Изобретение относится к общему машиностроению и может быть использовано при изготовлении неразъемных объемных конструкций из тонкостенных деталей, в частности, узлов волноводнораспределительной системы (например, распределителя) в устройствах радиоэлектронной аппаратуры (РЭА) различного вида базирования.
Из уровня техники известен способ соединения плоских деталей между собой (Патент РФ №2414982, опубл. 27.03.2011, МПК: B21D 39/03, B21D 47/04), включающий вырезание из листовой заготовки в виде плоской пластины двух плоских деталей требуемой конфигурации и соединение их между собой с образованием объемной конструкции. Каждую плоскую деталь выполняют с расположенным в месте соединения с другой деталью центральным пазом, имеющим ширину, равную толщине листовой заготовки, и длину, равную половине длины плоской детали, в которой выполняют паз, причем в одной плоской детали центральный паз выполняют в ее верхней части, а в другой - в нижней части. На конце одной из плоских деталей выполнят концевой паз шириной, равной толщине листовой заготовки, а на конце другой плоской детали - выступ длиной, равной двойной толщине листовой заготовки, а соединение плоских деталей между собой осуществляют путем установки одной из них в другую по центральным пазам и деформированием выступа одной детали в концевом пазу другой.
Данный способ применим преимущественно при соединении двух плоских деталей с установкой их по центральным пазам и деформацией выступа одной детали в концевом пазу другой без создания, например, волноводного канала волноводнораспределительной системы.
Из уровня техники известен способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов (Патент РФ №2691433, опубл. 13.06.2019, МПК: В23К 1/00, Н01Р 11/00), включающий подготовку деталей к пайке, сборку деталей в узлы с размещением и фиксацией припоя в местах пайки, предварительный подогрев сборки, пайку во флюсовой ванне, удаление остатков флюса и контроль качества паянных узлов. При этом пайку осуществляют припоем системы Al-Si-Ge, причем предварительно производят отжиг упомянутого припоя при температуре 370°С±10° в течение 10-15 минут, его выдержку при комнатной температуре не менее 30 минут и формирование припоя с получением заготовки заданной формы.
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому техническому решению является способ сборки тонкостенных деталей под пайку в расплаве солей (Патент РФ №2236332, опубл. 20.09.2004, МПК: В23К 1/00, В23К 31/02), включающий фиксацию паяемых деталей, укладку припоя и погружение деталей в расплав солей. При этом предварительно выполняют на одной из соединяемых деталей лепестки, а на другой соответственно пазы, фиксацию паяемых деталей производят путем установки лепестков в пазы и разворота выступающих лепестков, укладку припоя производят с фиксацией на лепестки, при этом используют дозированный припой.
Недостатком данного способа является то, что укладку припоя производят с фиксацией на лепестки, что приводит к возникновению локальных механических напряжений в местах паек лепестков при перепаде температур и вибрационных воздействиях. Кроме этого не обеспечивается стабильный электрический контакт в местах соединений после пайки.
Техническая проблема, решаемая созданием данного изобретения, заключается в возникновении локальных механических напряжений в местах паек лепестков при перепаде температур и вибрационных воздействиях, а также в нестабильности электрического контакта в местах стыковки поверхностей соединяемых деталей.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в сокращении локальных механических напряжений в местах паек лепестков при перепаде температур и вибрационных воздействиях, а также в обеспечении стабильного электрического контакта в местах стыковки поверхностей соединяемых деталей.
Технический результат достигается тем, что способ изготовления узла волноводнораспределительной системы сложной конфигурации включает фиксацию паяемых деталей, укладку припоя и погружение деталей в расплав солей, при этом предварительно выполняют на одной из соединяемых деталей лепестки, а на другой соответственно пазы, фиксацию паяемых деталей производят путем установки лепестков в пазы и разворота выступающих лепестков. Способ отличается от прототипа тем, что включает в себя четыре этапа, при этом на первом этапе из листовой плоской заготовки выполняют паяемые детали узла, на втором этапе выполняют подготовку припоя путем формирования его в листовую плоскую заготовку в виде ленты-фольги толщиной S с последующим ее отжигом при температуре 540-545°С в течение 30 минут и травлением, после чего в ленте-фольге припоя выполняют перфорацию, соразмерную размерам лепестков и/или выполняют перфорацию непосредственно лепестками детали, в которой они выполнены, и затем травление паяемых деталей, при этом время между временем завершения операции травления паяемых деталей и временем начала паяльной операции составляет не более 120 часов. Укладку припоя и пайку путем погружения деталей в расплав солей производят на третьем этапе, при этом укладку ленты-фольги выполняют на торцевые поверхности деталей, выполненных с лепестками, с последующим ее загибом на боковые поверхности деталей, при этом высота загиба ленты-фольги на боковые поверхности деталей определяется эмпирическим путем, после чего осуществляют фиксацию ленты-фольги и паяемых деталей. На четвертом этапе выполняется промывка узла с целью удаления остатков флюса и контроль промывки и качества изготовления, при этом промывка узла осуществляется при температуре 60-80°С в течение 60-70 минут с окончательной отмывкой в ультразвуковой установке по типовому техпроцессу с последующим контролем промывки, причем время между временем завершения операции пайки и временем начала операции удаления флюса составляет не более 20 минут.
Сущность предлагаемого способа поясняется чертежами, где:
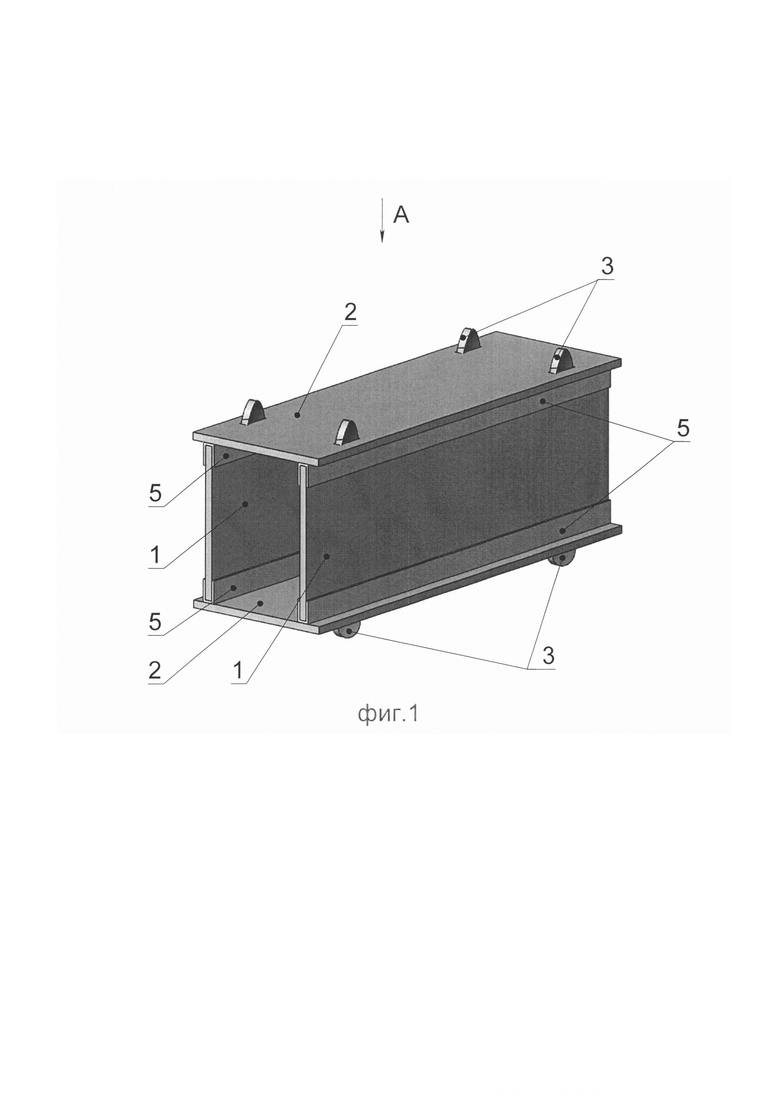
Фиг. 1 - общий вид узла волноводнораспределительной системы в сборе;
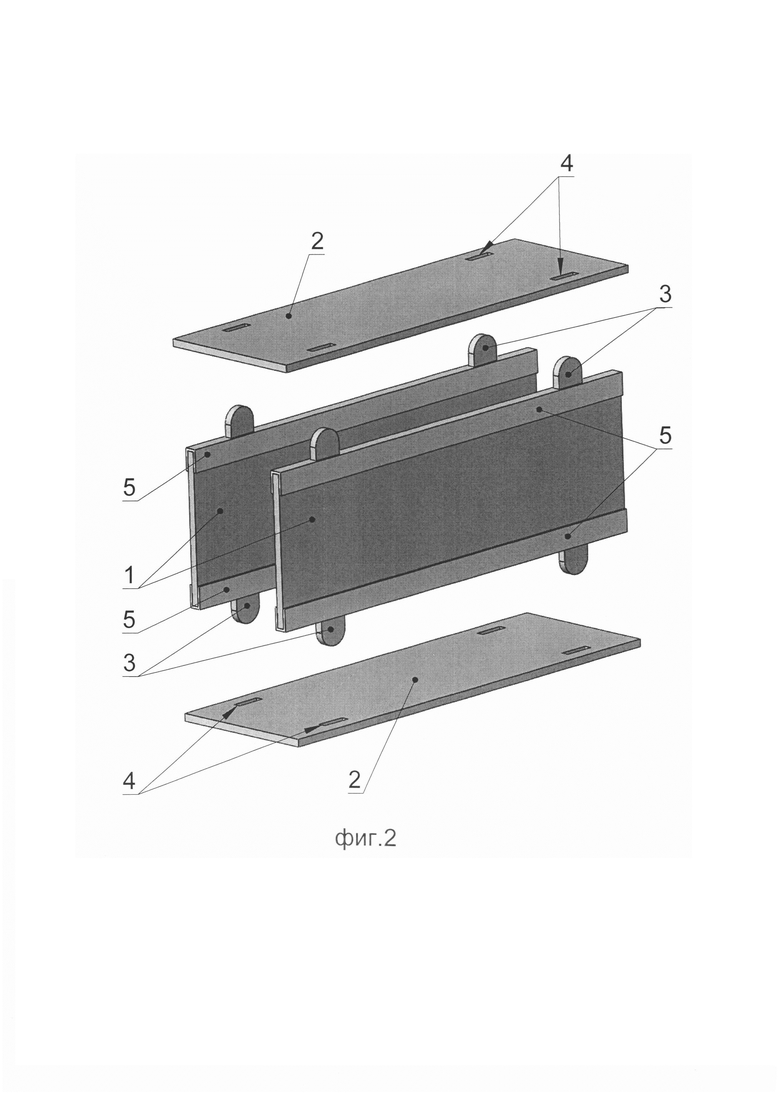
Фиг. 2 - тонкостенные детали с лепестками и пазами, входящие в состав узла волноводнораспределительной системы;
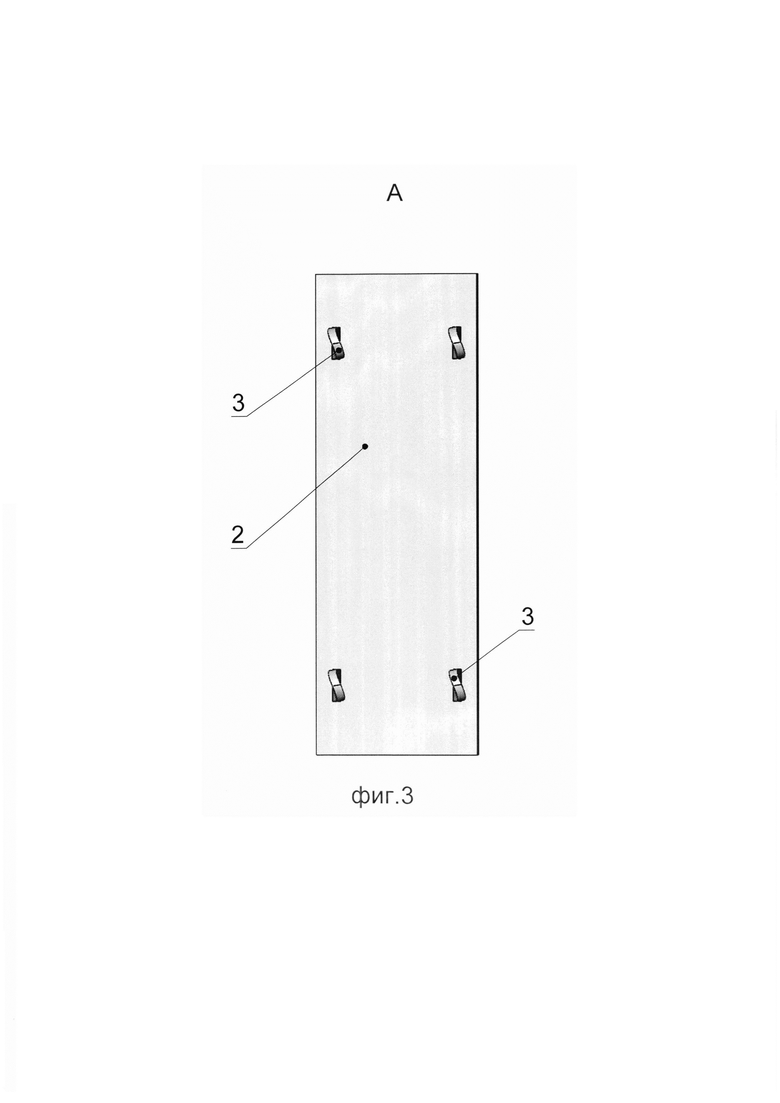
Фиг. 3 - вид А фиг. 1;
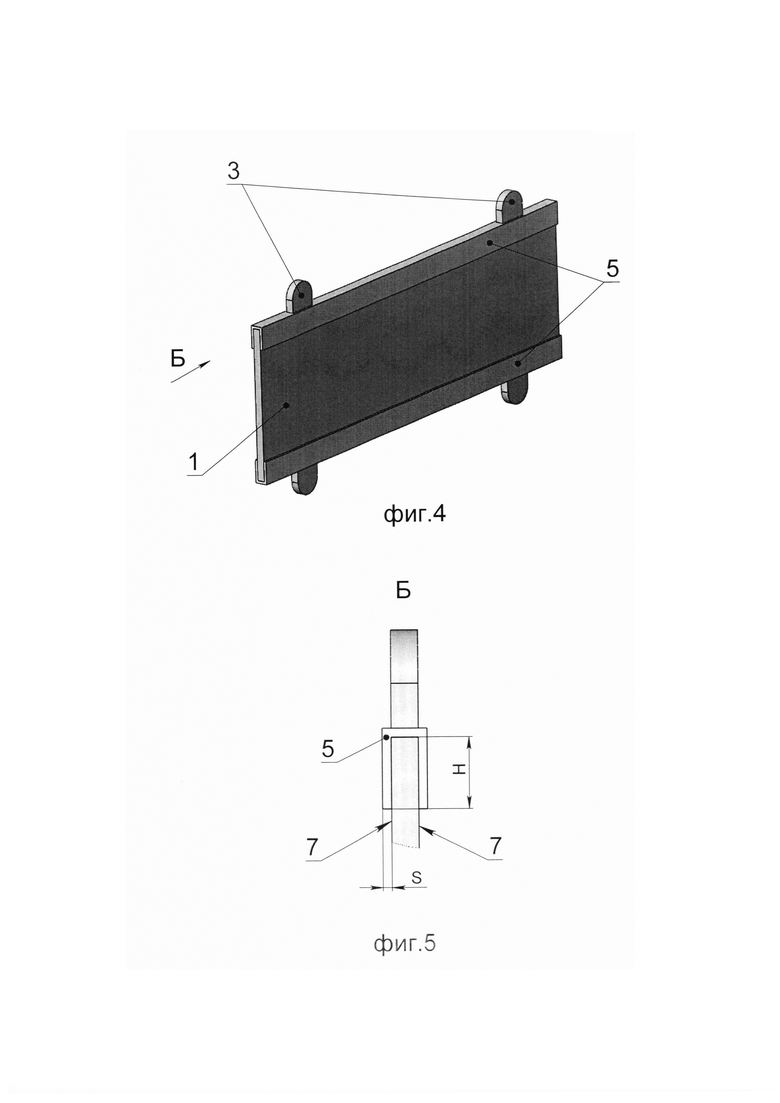
Фиг. 4 - тонкостенная деталь с лепестками и припоем на ее боковых поверхностях;
Фиг. 5 - вид Б фиг. 4;
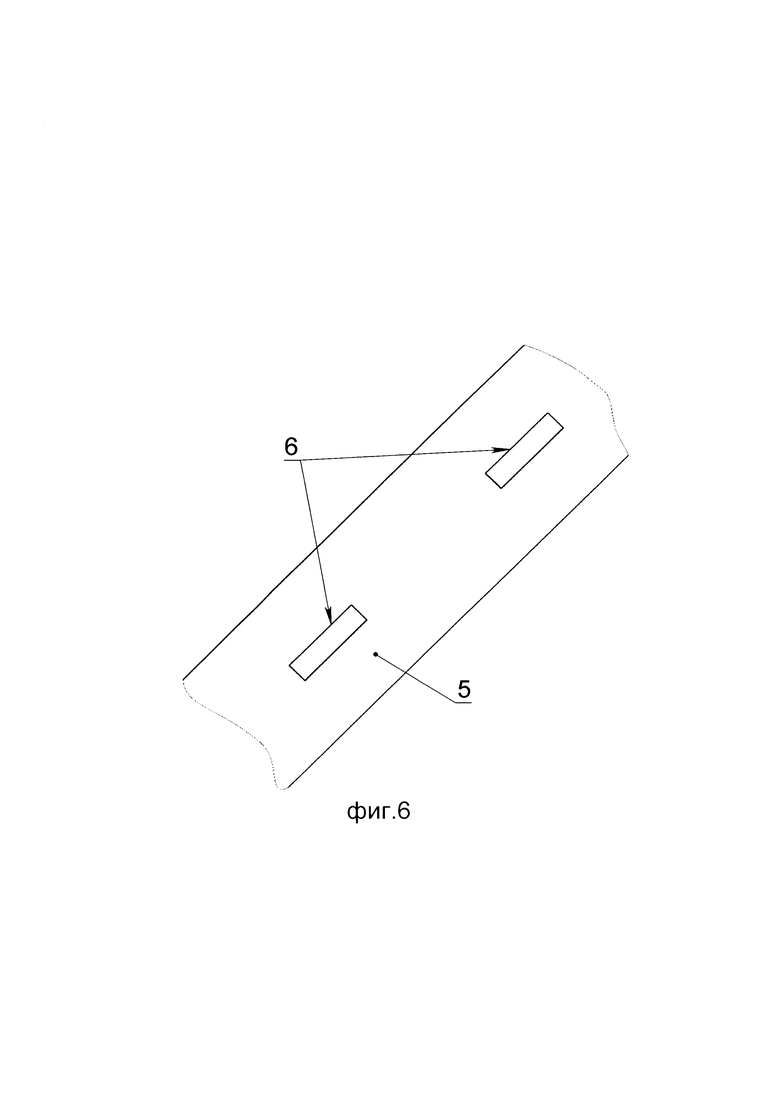
Фиг. 6 - припой в виде ленты-фольги.
Изготавливаемый узел волноводнораспределительной системы сложной конфигурации, например, в виде части прямоугольного волновода, содержит тонкостенные (паяемые) детали 1 (фиг. 1, 2, 4) и детали 2 (фиг. 1, 2, 3) требуемой конфигурации с лепестками 3 (фиг. 1, 2, 3, 4) и пазами 4 (фиг. 2), а также припой 5 (фиг. 1, 2, 4, 5, 6) в виде ленты-фольги.
Изготовление данного узла волноводнораспределительной системы предлагаемым способом осуществляется в четыре этапа.
Первый этап.
Из листовой плоской заготовки выполняют, например, путем вырезания, тонкостенные (паяемые) детали 1, 2 требуемой конфигурации с лепестками 3 прямоугольной формы в плане на одной детали 1 и соразмерными им пазами 4 прямоугольной формы в плане на другой детали 2.
Роль первого этапа способа заключается в изготовлении паяемых деталей узла волноводнораспределительной системы требуемой конфигурации с возможностью последующей их фиксации между собой.
Второй этап.
Производится подготовка припоя 5 путем формирования его в заготовку в виде технологической детали, например, методом пластической деформации - раскатки в виде ленты-фольги (фиг. 6) толщиной S (фиг. 5), с последующим отжигом для удаления наклепа при температуре 540-545°С в течение 30 минут и ее травлением. После этого в ленте-фольге припоя 5 выполняют перфорацию 6 (фиг. 6), соразмерную размерам лепестков 3, и/или выполняют перфорацию непосредственно лепестками 3 детали 1. Затем выполняют операцию травления деталей 1, 2 для обеспечения качества пайки.
Время между временем завершения операции травления деталей 1, 2 и временем начала паяльной операции составляет не более 120 часов.
Толщина S ленты-фольги припоя 5, образованной методом пластической деформации, определена эмпирическим путем в процессе выполнения перфорации одним из указанных способов и является дозатором величины применяемого припоя 5 для обеспечения равномерного паянного шва при последующем его расплаве.
Роль второго этапа способа заключается в подготовке и формировании припоя 5 в виде технологической детали с последующим ее отжигом и травлением, выполнении операции ее перфорирования, а также выполнения операции травления деталей 1, 2 перед паяльной операцией.
Третий этап.
Выполняется укладка (размещение) припоя 5 в виде ленты-фольги на торцевые поверхности деталей 1, выполненных с лепестками 3, с последующим загибом ленты-фольги на боковые поверхности 7 (фиг. 5) деталей 1.
Высота (фиг. 5) загиба ленты-фольги припоя 5 на боковые поверхности 7 деталей 1 определяется эмпирическим путем и выбрана из условия:
H≥60S,
где Н - высота загиба ленты-фольги припоя 5 на боковые поверхности 7 деталей 1;
S - толщина раскатанной ленты-фольги заготовки припоя 5. Далее осуществляется фиксация паяемых деталей 1, 2 путем установки лепестков 3 деталей 1 в пазы 4 деталей 2 с последующим деформированием выступающей части лепестков 3 методом их углового разворота (фиг. 3).
Собранный узел фиксируется, например, в технологическом приспособлении, подогревается в печи подогрева, после чего погружается в расплав солей для выполнения пайки.
Как известно, около 70-80% отказов изделий связано с воздействием вибрационных и механических нагрузок и наибольшую опасность представляют вибрационные воздействия, возникающие на резонансных частотах, когда собственная частота изделия совпадает с частотой внешних механических воздействий. Сложные динамические и климатические условия эксплуатации систем РЭА в сочетании с жесткими требованиями к надежности их работы накладывают серьезные ограничения на роль этапов изготовления устройств волноводнораспределительной системы сложной конфигурации.
Роль третьего этапа способа заключается в нивелировании локальных механических напряжений, для чего выполняют механическое фиксирование припоя 5 на деталях 1, сборку узла с деформированием выступающей части лепестков 3 методом их углового разворота, и производят последующую пайку собранного узла в расплаве солей.
Четвертый этап.
Выполняется промывка узла с целью удаления остатков флюса и контроль промывки и качества изготовления. Промывка узла осуществляется, например, в проточной воде при температуре 60-80°С в течение 60-70 минут с окончательной отмывкой в ультразвуковой установке по типовому техпроцессу с последующим контролем промывки.
Время между временем завершения операции пайки и временем начала операции удаления флюса составляет не более 20 минут.
Роль четвертого этапа способа заключается в исключении возникновения коррозионных процессов, при которых остатки флюса могут выполнять роль катализатора.
Примером использования заявляемого способа может служить распределитель, собранный из тонкостенных деталей, выполненных из листа АМцН2 толщиной 0,5 мм.
Данный распределитель состоит из деталей 1 и 2, выполненных из листовой плоской заготовки, зафиксированных и спаянных между собой. При этом детали 1 выполнены с лепестками 3, а детали 2 соответственно с пазами 4 для фиксации деталей между собой путем установки в пазы 4 лепестков 3 деталей 1. При этом предварительно на торцевые поверхности деталей 1 производят укладку и фиксирование ленты-фольги припоя 5 толщиной S.
Ленту-фольгу припоя 5 выполняют, например, из сплава СИЛ-1С 0,5 ТУ 1-9-555-77, методом пластической деформации - раскатки, с последующим отжигом при температуре 540-545°С в течение 30 минут для удаления наклепа с целью придания пластичности необходимой для операций по их фиксации на деталях 1 и последующим травлением ленты-фольги припоя 5.
В ленте-фольге припоя 5 выполняется перфорация 6, например, пробивкой, соразмерная размерам лепестков 3 и/или выполняется перфорация непосредственно лепестками 3 детали 1.
Для обеспечения качества пайки выполняется операция травления паяемых деталей 1, 2.
Укладку ленты-фольги припоя 5 выполняют на торцевые поверхности деталей 1, выполненных с лепестками 3, с установкой лент на лепестках 3 с последующим загибом высотой Н ленты-фольги припоя 5 на боковые поверхности 7 деталей 1.
Фиксацию ленты-фольги припоя 5 и паяемых деталей 1, 2 выполняют путем установки лепестков 3 деталей 1 в пазы 4 деталей 2 с последующим деформированием выступающей части лепестков 3 методом их углового разворота.
Пайка данной конструкции распределителя осуществляется с погружением в расплав солей с предварительным подогревом в печи подогрева. После завершения операции пайки выполняется промывка узла с целью удаления остатков флюса.
Таким образом, предлагаемый способ изготовления узла волноводнораспределительной системы сложной конфигурации обеспечивает большую эффективность в сравнении с известными решениями за счет того, что способ проводится в несколько основных этапов и основан на применении припоя в виде изготовленной из него специальной ленты-фольги и выполнения паяемых деталей определенной конфигурации с последующими операциями по их монтажу и креплению перед пайкой, что исключает возникновение локальных механических напряжений в местах паек лепестков при перепаде температур, вибрационных воздействиях, обеспечении герметичности по всему контакту поверхности соединяемых деталей, обеспечении электрического контакта по всему контакту стыковки поверхности соединяемых деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки волноводных устройств сложной конфигурации под пайку в расплаве солей | 2023 |
|
RU2823593C1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| СПОСОБ СБОРКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ПОД ПАЙКУ В РАСПЛАВЕ СОЛЕЙ | 2003 |
|
RU2236332C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2230642C1 |
| СПОСОБ СОЕДИНЕНИЯ ПАЙКОЙ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ | 2013 |
|
RU2553146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ПЛОСКОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2014 |
|
RU2602799C2 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2221679C2 |
| Способ изготовления гибко-плоского электронагревателя | 2019 |
|
RU2721624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ ПЛОЩАДОК ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА ВТОРОГО ПОКОЛЕНИЯ И КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2746654C1 |
Изобретение может быть использовано при изготовлении объемных конструкций из тонкостенных деталей, а именно узлов волноводно-распределительной системы в устройствах радиоэлектронной аппаратуры, путем пайки погружением в расплав солей. На одной из соединяемых деталей выполняют лепестки, а на другой – пазы. Фиксируют детали путем установки лепестков в пазы и их разворота. Припой формируют в виде ленты-фольги с последующим ее отжигом и травлением, после чего выполняют перфорацию, соразмерную размерам лепестков. Проводят травление паяемых деталей. Укладку ленты-фольги выполняют на торцевые поверхности деталей, выполненных с лепестками, с последующим ее загибом на боковые поверхности деталей. После пайки проводят промывку узла с целью удаления остатков флюса и окончательную отмывку в ультразвуковой установке. Технический результат заключается в сокращении локальных механических напряжений в местах паек лепестков при перепаде температур и вибрационных воздействиях, а также в обеспечении стабильного электрического контакта в местах стыковки поверхностей соединяемых деталей. 2 з.п. ф-лы, 6 ил.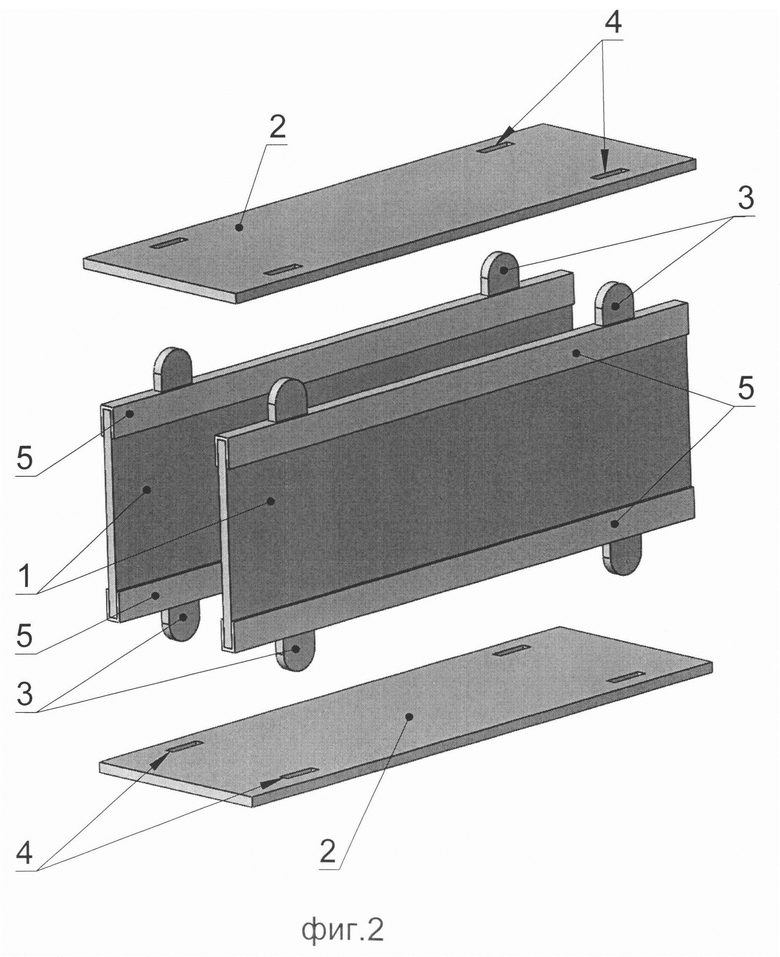
1. Способ изготовления узла волноводно-распределительной системы, выполненного из тонкостенных деталей, включающий фиксацию паяемых деталей с образованием объемной конструкции, укладку припоя и пайку путем погружения деталей в расплав солей, при этом предварительно выполняют на одной из соединяемых деталей лепестки, а на другой соответственно соразмерные пазы, а фиксацию паяемых деталей производят путем установки лепестков в пазы и разворота выступающих лепестков, отличающийся тем, что способ включает в себя четыре этапа, при этом на первом этапе из листовой плоской заготовки выполняют паяемые детали узла, на втором этапе выполняют подготовку припоя путем формирования его в листовую плоскую заготовку в виде ленты-фольги толщиной S с последующим ее отжигом при температуре 540-545°С в течение 30 минут и травлением, после чего в ленте-фольге припоя выполняют перфорацию, соразмерную лепесткам деталей, и затем травление паяемых деталей, при этом время между временем завершения операции травления паяемых деталей и временем начала пайки составляет не более 120 часов, укладку припоя и пайку производят на третьем этапе, при этом укладку ленты-фольги припоя выполняют на торцевые поверхности деталей, выполненных с лепестками, с последующим ее загибом на боковые поверхности деталей, после чего осуществляют фиксацию паяемых деталей, а на четвертом этапе выполняют промывку узла с целью удаления остатков флюса и контроль промывки и качества изготовления, при этом промывку узла осуществляют при температуре 60-80°С в течение 60-70 минут с окончательной отмывкой в ультразвуковой установке с последующим контролем промывки, причем время между временем завершения операции пайки и временем начала операции удаления флюса составляет не более 20 минут.
2. Способ изготовления узла волноводно-распределительной системы по п. 1, отличающийся тем, что формирование припоя в виде ленты-фольги производят пластической деформацией путем раскатки, а перфорацию в ленте-фольге выполняют пробивкой или непосредственно лепестками детали.
3. Способ изготовления узла волноводно-распределительной системы по п. 1, отличающийся тем, что высоту загиба ленты-фольги на боковые поверхности деталей выбирают из условия:
H≥60S,
где Н - высота загиба ленты-фольги припоя на боковые поверхности деталей;
S - толщина ленты-фольги припоя.
| СПОСОБ СБОРКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ПОД ПАЙКУ В РАСПЛАВЕ СОЛЕЙ | 2003 |
|
RU2236332C1 |
| Способ пайки тонколистовых деталей | 1986 |
|
SU1371819A1 |
| Способ пайки волноводных устройств сложной конфигурации из алюминиевых сплавов | 2018 |
|
RU2691433C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2317184C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК | 2015 |
|
RU2617074C1 |

