Изобретение относится к электроконтактной роликовой приварке порошковых материалов и может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей типа тел вращения.
Прототипом изобретения является способ электроконтактной приварки металлических порошков, включающий принудительное вращение детали со скоростью сварки, подачу порошкового материала из бункера дозатора и импульсное пропускание сварочного тока от трансформатора через электроды и деталь [1].
Недостатком прототипа является то, что при данном способе имеют место потери порошка и отсутствует возможность внешнего охлаждения детали и электродов из-за вымывания порошка охлаждающей водой.
Изобретение позволяет получить новый технический эффект - уменьшение потерь порошка и возможность охлаждения детали и электродов.
Этот технический эффект достигается тем, что порошок доставляется в зону приварки транспортирующим воздухом по внутреннему трубопроводу, охватываемому внешним трубопроводом, между которыми подается защитный воздух.
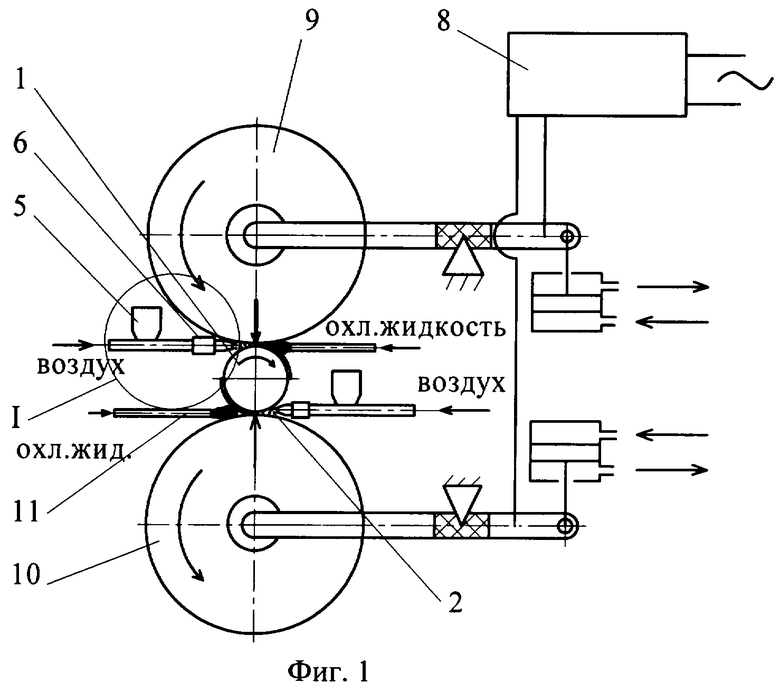
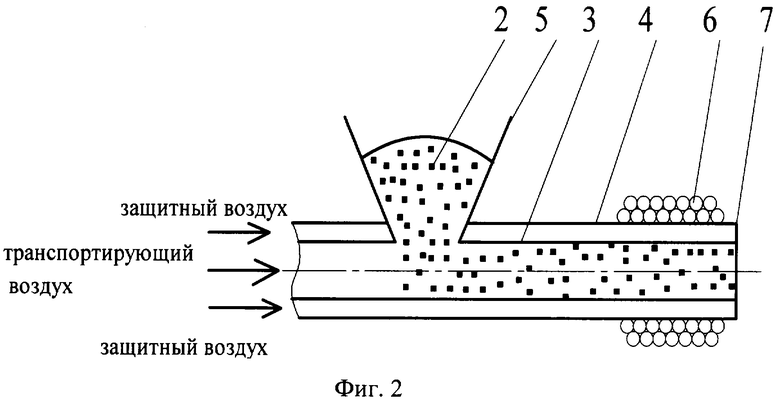
На фиг.1 и 2 показаны схемы реализации способа.
Схема способа включает принудительное вращение детали 1 со скоростью сварки, подачу ферромагнитного порошка 2, транспортирующего воздуха по внутреннему трубопроводу 3, и защитного воздуха по внешнему трубопроводу 4, бункера 5, катушки 6 и наконечника 7, импульсное пропускание сварочного тока от трансформатора 8 через электроды 9 и 10 и деталь 1, охлаждаемые водой через трубку 11.
Способ осуществляется следующим образом. В бункер 5 засыпают ферромагнитный порошок 2, который с воздухом по внутреннему трубопроводу 3 поступает в зазор между деталью 1 и электродом 9. С помощью транспортирующего воздуха осуществляется перенос частиц порошка по внутреннему трубопроводу 3, а защита порошка от охлаждающей жидкости осуществляется защитным воздухом поступающим по внешнему трубопроводу 4. После выхода порошка из наконечника 7 частицы порошка во время импульсов будут притягиваться магнитным потоком, образующимся при прохождении тока между деталью 1 и электродами 9 и 10. А во время пауз частицы порошка будут запираться «магнитным замком», образованным катушкой 6 электромагнита, расположенного на наконечнике 7. Таким образом, будут уменьшены потери порошка, и появится возможность внешнего охлаждения детали и электродов.
Способ может быть реализован на установке для электроконтактной приварки 011-1-02Н «Ремдеталь» с вертикальным расположением роликовых электродов.
Некоторые сравнительные свойства предложенного и известного способов электроконтактной приварки ферромагнитных порошков приведены в таблице.
Из таблицы видно, что потери порошка уменьшились на 70%, твердость увеличилась на 18%.
Источники информации
1. Амелин Д.В., Рыморов Е.В. Новые способы восстановления и упрочнения деталей машин электроконтактной наваркой. М.: ВО «Агропромиздат», 1987, с.31, рис.12.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ФЕРРОМАГНИТНОГО ПОРОШКА ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ | 2007 |
|
RU2340432C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2009 |
|
RU2415001C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2312746C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2453407C2 |
| Способ электроконтактной наплавки ферромагнитными порошками и устройство для его осуществления | 1988 |
|
SU1637979A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2006 |
|
RU2299795C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2006 |
|
RU2307010C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2007 |
|
RU2342233C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ ФЕРРОМАГНИТНОГО ПОРОШКА | 2010 |
|
RU2428288C1 |
Изобретение может быть использовано для восстановления изношенных и упрочнения рабочих поверхностей деталей типа тел вращения. Порошковый материал подают в зону приварки из бункера дозатора по трубопроводу. Пропускают сварочный ток от трансформатора через электроды и деталь с их принудительным охлаждением охлаждающей жидкостью. Подачу порошка производят с помощью транспортирующего воздуха по внутреннему трубопроводу, охватываемому внешним трубопроводом, между которыми подают воздух для защиты порошка от охлаждающей жидкости. Пропускание сварочного тока осуществляют импульсами. Во время пауз осуществляют магнитное запирание частиц порошка в трубопроводе с помощью катушки электромагнита, установленной на наконечнике трубопровода. Уменьшаются потери порошка, и появляется возможность охлаждения детали и электродов. 2 ил., 1 табл.
Способ электроконтактной приварки ферромагнитных порошков, включающий принудительное вращение детали со скоростью сварки, подачу порошкового материала в зону приварки из бункера дозатора по трубопроводу и пропускание сварочного тока от трансформатора через электроды и деталь с их принудительным охлаждением охлаждающей жидкостью, отличающийся тем, что подачу порошка производят с помощью транспортирующего воздуха по внутреннему трубопроводу, охватываемому внешним трубопроводом, между которыми подают воздух для защиты порошка от охлаждающей жидкости, а пропускание сварочного тока осуществляют импульсами, при этом во время пауз осуществляют магнитное запирание частиц порошка в трубопроводе с помощью катушки электромагнита, установленной на наконечнике трубопровода.
| Постройка из бетонных камней | 1929 |
|
SU31118A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| Способ электроконтактной наплавки порошка | 1985 |
|
SU1310147A1 |
| Устройство для электроконтактной наплавки порошковых металлических материалов | 1975 |
|
SU573288A1 |
| DE 4102247 A1, 30.07.1992. | |||

