1
,(2) 4290308/23-02 |(22) 28.05.87 (46) 15.07.89. Бюл. tf 26 (71) Научно-производственное объединение по исследованию л проектированию энергетического оборудования им. И. И. Ползунова и Производственное объединение Ленинградский метал- Ьический завод
i(72) Л. А. Чижик, В. Е. Логжарев А. А. Ланин и Т. А. Чижик
(53)621.785.79(088.8)
(56)Заявка Японии № 57-14411, кл. С 21 D 8/12, 1982.
Заявка HnoajHH № 60-9569, кл. С 21 и 9/00, 1985.
(54)СПОСОБ ЗАКАЛКИ СТАЛЬНЫХ ИЗДЕЛИЙ
(57)Изобретение относится к металлургии, конкретнее к термической обработке стальных изделий с исходными металлургическими дефектами. Целъю изобретения является получение высоких механических свойств стали при
отсутствии закалочных трегщн. Способ включает нагрев до температуры аусте- низации и охлаждение со скоростью, удовлетворяющей условию V exp{2,3 х
X а/2 m-G -fTTo - с) - ь , где а, Ь, с - коэффициенты зависимости порогового значения вязкости разрушения от скорости охлаждения образцов, Kj а/1{ V + Ь - определяющий размер (глубина для поверхностного и ширина для внутреннего) дефекта, мм, m - коэффициент, учитьша- ющий местонахождение дефекта (п 1 для поверхностного и га 0,63 для
S ,- /иакс
внутреннего дефекта) Up - максимальное растягивающее напряжение МПа. Использование способа позволяет повысить механические свойства, эксплуатационную стойкость и снизить критическую температуру хрупкости стали. 1 ил., 2 табл.
I
О)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОКОВОК ШАТУНА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1997 |
|
RU2113509C1 |
| Способ закалки цилиндрических изделий с осевым отверстием | 1983 |
|
SU1154345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ ДЛЯ ГРАФИТОВОГО ПОДПЯТНИКА | 2018 |
|
RU2751209C1 |
| Сталь | 1990 |
|
SU1742351A1 |
| Способ термической обработки пружинных сталей | 1979 |
|
SU885301A1 |
| Способ контроля охлаждающей способности закалочной среды | 1987 |
|
SU1446173A1 |
| Способ закалки стальных изделий | 1987 |
|
SU1537696A1 |
| Способ термической обработки жаропрочныхСплАВОВ HA OCHOBE НиКЕля | 1978 |
|
SU713175A1 |
| Способ закалки молотовых штампов | 1983 |
|
SU1177365A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЭКОНОМНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2013 |
|
RU2548339C1 |
Изобретение относится к металлургии, конкретнее к термической обработке стальных изделий с исходными металлургическими дефектами. Целью изобретения является получение высоких механических свойств стали при отсутствии закалочных трещин. Способ включает нагрев до температуры аустенитизации и охлаждение со скоростью, удовлетворяющей условию V≤EXP{2,3.[A/2MΣPмакс√L.10-3-C)-B]}, где A,B,C - коэффициенты зависимости порогового значения вязкости разрушения от скорости охлаждения образцов, KIRTH = A/LGV+B - определяющий размер (глубина для поверхностного и ширина для внутреннего) дефекта, мм, M - коэффициент, учитывающий местонахождение дефекта (M = 1 для поверхностного и M = 0,63 для внутреннего дефекта), σРмакс - максимальное растягивающее напряжение МПа. Использование способа позволяет повысить механические свойства, эксплуатационную стойкость и снизить критическую температуру хрупкости стали. 1 ил. 2 табл.
Изобретение относится к металлургии, KOiiKpeTHee к термической обработке стальных изделий с исходными металлургическими дефектами.
Цель изобретения - обеспечение , высоких механических свойств стали при отсутствии закалочных трещин в изделиях с исходными дефектами.
V ехр
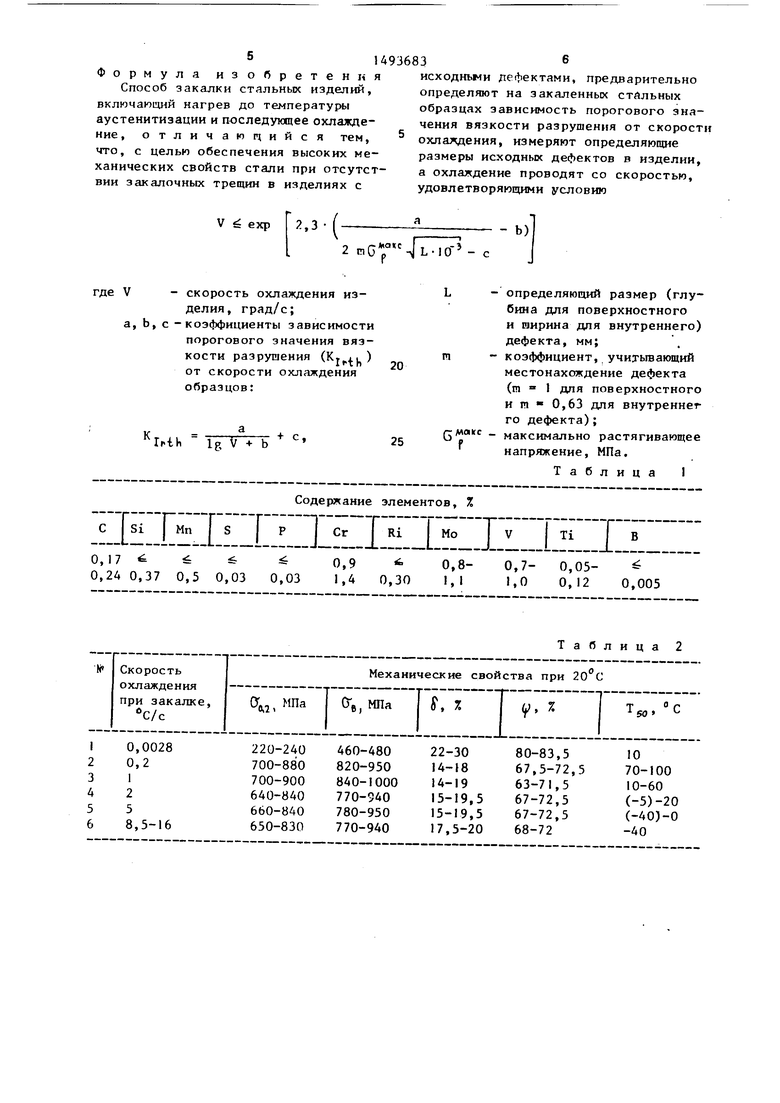
Закалке подвергали цилиндрические заготовки крепежных деталей диаметром 65 мм из стали ЭП182. Химический состав стали приведен в табл. I.
Детали нагревали до температуры закалки и охлаждали со скоростями, удовлетворяющими условию:
4
СО
с о: оо со
- К Ггг 2rnup -с
-Ь)
V
- скорость охлаждения издео,
ЛИЯ, с/С , а, Ь, с - коэффицие}1ты зависимости
К
ЫЬ Ig V + b
с;
в формулу ;шя нахождения допустимой
где К . ,, - пороговое значение вязко- jg скорости V. Охлаждение проводят со
скоростью, равной 0,85-0,9 допустимого вычисленного значения V, т.е. со скоростью 8,5-16,0° С/с.
Механические свойства стали после
сти разру1аения стали.
МПа-м
/2 .
L
- определяу)ший размер (глубина для поверхностного
и ширина для внутреннего) 5 обработки по предлагаемому способу
дефекта, мм;
коэф(})ициент, учитьшающий местонахождение дефекта (п 1 для поверхностного
. макс
и m 0,63 для внутреннего 20 Все свойства приведе. после отпуска дефекта);при 680 С.
Р
максимальное растягивающее напряжение, МПа. Для нахохугения скорости охлаждения
Как В1ЦДНО из приведенной табл. 2 после обработки по предлагаемому способу наблюдается опги -альное сочета
предварительно определяли коэ(1х1)ицие ты, входя1 1ие в формулу.
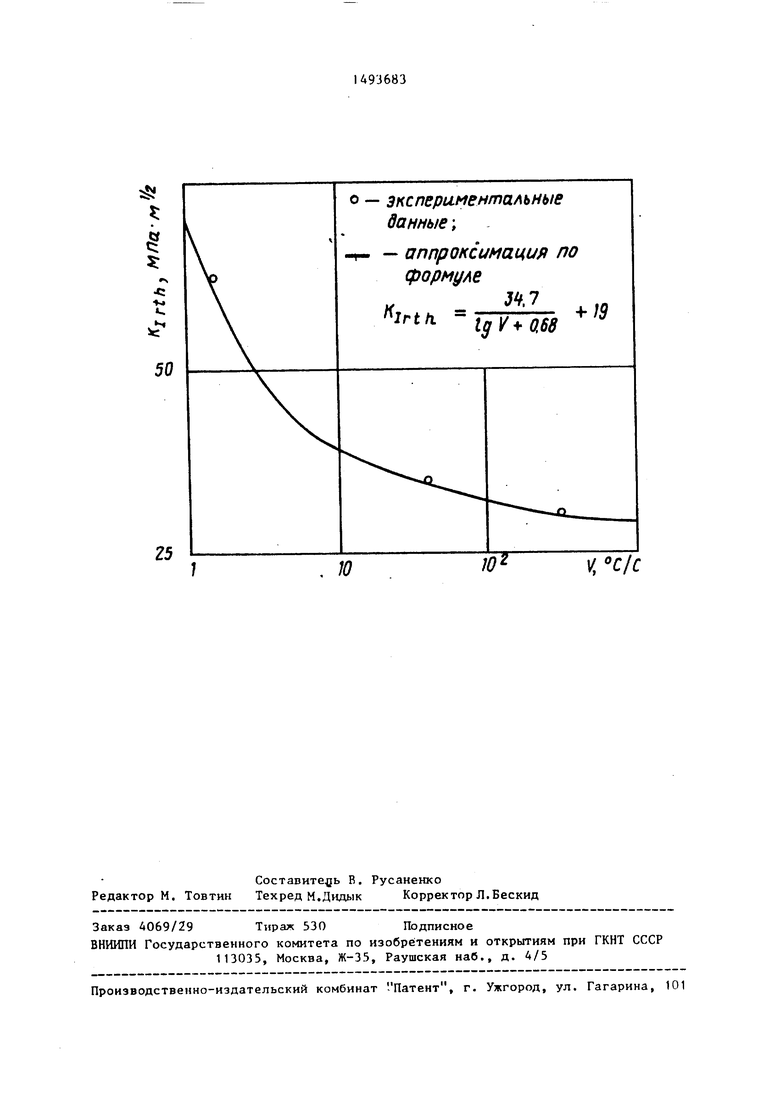
Для определения коэффициентов а, Ь, с предварительно устанавливают зависимость порогового значения вязкости разру1иения от скорости охлаждения образцов V. Зависимость Kj ,, от V приведена на фиг. 1. 06- разщ-1 закаливали с тремя различными скоростями и определяли соответству Ю1иие им значения К , ,. (на чертеже отмечены точк;1ми) . Далее, используя
форму1 у Kj, , - опред ляли коэффициенты а, Ь, с. Они оказались равны: а ЗА, 7; Ь 0,68; .
Величину наибольпих растягивающи
„ ( MCI kc I
напряжении Ор |определяют расчетны
или экспериментальными методами. Ка
у-макс
правило, в качествеОр принимают
остаточные напряжения, действующие хрупкой закаленной стали и поэтому представляющие наибольшую опасность Внутг енние напряжения в заготовках могут значительно превышать предел текучести закаленной стали (G,). Поэтому, когда расчет или измерение нпряжений затруднены можно принять ./иакс
а
Р
С помощью ультразвука измеряют определяющие размеры дефектов L, Заготонки имеют исходные поверхностные и внутренние дефекты (волосовины, неметаллические включения и т.п.) размеров до 5 им.
Определенные коэф(.)ициенты а, Ь, с .
и значения G
Р
L и п подставляют
приведены в табл. 2. Там же указаны свойства стали после обработки по способу-прототипу (нагрев до 9SO С и охлаждение со скоростью 0,0028° С/с).
Как В1ЦДНО из приведенной табл. 2 после обработки по предлагаемому способу наблюдается опги -альное сочетапластичности
0
5
5 ние высокой прочное
0
5
0
5
и низкой критической температуры хрупкости стали (Igg). На всех деталях н шичие TpeiiyiH не обнаружено. Увеличение скорости охлаждения более 16 С/с не влияет на повьшгение механических свойств, но приводит к появлению трещин. Обработка по способу- прототипу прииодит к получению низкой прочности и .высокой Т д , не обеспечивающей надежность в эксплуатации. После обработки по режим пм, выходящим за граничные условия сталь имеет высокую температуру хрупкости и низкую эксплуатационную стойкость.
Применение изобретения обеспечит для широкой номенклатуры изделий повышение механических свойств стали и производительности термического оборудования за счет максимального использования резервов интенсификации закалки, а также исключение брака по закалочньм трещинам.
Кроме того, во мнопгх случаях изобретение позволит сократить количество заготовок, отбраковьгоаемых по исходным дефектам, а также исключить дополнительную механическую обработку по удалению дефектов и трещин.
Изобретение целесообразно использовать в первую очередь при закалке массивных стальных изделий, а также выпускаемых крупньми партиями мелких изделий, требующих интенсивного закалочного охлаждения.
Формула изобретения
Способ закалки стальных изделий, включающий нагрев до температуры аустенитизации и последующее охлаждение, отличающийся тем, что, с целью обеспечения высоких механических свойств стали при отсутствии закалочных трещин в изделиях с
ехр
2,3
(
- , Г. 2 тС р -J L
V - скорость охлаждения изделия, град/с;
а, Ь, с -коэффициенты зависимости порогового значения вязкости разрушения () от скорости охлаждения образцов:
Trib Ig V Ь
- с,
Содержание элементов, %
исходными дефектами, предварительно определяют на закаленных стильных образцах зависимость порогового значения вязкости разрушения от скорости охлаждения, измеряют определяющие размеры исходных дефектов в изделии, а охлаждение проводят со скоростью, удовлетворяющими условию
- Ь)
10 - с
0
5
L - определяющий размер (глубина для поверхностного и ширина для внутреннего) дефекта, мм;
m - коэффициент, учитывающий местонахождение дефекта (т 1 дпя поверхностного и m « 0,63 для внутреннег го дефекта);
QjAAakc максимально растягивающее напряжение, МПа.
Таблица I
f
Таблица 2
: t
5:
к
4
50
Z5
экспериментальные данные;
- аппроксимация по формуле
J.7
/f
Jrt/i .68
+ W
V, °C/C
