных пор показывают блестящие участки, созданные отражением света. Структуры древесных пор создаются с помощью точно совпадающей матрицы и известных техник травления.
Благодаря использованию техники цифровой печати становится возможным неоднократное точное совпадение расположения и покрытия соответствующей структуры, так что различные степени блеска могут быть получены на структурированной поверхности. Например, различные степени блеска можно придать отдельным древесным порам. Также можно придать различные степени блеска отдельным древесным порам, которые прилегают друг к другу или которые расположены на некотором расстоянии напротив друг друга. Таким образом, появляется возможность придавать различную степень блеска нескольким расположенным рядом древесным порам в каждом отдельном случае для того, чтобы в целом значительно улучшить визуальный эффект.
Для создания структуры поверхности сначала применяется глубокое травление, а затем травление по кругу, как правило, для того, чтобы создать пористую структуру. После этого применяется механическое полирование до того, как поверхность очищена и обезжирена. Структурированная поверхность может дополнительно быть активирована перед нанесением покрытий для лучшего сцепления металлических слоев, особенно слоя хрома, или другие покрытия могут использоваться для обеспечения лучшего сцепления, например слои никеля, латуни или меди.
Если используется металлическое покрытие, то это, как правило, хромирование; хромирование с высоким блеском или хромирование с матовой отделкой. Использование металлических покрытий вместо хромирования абсолютно приемлемо в связи с этим.
Однако, если исходное покрытие было нанесено при помощи хромирования, то абсолютно необходимо, чтобы защитный слой (маска), который будет нанесен, должен быть сделан из материала, устойчивого к хромовой кислоте, чтобы защитный слой не подвергался воздействию во время хромирования или во время этапов хромирования. Если этап обработки по достижению определенной степени блеска выполняется с помощью полировки или пескоструйной обработки, защитный слой должен соответственно быть сделан из материала, обладающего устойчивостью к пескоструйной обработке и полировке, чтобы обеспечить поверхность, находящуюся под этим слоем, необходимой защитой от последующей обработки.
Нагревание защитного слоя может быть выполнено в качестве дальнейшего промежуточного шага для лучшего сцепления защитного слоя с хромовым покрытием, которое уже нанесено; защитный слой полностью удаляется после второй обработки. Для получения соответствующих степеней блеска, можно применить матовое травление, пескоструйную обработку или механическое полирование в дополнение к металлическому покрытию.
При использовании металлической или химической последующих обработок для установления степени блеска применяют два способа: матирование и полирование. Степень блеска поверхности уменьшается в результате матирования. Здесь особенно подходят травление и пескоструйная обработка. Степень блеска поверхности повышается благодаря полированию. Для этого применяются механическая полировка или электрохимическое полирование.
Еще в одном варианте воплощения изобретения представлен процесс, который состоит из нескольких этапов и является способом получения различных степеней блеска:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- полирование химически обработанной поверхности,
- очистка поверхности,
- матирование очищенной поверхности.
- нанесение дополнительной маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- твердое хромирование поверхности,
где этапы после матирования до твердого хромирования повторяются для отдельных участков поверхности, по крайней мере, еще раз, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Вышеописанная процедура описывает возможность химической обработки поверхности с целью получения структуры поверхности после нанесения первой маски на данную поверхность штампа для тиснения, а также возможность новой обработки поверхности после нанесения второй, точно соответствующей маски. После этого поверхность может быть отполирована, активирована, очищена и/или хромирована перед нанесением дополнительной третей точно соответствующей маски на хромированную поверхность. Третья маска покрывает участки, не предназначенные для дальнейшей обработки, в то время как непокрытые участки приобретут впоследствии различную степень блеска с помощью очередного металлического покрытия или механической или химической последующих обработок. Нанесение последующих масок и последующие обработки с помощью металлического покрытия или механической или химической последующей обработки может повторяться произвольное число раз в связи с этим.
Кроме того, существует возможность дополнить процедуру дальнейшими этапами нанесения маски и обработки поверхности для получения желаемой структуры поверхности и степеней блеска, а также фактически:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- нанесение дополнительной маски на поверхность с помощью техники цифровой печати для точного структурирования,
- химическая обработка поверхности, покрытой маской, для достижения точного структурирования,
- полирование химически обработанной поверхности,
- очистка поверхности,
- матирование очищенной поверхности,
- нанесение маски на матированную поверхность,
- хромирование поверхности,
- новое нанесение следующей точно соответствующей маски на хромированную поверхность,
- новое металлическое покрытие (6) или механическая или химическая последующие обработки хромированной поверхности, покрытой маской,
где этапы после матирования поверхности повторяются для отдельных участков поверхности, по крайней мере, один раз, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Следующим преимуществом процедуры является активация после полирования поверхности в соответствии со следующими этапами обработки:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- полирование химически обработанной поверхности,
- активация полированной поверхности,
- очистка поверхности,
- матирование очищенной поверхности,
- нанесение маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- твердое хромирование поверхности,
где этапы после матирования до твердого хромирования повторяются для отдельных участков поверхности, по крайней мере, один раз, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Преимуществом другой формы изобретения является комбинация точного структурирования с активацией:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- нанесение маски на поверхность с помощью техники цифровой печати для точного структурирования,
- химическая обработка поверхности, покрытой маской, для достижения точного структурирования,
- полирование химически обработанной поверхности,
- активация полированной поверхности,
- очистка поверхности,
- нанесение маски на очищенную поверхность,
- матирование очищенной поверхности,
- нанесение маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- твердое хромирование поверхности,
где этапы после очистки до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Если хромирование выполняется на первом этапе обработки для регуляции степени блеска, оно может быть выполнено следующим образом:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- полирование химически обработанной поверхности,
- очистка поверхности,
- хромирование поверхности,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- повторное металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после первого хромирования до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Комбинация начального хромирования и последующее хромирование в соответствие со следующими этапами особенно эффективно:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования,
- химическая обработка поверхности, покрытой маской, для достижения точного структурирования,
- полирование химически обработанной поверхности,
- очистка поверхности,
- хромирование поверхности,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- повторное металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после очистки до твердого хромирования поверхности повторяются, по крайней мере, еще раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Далее поверхность может быть активирована до нанесения первого слоя хрома в соответствии со следующими этапами:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования,
- полирование химически обработанной поверхности,
- активация полированной поверхности,
- очистка поверхности,
- хромирование поверхности,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- повторное металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после первого хромирования до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Особым преимуществом другой формы воплощения изобретения является то, что степень блеска может регулироваться матированием и полированием и затем обработкой поверхности. Для этого необходимо выполнить следующие этапы процедуры:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- полирование химически обработанной поверхности,
- очистка поверхности,
- матирование очищенной поверхности,
- нанесение следующей маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после полирования до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Активация поверхности может также быть особенно предпочтительна в связи с этим:
- нанесение маски на поверхность с помощью техники цифровой печати,
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- полирование химически обработанной поверхности,
- активация полированной поверхности,
- очистка активированной поверхности,
- матирование очищенной поверхности,
- нанесение следующей маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после полирования до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Особым преимуществом следующей расчетной формы изобретения является то, что точное структурирование, активация, матирование и полирование могут быть скомбинированы следующим образом:
- химическая обработка поверхности, покрытой маской, с целью получения структуры поверхности,
- нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования,
- химическая обработка поверхности, покрытой маской, для достижения точного структурирования,
- полирование химически обработанной поверхности,
- активация полированной поверхности,
- очистка активированной поверхности,
- матирование очищенной поверхности,
- нанесение маски на матированную поверхность,
- достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования,
- повторное нанесение следующей точно подходящей маски на хромированную поверхность,
- металлическое покрытие или механическая или химическая последующая обработка хромированной поверхности, покрытой маской,
- твердое хромирование поверхности,
где этапы после полирования до твердого хромирования поверхности повторяются, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
Вышеописанные процессы отличаются тем, что существуют покрытия, соответствующие структуре, и что отсутствует отклонение от желаемой структуры на всей поверхности прессованных листов или бесконечных лент. Количество масок определяется количеством требуемых этапов обработки с вязи с этим; структурирование поверхности находится в центре внимания, таким образом, могут быть отрегулированы степени блеска. Частота, с которой накладываются маски, и процесс обработки особенно зависят от структурирования поверхности в связи с этим, например, требуется ли реалистическая репродукция древесных пор или каменной поверхности или требуется воспроизвести графические искусственные структуры с точной передачей деталей.
Следование процессу в соответствии с изобретением приводит к штампу для тиснения со структурированной поверхностью, которая полностью покрывает поверхность штампа для тиснения и обладает различными степенями блеска благодаря металлическим покрытиям и последующим процессам обработки. Для этого часто осуществляется покрытие хромом, так как оно обладает особой твердостью и особенно подходит для операции прессования. Тем не менее, существует возможность прессования других материалов, не обладающих высокой степенью твердости и поверхность которых эластичная и мягкая, так что другие металлические покрытия также способствуют достижению различных степеней блеска.
Особым преимуществом процесса в соответствии с изобретением, а также штампа для тиснения, который здесь представлен, включает создание структур, идентичных природным, с различной степенью блеска, которые производят особенно благоприятный визуальный и тактильный эффект, таким образом, создается впечатление, что использовалась, например, натуральная древесина. Благодаря различным степеням блеска, определенным участкам, например, выступающим или немного нижележащим участкам можно дополнительно придать различную степень блеска, таким образом, структура будет сильно выделяться и создавать визуальный эффект, например, натуральной древесины. Также существует возможность моделирования других реалистических поверхностей.
Ниже изобретение еще раз поясняется на основании чертежей, где:
Фиг.1 показывает перспективное изображение прессованного листа 1 согласно изобретению, дизайн которого предполагает плоскую поверхность, как показано на примере. Данному штампу для тиснения можно также придать изогнутую форму в случае, если это бесконечная лента. Прессованный лист 1 показывает текстуру 2, которая имитирует древесную структуру. Однако возможно создать другие текстуры или другие характеристики поверхности этого типа с помощью процесса в соответствии с изобретением и требуемого для этого травления.
Фиг.2 показывает в увеличенном изображении боковой проекции область передней части края прессованного листа.
На чертежах приняты следующие обозначения:
1 - прессованный лист;
2 - крупинки (зерна);
3 - структура;
4 - впадина (долина);
5 - вершина;
6 - покрытие;
7 - участок;
8 - участок;
9 - участок;
10 - участок;
11 - участок.
Структура 3 прессованного листа имеет поверхность, напоминающую горы с долинами 4 и вершинами 5. Поверхность создается с помощью одного или более процессов травления, в связи с этим после предварительного нанесения матрицы в соответствии со стандартной процедурой или с помощью техники цифровой печати; участки, которые не должны подвергнуться травлению, покрываются маской. Поверхности с тонкой структурой и глубокие структуры, которые дополнительно округляются с помощью механической обработки или процессов травления, применяемых после этого при необходимости, например, могут быть созданы с помощью процессов травления. После того, как поверхность подверглась травлению, структура поверхности дорабатывается с помощью химической обработки, полирования и, если это применимо, активации полированной поверхности, таким образом, следующим этапом является очистка до нанесения исходного металлического покрытия 6, имеющего определенную степень блеска.
Металлическое покрытие 6 имеет определенную степень блеска, соответствующего требованиям клиента. Впоследствии наносится маска еще раз на исходное металлическое покрытие 6, которая покрывает участки, не подлежащие последующей обработке. Непокрытые участки могут, с другой стороны, получить различную степень блеска с помощью таких техник обработки, как, например, матовое травление, пескоструйная обработка или механическое полирование или еще одно нанесение металлического покрытия.
Процесс обработки в соответствии с изобретением предполагает в каждом случае нанесение маски на определенные отдельные участки и оставление открытых участков для последующей обработки. Этот процесс может быть повторен несколько раз после удаления нанесенной маски, таким образом, структура 3 прессованного листа 1 получит различную степень блеска в выбранных участках.
Различные степени блеска появляются на исходном металлическом покрытии 6 в результате нанесения различных масок и последующего процесса обработки, как было показано на примере. Например, участок впадин (долин) 4 не подвергался обработке, таким образом, участок 7, выделенный белым, имеет степень блеска исходного металлического покрытия 6, в то время как в отличие от этого вершины возвышенностей 5 имеют другие степени блеска. Эти различные степени блеска участков 8 полностью окрашены заштрихованными участками 9 и 10. Степень блеска, отличающаяся от этих, достигается в результате последующих этапов обработки с помощью нанесения соответствующей маски на области перехода из впадин 4 в возвышенности 5. Эти области 11 обозначены пунктиром.
Тем не менее, в отличие от представленного примера, существует возможность придать возвышенностям 5 равномерную степень блеска или придать переходным областям степени блеска, которые отличаются друг от друга, если это необходимо. Это изобретение, в основном, дает возможность регулировать распределение особых степеней блеска любым возможным образом с помощью нанесения оцифрованной маски и этапов обработки, предусмотренных для этого с целью создания степени блеска. Если древесная структура воспроизводится на прессованном листе 1 с помощью процесса травления, существует возможность, например, придать выступающим участкам 7 матовую степень блеска, а нижележащим участкам, которые образуют древесные поры, большую степень блеска. Благодаря возможности нанесения нескольких масок и получения определенной степени блеска в последующей стадии процесса выступающим участкам, расположенным рядом друг с другом, можно придать различную степень блеска.
Также существует возможность придать боковым поверхностям отдельных выступающих участков различную степень блеска с целью достичь визуального эффекта древесных пор. Древесные структуры, которые точно соответствуют печати под дерево, особенно хорошо выделяются благодаря этой мере, и придают продуктам, произведенным с помощью прессованных листов, внешнее сходство с настоящей древесиной.
Изобретение касается способа обработки поверхности штампа для тиснения, одна поверхность которого подвергается первому этапу обработки всей поверхности с целью получить определенную степень блеска и, по крайней мере, еще одному этапу обработки выбранных участков с целью достичь другой степени блеска. Изобретение предусматривает способы получения различных степеней блеска в нескольких выбранных участках поверхности с начальной степенью блеска. Степени блеска достигаются посредством нанесения металлического покрытия, последующей механической обработки и/или последующей химической обработки, а также посредством, по крайней мере, частичного нанесения защитного слоя (маски) на поверхность с помощью цифровой техники печати для формирования выбранных участков. 16 з.п. ф-лы, 2 ил.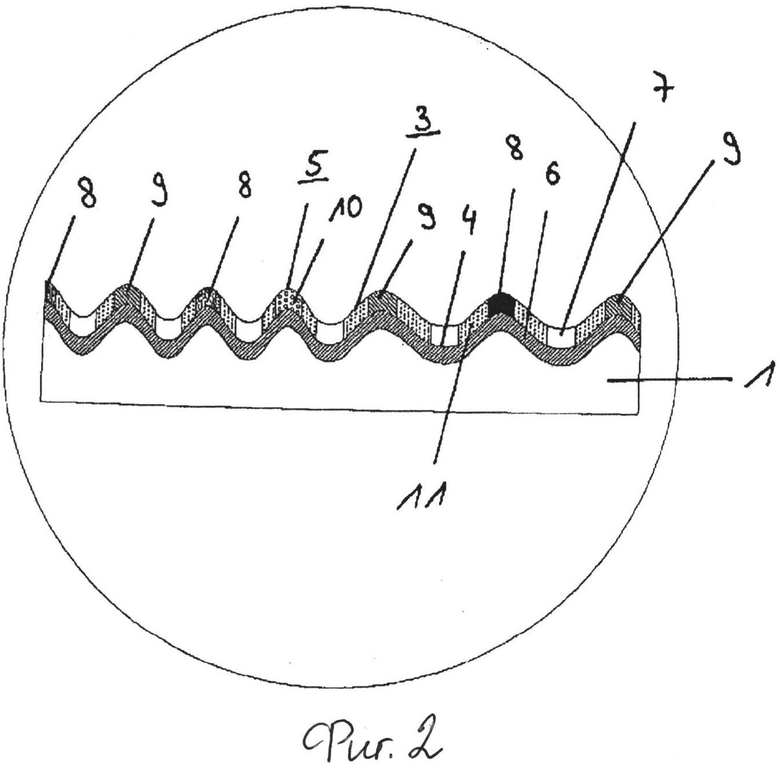
1. Способ обработки поверхности штампа для тиснения, в котором, по крайней мере, одну поверхность целиком подвергают первому этапу обработки для достижения первой степени блеска и, по крайней мере, еще одному этапу обработки выбранных участков (7, 8, 9, 10, 11) для достижения иной степени блеска, характеризующийся тем, что дальнейшее изменение степеней блеска осуществляют на нескольких выбранных участках (7, 8, 9, 10, 11) поверхности с первой степенью блеска путем нанесения металлического покрытия (6) с последующей механической и/или химической обработкой, при которой для формирования выбранных участков (7, 8, 9, 10, 11) наносят защитный слой маску, по крайней мере, на часть покрытия (6) посредством техники цифровой печати.
2. Способ по п.1, характеризующийся тем, что маску для выполнения последующих технологических операций наносят, по крайней мере, с частичным перекрыванием или без перекрывания уже обработанных участков (7, 8, 9, 10, 11) таким образом, что участки с разной степенью блеска, по крайней мере, частично граничат друг с другом или, по крайней мере, частично разделены между собой интервалом.
3. Способ по п.1, характеризующийся тем, что для маски используют материал, стойкий к травлению, пескоструйной обработке и/или полированию.
4. Способ по п.1, характеризующийся тем, что маску прижигают к поверхности и/или покрытию (6).
5. Способ по п.1, характеризующийся тем, что поверхность хромируют, нанося предпочтительно матовый слой хрома, и/или матируют предпочтительно путем травления и/или пескоструйной обработкой, добиваясь различной степени блеска.
6. Способ по п.1, характеризующийся тем, что различные степени блеска поверхности достигают с помощью полирования, предпочтительно механического и/или электрохимического полирования.
7. Способ по п.1, характеризующийся тем, что структурированную поверхность активируют перед начальным этапом обработки и/или после достижения окончательной степени блеска наносят твердое хромированное покрытие.
8. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, полирование химически обработанной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение дополнительной маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования, твердое хромирование поверхности, при этом этапы после матирования до твердого хромирования повторяют для отдельных участков поверхности, по крайней мере, один раз, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
9. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение последующей маски на поверхность с помощью техники цифровой печати для точного структурирования, химическую обработку поверхности, покрытой маской, для достижения точного структурирования, полирование химически обработанной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение маски на матированную поверхность, твердое хромирование поверхности, повторное нанесение следующей точно подходящей маски на хромированную поверхность, повторное металлическое покрытие (6), последующую механическую или химическую обработку хромированной поверхности, покрытой маской, при этом этапы после матирования поверхности повторяют для отдельных участков поверхности, по крайней мере, один раз, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
10. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, полирование химически обработанной поверхности, активацию полированной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического или электрохимического полирования, твердое хромирование поверхности, при этом этапы после матирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
11. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, химическую обработку поверхности, покрытой маской, для достижения точного структурирования, полирование химически обработанной поверхности, активацию полированной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического или электрохимического полирования, твердое хромирование поверхности, при этом этапы после очистки до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
12. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, полирование химически обработанной поверхности, очистку поверхности, хромирование поверхности, повторное нанесение следующей точно совпадающей маски на хромированную поверхность, повторное нанесение металлического покрытия (6) или последующую механическую или химическую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этом этапы после первого хромирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
13. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, химическую обработку поверхности, покрытой маской, для достижения точного структурирования, полирование химически обработанной поверхности, очистку поверхности, хромирование поверхности, повторное нанесение следующей точно подходящей маски на хромированную поверхность, повторное металлическое покрытие (6) или механическую или химическую последующую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этом этапы после первого хромирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
14. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, полирование химически обработанной поверхности, активацию полированной поверхности, очистку поверхности, хромирование поверхности, повторное нанесение следующей точно подходящей маски на хромированную поверхность, повторное металлическое покрытие (6) или механическую или химическую последующую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этом этапы после первого хромирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
15. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, полирование химически обработанной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение следующей маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования, повторное нанесение следующей точно подходящей маски на поверхность, металлическое покрытие или механическую или химическую последующую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этапы после полирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
16. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, полирование химически обработанной поверхности, активацию полированной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение следующей маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования, повторное нанесение следующей точно подходящей маски на поверхность, металлическое покрытие или механическую или химическую последующую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этом этапы после полирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
17. Способ обработки поверхности штампа для тиснения по любому из пп.1-7, характеризующийся тем, что он включает нанесение следующей маски на поверхность с помощью техники цифровой печати, химическую обработку поверхности, покрытой маской, с целью получения структуры поверхности, нанесение следующей маски на поверхность с помощью техники цифровой печати для точного структурирования, полирование химически обработанной поверхности, активацию полированной поверхности, очистку поверхности, матирование очищенной поверхности, нанесение маски на матированную поверхность, достижение требуемой степени блеска с помощью полирования, преимущественно механического полирования или электрохимического полирования, повторное нанесение следующей точно подходящей маски на поверхность, металлическое покрытие или механическую или химическую последующую обработку хромированной поверхности, покрытой маской, твердое хромирование поверхности, при этом этапы после полирования до твердого хромирования поверхности повторяют, по крайней мере, один раз для отдельных участков поверхности, чтобы получить дальнейшее различие в степени блеска структурированной поверхности.
| СПОСОБ СЕЛЕКЦИИ ГАРАДОЛАХСКИХ И ГАРАБАХСКИХ ОВЕЦ НОВОГО ТИПА | 1993 |
|
RU2060658C1 |
| DE 10217919 A1, 20.11.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2045363C1 |
| US 4213819 A, 22.07.1980. | |||

