Изобретение относится к ячеистым конструкциям корпусных узлов летательных аппаратов и может быть использовано в авиакосмическом машиностроении.
Известны трехслойные ячеистые конструкции из листовых материалов, состоящие из двух обшивок и заполнителя (а.с. №1757823, Бюл. №32 от 30.08.92), выполненные из одинаковых алюминиевых сплавов, например 01570, в которых для осуществления соединения обшивок и заполнителя используют диффузионную сварку, причем в местах сварки предварительно вакуумным напылением наносят медь толщиной до 1 мкм.
Недостатком известной трехслойной ячеистой конструкции корпусных узлов летательных аппаратов является ограниченная прочность и жесткость на продольно - поперечный изгиб.
Известна трехслойная ячеистая конструкция корпусных узлов летательных аппаратов, принятая за прототип, состоящая из различных алюминиевых сплавов (а.с. №1745469, БИ №25 от 07.07.92 г.), которая содержит заполнитель из сверхпластичного материала системы Al-Cu, диффузионно сваренный с двумя обшивками из сплава Al-Zn-Mg. Технологичность известной трехслойной ячеистой конструкции заключается в том, что алюминиевые сплавы названных систем хорошо формуются при высоком уровне диффузионной свариваемости. Кроме того, конструкция в целом и сварные соединения могут быть термически упрочнены.
Предлагаемая конструкция имеет более высокое качество за счет увеличения прочности диффузионных соединений. Прочность повышается в результате интенсивного разрушения и диспергирования окисной пленки вследствие контактного оплавления и сверхпластического деформирования.
Недостатком известной трехслойной ячеистой конструкции является также ограниченная прочность и жесткость на продольно-поперечный изгиб.
Известен способ изготовления трехслойной ячеистой конструкции узлов летательных аппаратов по а.с. №1757823, Бюл. №32 от 30.08.92, по которому технологический процесс осуществляют в следующей последовательности: поверхность листовых заготовок протравливают в 15% растворе NaOH, осветляют азотной кислотой, промывают дистиллированной водой и просушивают. На одну из соединяемых поверхностей наносят вакуумное покрытие меди толщиной от 0,3 до 0,1 мкм. Размещают листовые заготовки в штампе.
Нагревают штамп с листовыми заготовками в вакууме 10-2 Па до температуры 500°С и сдавливают давлением 3 МПа по соединительным участкам (вкладышам) шириной 3 мм. Изотермическая выдержка при этом - 30 минут. Осуществляют предварительную формовку при температуре 470°С давлением газа 7,5 МПа. После охлаждения штампа с заготовками до температуры 40°С последние извлекают из камеры. Извлекают вкладыши, по которым происходило формоизменение заполнителя.
Импульсный отжиг производят путем сканирования лучом лазера диаметром пятна нагрева 1,2 мм со скоростью 350 мм/мин, работающего в периодическом импульсном режиме. Температура в пятне нагрева 570°С.
Помещают повторно пакет заготовок в штамп и камеру, нагревают до температуры 470°С и калибруют газом до полного формирования конструкции. Прочность соединений в местах диффузионной сварки повышается с 210 до 280 МПа.
Недостатком известного способа является высокая трудоемкость изготовления и низкая стабильность по прочности соединений в местах диффузионной сварки.
Известен способ изготовления трехслойной ячеистой конструкции узлов летательных аппаратов по а.с. №1745469, БИ №25 от 07.07.92 г., принятый за прототип, в котором соединяемые поверхности листа заполнителя из сплава 1201 и листа обшивки из сплава 1970 обезжиривают бязью, смоченной ацетоном, травят в 15%-ном растворе NaOH, промывают горячей и холодной водой, осветляют поверхность концентрированной НNОз, промывают горячей, холодной дистиллированной водой.
Штампы с установленными в них листами заполнителя и обшивки помещают в камеру установки диффузионной сварки. Листы предварительно раздвигают давлением газа. Вакуумируют камеру установки до разрежения 10-2 Па, после чего нагревают до 475°С. Давлением газа сверхпластически деформирмируют лист заполнителя в ячейки вкладышей до образования ячеистой формы. Далее давлением газа в мембране через вкладыши усилием сжатия, необходимым для диффузионной сварки, соединяют листы заполнителя и обшивки. Давление для диффузионной сварки составляет 3 МПа. После охлаждения полученной заготовки в нижнем штампе удаляют вкладыши и размещают второй лист обшивки из сплава 1970.
Повторно помещают штампы в камеру установки диффузионной сварки. Создают в камере разрежение 10-3 Па. Нагревают штампы до 475°С и давлением газа, равным 2 МПа, производят окончательное формообразование ячеек заполнителя. Далее увеличивают давление до 4 МПа для ведения процесса диффузионной сварки заполнителя со вторым листом обшивки. Время изотермической выдержки под давлением - 40 мин.
Производят термическую обработку по режиму закалки листов обшивок. Охлаждают штампы с ячеистой конструкцией по режиму закалки (охлаждение холодным воздухом через каналы штампов до 20°С в течение 1 ч), затем по режиму старения (нагрев горячим воздухом через каналы штампов до 200°С с выдержкой в течение 10 ч и последующим охлаждением до 20°С). При этом обеспечивается отсутствие термических поводок и сокращается подготовительное время на термообработку.
После разгерметизации камеры извлекали готовую конструкцию.
Недостатком известного способа является высокая трудоемкость изготовления.
Задачей предлагаемого технического решения является повышение прочности конструкции изделия и снижение трудоемкости его изготовления.
Для решения поставленной задачи предлагается многослойная ячеистая конструкция, содержащая формованный газом заполнитель и две обшивки, причем одна из обшивок выполнена с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы, соединенные с заполнителем диффузионной сваркой. Кроме того, многослойная ячеистая конструкция содержит формованные газом заполнитель и две обшивки, которые выполнены с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы, соединенные с двумя заполнителями диффузионной сваркой.
Способ изготовления многослойной ячеистой конструкции, заключающийся в том, что заполнитель и две обшивки обезжиривают, травят, промывают, укладывают в штамп, вакуумируют, нагревают, подают газ, деформируют заполнитель, причем деформирование заполнителя осуществляют путем его формования по ребрам жесткости одной обшивки с образованием ячеек, сваривают диффузионно заполнитель и две обшивки, одну листовую и другую с ребрами и утолщениями, расположенными по периметру, затем производят осадку ячеистой конструкции с выдержкой прессовым давлением, кроме того, два заполнителя и две обшивки обезжиривают, травят, промывают, укладывают в штамп, вакуумируют, нагревают, подают газ, деформируют два заполнителя путем их формования по ребрам жесткости двух обшивок, сваривают диффузионно два заполнителя с двумя обшивками, выполненными с ребрами и утолщениями, расположенными по периметру, затем производят осадку ячеистой конструкции с выдержкой прессовым давлением.
Предлагаемые конструкции многослойных ячеистых узлов летательных аппаратов и способ их изготовления иллюстрируется фигурами 1-7.
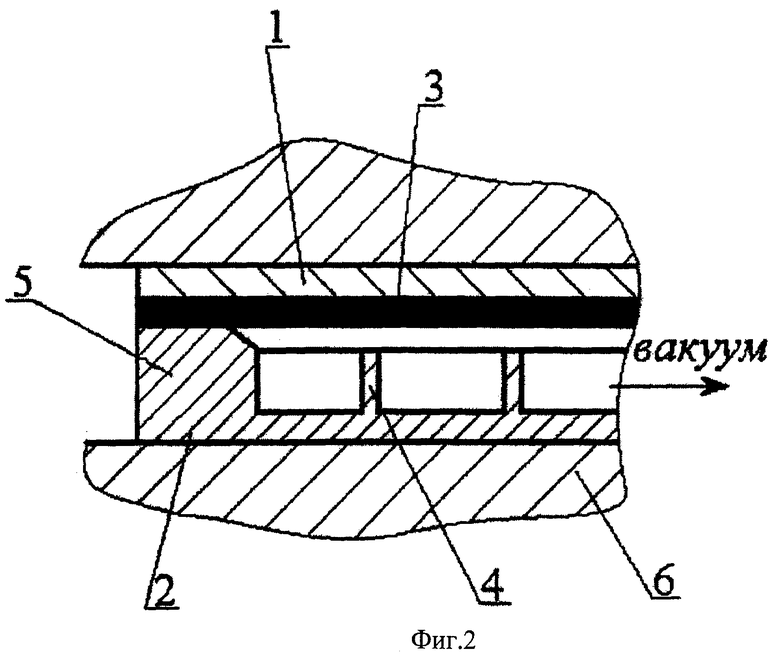
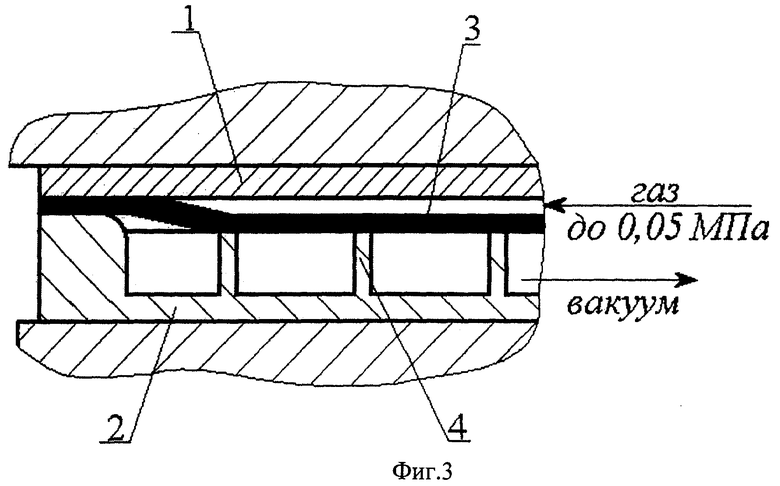
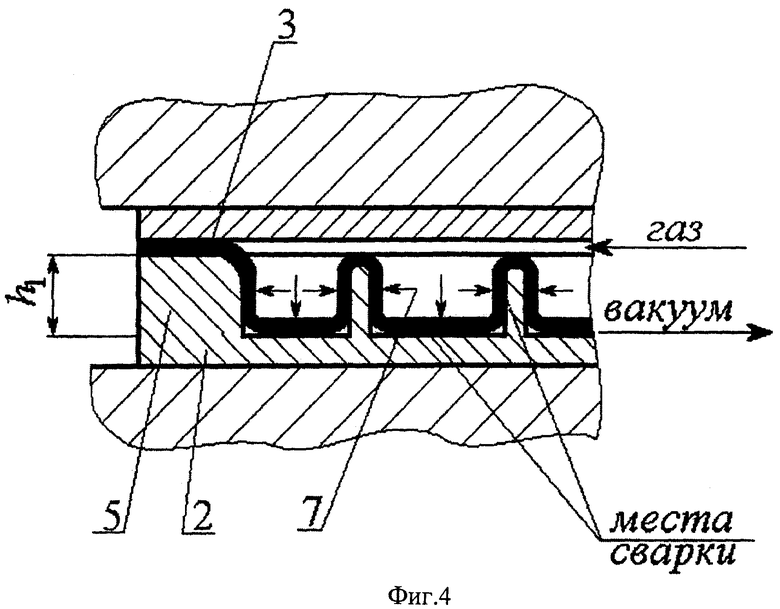
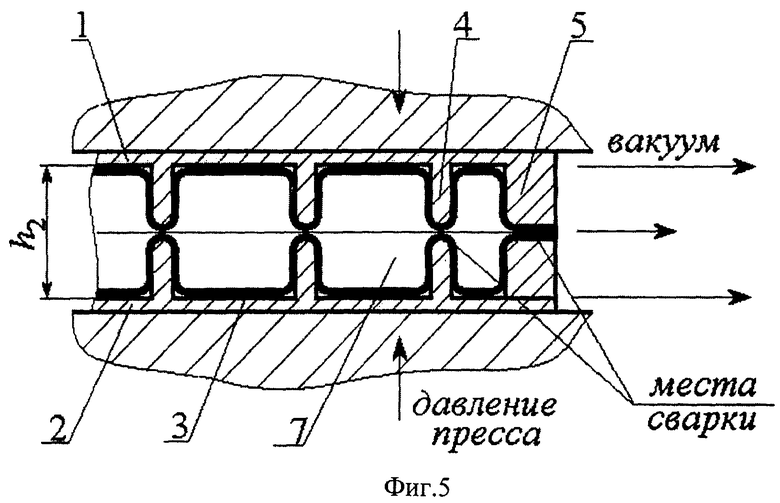
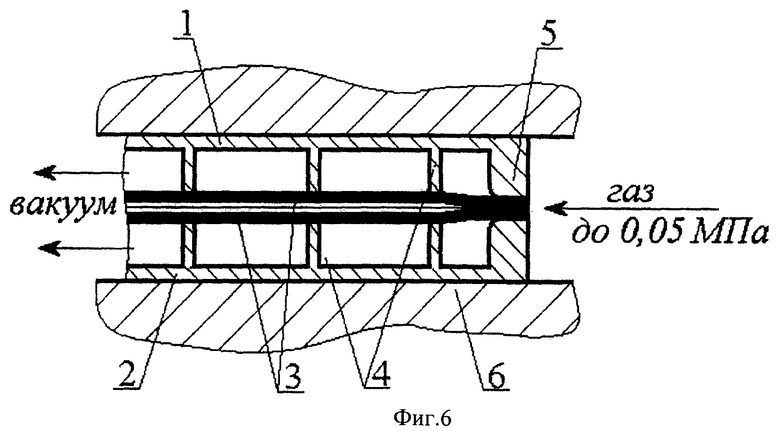
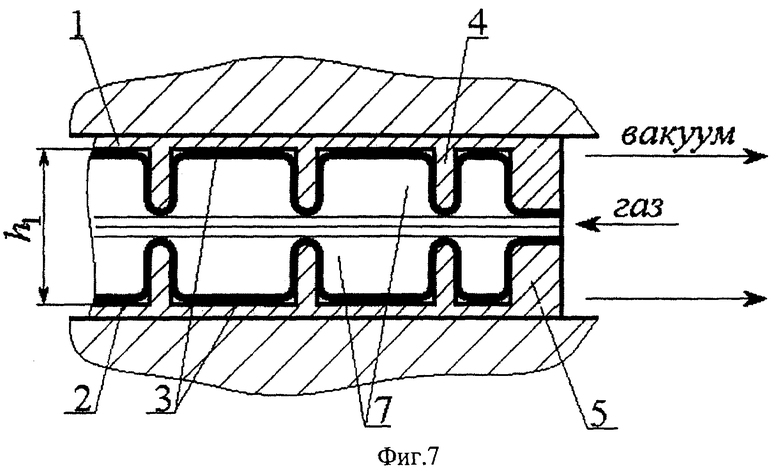
На фиг.1 показана готовая трехслойная ячеистая конструкция в штампе; на фиг.2 - штамп, в котором установлены верхняя и нижняя обшивки и лист заполнителя; на фиг.3 - положение заполнителя при поступлении газа между верхней обшивкой и заполнителем; на фиг.4 - завершение формовки в условиях сверхпластичности и диффузионная сварка соединений; на фиг.5 - готовая четырехслойная ячеистая конструкция в штампе; на фиг.6 приведен штамп с установленной верхней и нижней обшивкой и листами заполнителя для изготовления четырехслойной ячеистой конструкции; на фиг.7 - завершение пневмоформовки заполнителей по поверхностям обшивки в условиях сверхпластичности.
Предлагаемая конструкция трехслойной ячеистой конструкции приведена на фиг.1. Она состоит из верхней 1 и нижней 2 обшивок и листа ячеистого заполнителя 3. Заполнитель отформован по ребрам жесткости 4 одной из обшивок и контактирует по периметру с утолщением 5. Все элементы 4 и 5 соединены жестко, и конструкция является неразъемной.
На фиг.5 приведена конструкция четырехслойной ячеистой конструкции, в которой каждая из обшивок 2 имеет ребра жесткости 4, ориентированные вершинами выступов относительного друг друга. Между обшивками устанавливаются два листа заполнителя, которые отформованы по ребрам жесткости 4 и соединены вершинами ребер друг с другом диффузионной сваркой. По периметру обшивки выполнены утолщения 5. Все элементы 4 и 5 соединены жестко, и конструкция является неразъемной.
Четырехслойная конструкция (фиг.5) имеет более высокую строительную высоту (толщину), в связи с чем обладает большей жесткостью и устойчивостью при продольно-поперечном изгибе.
Пример реализации способа.
Трехслойную конструкцию изготавливают следующим способом.
Соединяемые поверхности листа заполнителя из сплава 1201 и обшивки из сплава 1970 обезжиривают бязью, смоченной ацетоном, травят в 15%-ном растворе NaOH, промывают горячей и холодной водой, осветляют поверхность концентрированной HNO3, промывают горячей, холодной дистиллированной водой.
Штамп, с установленными в нем листом заполнителя, верхней и нижней обшивками (фиг.2), помещают в камеру установки диффузионной сварки. Вакуумируют камеру установки до разрежения 10-2 Па, после чего нагревают до 475°С. Одновременно с этим подают газ между верхней 1 обшивкой и заполнителем 3 для предотвращения их слипания (фиг.3). Давление газа меньше, чем давление начала формовки и составляет не более 0,05 МПа. При достижении необходимых температуры и разрежения давление газа увеличивают до 2 МПа и формуют заполнитель 3 по ребрам 4 с образованием ячеек (полостей) 7. При завершении формовки давление газа увеличивают и производят диффузионную сварку давлением ячеек заполнителя с нижней 2 обшивкой и утолщениями 5 (фиг.4). Давление газа сбрасывают и вакуумируют полости ячеек 7. Ходом траверсы гидропресса осаживают утолщения 5 (h1>h2) до контакта торцевых поверхностей ячеек 7. Создают деформацию зон контакта усилием пресса и при выдержке давления производят диффузионную сварку элементов конструкции по зонам контакта (фиг.1). Нагрев выключают, постепенно снижают давление пресса. Производят термическую обработку зафиксированной в штампах ячеистой конструкции по режиму закалки листов обшивок: охлаждают штампы с ячеистой конструкцией по режиму закалки (охлаждение холодным воздухом через каналы штампов до 20°С в течение 1 ч.), затем по режиму старения (нагрев горячим воздухом через каналы штампов до 200°С с выдержкой в течение 10 ч и последующим охлаждением до 20°С). При этом обеспечивается отсутствие термических поводок и сокращается подготовительное время на термообработку. После разгерметизации камеры извлекали готовую конструкцию. После охлаждения оснастку раскрывают и извлекают изделие.
Трудоемкость технологического процесса уменьшается в 2 раза, прочность диффузионной сварки возрастает на 15-20%.
Последовательность изготовления четырехслойной конструкции.
На фиг.5-7 показана последовательность изготовления четырехслойной конструкции. Обшивки установлены вершинами ребер друг над другом; их разделяют заполнители 3, состоящий из двух листов. Газ подают между листами заполнителя, предотвращая их слипание (фиг.6). После вакуумирования и нагрева давлением газа формуют одновременно оба заполнителя и соединяют их с ребрами 4 и обшивками 1 и 2 (фиг.7). Давление газа снимают и вакуумируют полость ячеек 7. Ходом пресса осаживают утолщения обшивок 5 (h1>h2) до контакта торцевых стенок ячеек 7 заполнителя и производят давлением пресса диффузионную сварку заполнителей в местах контакта между собой, а также с ребрами 4 и утолщениями 5 (фиг.5). Оснастку охлаждают, давление пресса снимают и извлекают готовую четырехслойную конструкцию.
Трудоемкость изготовления уменьшается в 2 раза с увеличением прочности на изгиб конструкции на 40-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2050239C1 |
| Слоистая конструкция из алюминиевых сплавов | 1990 |
|
SU1745469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2509638C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2015 |
|
RU2595193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ИЗДЕЛИЯ ТИПА ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2548834C1 |
| Способ изготовления многослойных панелей | 1990 |
|
SU1756073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2013 |
|
RU2545854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
| Способ изготовления многослойных панелей | 1985 |
|
SU1269953A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
Изобретение относится к ячеистым конструкциям корпусов узлов летательных аппаратов и может быть использовано в авиа-космическом машиностроении. Многослойная ячеистая конструкция содержит формованный газом заполнитель и две обшивки. В первом варианте одна из обшивок выполнена с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы. Заполнитель выполнен отформованным по ребрам жесткости обшивки с образованием ячеек и контактирует по периметру с утолщениями. Две обшивки соединены с заполнителем диффузионной сваркой. Во втором варианте конструкция снабжена вторым заполнителем. Две обшивки выполнены с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы. Два заполнителя выполнены отформованными по ребрам жесткости двух обшивок с образованием ячеек и контактируют по периметру с утолщениями. Две обшивки соединены с двумя заполнителями диффузионной сваркой. Также раскрыты два варианта способа изготовления указанных многослойных ячеистых конструкций. В результате обеспечивается повышение прочности конструкции и снижение трудоемкости. 4 н.п. ф-лы, 7 ил.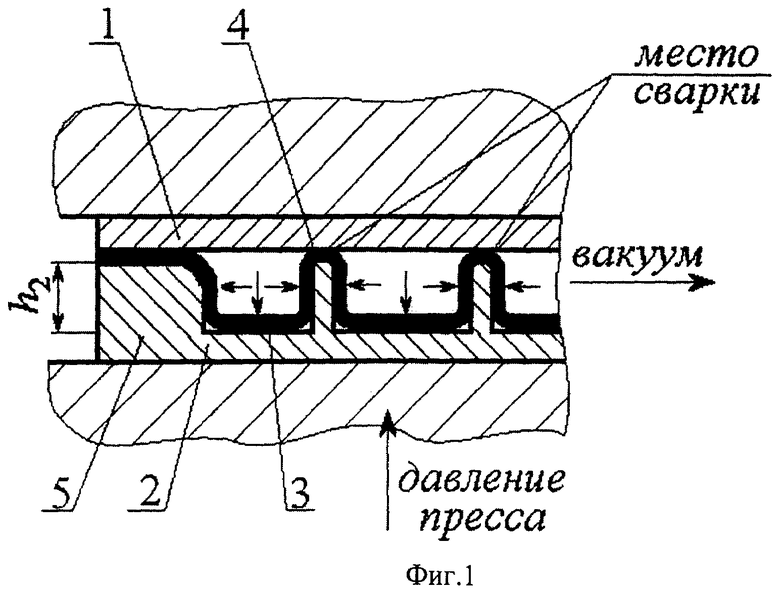
1. Многослойная ячеистая конструкция, содержащая формованный газом заполнитель и две обшивки, отличающаяся тем, что одна из обшивок выполнена с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы, заполнитель выполнен отформованным по ребрам жесткости обшивки с образованием ячеек и контактирует по периметру с утолщениями, при этом две обшивки соединены с заполнителем диффузионной сваркой.
2. Многослойная ячеистая конструкция, содержащая формованный газом заполнитель и две обшивки, отличающаяся тем, что она снабжена вторым заполнителем, две обшивки выполнены с утолщениями, расположенными по периметру, и ребрами жесткости, являющимися стенками ячеистой формы, а два заполнителя выполнены отформованными по ребрам жесткости двух обшивок с образованием ячеек и контактируют по периметру с утолщениями, при этом две обшивки соединены с двумя заполнителями диффузионной сваркой.
3. Способ изготовления многослойной ячеистой конструкции, включающий обезжиривание заполнителя и двух обшивок, травление, промывку, укладку в штамп, вакуумирование, нагрев, подачу газа, деформирование заполнителя, отличающийся тем, что осуществляют диффузионную сварку заполнителя и обшивок, одна из которых выполнена листовой, а другая - с утолщениями, расположенными по периметру, и ребрами жесткости, при этом деформирование заполнителя осуществляют путем его формования по ребрам жесткости обшивки с образованием ячеек, затем производят осадку ячеистой конструкции с выдержкой прессовым давлением.
4. Способ изготовления многослойной ячеистой конструкции, включающий обезжиривание заполнителя и двух обшивок, травление, промывку, укладку в штамп, вакуумирование, нагрев, подачу газа, деформирование заполнителя, отличающийся тем, что используют второй заполнитель, осуществляют сварку двух заполнителей с двумя обшивками, выполненными с утолщениями, расположенными по периметру, и ребрами жесткости, при этом деформирование двух заполнителей осуществляют путем их формования по ребрам жесткости двух обшивок с образованием ячеек, затем производят осадку ячеистой конструкции с выдержкой прессовым давлением.
| Слоистая конструкция из алюминиевых сплавов | 1990 |
|
SU1745469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЯЧЕИСТЫХ ПАНЕЛЕЙ | 1993 |
|
RU2080225C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОЙ КОНСТРУКЦИИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1995 |
|
RU2103132C1 |
| US 4304821 A, 08.12.1981 | |||
| Электроизоляционный состав | 1977 |
|
SU645210A1 |

