Изобретение относится к технологии машиностроения, а именно к способам соединения деталей между собой, и может быть использовано при создании объемных конструкций из плоских деталей.
Известен способ изготовления неразъемной объемной конструкции из плоских деталей, включающий вырезание из листовой заготовки в виде плоской пластины двух плоских деталей требуемой конфигурации и соединение их между собой с образованием объемной конструкции с последующей сваркой деталей между собой по соприкасающимся поверхностям (Патент SU 668552 А, 15.06.1979, В23К 11/10 - прототип).
Основными недостатками указанного способа является то, что после установки деталей друг в друга их необходимо соединять между собой при помощи сварки, что приводит к поводкам и короблению полученной объемной конструкции, особенно из тонкостенных элементов.
Задачей предложенного изобретения является устранение указанных недостатков и создание способа соединения плоских деталей между собой с обеспечением требуемой надежности соединения.
Поставленная задача решается тем, что в предложенном способе изготовления неразъемной объемной конструкции из плоских деталей, включающем вырезание из листовой заготовки в виде плоской пластины двух плоских деталей требуемой конфигурации и соединение их между собой с образованием объемной конструкции, согласно изобретению каждую плоскую деталь выполняют с расположенным в соединения с другой деталью центральным пазом, имеющим ширину, равную толщине листовой заготовки, и длину, равную половине длины плоской детали, в которой выполняют паз, причем в одной плоской детали центральный паз выполняют в ее верхней части, а в другой - в нижней части, на конце одной из плоских деталей выполняют концевой паз шириной, равной толщине листовой заготовки, а на конце другой плоской детали - выступ длиной, равной двойной толщине листовой заготовки, при этом соединение плоских деталей между собой осуществляют путем установки одной из них в другую по центральным пазам и деформирования выступа одной детали в концевом пазу другой.
В варианте исполнения плоские детали имеют параллельно расположенные продольные оси.
В варианте исполнения продольная ось одной детали расположена перпендикулярно продольной оси другой плоской детали.
В варианте исполнения после соединения, по меньшей мере, одну плоскую деталь деформируют с приданием ей заданного профиля.
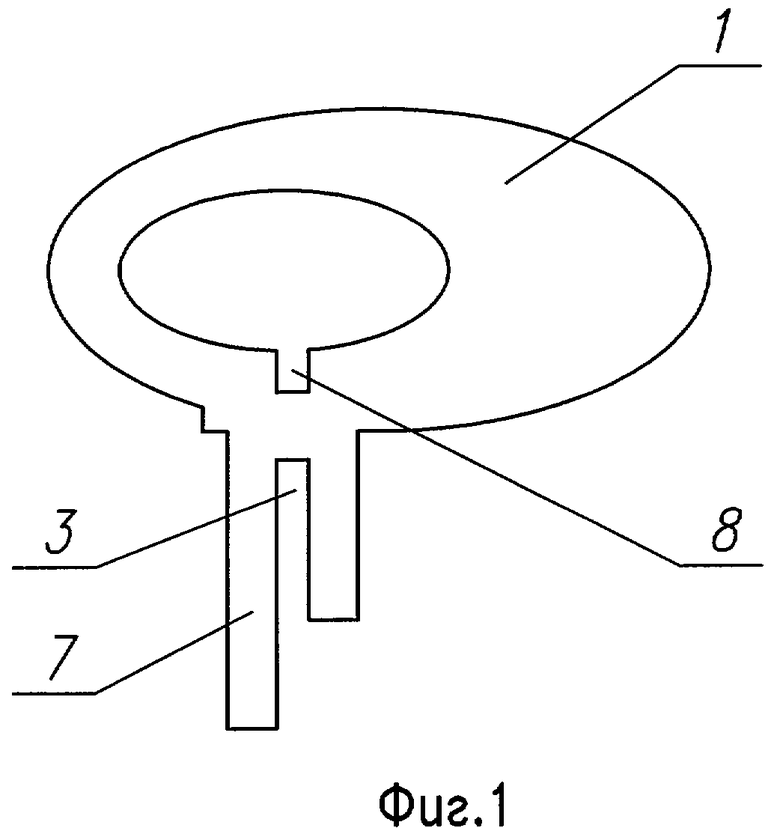
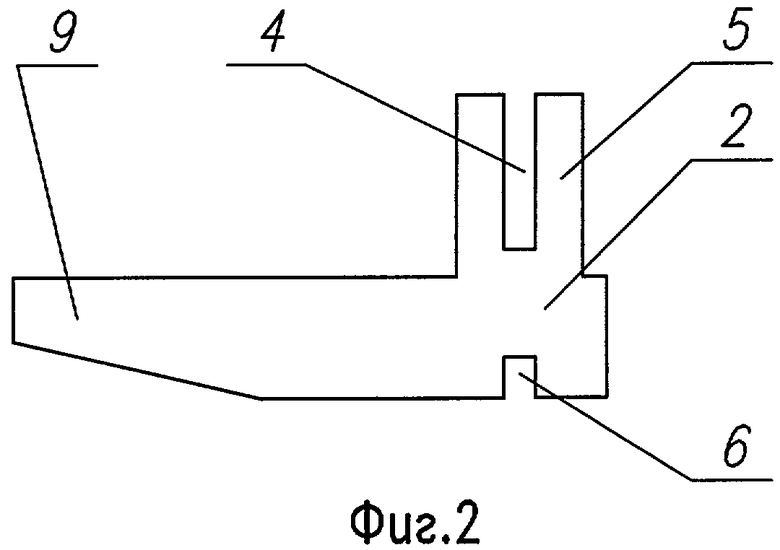
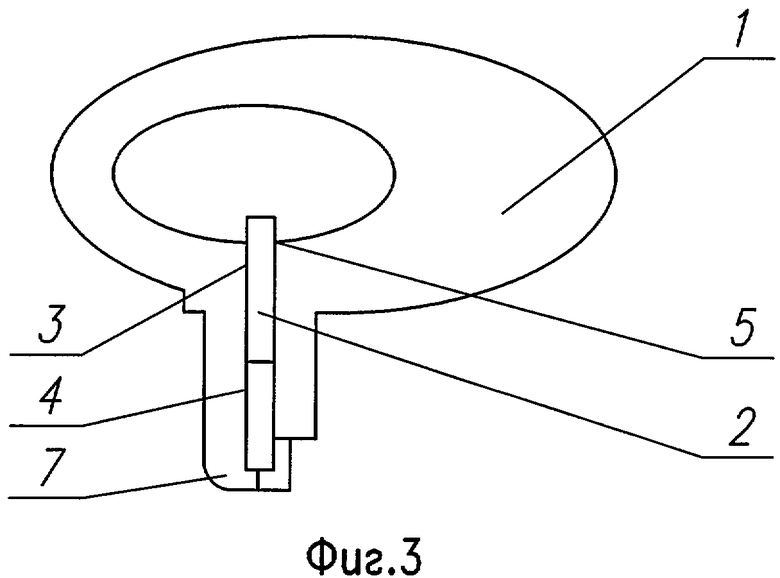
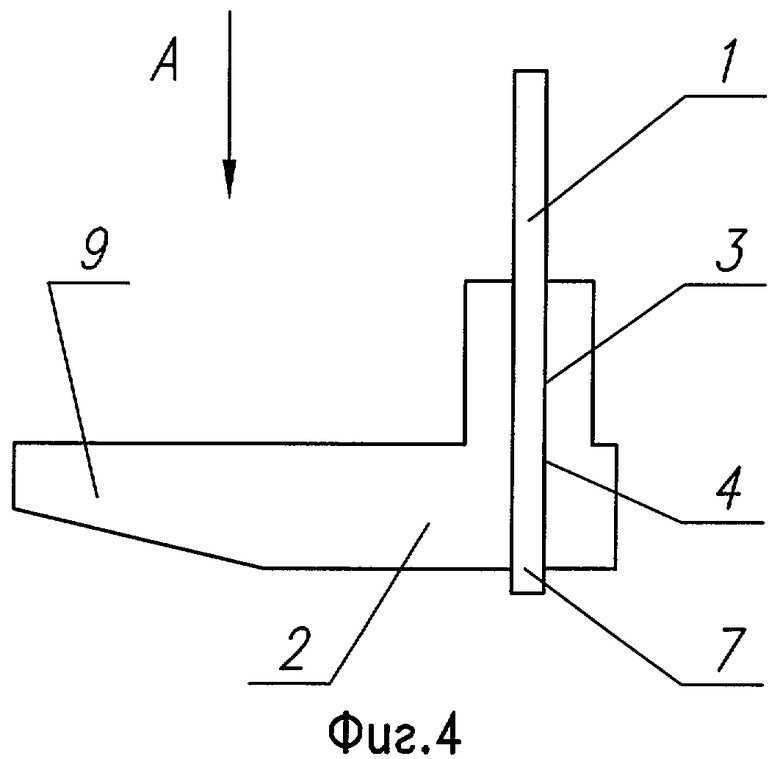
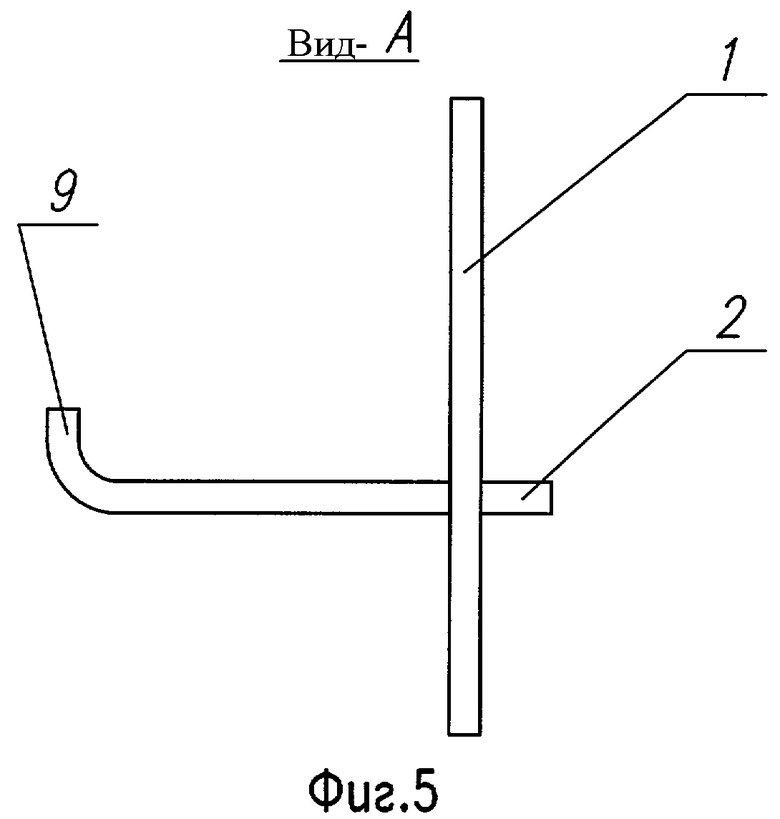
Сущность изобретения иллюстрируется чертежами, где на фиг.1 показана одна плоская деталь, на фиг.2 - вторая плоская деталь, на фиг.3 - полученная объемная конструкция, вид спереди, на фиг.4 - полученная объемная конструкция, вид слева, на фиг. 5 - полученная объемная конструкция, вид А сверху.
Предложенный способ реализуется следующим образом.
Из плоской пластины вырезают деталь 1 и деталь 2 требуемой конфигурации. В месте соединения деталей 1 и 2 между собой в каждой детали выполняют центральный паз 3 и 4 соответственно шириной, равной толщине плоской листовой пластины, и длиной, равной половине соединяемой детали. В детали 1 паз 3 выполняют в нижней части, в детали 2 паз 4 с образованием лепестков 5 выполняют в верхней части. На конце детали 2 выполняют паз 6 шириной, равной толщине плоской пластины, на конце детали 1 - выполняют выступ 7 длиной, равной двойной толщине плоской пластины. В детали 1 выполняют профилированный паз 8.
Детали 1 и 2 вставляют друг в друга по центральным пазам 3 и 4 с образованием объемной детали требуемой формы, и деформируют выступ 7 детали 1 в концевом пазу 6 детали 2 с образованием неразъемной конструкции.
В варианте исполнения детали 1 и 2 вставляют друг в друга по центральным пазам 3 и 4 с образованием объемной детали требуемой формы, и деформируют выступ 7 детали 1 в концевом пазу 6 детали 2 с образованием неразъемной конструкции, а лепестки 6 - в профилированном пазу 8.
В варианте исполнения для придания элементам объемной конструкции требуемой конфигурации, после соединения одну плоскую деталь, например, деталь 2, деформируют, отгибая конец 9, придавая ей заданный профиль.
Проведенные авторами и заявителем испытания предложенного способа соединения плоских деталей между собой подтвердили правильность заложенных конструкторско-технологических решений.
Использование предложенного технического решения позволит упростить способ получения объемной конструкции требуемой формы из плоских деталей и увеличить надежность ее работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТКРЫТИЯ ШИБЕРА И РУЧКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2439438C2 |
| Способ изготовления узла волноводнораспределительной системы сложной конфигурации | 2022 |
|
RU2792017C1 |
| СВЕТИЛЬНИК (ВАРИАНТЫ) | 2020 |
|
RU2768240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ПРИКЛАДНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2018 |
|
RU2708699C1 |
| СОЕДИНЕНИЕ ПЛАСТИНЧАТЫХ ДЕТАЛЕЙ | 2021 |
|
RU2769086C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНО-ПРИКЛАДНЫХ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНЫХ ТРУБ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ УКАЗАННЫМ СПОСОБОМ | 2013 |
|
RU2546440C2 |
| БРИТВА ДЛЯ ВЛАЖНОГО БРИТЬЯ С АДАПТИРУЮЩИМСЯ ДЕРЖАТЕЛЕМ ЛЕЗВИЯ | 2007 |
|
RU2397063C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЕТАЛЕЙ В ФОРМЕ ПОЛЫХ КОЛЕНЧАТЫХ ТРУБ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2023 |
|
RU2820997C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК В СОСТОЯНИИ СВЕРХПЛАСТИЧНОСТИ | 2005 |
|
RU2306996C2 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
Изобретение относится к машиностроению и может быть использовано при изготовлении неразъемной объемной конструкции из плоских деталей. Плоские детали требуемой конфигурации вырезают из листовой заготовки в виде плоской пластины и соединяют между собой с образованием объемной конструкции. Каждую плоскую деталь выполняют с расположенным в месте соединения центральным пазом. Ширина паза равна толщине листовой заготовки, а длина - половине длины плоской детали, в которой выполняют паз. В одной плоской детали центральный паз выполняют в ее верхней части, а в другой - в нижней части. На конце одной из плоских деталей образуют концевой паз шириной, равной толщине листовой заготовки. На конце другой плоской детали выполняют выступ длиной, равной двойной толщине листовой заготовки. Для соединения деталей между собой одну из них устанавливают в другую по центральным пазам и деформируют выступ одной детали в концевом пазу другой. В результате обеспечивается получение надежного соединения деталей. 3 з.п. ф-лы, 5 ил.
1. Способ изготовления неразъемной объемной конструкции из плоских деталей, включающий вырезание из листовой заготовки в виде плоской пластины двух плоских деталей требуемой конфигурации и соединение их между собой с образованием объемной конструкции, отличающийся тем, что каждую плоскую деталь выполняют с расположенным в месте соединения с другой деталью центральным пазом, имеющим ширину, равную толщине листовой заготовки, и длину, равную половине длины плоской детали, в которой выполняют паз, причем в одной плоской детали центральный паз выполняют в ее верхней части, а в другой - в нижней части, на конце одной из плоских деталей выполняют концевой паз шириной, равной толщине листовой заготовки, а на конце другой плоской детали - выступ длиной, равной двойной толщине листовой заготовки, а соединение плоских деталей между собой осуществляют путем установки одной из них в другую по центральным пазам и деформирования выступа одной детали в концевом пазу другой.
2. Способ по п.1, отличающийся тем, что плоские детали имеют параллельно расположенные продольные оси.
3. Способ по п.1, отличающийся тем, что продольная ось одной плоской детали расположена перпендикулярно продольной оси другой плоской детали.
4. Способ по п.1, отличающийся тем, что после соединения по меньшей мере одну плоскую деталь деформируют с приданием ей заданного профиля.
| Способ изготовления сварной конструкции | 1976 |
|
SU668582A3 |
| Разъемное соединение деталей | 1976 |
|
SU957447A1 |
| Окуляр с флюоресцирующим экраном | 1942 |
|
SU72867A2 |
| Колосоуборка | 1923 |
|
SU2009A1 |

