Изобретение относится к технологии изготовления гофрированных конструкций со складчатой структурой, используемых в качестве заполнителя многослойных панелей, и может быть использовано в производстве летательных аппаратов, транспортном машиностроении, строительстве.
Известен способ изготовления зигзагообразного гофра, реализованный в устройстве (патент РФ №2118217, МКИ B21D 13/00. Устройство для гофрирования листового материала. В.И.Халиулин, И.В.Двоеглазов, опубл. Бюл. №24 от 27.08.1998 г.). Способ заключается в том, что тонколистовую заготовку устанавливают в формообразующий узел в виде двух трансформируемых матриц, образующих герметичную полость, и формообразуют изделие путем создания в герметичной полости вакуума.
Недостатком указанного способа является низкая точность Z-образного гофра ввиду большого влияния точности позиционирования трансформируемых матриц по отношению друг к другу, так как они являются многозвенными механизмами с большим количеством шарниров. Незначительное отклонение какого-либо звена от номинального положения приводит к искажению формы задающего рельефа и, как следствие, к низкой точности изделия, кроме того, здесь происходит образование значительных радиусов округления по ребрам изгиба.
Известен способ изготовления заполнителя со структурой типа Z-образного гофра, заключающийся в укладке пропитанного связующим листа армирующей ткани на трансформируемую формозадающую оправку, герметизации с помощью вакуумного мешка, выведении оправки в рельефное состояние и формовании изделия под действием атмосферного давления (патент РФ №1706148, МКИ В32В 15/00, В9С 59/00. Устройство для изготовления изделий сложного профиля из композиционного материала. В.И.Халиулин, В.Е.Десятов, опубл. Бюл. №16 от 12.06.1996 г.).
Недостатком данного способа является то, что он позволяет формовать изделия только из композиционных материалов и не применим при использовании в качестве заготовки твердолистовых материалов.
Известен способ изготовления заполнителя типа Z-образного гофра, состоящий из предварительного формирования гофра с трапециевидной направляющей и линейной образующей, дальнейшего поперечно-оппозитного выворачивания гофра до формирования заданного ячеистого рельефа (патент РФ №2100120, МКИ B21D 13/00, 13/02. Способ изготовления зигзагообразного гофра (варианты) и устройство для его осуществления. В.И.Халиулин, Е.А.Скрипкин, опубл. Бюл. №36 от 27.12.1997 г.).
Недостатком указанного способа является низкая точность рельефа Z-образного гофра в силу того, что в местах изгиба образуются скругления с радиусом значительной величины.
Известен способ изготовления заполнителя с зигзагообразной гофрированной структурой, принятый за прототип, заключающийся в том, что формообразованию детали с зигзагообразной гофрированной структурой предшествует местное ослабление жесткости заготовки вдоль линий разметки в зонах предполагаемого изгиба путем формирования канавок по зигзагообразным линиям выступов, определяющим положение выступов структуры, и по отрезкам пилообразных линий, определяющим выступы по этим линиям в структуре, с одной стороны заготовки и по зигзагообразным линиям впадин, определяющим положение впадин структуры, и по отрезкам пилообразных линий, определяющим впадины по этим линиям в структуре, с другой стороны заготовки, или путем пробивки отверстий малого диаметра по зигзагообразным линиям выступов и впадин, и по пилообразным линиям заданной зигзагообразной гофрированной структуры с одной из сторон заготовки (патент РФ №2256556, МКИ В29С 59/00, B29D 16/00. Способ изготовления заполнителя с зигзагообразной гофрированной структурой. В.И.Халиулин, Двоеглазов И.В., Меняшкин Д.Г., Батраков В.В., опубл. 20.07.2005 г.). Данный способ принят за прототип.
Недостатком указанного способа является недостаточное ослабление жесткости при выполнении канавок по зигзагообразным линиям выступов и впадин и отрезкам пилообразных линий, что не позволит придать заготовке рельеф заданной зигзагообразной гофрированной структуры, а ослабление жесткости путем пробивки отверстий малого диаметра по зигзагообразным линиям выступов и впадин и по пилообразным линиям заданной зигзагообразной гофрированной структуры с одной из сторон заготовки приведет к снижению несущей способности заполнителя из-за нарушения целостности структуры материала в зоне пилообразных линий.
Техническая задача изобретения - получение заполнителя с зигзагообразной гофрированной структурой высокой точности и повышенной несущей способностью из твердолистовых материалов.
Решение поставленной задачи обеспечивается тем, что в известном способе изготовления заполнителя с зигзагообразной гофрированной структурой для многослойной панели, включающем местное ослабление жесткости заготовки вдоль линий разметки в зонах предполагаемого изгиба и формообразование заготовки согласно форме ячеек зигзагообразной структуры, местное ослабление жесткости заготовки ведут путем одновременной биговки канавок и пробивки отверстий малого диаметра по всем зигзагообразным линиям выступов и впадин, а по отрезкам пилообразных линий осуществляют только биговку канавками.
Техническим результатом, достигаемым при осуществлении заявляемого изобретения, является снижение усилий формообразования и повышение несущей способности заполнителя.
Сравнение заявляемого изобретения с прототипом позволяет установить его соответствие критерию «новизна». При изучении других известных технических решений в данной области техники признаки, отличающие его от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию «существенные отличия».
Известно устройство для изготовления гофрированных листов, содержащее верхнюю и нижнюю плиты, пуансон, матрицу и нажимной элемент (патент SU №1824781, МКИ 6 B21D 13/10. Устройство для изготовления гофрированных листов. Тарасов В.А., Баскаков С.Т., опубл. 1996.08.10).
Недостатком данного устройства является то, что с помощью этого устройства на листовой заготовке можно получить лишь прямолинейные продольно ориентированные гофры.
Известны устройства для гофрирования листового материала, содержащие формующие элементы, установленные на валах неподвижно, при этом на одном из валов формующие элементы расположены нормально к оси вала, а на втором - наклонно под углом (патент RU №2229951, МКИ 7 B21D 13/10. Устройство для гофрирования листового материала. Максименков В.И., Тарасов В.А., Китайкин В.Л., Гальченко Б.В., опубл. 2004.06.10, патент RU №2248257, МКИ 7 B21D 13/04. Устройство для гофрирования листового материала. Максименков В.И., Тарасов В.А., Китайкин В.Л., Гальченко Б.В., опубл. 2005.03.20).
Недостатком данных устройств являются их ограниченные технологические возможности, так как они предназначены для формообразования только пластичных материалов.
Известно устройство для изготовления заполнителя, включающее раскаты, клеевые и упресовочные вальцы, механизм вакуумирования клея, механизм формирования структуры, механизм полимеризации, сушильную камеру, стол раскроя и укладчик (авторское свидетельство №364428, МКИ B27D 1/06. Устройство для изготовления заполнителя. Ряузов В.В., Иванченко А.Я., Свирский Г.Э. и др., опубл. Бюл. №5, 1973). Данное устройство принято за прототип.
Недостатком данного устройства является то, что оно может быть использовано только для обработки материалов со слабо выраженным пружинением, у которых снижение жесткости заготовки и фиксирование рисунка структуры производится за счет пропитки материала заготовки клеевым составом с последующей полимеризацией. Применение механизма формирования структуры и полимеризационного устройства в виде плиточного транспортера с установленным над ним подпружиненным шаговым прижимом с плитами не достаточно для формирования окончательно зафиксированной структуры заполнителя из материалов, например, полимерных бумаг типа «НОМЕКС», обладающих выраженными упругими свойствами. При выходе заготовки заполнителя из механизма формирования структуры под действием сил пружинения материала структура заполнителя будет стремиться принять исходное плоское состояние. Полимеризационное устройство также не окажет значительного влияния на фиксацию структуры заполнителя, так как материалы типа полимерной бумаги «НОМЕКС» имеют покрытие со степенью полимеризации 65-70% и даже при достижении 100% полимеризации покрытия силы пружинения, действующие по сгибам заполнителя, сохранят свою величину и приведут к ретрансформированию структуры заполнителя. При этом для данных покрытий время полимеризации до 100% составляет минимум 3 часа, что технически не выполнимо в данном устройстве.
Техническим результатом, достигаемым при осуществлении заявляемого изобретения, является расширение технологических возможностей оборудования, а также повышение ассортиментных возможностей получения гофрированного заполнителя за счет расширения номенклатуры обрабатываемых листовых материалов.
Указанный технический результат достигается тем, что устройство для изготовления заполнителя с зигзагообразной гофрированной структурой, содержащее последовательно расположенные рулонницу, механизм формирования структуры, снабжено согласно изобретению механизмом снижения жесткости заготовки, установленным перед механизмом формирования структуры и выполненным в виде трех пар сопряженных валов, первая из которых служит для формирования непрерывных канавок с верхней стороны плоской заготовки вдоль пилообразных линий структуры заполнителя, вторая пара служит для переформирования полученной канавки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, с получением в этих местах канавок с противоположной стороны заготовки, третья пара служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя. При этом в первой паре валов механизма снижения жесткости заготовки верхний вал содержит гладкие кольцевые элементы, выполняющие функцию биговальных пуансонов, периферия которых в поперечном сечении соответствует профилю формируемых канавок, во второй паре валов механизма снижения жесткости заготовки нижний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов, с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих выступам гофров, а валы, сопряженные с валами, содержащими биговальные пуансоны, имеют в зоне контакта с ними эластичное покрытие, выполняющее функцию матрицы. Также в третьей паре валов механизма снижения жесткости заготовки оба вала выполнены с выступающими фигурными элементами, содержащими чередующиеся участки с поперечным сечением рабочих кромок по профилю формируемых канавок, выполняющие функцию биговальных пуансонов, и радиально ориентированные стержни с острыми кромками, выполняющие функцию пуансонов, а между выступающими фигурными элементами на поверхности валов укреплены эластичные элементы, выполняющие функцию матриц для соответствующих пуансонов, при этом валы ориентированы между собой по углу таким образом, что расстояние между смежными биговальными пуансонами верхнего и нижнего валов в окружном направлении равно расстоянию между соответствующими зигзагообразными линиями изгиба на плоской заготовке, а расстояние между второй и третьей парами валов должно быть кратным расстоянию между соответствующими зигзагообразными линиями изгиба на плоской заготовке. Вторая и третья пара валов соединены между собой механизмом синхронизации их угловых перемещений и выполнены, например, в виде шестерен, параметры которых изготовлены таким образом, что точки перегиба канавок вдоль пилообразных линий совпадают с узловыми точками фигурных элементов на входе в третью пару валов.
Другой вариант устройства изготовления заполнителя с зигзагообразной гофрированной структурой, содержащий рулонницу и механизм формирования структуры, снабжен согласно изобретению механизмом снижения жесткости заготовки, установленным перед механизмом формирования структуры и выполненным в виде трех пар сопряженных валов, первая из которых служит для формирования отрезков продольных канавок с верхней стороны плоской заготовки вдоль пилообразных линий структуры, соответствующих впадинам гофров, вторая пара служит для формирования отрезков продольных канавок с обратной стороны заготовки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, третья пара служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя. При этом в первой паре валов механизма формирования структуры верхний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих впадинам гофров, во второй паре валов механизма формирования структуры нижний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих выступам гофров, валы, сопряженные с валами, содержащими биговальные пуансоны, имеют в зоне контакта с ними эластичное покрытие, выполняющее функцию матрицы. При этом первая, вторая и третья пары валов соединены между собой механизмом синхронизации их угловых перемещений и выполнены, например, в виде шестерен, параметры которых изготовлены таким образом, что концы отрезков канавок, образованных с верхней стороны заготовки и определяющих впадины по пилообразным линиям структуры, при выходе из первой пары валов совпадают с началом фигурных кромок кольцевых элементов, выполняющих функцию пуансонов, на второй паре валов, которые формируют отрезки канавок с нижней стороны заготовки, определяющих выступы по пилообразным линиям структуры, а вторая и третья пары валов синхронизированы между собой по угловым перемещениям таким образом, что точки перегиба канавок вдоль пилообразных линий, выполненных на заготовке при выходе из второй пары валов, совпадают с узловыми точками фигурных элементов на входе заготовки в третью пару валов.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностью признаков, тождественных всем признакам заявленного технического решения, отсутствуют. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками из заявляемого технического решения преобразований на достижение указанного технического результата. Следовательно, заявляемое техническое решение соответствует условию патентоспособности «изобретательский уровень».
Поскольку и способ изготовления складчатой конструкции, и устройство для биговки листового материала предназначены для изготовления заполнителя с зигзагообразной гофрированной структурой, то есть решают одну и ту же задачу, то в данном изобретении соблюдено условие единства изобретения.
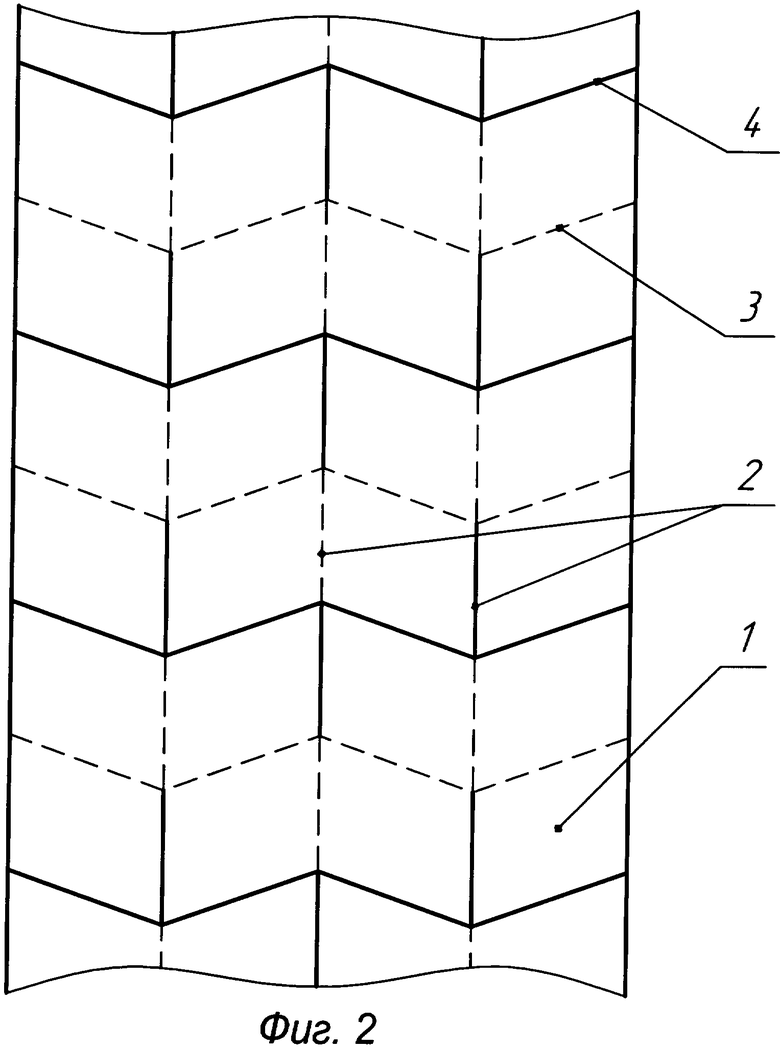
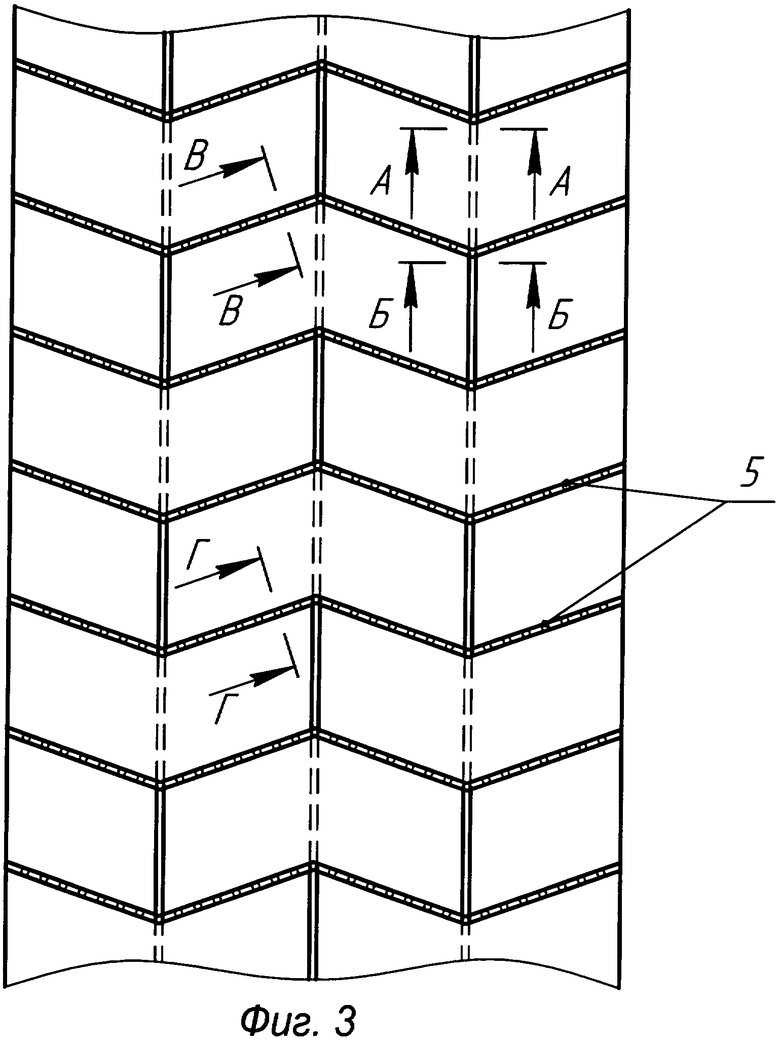
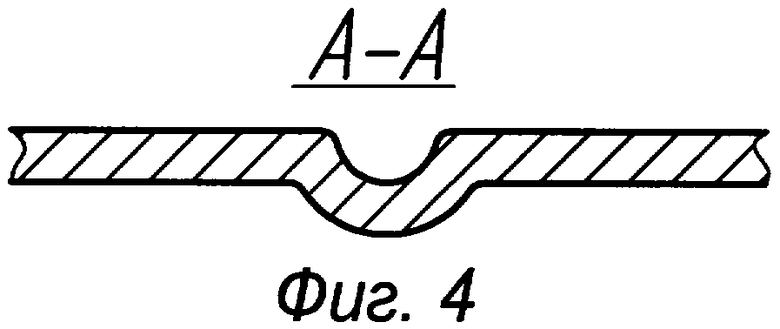
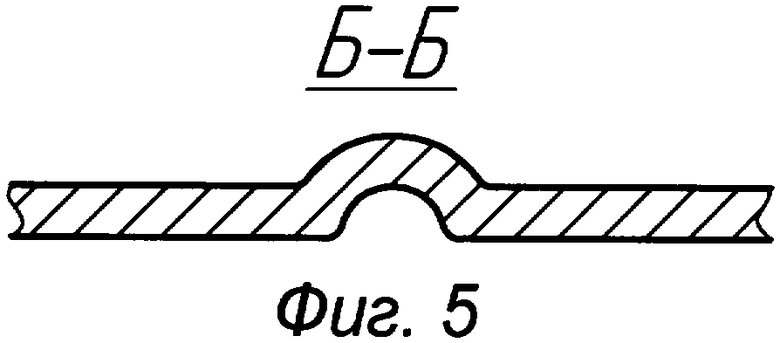
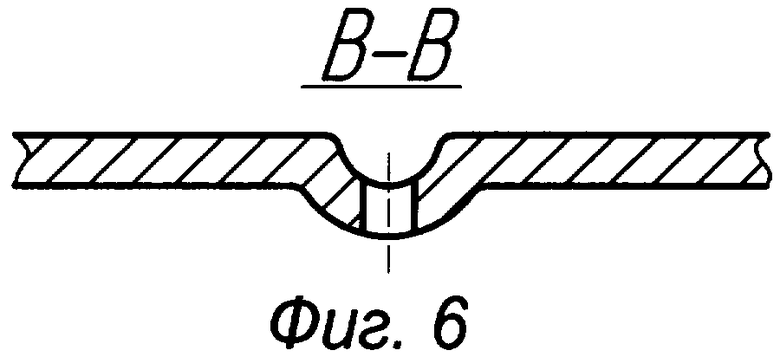
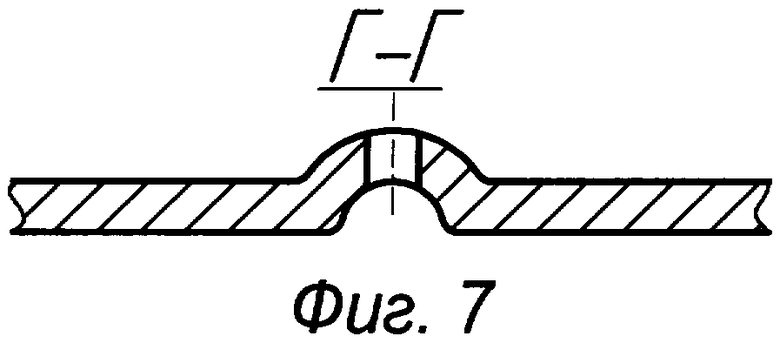
Сущность изобретения по способу поясняется чертежами, где на фиг.1 - зигзагообразная гофрированная структура (складчатый заполнитель со структурой типа «z-гофр»); фиг.2 - развертка зигзагообразной гофрированной структуры; фиг.3 - заготовка с ослабленной жесткостью; фиг.4 - сечение А-А по фиг.3 заготовки заполнителя по зигзагообразным линиям впадин; на фиг.5 - сечение Б-Б по фиг.3 заготовки заполнителя по зигзагообразным линиям выступов; фиг.6 и 7 - сечения В-В и С-С по фиг.3 заготовки заполнителя по пилообразным линиям.
На фиг.1-7 цифрами обозначены следующие позиции: 1 - зигзагообразные линии выступов, определяющие положение выступов структуры; 2 - зигзагообразные линии впадин, определяющие положение впадин структуры; 3 - пилообразные линии структуры заполнителя; 4 - заготовка зигзагообразной гофрированной структуры.
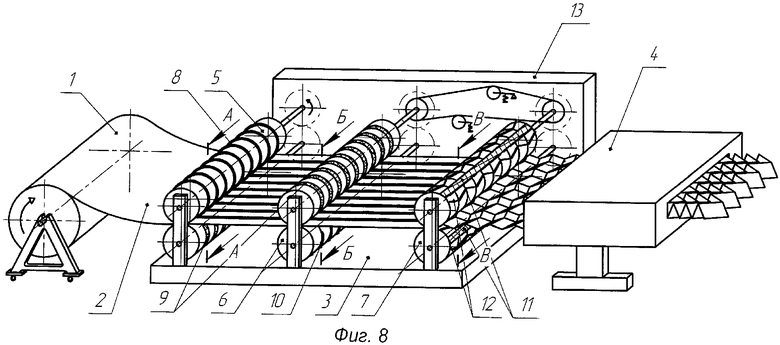
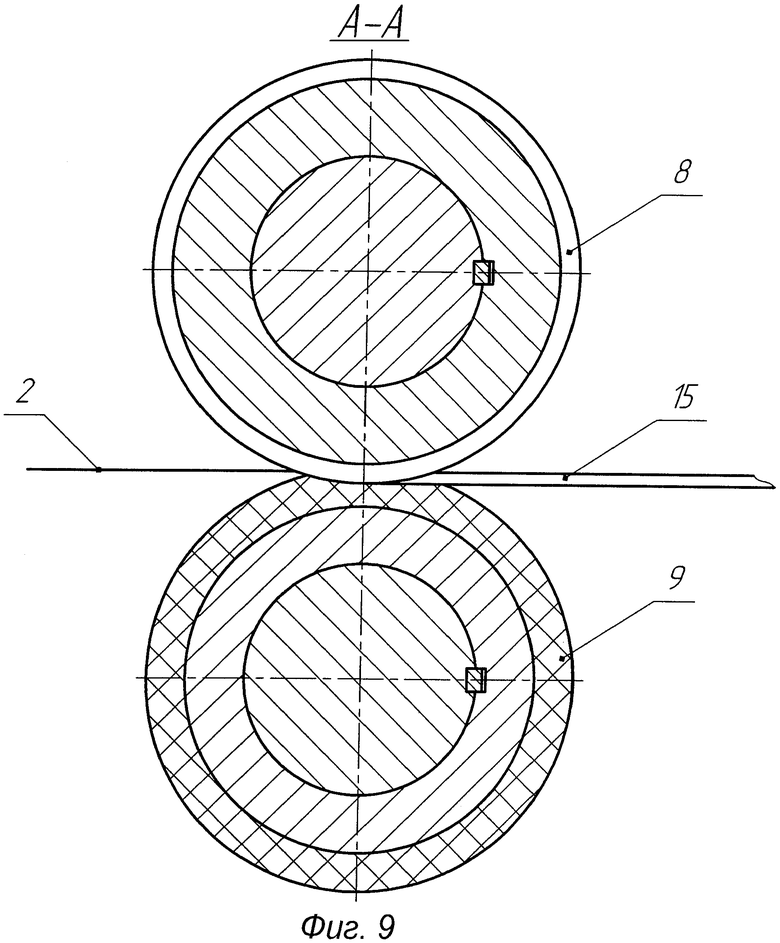
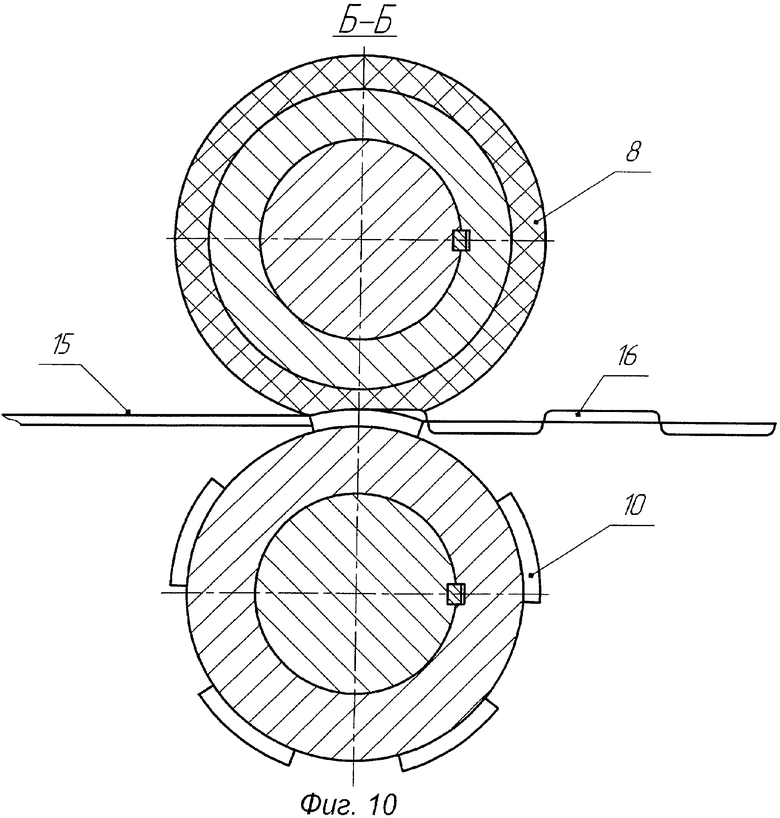
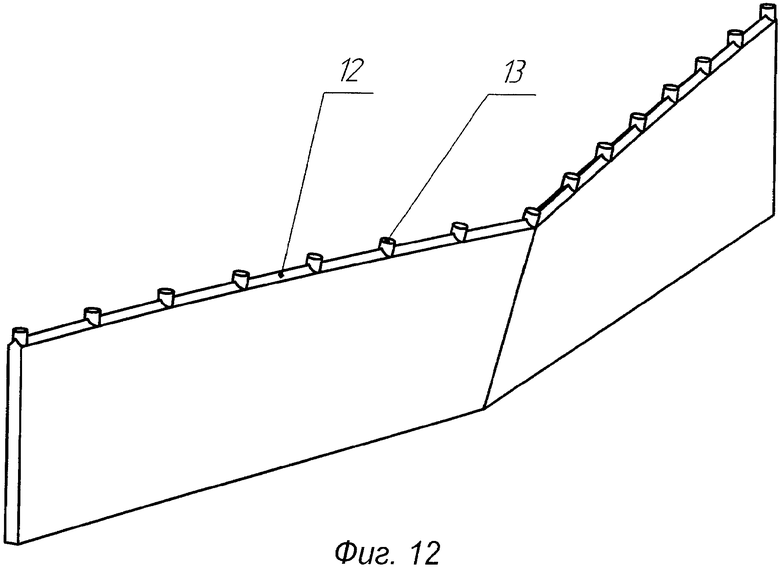
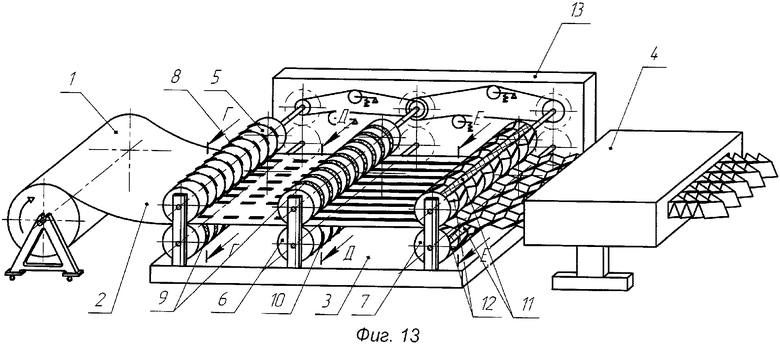
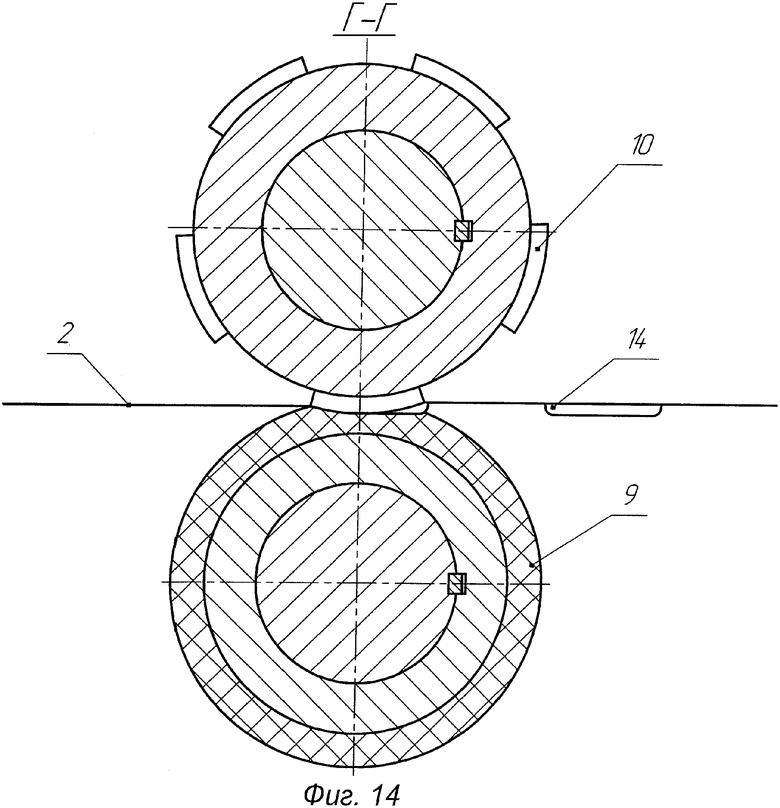
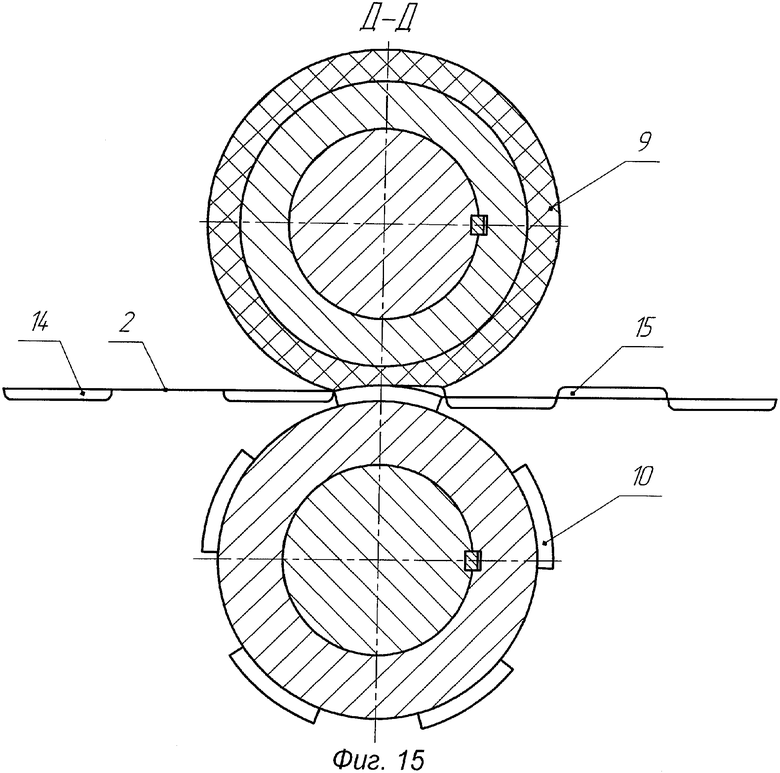
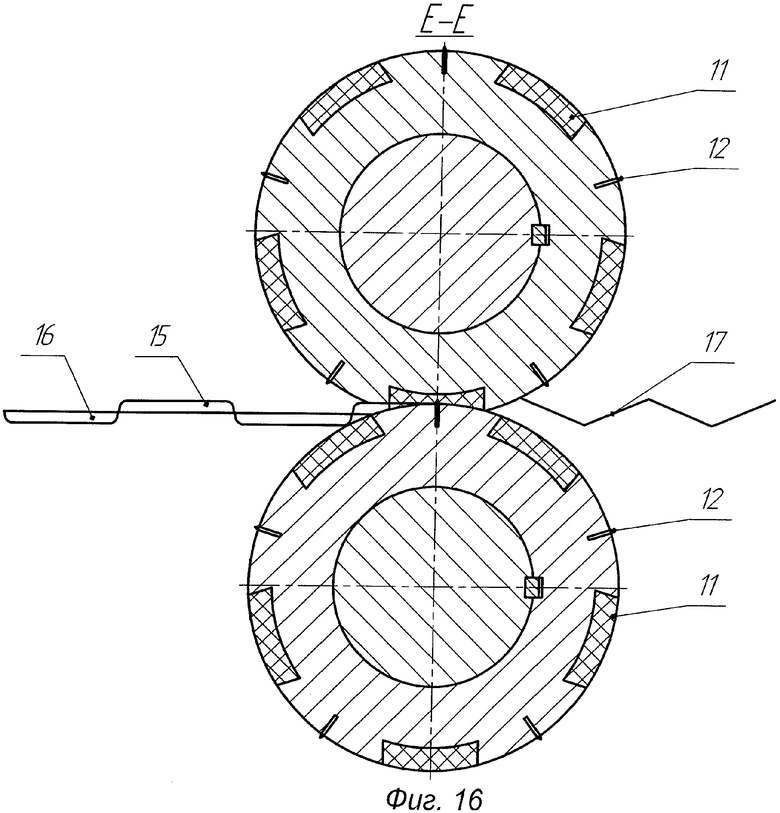
Сущность изобретения по устройству (варианты) поясняется чертежами, где на фиг.8 - общий вид устройства (вариант 1) для изготовления заполнителя с зигзагообразной гофрированной структурой; на фиг.9 - сечение А-А по фиг.8 - поперечное сечение первой пары валов (вариант 1); на фиг.10 - сечение Б-Б по фиг.8 - поперечное сечение второй пары валов (вариант 1); на фиг.11 - сечение В-В по фиг.8 - поперечное сечение третьей пары валов (вариант 1); на фиг.12 - выступающие фигурные элементы третьей пары валов устройства; на фиг.13 - общий вид устройства для изготовления заполнителя с зигзагообразной гофрированной структурой (вариант 2); на фиг.14 - сечение Г-Г по фиг.13 - поперечное сечение первой пары валов (вариант 2); на фиг.15 - сечение Д-Д по фиг.13 - поперечное сечение второй пары валов (вариант 2); на фиг.16 - сечение Е-Е по фиг.13 - поперечное сечение третьей пары валов (вариант 2).
На фиг.8-16 цифрами обозначены следующие позиции: 1 - рулонница; 2 - листовая заготовка; 3 - механизм снижения жесткости заготовки; 4 - механизм формирования структуры; 5 - первая пара валов, которая служит для формирования непрерывных канавок с одной стороны плоской заготовки вдоль пилообразных линий структуры заполнителя; 6 - вторая пара валов, которая служит для переформирования полученной канавки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, с получением в этих местах канавок с противоположной стороны заготовки; 7 - третья пара валов, которая служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям; 8 - гладкие кольцевые элементы, выполняющие функцию биговальных пуансонов; 9 - эластичное покрытие, выполняющее функцию матрицы; 10 - кольцевые элементы, выполняющие функцию биговальных пуансонов, с фигурными кромками; 11 - эластичное покрытие, выполняющее функцию матрицы; 12 - выступающие фигурные элементы, содержащие чередующиеся участки с поперечным сечением рабочих кромок по профилю формируемых канавок, выполняющие функцию биговальных пуансонов; 13 - радиально ориентированные стержни с острыми кромками, выполняющие функцию пуансонов; 14 - механизм привода и синхронизации угловых перемещений второй и третьей пары валов; 15 - непрерывные канавки с одной стороны плоской заготовки, определяющие впадины вдоль пилообразных линий структуры заполнителя; 16 - канавки, определяющие выступы по отрезкам пилообразных линий структуры; 17 - заготовка заполнителя с пологим зигзагообразно гофрированным рельефом.
Способ реализуют следующим образом.
На первом этапе на плоской твердолистовой заготовке 1 формируют канавки только по пилообразным линиям 2 и 3 структуры на соответствующей стороне заготовки (фиг.4 и фиг.5).
На втором этапе, на заготовке, с выполненными на ней канавками по пилообразным линиям структуры, формируют канавки по зигзагообразным линиям выступов 3 и впадин 4 и одновременно перфорируют с получением отверстий 5 малого диаметра вдоль упомянутых канавок по всем зигзагообразным линиям выступов и впадин структуры на соответствующей стороне заготовки (фиг.6 и фиг.7).
На третьем этапе из заготовки с выполненными на ней канавками и отверстиями формообразуют зигзагообразную гофрированную структуру. При этом пилообразные линии изгиба образуются по канавкам, а зигзагообразные линии образуются по канавкам с перфорацией. В результате получаем объемную конструкцию заполнителя складчатого типа (фиг.1).
Сформированные канавки по пилообразным линиям и канавки с перфорацией по зигзагообразным линиям изгиба ослабляют изгибную жесткость материала заготовки, обеспечивают точное позиционирование очагов деформации по линиям изгиба, не понижая прочностных характеристик многослойной панели со складчатым заполнителем, так как соединение заполнителя с обшивками панели производится по выступам зигзагообразных линий объемной структуры. Кроме того, по самим линиям изгиба образуются четко выраженные ребра с малыми радиусами скругления. Все это приводит к повышению точности структуры заполнителя. При этом перфорация, выполненная по зигзагообразным линиям, усиливает прочность соединения заполнителя с обшивками за счет затекания клеевого соединения в упомянутые отверстия.
Устройство, реализующее заявляемый способ изготовления заполнителя с зигзагообразной гофрированной структурой (фиг.8), содержит последовательно расположенные: рулонницу 1 с листовой заготовкой 2, механизм 3 снижения жесткости заготовки, механизм формирования структуры 4. В свою очередь, механизм 3 снижения жесткости заготовки содержит первую пару валов 5, которая служит для формирования непрерывных канавок с одной стороны плоской заготовки вдоль пилообразных линий структуры заполнителя, вторую пару валов 6, которая служит для переформирования полученной канавки на участках пилообразных линий структуры, третью пару валов 7, которая служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям. В первой паре валов 5 (фиг.9) верхний вал содержит гладкие кольцевые элементы 8, выполняющие функцию биговальных пуансонов, разделенные проставками и выставленные по длине вала на дистанциях, соответствующих разметке структуры, а нижний вал содержит эластичное покрытие 9, выполняющее функцию матрицы. Во второй паре валов 6 (фиг.10) верхний вал содержит эластичное покрытие 9, выполняющее функцию матрицы, а нижний вал содержит кольцевые элементы 10, выполняющие функцию биговальных пуансонов, с фигурными кромками. В третьей паре валов 7 (фиг.11) верхний и нижний валы содержат эластичное покрытие 11, выполняющее функцию матрицы, и выступающие фигурные элементы 12, содержащие чередующиеся участки с поперечным сечением рабочих кромок по профилю формируемых канавок, выполняющие функцию биговальных пуансонов. Фигурные элементы 12 (фиг.12) имеют радиально ориентированные стержни 13 с острыми кромками, выполняющие функцию пуансонов для перфорации отверстий по зигзагообразным линиям разметки.
Все валы выполнены составными. Кольцевые элементы, выполняющие функции биговальных пуансонов, разделены проставками и выставлены по длине вала на дистанциях, соответствующих разметке структуры.
Для синхронного перемещения заготовки 2 по тракту устройства оно снабжено механизмом 14 привода и синхронизации угловых перемещений второй 6 и третьей 7 пары валов.
Устройство, реализующее заявляемый способ изготовления заполнителя с зигзагообразной гофрированной структурой, работает следующим образом.
Поступающая с рулонницы 1 листовая заготовка 2 подается в механизм 3 снижения жесткости заготовки. На первой паре валов 5 производится биговка непрерывных канавок 15 (фиг.9) с верхней стороны плоской заготовки 2 вдоль пилообразных линий структуры заполнителя. На второй паре валов 6 на заготовке с отбигованными на ней непрерывными канавками 15 переформировывают полученные канавки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, с получением в этих местах канавок 16 с противоположной стороны заготовки, соответствующих впадинам гофров. На третьей паре валов 7, на заготовке, с выполненными на ней канавками 15 и 16 вдоль пилообразных линий, определяющих выступы по этим линиям в структуре, с одной (например, нижней) стороны заготовки и впадины, с другой (соответственно верхней) стороны заготовки формируют канавки с выполнением перфорации одновременно с двух сторон заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя и получают заготовку с пологим зигзагообразно гофрированным рельефом 17, который дальше поступает в механизм формирования структуры 4, окончательно формообразующий заполнитель. Механизм 13 привода и синхронизации обеспечивает вращение второй 6 и третьей 7 пары валов таким образом, что точки перегиба канавок вдоль пилообразных линий совпадают с узловыми точками фигурных элементов на входе в третью пару валов.
Другой вариант устройства, реализующий заявляемый способ изготовления заполнителя с зигзагообразной гофрированной структурой (фиг.13), содержит последовательно расположенные рулонницу 1 с листовой заготовкой 2, механизм 3 снижения жесткости заготовки, механизм формирования структуры 4. В свою очередь, механизм 3 снижения жесткости заготовки содержит первую пару валов 5, которая служит для формирования отрезков продольных канавок с одной стороны плоской заготовки 2 вдоль пилообразных линий структуры заполнителя, соответствующих впадинам гофров, вторую пару валов 6, которая служит для формирования отрезков продольных канавок с обратной стороны заготовки вдоль пилообразных линий структуры заполнителя, соответствующих выступам гофров, третью пару валов 7, которая служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям. В первой паре валов 5 (фиг.14) верхний вал содержит кольцевые элементы 8, выполняющие функцию биговальных пуансонов, с фигурными кромками, соответствующих выступам гофров, а нижний вал содержит эластичное покрытие 9, выполняющее функцию матрицы. Во второй паре валов 6 (фиг.15) верхний вал содержит эластичное покрытие 9, выполняющее функцию матрицы, а нижний вал содержит кольцевые элементы 10, выполняющие функцию биговальных пуансонов, с фигурными кромками, соответствующих впадинам гофров. В третьей паре валов 7 (фиг.16) верхний и нижний валы содержат эластичное покрытие 11, выполняющее функцию матрицы, и выступающие фигурные элементы 12, содержащие чередующиеся участки с поперечным сечением рабочих кромок по профилю формируемых канавок, выполняющие функцию биговальных пуансонов. Фигурные элементы 12 (фиг.12) имеют радиально ориентированные стержни 13 с острыми кромками, выполняющие функцию пуансонов для перфорации отверстий по зигзагообразным линиям разметки.
Все валы выполнены составными. Кольцевые элементы, выполняющие функции биговальных пуансонов, разделены проставками и выставлены по длине вала на дистанциях, соответствующих разметке структуры.
Для синхронного перемещения заготовки 2 по тракту устройства оно снабжено механизмом 14 привода и синхронизации угловых перемещений первой 5, второй 6 и третьей 7 пары валов.
Данный вариант устройства, реализующий заявляемый способ заполнителя с зигзагообразной гофрированной структурой, работает следующим образом.
Поступающая с рулонницы 1 листовая заготовка 2 подается в механизм 3 снижения жесткости заготовки. На первой паре валов 5 производится биговка канавок 14 (фиг.14) с верхней стороны плоской заготовки 2, определяющих впадины гофров по отрезкам пилообразных линиий структуры заполнителя. На второй паре валов 6 (фиг.15), на заготовке с отбигованными на ней канавками 14, производится биговка канавок 15 с противоположной стороны заготовки на оставшихся отрезках пилообразных линий структуры заполнителя, соответствующих выступам гофров. На третьей паре валов 7 (фиг.16), на заготовке, с выполненными на ней канавками 15 и 16 вдоль пилообразных линий, определяющих выступы по этим линиям в структуре, с одной (например, нижней) стороны заготовки и впадины, с другой (соответственно верхней) стороны заготовки формируют канавки с выполнением перфорации одновременно с двух сторон заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя и получают заготовку с пологим зигзагообразно гофрированным рельефом 17, который дальше поступает в механизм формирования структуры 4, окончательно формообразующий заполнитель. Механизм 13 привода и синхронизации обеспечивает вращение первой 5, второй 6 и третьей 7 пары валов таким образом, что точки перегиба канавок вдоль пилообразных линий совпадают с узловыми точками фигурных элементов на входе как во вторую, так и в третью пару валов.
Оба варианта устройства реализуют один и тот же способ изготовления заполнителя с зигзагообразной гофрированной структурой. Отличие состоит в формировании канавок по пилообразным линиям структуры заполнителя.
Первый вариант устройства предпочтителен, с точки зрения обеспечения точности геометрических размеров структуры, для заполнителей с малой высотой - до 25-30 мм, второй вариант - для заполнителей с высотой свыше 25-30 мм.
Предложенный способ изготовления заполнителя с зигзагообразной гофрированной структурой и варианты устройства для его реализации могут быть использованы при промышленном производстве заполнителей складчатой структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2241562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| ПАНЕЛЬ КРИВОЛИНЕЙНОЙ ФОРМЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2381955C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |

Группа изобретений относится к технологии изготовления гофрированных конструкций со складчатой структурой и может быть использована в производстве летательных аппаратов, транспортном машиностроении, строительстве. Осуществляют в местное ослабление жесткости заготовки путем одновременной биговки канавок и пробивки отверстий малого диаметра по всем зигзагообразным линиям выступов и впадин, а по отрезкам пилообразных линий выполняют только биговки канавками. Далее осуществляют формообразование зигзагообразной структуры по форме ячеек. Устройства для реализации способа содержат рулонницу, механизм формирования структуры, механизм снижения жесткости заготовки, установленный перед механизмом формирования структуры и выполненный в виде трех пар сопряженных валов, служащих для формирования канавок или отрезков канавок по пилообразным линиям и канавок с перфорацией по зигзагообразным линиям. Расширяются технологические возможности оборудования, а также - номенклатура обрабатываемых листовых материалов 3 н. и 9 з.п. ф-лы, 16 ил.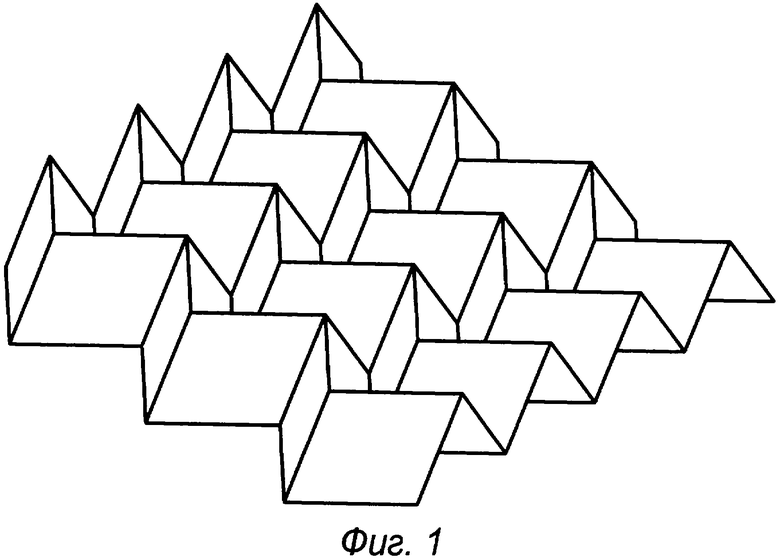
1. Способ изготовления заполнителя с зигзагообразной гофрированной структурой для многослойной панели, включающий местное ослабление жесткости листовой заготовки с двух ее сторон вдоль линий разметки зон предполагаемого изгиба и ее деформирование согласно форме ячеек зигзагообразной структуры, отличающийся тем, что местное ослабление жесткости на листовой заготовке ведут путем одновременного выполнения биговки для получения канавок и перфорирования с получением отверстий малого диаметра вдоль упомянутых канавок по всем зигзагообразным линиям выступов и впадин структуры, а по пилообразным линиям структуры осуществляют только биговку.
2. Устройство для изготовления заполнителя с зигзагообразной гофрированной структурой, содержащее рулонницу и механизм формирования структуры, отличающееся тем, что оно снабжено механизмом снижения жесткости листовой заготовки, установленным перед механизмом формирования структуры и выполненным в виде трех пар сопряженных валов, первая из которых служит для формирования непрерывных канавок с верхней стороны листовой заготовки вдоль пилообразных линий структуры заполнителя, вторая пара служит для переформирования полученной канавки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, с получением в этих местах канавок с противоположной стороны заготовки, третья пара служит для формирования канавок и выполнения перфорации одновременно с двух сторон заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя.
3. Устройство по п.2, отличающееся тем, что в первой паре валов механизма снижения жесткости листовой заготовки верхний вал содержит гладкие кольцевые элементы, выполняющие функцию биговальных пуансонов, периферия которых в поперечном сечении соответствует профилю формируемых канавок.
4. Устройство по п.2, отличающееся тем, что во второй паре валов механизма снижения жесткости листовой заготовки нижний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов, с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих выступам гофров.
5. Устройство по п.3 или 4, отличающееся тем, что валы, сопряженные с валами, содержащими биговальные пуансоны, имеют в зоне контакта с ними эластичное покрытие, выполняющее функцию матрицы.
6. Устройство по п.2, отличающееся тем, что в третьей паре валов механизма снижения жесткости листовой заготовки оба вала выполнены с выступающими фигурными элементами, содержащими чередующиеся участки с поперечным сечением рабочих кромок по профилю формируемых канавок, выполняющие функцию биговальных пуансонов, и радиально ориентированные стержни с острыми кромками, выполняющие функцию пуансонов, а между выступающими фигурными элементами на поверхности валов укреплены эластичные элементы, выполняющие функцию матриц для соответствующих пуансонов, при этом валы ориентированы между собой по углу таким образом, что расстояние между смежными биговальными пуансонами верхнего и нижнего валов в окружном направлении равно расстоянию между соответствующими зигзагообразными линиями изгиба на листовой заготовке, а расстояние между второй и третьей парами валов должно быть кратным расстоянию между соответствующими зигзагообразными линиями изгиба на листовой заготовке.
7. Устройство по п.2, отличающееся тем, что вторая и третья пары валов соединены между собой механизмом синхронизации их угловых перемещений и выполненны, например, в виде шестерен, параметры которых выбраны такими, что точки перегиба канавок вдоль пилообразных линий совпадают с узловыми точками фигурных элементов на входе в третью пару валов.
8. Устройство для изготовления заполнителя с зигзагообразной гофрированной структурой, содержащее рулонницу и механизм формирования структуры, отличающееся тем, что оно снабжено механизмом снижения жесткости листовой заготовки, установленным перед механизмом формирования структуры и выполненным в виде трех пар сопряженных валов, первая из которых служит для формирования отрезков продольных канавок с верхней стороны листовой заготовки вдоль пилообразных линий структуры, соответствующих впадинам гофров, вторая пара служит для формирования отрезков продольных канавок с обратной стороны листовой заготовки на участках пилообразных линий структуры заполнителя, соответствующих выступам гофров, третья пара служит для формирования канавок и выполнения перфорации одновременно с двух сторон листовой заготовки по зигзагообразным линиям соответственно впадин и выступов заполнителя.
9. Устройство по п.8, отличающееся тем, что в первой паре валов механизма формирования структуры верхний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих впадинам гофров.
10. Устройство по п.8, отличающееся тем, что во второй паре валов механизма формирования структуры нижний вал содержит кольцевые элементы, выполняющие функцию биговальных пуансонов с фигурными кромками, имеющими на рабочих участках в их поперечном сечении профиль, соответствующий профилю формируемых канавок, длиной по окружности рабочих участков кромок, равной длине отрезков пилообразных линий структуры заполнителя, соответствующих выступам гофров.
11. Устройство по п.8, отличающееся тем, что валы, сопряженные с валами, содержащими биговальные пуансоны, имеют в зоне контакта с ними эластичное покрытие, выполняющее функцию матрицы.
12. Устройство по п.8, отличающееся тем, что первая, вторая и третья пары валов соединены между собой механизмом синхронизации их угловых перемещений и выполнены в виде шестерен с параметрами, обеспечивающими совпадение концов отрезков канавок, образованных с верхней стороны листовой заготовки и определяющих впадины по пилообразным линиям структуры, при выходе из первой пары валов с началом фигурных кромок кольцевых элементов, выполняющих функцию пуансонов, на второй паре валов, которые формируют отрезки канавок с нижней стороны листовой заготовки, определяющих выступы по пилообразным линиям структуры, а вторая и третья пары валов синхронизированы между собой по угловым перемещениям с обеспечением совпадения точек перегиба канавок вдоль пилообразных линий, выполненных на листовой заготовке при выходе из второй пары валов, с узловыми точками фигурных элементов на входе заготовки в третью пару валов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ | 0 |
|
SU364428A1 |
| УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284238C1 |
| SU 1824781 A1, 10.08.1996 | |||
| US 4981744 A1, 01.01.1991. | |||

