Изобретение относится к области обработки материалов лазерным лучом, а именно, к области модификации поверхности лазерным излучением, лазерной сварки, резки, сверления отверстий, предназначено для применения в системах активного ближнего воздействия лазерным излучением, а также может быть использовано в средствах оптического контроля параметров поверхности электромагнитным излучением.
Лазерная оптическая головка применяется в активных и пассивных радарных лазерных автономных системах измерения свойств поверхности объектов, отражающих электромагнитное излучение воздействия и контроля при облучении их поверхности пространственно ограниченным пучком электромагнитного излучения, в средствах контроля состояния поверхности, включая динамику ее изменения, по принципу локации.
Из уровня техники известна оптическая головка для лазерной резки листового металла, в которой узел для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы выполнен в виде двух связанных между собой резьбовым соединением цилиндров разного диаметра с возможностью перемещения друг относительно друга вдоль оптической оси, при этом фокусирующая система установлена со стороны свободного торца цилиндра меньшего диаметра, а телескопическая система установлена со стороны свободного торца второго цилиндра большего диаметра, причем узел для одновременного перемещения вдоль оптической оси фокусирующей и телескопической системы выполнен в виде цилиндра с резьбой на внешней поверхности, при этом на внутренней поверхности корпуса оптической головки выполнена резьба, ответная резьбе указанного цилиндра, а сам цилиндр жестко закреплен на внешней стороне цилиндра с фокусирующей системой узла для перемещения фокусирующей системы вдоль оптической оси относительно телескопической системы (RU 151792, B23K 26/38, 20.04.2015).
Однако малая точность установки требуемой плотности распределения в области фокусировки лазерного луча при обработке поверхности материалов, обусловленная неконтролируемой в реальном времени изменением положения области наилучшей фокусировки, не требующей перемещения сопла, при изменении уровня облучаемой поверхности, при абляции части металла из области воздействия на материал, требует смены специализированных оптических головок для выполнения разных технологических операций (модификации поверхности, резки, сварки, сверления отверстий), что дополнительно приводит к затратам времени и простою оборудования на время его настройки.
Также известна оптическая лазерная головка, содержащая наружное и внутреннее газовые сопла с каналами для подвода активного и защитного газов, установленные концентрично с зазором, фокусирующую линзу, размещенную во внутреннем сопле, и сквозные отверстия, выполненные на боковой поверхности внутреннего сопла. Внутреннее сопло выполнено по типу сопла Лаваля, а фокусирующая линза размещена во внутреннем сопле с обеспечением базирования своей цилиндрической поверхностью по цилиндрической поверхности внутреннего сопла с возможностью перемещения вдоль оси, при этом канал для подвода газа к внутреннему соплу расположен между фокусирующей линзой и соплом Лаваля, а сквозные отверстия во внутреннем сопле расположены над линзой, при этом оптическая лазерная головка снабжена фиксаторами с возможностью ограничения движения фокусирующей линзы вдоль оси, расположенными ниже сквозных отверстий и выше нижнего канала подвода газа (RU 2578885, В23К 26/14, 27.03.2016).
Однако малая точность достижения требуемой плотности распределения в области фокусировки лазерного луча при обработке поверхности материалов, обусловленная неконтролируемым в реальном времени влиянием мощного динамического газового потока, оказывает сильное нелинейное влияние на распределение плотности излучения по сечению лазерного пучка при изменении положения области его наилучшей фокусировки.
Известна лазерная оптическая головка, содержащая наружный неподвижный корпус с наружным неподвижным соплом, внутренний подвижный корпус с внутренним соплом и фокусирующую линзу, закрепленную во внутреннем сопле, снабжена разделительными кольцами, установленными на наружном неподвижном корпусе с его внутренней стороны с образованием зазора между внутренним подвижным и наружным неподвижными корпусами, мембраной, разделяющей полость наружного неподвижного сопла на верхнюю полость и нижнюю полость, связанные с источником газа, ограничительным кронштейном и съемной насадкой, установленной на выходе внутреннего сопла, при этом внутренний подвижный корпус с внутренним соплом выполнен с возможностью перемещения вверх и вниз посредством зубчатой передачи, причем в нижней части наружного неподвижного корпуса установлен емкостной датчик для установки и контроля размера между срезом сопла и обрабатываемой деталью (RU 2641213; B23K 26/14,16.01.2018).
Однако большие потери мощности лазерного пучка и низкая точность, обусловленные тепловыми дефектами, возникающими в фокусирующей линзе при прохождении в головке мощного лазерного излучения, приводят к сильным нелинейным искажениям и нарушению исходной формы распределения плотности излучения в области фокусировки лазерного луча, в том числе, при перемещении его в реальном времени на заданный уровень глубины отверстия при большой толщине листа, а также при обработке поверхности листа непостоянной высоты.
Технической проблемой изобретения является создание устройства лазерной оптической головки, обеспечивающей возможность исключения потерь мощности лазерного излучения, поступающего в лазерную оптическую головку, с высокой точностью сохранения исходного профиля распределения плотности мощности в поперечном сечении области фокусировки лазерного пучка, оказывающего заданное воздействие на поверхность и объем металла в области воздействия.
Технический результат, на достижение которого направлено изобретение, заключается в повышении точности обработки, экономичности и универсальности лазерной головки.
Поставленная проблема решается и технический результат достигается тем, что лазерная оптическая головка содержит неподвижный корпус с защитным стеклом, закрепленном на входе лазерного пучка, и безлинзовую оптическую зеркально отражающую систему фокусировки лазерного пучка, состоящую из большого неподвижного зеркала с центральным отверстием, закрепленного внутри неподвижного корпуса кольцом, опирающимся на выступ внутри неподвижного корпуса, и малого подвижного зеркала, расположенного на пьезоэлектрическом приводе перемещения биморфного типа, элементы которого одним концом жестко закреплены между кольцом и выступом внутри неподвижного корпуса, а другим концом шарнирно соединены с оправкой малого подвижного зеркала, с возможностью перемещения малого подвижного зеркала относительно большого неподвижного зеркала, при этом криволинейная поверхность обоих зеркал является согласованной.
Введение в устройство лазерной оптической головки безлинзовой оптической зеркально отражающей системы фокусировки лазерного пучка, состоящей из большого неподвижного зеркала с центральным отверстием и малого подвижного зеркала, установленных внутри наружного неподвижного корпуса с возможностью перемещения малого подвижного зеркала относительно неподвижного большого зеркала, позволяет обеспечить с высокой точностью изменение величины фокусного расстояния оптической безлинзовой системы путем сдвига положения области фокусировки излучения лазерного пучка с точностью, сопоставимой с размером области перетяжки лазерных лучей пучка, сформированного источником лазерного излучения, подаваемого на вход лазерной оптической головки, что повышает точность фокусировки лазерного пучка и качество результата его воздействия на поверхность материала и изделия предлагаемым устройством.
Закрепление малого подвижного зеркала на пьезоэлектрическом приводе перемещения, установленного на опоре на внутренней стенке неподвижного корпуса, имеющего внутренний выступ для опоры, позволяет существенно расширить диапазон изменения значений фокусного расстояния зеркально отражающей системы фокусировки лазерного излучения.
Выполнение согласованных отражающих поверхностей большого и малого подвижного зеркал для получения наилучшей фокусировки излучения лазерного пучка в области его воздействия позволяет обеспечить высокую эффективность использования излучения лазерного пучка для получения высокой точности концентрации излучения в области фокусировки на поверхности деталей.
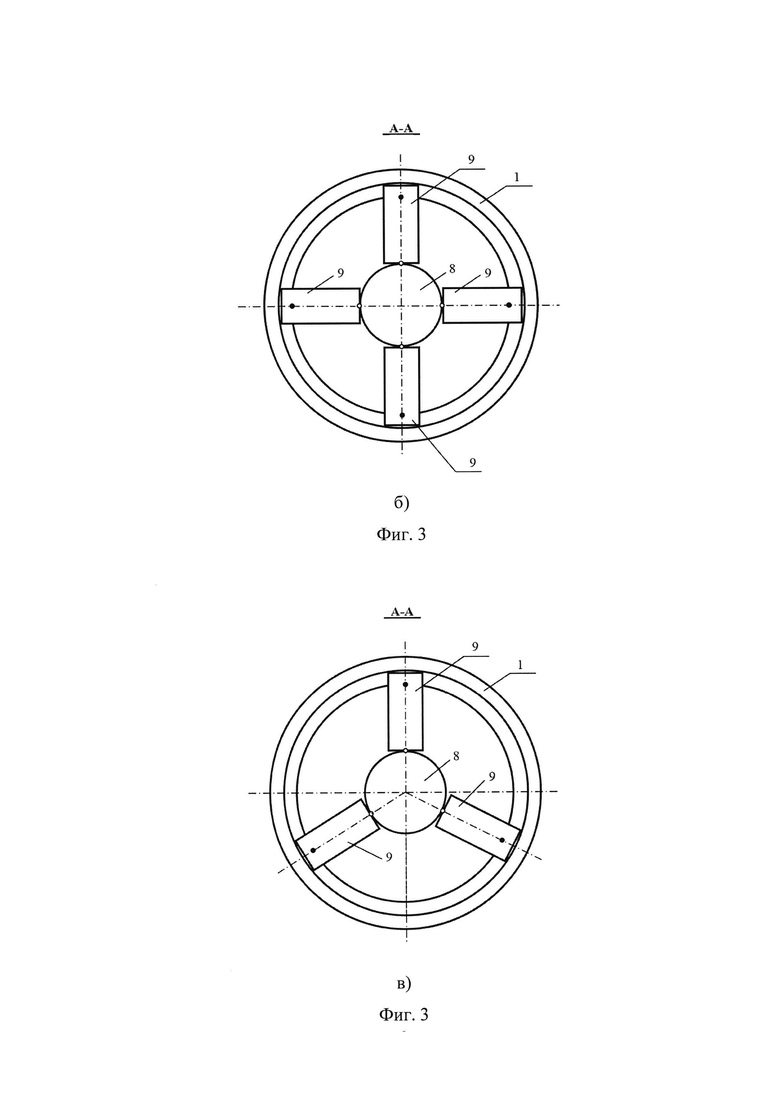
Изобретение иллюстрируется следующими графическими материалами, где: на фиг. 1 представлена схема устройства лазерной оптической головки и схема перемещения малого подвижного зеркала; на фиг. 2 представлен вид изменения размеров фокального пятна лазерного излучения в плоскости его фокусировки в двух крайних положениях малого подвижного зеркала при перемещении приводом малого подвижного зеркала вдоль продольной оси внутри лазерной оптической головки; на фиг. 3 графически поясняется схема установки и принцип смещения малого подвижного зеркала и привода перемещения малого подвижного зеркала вдоль продольной оси лазерной оптической головки относительно положения большого неподвижного зеркала: а - диаметральное размещение двух биморфных элементов пьезоэлектрического привода перемещения; б - диаметральное размещение четырех биморфных элементов пьезоэлектрического привода перемещения; в - тригональное размещение трех биморфных элементов пьезоэлектрического привода перемещения.
Устройство лазерной оптической головки состоит из наружного неподвижного корпуса 1, снабженного крышкой 2 с защитным стеклом 3, на вход которого извне поступает излучение лазерного пучка 4. Внутри неподвижного корпуса 1 расположены большое неподвижное зеркало 5 с центральным отверстием 6 и малое подвижное зеркало 7. Большое неподвижное зеркало 5 и малое подвижное зеркало 7 установлены внутри неподвижного корпуса 1 таким образом, что малое подвижное зеркало 7 может перемещаться относительно большого неподвижного зеркала 5 от исходного среднего положения - а до верхнего положения - б или до нижнего положения - в (фиг. 1).
Малое подвижное зеркало 7, установлено на пьезоэлектрическом приводе перемещения 8, например, биморфного типа. Пьезоэлектрический привод 8 перемещения малого подвижного зеркала 7 состоит из биморфных элементов 9, которые одним концом жестко защемлены или приклеены внутри корпуса 1 между выступом неподвижного корпуса 1 и кольцом 10. Кольцо 10 установлено внутри корпуса 1 между большим неподвижным зеркалом 5 и выступом корпуса 1. Другой конец биморфного элемента 9 пьезоэлектрического привода перемещения 8 малого подвижного зеркала 7 связан с оправкой малого подвижного зеркала 7 шарнирно.
Малое подвижное зеркало 7 внутри неподвижного корпуса 1 перемещается пьезоэлектрическим приводом перемещения 8 в зависимости от типа операции, которую необходимо осуществить: в режиме сварки вверх от исходного среднего положения - а до верхнего положения - б; в режиме резки по замкнутому или незамкнутому контуру вниз от исходного среднего положения - а до нижнего положения - в (фиг. 1).
В пространстве между внутренней стенкой неподвижного корпуса 1 и малым подвижным зеркалом 7 распространяется излучение лазерного пучка 4, поступившее на вход защитного стекла 3 лазерной головки.
Взаимное расположение поверхности большого неподвижного зеркала 5 с центральным отверстием 6 и малого подвижного зеркала 7 обеспечивает заданные условия для концентрации лазерного излучения пучка 4, поданного на вход защитного стекла 3 лазерной оптической головки и проходящего через свободное пространство внутри и в нижней части неподвижного корпуса 1 для формирования определенных размеров фокального пятна 13 лазерного излучения 4 в плоскости его фокусировки, в том числе, при перемещении пьезоэлектрическим приводом 8 малого подвижного зеркала 7 (фиг. 1, фиг. 2).
Под действием лазерного излучения пучка 4, поданного на вход защитного стекла 3 лазерной оптической головки и проходящего внутри корпуса 1 через свободное пространство внутри и в нижней его части, за счет высокой концентрации плотности распределения лазерного излучения пучка 4, уменьшенного в процессе фокусировки в сотни и тысячи раз от исходного размера лазерного пучка 4 до фокального пятна 13 лазерного излучения пучка 4 в плоскости его фокусировки, формируется сварной шов в зоне стыкового соединения деталей 11-1 и 11-2 с образованием сварочного шва 12 (фиг. 1, фиг. 2).
В режиме сварки перемещение малого подвижного зеркала 7 вверх (фиг. 1, положение - б) ограничено упругой деформацией биморфных элементов опоры 9 пьезоэлектрического привода 8, защемленных между кольцом 10 и выступом внутренней стенки неподвижного корпуса 1.
В режиме резки по замкнутому или незамкнутому контуру малое зеркало 7 перемещается вниз в исходное среднее положение (фиг. 1, положение - а) или, если это необходимо, для лучшей концентрации плотности распределения лазерного излучения пучка 4 в области фокусировки лазерного излучения пучка 4 на поверхности детали, то и ниже исходного (фиг. 1, положение - в).
Широкий диапазон перемещения малого подвижного зеркала 7 обеспечивается физической способностью изменения формы и величины изгиба биморфных элементов 9 пьезоэлектрического привода перемещения 8 малого подвижного зеркала 7 в зависимости от величины и полярности электрического сигнала управления изгибом биморфных элементов 9 пьезоэлектрического привода перемещения 8, подаваемого от стандартного внешнего источника стабилизированного напряжения (не показан) сигнала управления изгибом элементов привода перемещения 8. Амплитуда сигнала управления изгибом биморфных элементов 9 пьезоэлектрического привода перемещения 8, подаваемого от стандартного внешнего источника стабилизированного напряжения, определяет расстояние подъема или опускания малого подвижного зеркала 7.
Направление движения (подъем или опускание) малого подвижного зеркала 7 определяется полярностью сигнала управления изгибом биморфных элементов 9 пьезоэлектрического привода перемещения 8, подаваемого от стандартного внешнего источника стабилизированного напряжения. Связь полярности сигнала управления изгибом биморфных элементов 9 пьезоэлектрического привода перемещения 8, подаваемого от стандартного внешнего источника стабилизированного напряжения, с направлением изгиба биморфных элементов 9 пьезоэлектрического привода перемещения 8 определяется типом поляризации конкретной керамики применяемых пьезоэлектрических элементов 9 привода перемещения 8.
Размеры фокального пятна 13 лазерного излучения в плоскости его фокусировки при перемещении пьезоэлектрическим приводом перемещения 8 малого подвижного зеркала 7 приведены на фиг. 2 в двух его крайних положениях: от верхнего положения - 6 до нижнего положения - в малого подвижного зеркала 7, которые соответствуют режиму сварки 13-1 и режиму резки по замкнутому или незамкнутому контуру 13-2.
Возможны варианты размещения малого подвижного зеркала 7 на биморфных элементах 9 пьезоэлектрического привода перемещения 8 малого подвижного зеркала 7: диаметральное размещение двух биморфных элементов 9 пьезоэлектрического привода перемещения 8 (Фиг. 3, а); диаметральное размещение четырех биморфных элементов 9 пьезоэлектрического привода перемещения 8 (Фиг. 3, б); тригональное размещение трех биморфных элементов 9 пьезоэлектрического привода перемещения 8 (Фиг. 3в). Варианты, представленные на фиг. 3 (а, б, в), поясняют схему установки малого подвижного зеркала 7 и пьезоэлектрического привода перемещения 8 малого подвижного зеркала 7 вдоль продольной оси лазерной оптической головки относительно положения большого неподвижного зеркала 5 с центральным отверстием 6, установленного внутри корпуса 1, с возможностью взаимного изменения расстояния между малым подвижным зеркалом 7 и большим неподвижным зеркалом 5 с центральным отверстием 6 относительно друг друга.
Устройство лазерной оптической головки работает следующим образом.
В режиме сварки малое подвижное зеркало 7, которое расположено внутри неподвижного корпуса 1, перемещается вверх; в режиме резки по замкнутому или незамкнутому контуру малое подвижное зеркало 7 перемещается вниз до исходного положения.
Перемещение малого подвижного зеркала 7 производится пьезоэлектрическим приводом перемещения 8 малого подвижного зеркала 7, закрепленного путем защемления или клеевым способом биморфных элементов 9 пьезоэлектрического привода перемещения 8 как опоры 9, защемленной внутри между выступом неподвижного корпуса 1 и кольцом 10, установленным внутри наружного неподвижного корпуса 1 между большим неподвижным зеркалом 5, биморфными элементами 9 пьезоэлектрического привода перемещения 8 и выступом неподвижного корпуса 1.
Для обеспечения заданной технологической операции на вход лазерной оптической головки 1, через установленное на входе защитное стекло 3, внутрь головки поступает лазерное излучение пучка 4 соответствующей для данной операции мощности лазерного воздействия. Перемещением малого подвижного зеркала 7, установленного на пути распространения излучения лазерного пучка 4, осуществляется его фокусировка в требуемой точке поверхности и пространства материала, заключающаяся в операции существенного сжатия до размеров фокального пятна 13 (фиг. 2) исходного размера лазерного пучка 4, что значительно повышает уровень плотности мощности в пределах его пятна в фокальной плоскости оптической системы отражающих зеркал: большого неподвижного зеркала 5 с центральным отверстием 6 и малого подвижного зеркала 7.
Степень когерентности излучения исходного лазерного пучка 4, вводимого внутрь лазерной оптической головки 1, определяет положение сечения фокального пятна 13 и наибольшую плотность концентрации мощности лазерного излучения в области его фокусировки. Даже при значительной мощности излучения лазерного пучка 4, вводимого внутрь лазерной оптической головки 1, на пути распространения лазерного пучка 4 в структуре предлагаемой головки практически отсутствуют поглощающие излучение пучка 4 оптические элементы, кроме ослабления защитным стеклом 3 и затенения малого сечения биморфными элементами 9 пьезоэлектрического привода перемещения 8 малого подвижного зеркала 7, в которых бы поглощалось излучение на их нагрев, и возникали бы термические эффекты, ведущие к значительным деформациям волнового фронта лазерного пучка 4, что сильно влияло бы на качество и положение оптимальной плоскости его фокусировки.
Таким образом, в предлагаемой оптической лазерной головке отсутствуют факторы, которые ведут к существенным смещениям плоскости оптимальной фокусировки лазерного пучка 4 при его прохождении через защитное стекло 3, газовую среду, заполняющую внутренний объем пространства корпуса 1. Под воздействием излучения лазерного пучка 4, поданного на вход защитного стекла 3 лазерной оптической головки и проходящего внутри свободного пространства корпуса 1, в зоне стыкового соединения деталей 11-1 и 11-2 образуется сварной шов 12 (фиг. 1 и фиг. 2).
В оптической лазерной головке изобретения сохраняются исходные настройки максимальной мощности лазерного пучка и положения плоскости оптимальной или области наибольшей плотности распределения мощности фокусного пятна 13 излучения лазерного пучка 4 для ее совмещения с заданным фрагментом поверхности планируемого лазерного воздействия излучением лазерного пучка 4, что позволяет более чем на порядок улучшить показатели применения лазерной оптической головки.
Так, например, если классическое применение лазерной оптической головки позволяет вести прецизионную сварку и пробивку отверстий до 20 мм и до 40 мм с высокой производительностью, обеспечиваемой за счет изменения режимов в процессе обработки, то применение лазерной оптической головки с безлинзовой оптической зеркально отражающей системой фокусировки лазерного пучка с сохранением исходных настроек положения плоскости оптимальной фокусировки, позволяет не только повысить верхний уровень мощности лазерного излучения, применяемый в головке, но и снизить нижний размер толщин рабочих деталей до значений порядка 100 мкм=0,1 мм, т.е. в 20/0,1=200 раз.
Таким образом, предлагаемая лазерная оптическая головка обеспечивает простое и надежное управление режимами сварки и резки за счет использования безлинзовой оптической зеркально отражающей системы фокусировки лазерного пучка с сохранением исходных настроек положения плоскости оптимальной фокусировки путем точного перемещения малого подвижного зеркала, что позволяет выполнять все режимы на одной лазерной головке: сварку, резку по замкнутому или незамкнутому контуру, нагрев поверхности и тому подобное.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| АДАПТИВНЫЙ ОПТИЧЕСКИЙ МОДУЛЬ | 1996 |
|
RU2084941C1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ И ЛАЗЕРНЫЙ РЕЗАК, СОДЕРЖАЩИЙ ТАКУЮ ГОЛОВКУ | 2017 |
|
RU2736128C2 |
| ЛАЗЕРНАЯ РЕЖУЩАЯ ГОЛОВКА ДЛЯ СТАНКА | 2021 |
|
RU2799460C1 |
| Универсальная лазерная оптическая головка | 2017 |
|
RU2646515C1 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ С ДВУМЯ ПОДВИЖНЫМИ ЗЕРКАЛАМИ ДЛЯ РЕГУЛИРОВКИ ПУЧКА И/ИЛИ КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ | 2017 |
|
RU2740931C2 |
| Оптическая головка для лазерной резки, сварки | 2019 |
|
RU2727392C1 |
| Способ лазерной обработки внутри труб и устройство для его осуществления | 1989 |
|
SU1713425A3 |
| Оптическая головка для лазерной резки | 2021 |
|
RU2753066C1 |


Изобретение относится к лазерной оптической головке. Неподвижный корпус имеет защитное стекло, закрепленное на входе лазерного пучка. Безлинзовая оптическая зеркально отражающая система фокусировки лазерного пучка состоит из большого неподвижного зеркала с центральным отверстием, закрепленного внутри неподвижного корпуса посредством кольца и малого подвижного зеркала. Кольцо опирается на выступ внутри неподвижного корпуса. Малое подвижное зеркало расположено на пьезоэлектрическом приводе перемещения биморфного типа, элементы которого одним концом жестко закреплены между кольцом и выступом внутри неподвижного корпуса, а другим концом шарнирно соединены с оправкой малого подвижного зеркала с возможностью перемещения малого подвижного зеркала относительно большого неподвижного зеркала. Криволинейная поверхность обоих зеркал является согласованной. Технический результат состоит в обеспечении простого и надежного управления режимами сварки и резки за счет использования безлинзовой оптической зеркально отражающей системы фокусировки лазерного пучка с сохранением исходных настроек положения плоскости оптимальной фокусировки путем точного перемещения малого подвижного зеркала, что позволяет выполнять все режимы на одной лазерной головке: сварку, резку по замкнутому или незамкнутому контуру, нагрев поверхности. 3 ил.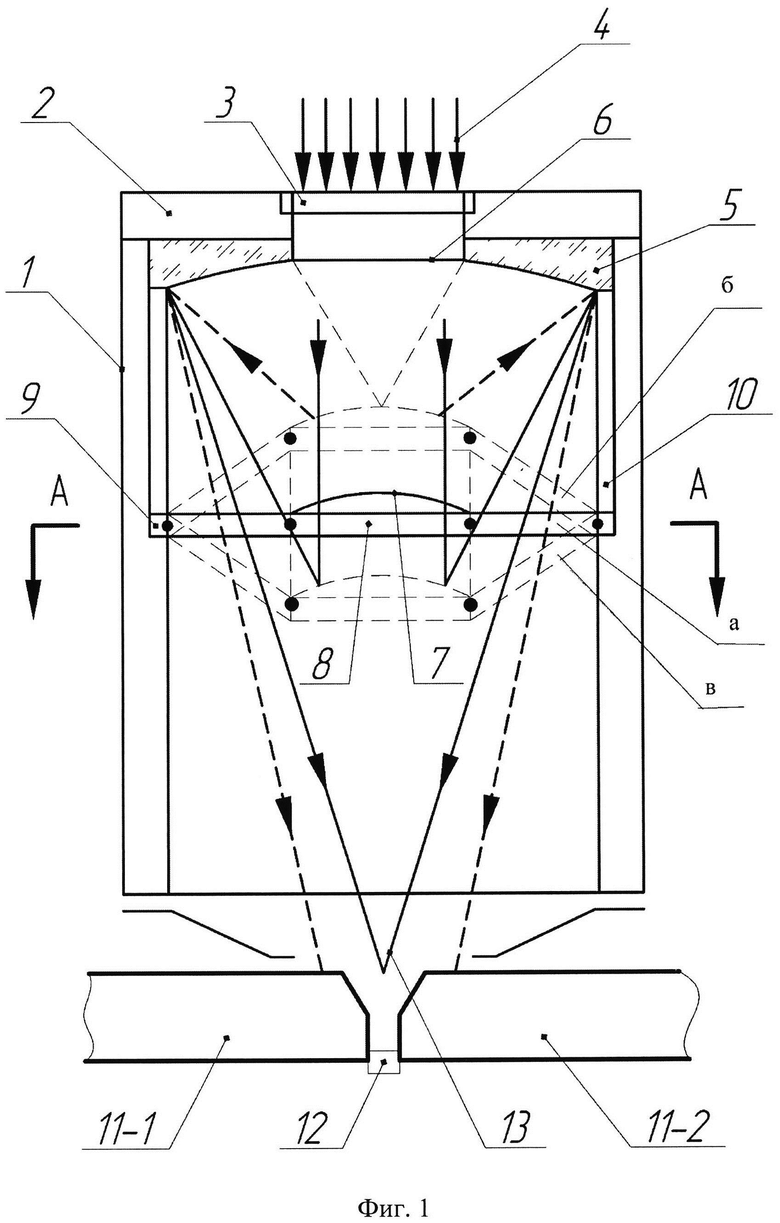
Лазерная оптическая головка, содержащая неподвижный корпус с защитным стеклом, закрепленным на входе лазерного пучка, и безлинзовую оптическую зеркально отражающую систему фокусировки лазерного пучка, состоящую из большого неподвижного зеркала с криволинейной поверхностью и с центральным отверстием, закрепленного внутри неподвижного корпуса посредством кольца, опирающегося на выступ внутри неподвижного корпуса, и малого подвижного зеркала с криволинейной поверхностью, расположенного на пьезоэлектрическом приводе перемещения биморфного типа, элементы которого одним концом жестко закреплены между кольцом и выступом внутри неподвижного корпуса, а другим концом шарнирно соединены с оправкой малого подвижного зеркала, с возможностью перемещения малого подвижного зеркала относительно большого неподвижного зеркала, при этом криволинейные поверхности обоих зеркал выполнены согласованными.
| ФОКУСИРУЮЩАЯ ОПТИЧЕСКАЯ СИСТЕМА С ТОРОИДАЛЬНЫМИ ЗЕРКАЛАМИ | 2013 |
|
RU2552029C1 |
| МНОГОСЛОЙНОЕ ПЬЕЗОЭЛЕКТРИЧЕСКОЕ ДЕФОРМИРУЕМОЕ БИМОРФНОЕ ЗЕРКАЛО | 1996 |
|
RU2068191C1 |
| Установка для лазерной обработки внутренней поверхности изделия | 2016 |
|
RU2655402C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ЛУЧА | 1998 |
|
RU2140836C1 |
| Кинопроектор с оптическим выравниванием | 1956 |
|
SU109686A1 |
| Лазерная оптическая головка | 2016 |
|
RU2641213C2 |
| JP 7124778 A, 16.05.1995 | |||
| CN 101674913 A, 17.03.2010 | |||
| Передвижная компрессорная установка | 1982 |
|
SU1028880A1 |

