Изобретение относится к производству труб большого диаметра в черной металлургии (диаметром до 3200 мм). Интенсивное развитие нефтегазовой промышленности, произошедшее после 50-х годов прошлого столетия, привело к существенному росту потребности в трубах большого диаметра. К этим трубам относятся трубы диаметром свыше 800…1000 мм и их производство осуществляют методами формовки трубной заготовки из горячекатаного листа (полосы) и последующей сварки под слоем флюса (см., например, рис.9.24 на стр.402. Учебн. изд. Теория трубного производства. Потапов И.Н. и др., М.: Металлургия, 1991 г.).
Известен способ производства прямошовных труб большого диаметра с двумя сварными швами (см., например, Прокатное производство. Учебник, 3-е изд. Полухин П.И. и др., М.: Металлургия, 1982 г., с.652).
Основной недостаток способа состоит в получении трубы с недеформированным сварным швом, что снижает прочность трубы. Кроме того, для получения трубы используют два листа (полосы), прокатанных на широкополосовом стане горячей прокатки (ШПС г.п.), что в два раза снижает производительность при производстве, т.к. длина бочки валков позволяет прокатывать только ширину  , где D - диаметр трубы.
, где D - диаметр трубы.
Известен способ производства труб большого диаметра с одним сварным швом (см. там же, рис.405 на стр.653).
Основной недостаток известного способа состоит в ограничении на диаметр производимой трубы, накладываемом ограничением ширины полосы (плиты), прокатка которой возможна на стане. Например, после ШПС г.п. 2000, на которых максимальная ширина прокатываемых полос ограничена 1850 мм, возможно производство труб с одним сварным швом диаметром до 580 мм. После толстолистовых станов (ТЛС), например, 5000-5500 возможно производство труб диаметром до 1720 мм, но чаще (с учетом технологических отходов) ограничиваются производством труб диаметром 1420 мм.
Этому известному способу также дополнительно присущ недостаток в виде недеформированного сварного шва на трубе. К тому же из-за сварки происходит негативное изменение структуры околошовного пространства шва, в котором чаще и происходит разрушение трубы под внутренним давлением жидкости или газа.
Известен способ производства спиральношовных труб диаметром до 2500 мм (см. рис.9.23 на стр.401 и текст к нему, изложенные в указанном учебном издании авторов Потапов И.Н. и др.). Основной недостаток известного способа состоит, во-первых, в получении трубы с недеформированным сварным швом, к тому же длина шва (в сравнении с одношовными трубами) существенно возрастает на единицу длины трубы (например, 1 м), что снижает сопротивление трубы разрушению под действием внутреннего давления.
Известен способ производства труб большого диаметра с двумя сварными швами, включающий наложение одинаковых прямоугольных плит (слябов) друг на друга, сварку их по краям непрерывным швом в продольном направлении с образованием пакета, нагрев и горячую прокатку пакета до раската толщиной, равной удвоенной толщине стенки трубы, и путем эспандирования раската получение трубы с двумя продольными ребрами, при этом в процессе наложения плит друг на друга между ними предпочтительно помещают в сыпучем состоянии материал, исключающий сварку плит при их нагреве и прокатке (см., например, патент Великобритании №1.075.681 В23P//В21В от 1965 г. и его опытное испытание, результаты которого опубликованы в сборнике Теория и технология деформации металлов. - М.: Металлургия, 1976 г. МИСиС. Научные труды №96, стр.56-61).
По существенным признакам известный способ наиболее близок предлагаемому способу, поэтому принят за прототип.
Существенным недостатком способа является то, что в получаемой трубе имеется два продольных ребра, наличие которых (как показали испытания) примерно в два раза снижает внутреннее давление, выдерживаемое трубой до разрыва, в сравнении с трубой без продольных ребер. К тому же, продольные ребра на трубе существенно ограничивают возможности ее применения в промышленности.
Предлагаемый способ производства труб большого диаметра с двумя пластически деформированными сварными швами свободен от указанных недостатков известного способа. В нем решена задача повышения прочности труб большого диаметра благодаря многократной пластической деформации сварных швов. К тому же, решена задача производства по существу сплошных труб диаметром до 3200 мм. Реализация предложенного способа позволяет в два раза повысить производство на прокатных станах проката для труб конечного размера. При этом важным является, что организация производства труб с использованием заложенных в нее совокупности предложенных приемов возможна с использованием существующего парка прокатных станов. При реализации предлагаемого способа труба с двумя продольными ребрами используется в качестве заготовки.
Технический результат достигается тем, что в способе производства труб большого диаметра с двумя пластически деформированными сварными швами, включающем наложение одинаковых прямоугольных плит (слябов) друг на друга, сварку их по краям непрерывным швом в продольном направлении с образованием пакета, нагрев и горячую прокатку пакета до раската толщиной, равной удвоенной толщине стенки трубы, и путем эспандирования раската получение трубы с двумя продольными ребрами, при этом в процессе наложения плит друг на друга между ними предпочтительно в сыпучем состоянии помещают материал, исключающий сварку плит при их нагреве и прокатке, согласно предложению в трубу с двумя продольными ребрами помещают фигурную оправку, снабженную двумя диаметрально расположенными одинаковыми продольными выступами, которые располагают оппозитно ребрам трубы, сдавливают ребра трубы и давлением на наружную часть ребер трубы осуществляют пластическую деформацию ребер трубы и сварных швов вплоть до их полного контакта с поверхностью оправки, при этом перед деформацией нагревают деформируемый участок трубы и после очередной деформации трубу перемещают вдоль фигурной оправки, а после окончания указанной обработки трубы остатки ее ребер удаляют путем резания.
Причем ребра трубы в процессе ее перемещения вдоль оправки и указанной пластической деформации располагают в вертикальной плоскости, при этом аналогично располагают в этой плоскости продольные выступы оправки (вариант 1). Ребра трубы в процессе ее перемещения вдоль оправки и указанной пластической деформации располагают в горизонтальной плоскости, при этом аналогично располагают в этой плоскости продольные выступы оправки (вариант 2).
Для реализации настоящего способа предложена фигурная оправка. При этом поперечное сечение оправки занимает часть круга, ограниченного окружностью с радиусом, равным радиусу внутренней поверхности производимой трубы, на цилиндрической части оправки закреплены с диаметральным расположением два одинаковых выходящих за пределы указанного радиуса сменных продольных выступа, которые состоят по меньшей мере из трех участков, причем первый участок выполнен от начала выступа с нарастающей по длине оправки высотой и шириной, второй участок выполнен с постоянными высотой и шириной, а третий участок выполнен с убывающей высотой и увеличивающейся шириной. При этом оправка содержит три корпуса, один из которых является несущим, расположен в центральной части поперечного сечения оправки и соединен с механизмом перемещения и стопорения оправки, два других корпуса конструктивно одинаковые, в них установлены продольные выступы и они соединены с несущим корпусом по подвижной посадке, при этом в несущем корпусе расположены гидравлические цилиндры с плунжерами и пружины, стягивающие указанные три корпуса.
Способ производства труб большого диаметра (800-3200 мм) с двумя пластически деформированными сварными швами и фигурная оправка для его осуществления пояснены на фиг.1-20.
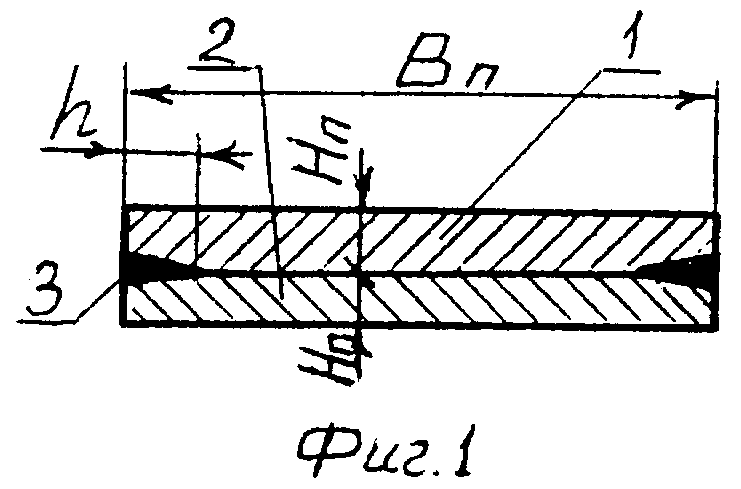
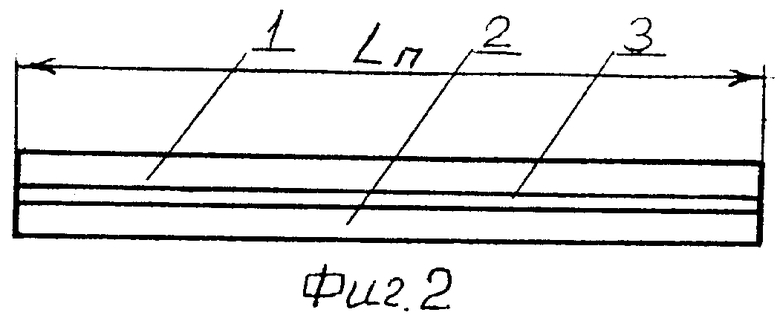
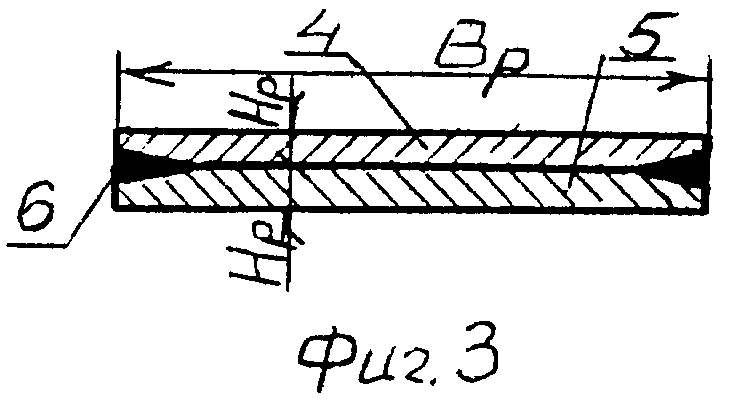
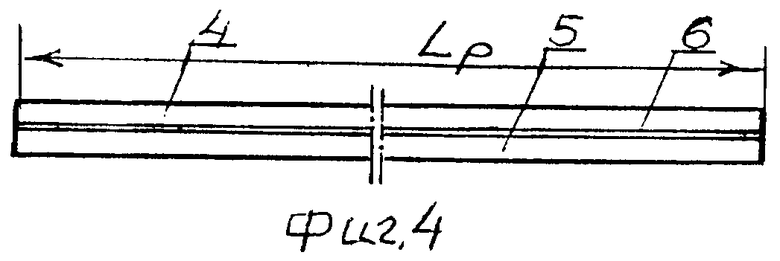
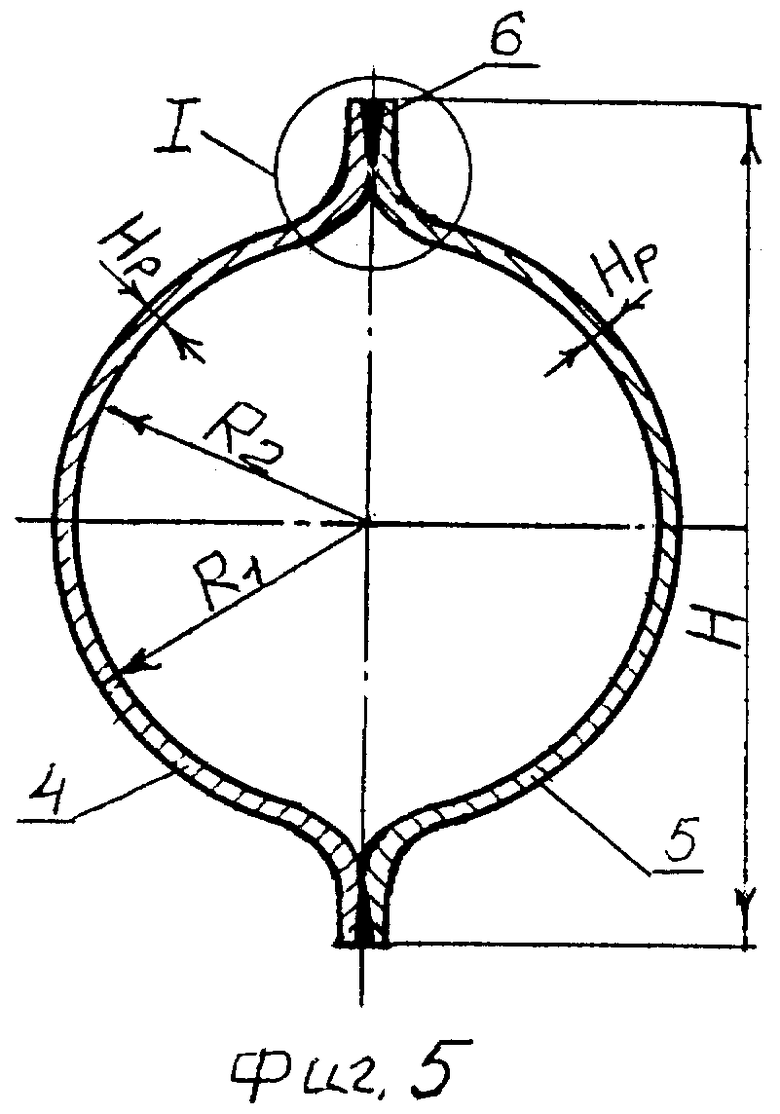
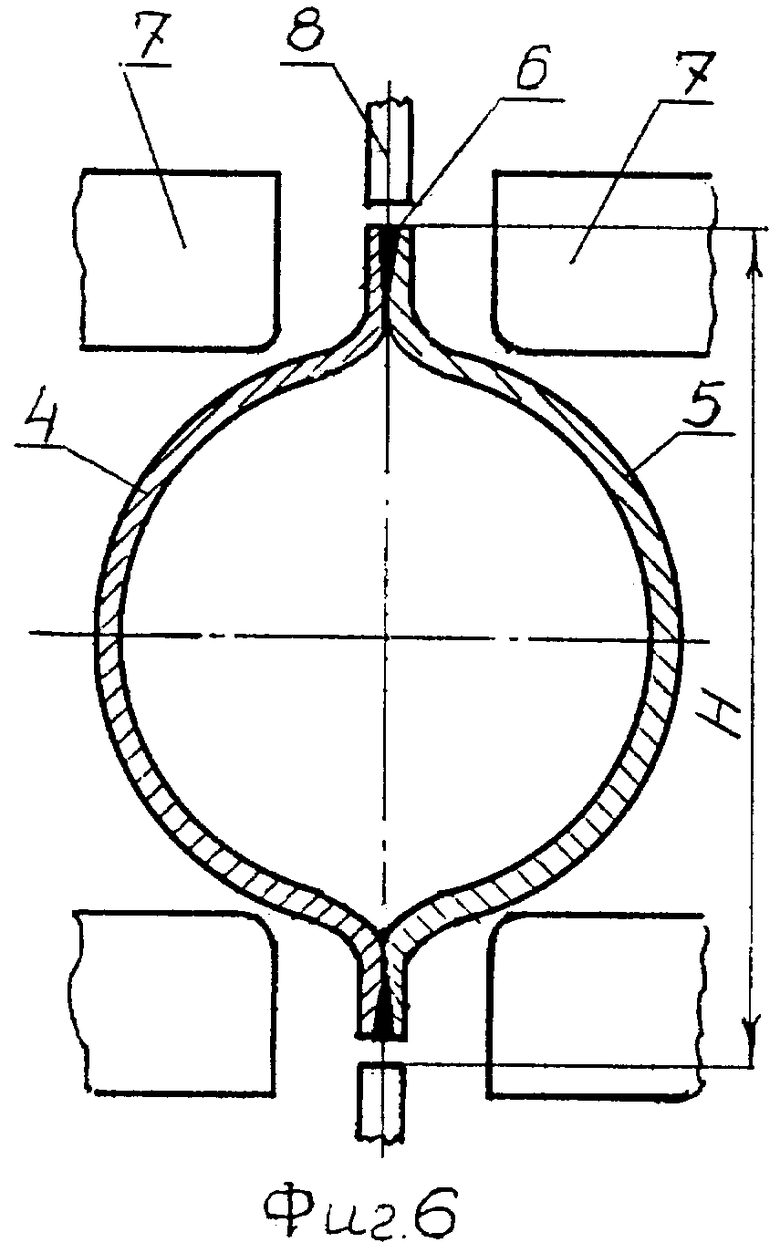
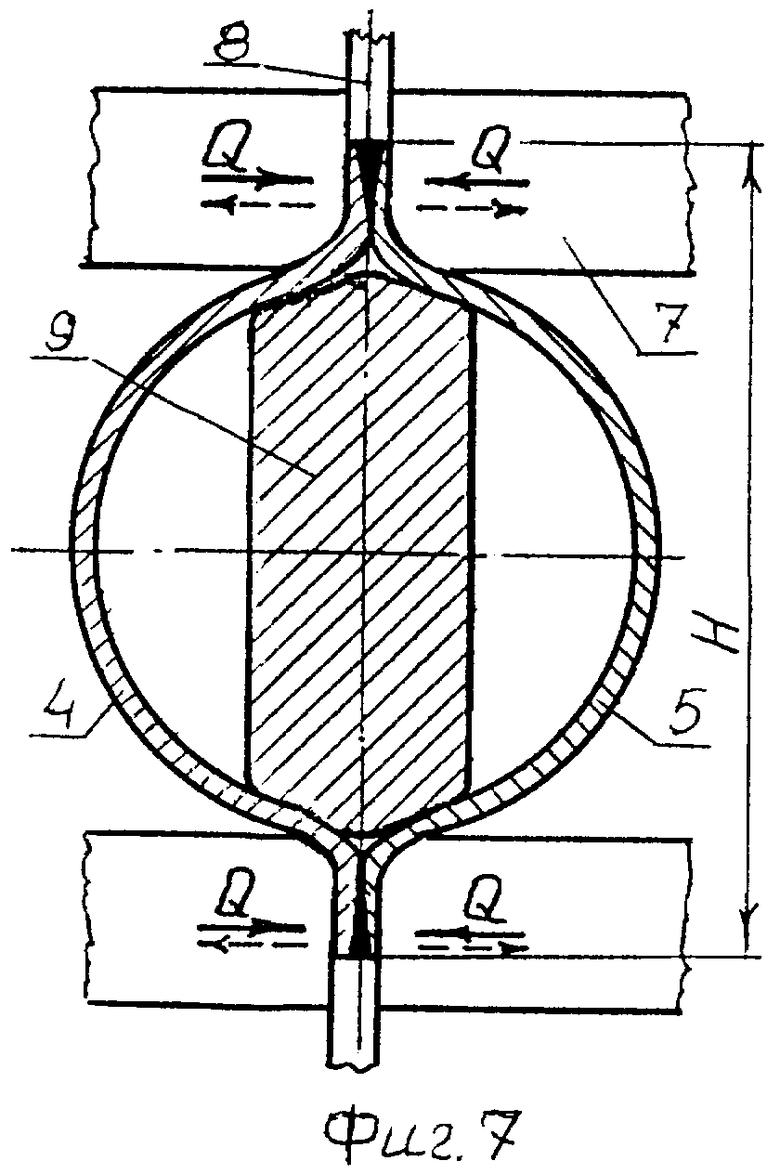
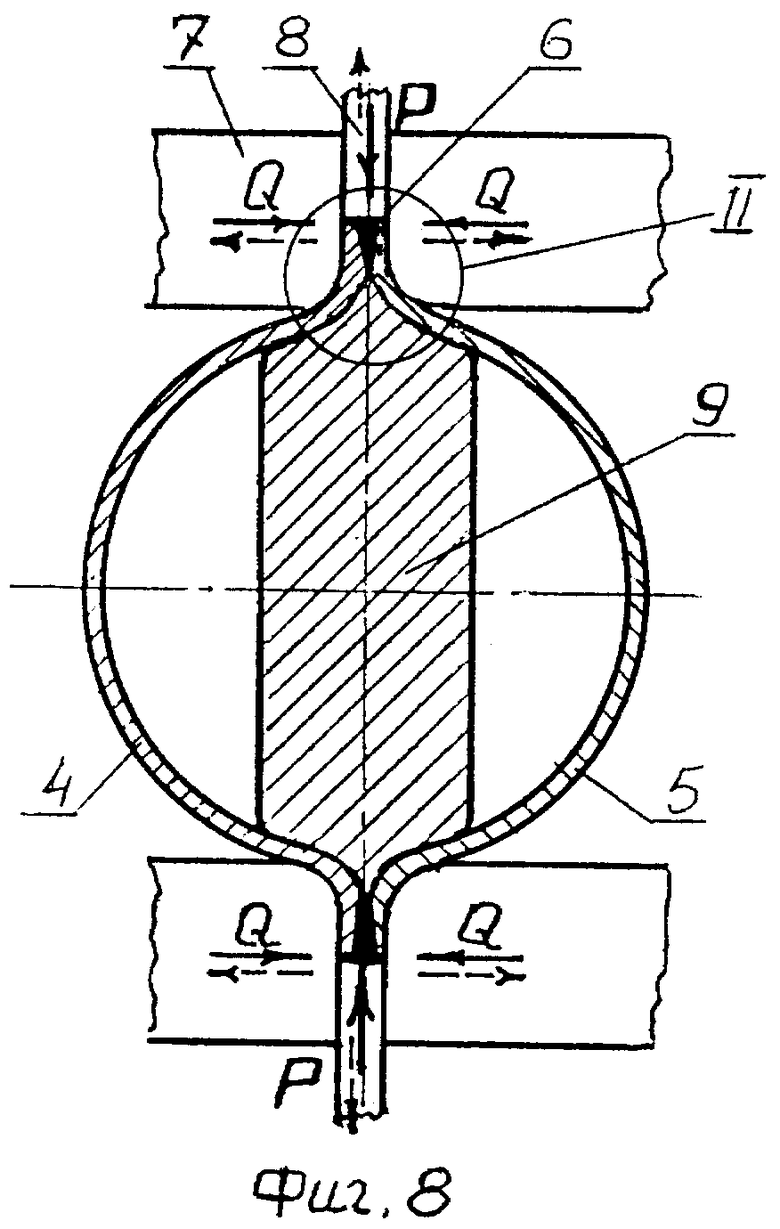
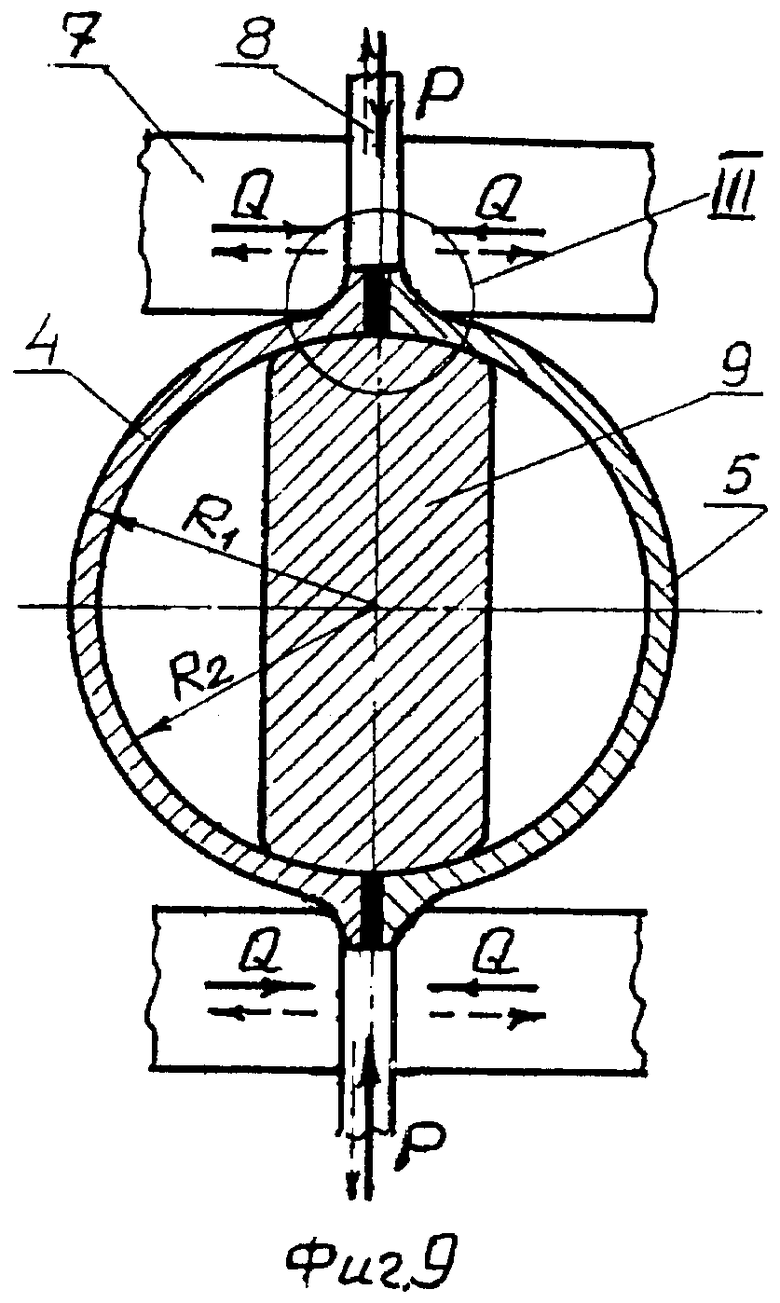
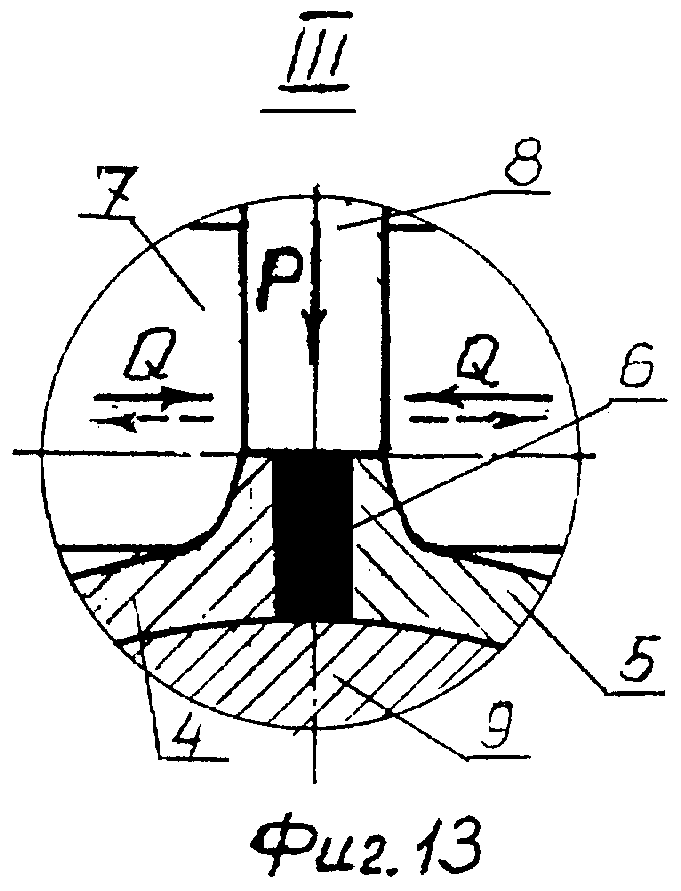
На фиг.1 и 2 показаны уложенные друг на друга прямоугольные плиты (слябы), сваренные, с образованием пакета, в продольном направлении непрерывным швом, а в поперечном направлении прерывистым швом (на чертеже условно не показано ввиду его несущественного влияния на способ производства). На фиг.3 и 4 показан получаемый после нагрева и горячей прокатки раскат из двух полос, полученный из пакета на фиг.1 (на фиг.2 и 4 Lп и Lp - длины). На фиг.5 показана труба с двумя продольными ребрами, полученная путем эспандирования из раската, показанного на фиг.3 и 4. На фиг.6 показаны основные элементы (инструмент), необходимые для осуществления описываемого способа производства. На фиг.7 к элементам на фиг.6 добавлены фигурная оправка и инструмент для пластической деформации металла ребер трубы и сварного шва, необходимые и достаточные для реализации предлагаемого способа производства труб большого диаметра, показанные в положении начала пластической деформации металла ребер трубы совместно со сварными швами. На фиг.8 показан промежуточный этап пластической деформации металла ребер трубы и сварных швов; на фиг.9 - заключительная стадия этой деформации, когда металл ребер трубы и сварных швов плотно прилегает к цилиндрической поверхности оправки.
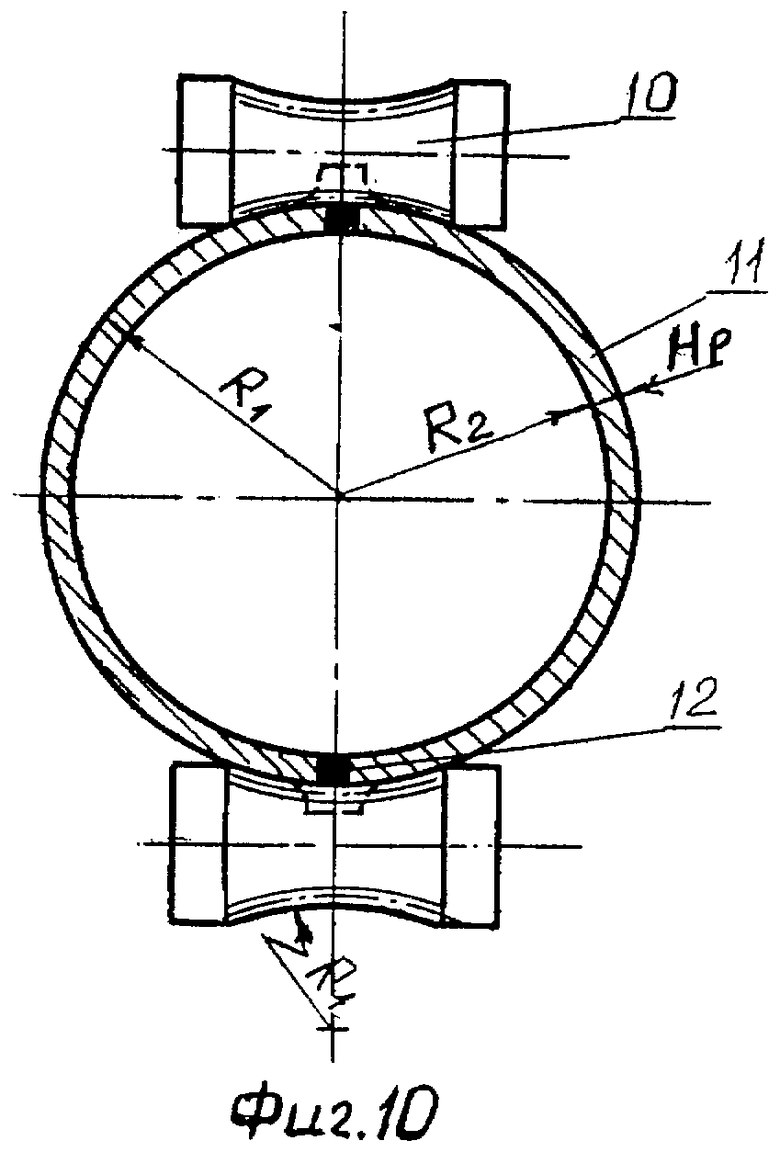
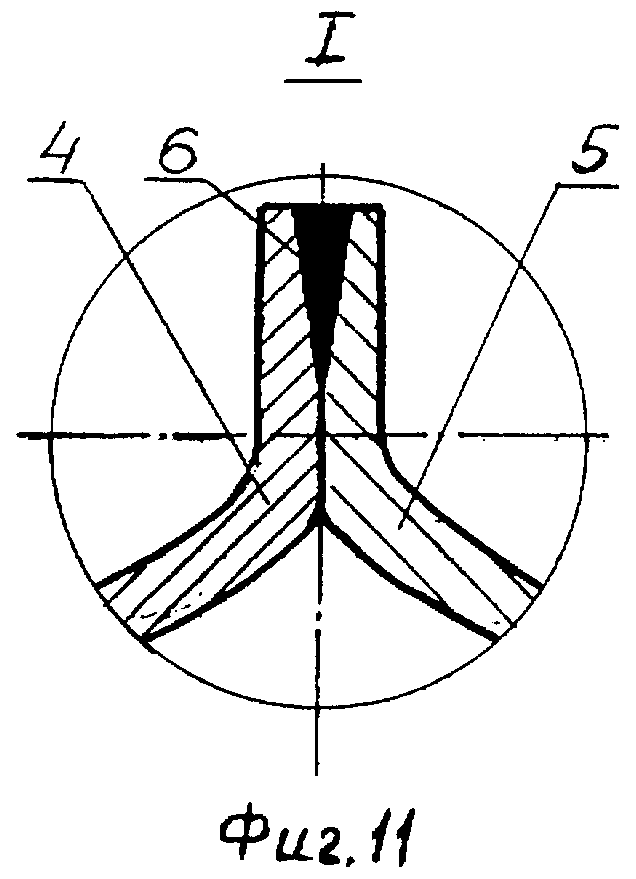
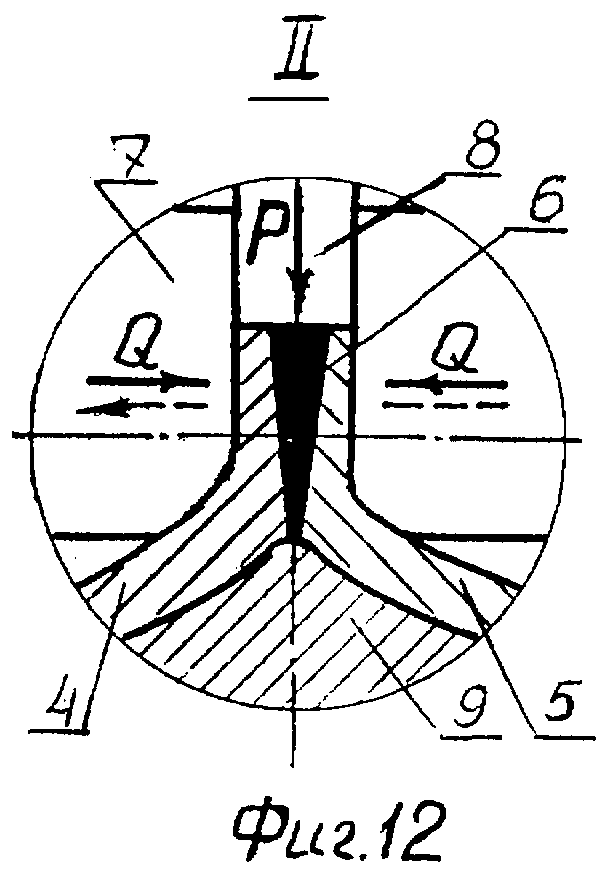
На фиг.10 показано удаление путем резания (фрезой) остатков ребер трубы после окончания пластической деформации металла ребер трубы и сварных швов и получение трубы с двумя пластически деформированными швами. На фиг.11 укрупненно показано место I на фиг.5; на фиг.12 место II на фиг.8 и на фиг.13 место III на фиг.9. На фиг.14 показано расположение трубы с двумя ребрами и фигурной оправкой в стадии подготовки процесса пластической деформации металла ребер и сварных швов, когда труба с ребрами надвигается на оправку.
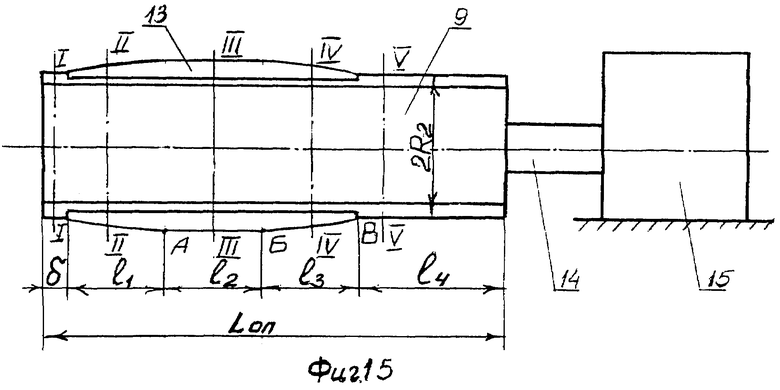
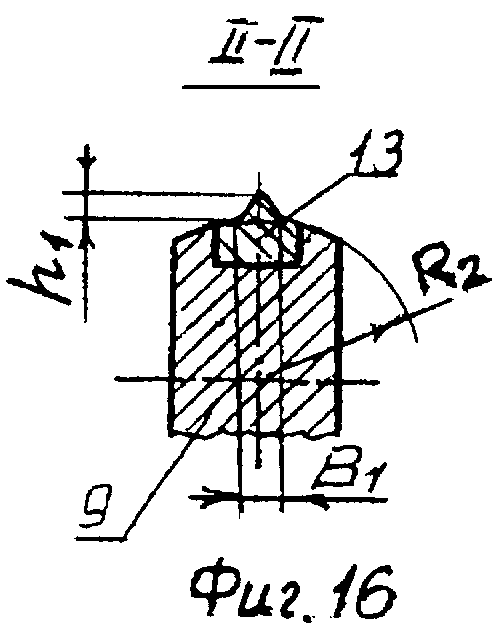
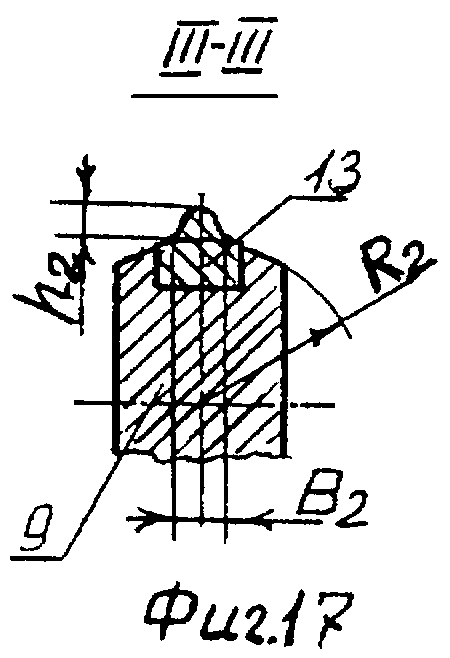
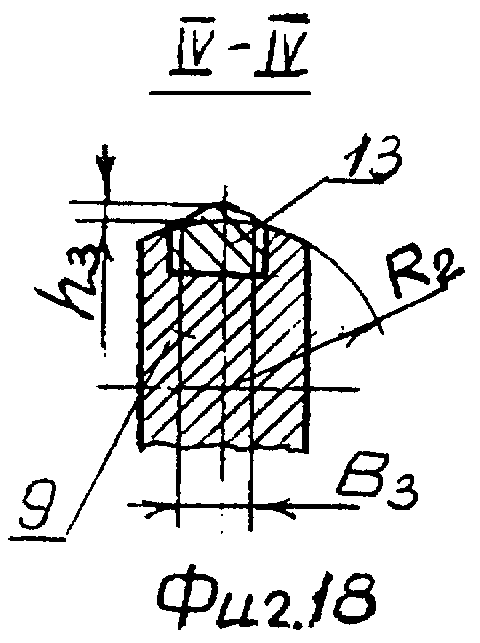
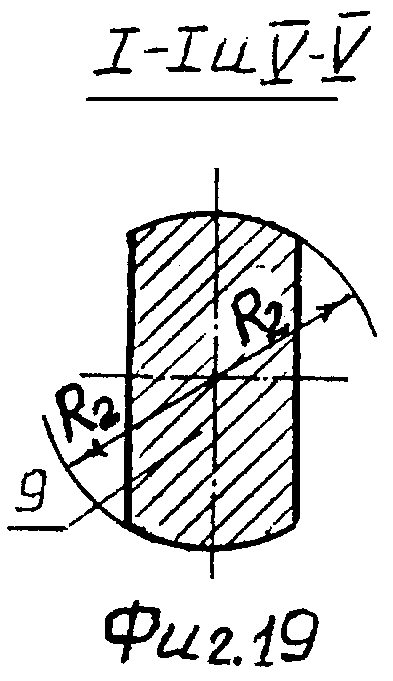
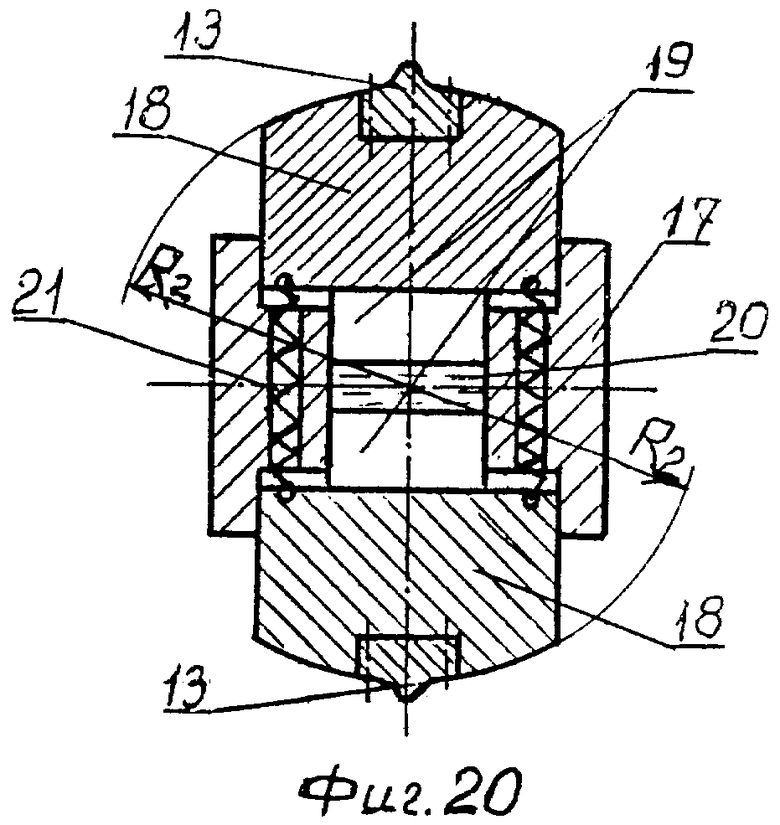
На фиг.15 показана фигурная оправка для осуществления предлагаемого способа производства труб большого диаметра, на фиг.16-19 - поперечные сечения от I-I до V-V фигурной оправки на фиг.15. На фиг.20 показана составная фигурная оправка, необходимость в использовании которой изложена ниже.
На фиг.1-20 не приведены механизмы транспортировки и установки трубы с двумя ребрами в процессе реализации предлагаемого способа производства труб большого диаметра. Эти механизмы влияют на организацию процесса производства, однако не определяют его сущность (существенные признаки).
На фиг.1 и 2 приведены две прямоугольные плиты 1 и 2 одинаковой толщины Нп, сваренные в продольном направлении двумя непрерывными швами 3 с образованием исходного пакета шириной Вп и длиной Lп. Высота сварного шва равна h (фиг.1). Высоту сварного шва h принимают по меньшей мере равной толщине стенки трубы, которую планируют изготовить. Перед сваркой осуществляют разделку продольных кромок плит 1 и 2 с образованием V-образной или U-образной формы кромок; последнее зависит от толщины плит Нп. Также перед сваркой между плитами 1 и 2 в сыпучем (или другом) состоянии помещают тонкий слой материала, исключающего сварку плит 1 и 2 в процессе последующей обработки. Дополнительно по торцам плиты 1 и 2 сваривают прерывистым швом, чтобы исключить раскрытие плит при последующей обработке. Плиты 1 и 2 могут быть предварительно пластически деформированы или непрерывнолитыми.
Пакет плит 1 и 2 нагревают и путем горячей прокатки получают раскат из полос 4 и 5 толщиной Нр, шириной Вр и длиной Zp, сваренных продольным швом 6 (фиг.3 и 4). При этом толщина каждой полосы Нр равна толщине готовой трубы, ширина Вр может быть равна ширине пакета Вп, быть больше (реже меньше) этого значения. Последнее определено примененным методом прокатки (точнее наличием обжатия вертикальными валками). Перед дальнейшей обработкой раската в зависимости от соотношений размеров Нр и Hп, Lp и Lп, полученный раскат либо режут на мерные длины, либо удаляют только неровные (в плане) передний и задний его концы. В конечном итоге получают раскат, длина которого позволяет получить трубу необходимой длины.
На фиг.5 приведено поперечное сечение трубы с двумя ребрами (продольными), которую получают путем эспандирования раската (на фиг.3 и 4) после отмеченной его обработки на мерные длины. Соответственно толщина стенки трубы с продольными ребрами на фиг.5 и толщина каждой плиты Нр на фиг.3 одинаковы, а толщина ребер трубы равна 2×Нр.
На фиг.6 приведено поперечное сечение расположения трубы (вариант 1) до начала пластической деформации металла ее ребер и сварных швов; на фиг.7 - поперечное сечение положения трубы в момент начала указанной пластической деформации (вариант 1). Позицией 7 отмечены плиты для сдавливания ребер заготовки трубы, позицией 8 - деформирующий инструмент, позицией 9 - поперечное сечение фигурной оправки, относительно которой осуществляют пластическую деформацию металла ребер трубы и сварных швов.
На фиг.8 приведено поперечное сечение трубы и плит 7 для сдавливания ребер трубы, деформирующего инструмента 8 и фигурной оправки 9 в процессе пластической деформации металла ребер трубы и сварных швов (вариант 1). Перед указанной пластической деформацией деформируемые участки трубы, как уже отмечено, нагревают до температуры пластической деформации (что дополнительно будет рассмотрено ниже).
Фиг.9 отражает конечное расположение (поперечное сечение) трубы с продольными ребрами, плит 7 для сдавливания ребер трубы, деформирующего инструмента 8 и фигурной оправки 9 (вариант 1) в момент окончания пластической деформации металла ребер трубы и сварных швов. На фиг.10 показана операция удаления оставшихся неровных продольных ребер (пунктир на фиг.10) на трубе путем резания (например, фрезой 10) и получение трубы 11 с наружным радиусом R1 и внутренним R2 и двумя пластически деформированными сварными швами 12. Процесс эспандирования готовой трубы 11 является составной частью предлагаемого способа производства труб большого диаметра с двумя с двумя пластически деформированными сварными швами. На фиг.11-13 в укрупненном масштабе показаны соответственно места I (фиг.5), II (фиг.8) и III (фиг.9). На фиг.14 показана начальная стадия контакта трубы с двумя ребрами с фигурной оправкой 9 (при этом на фиг.14 приведено продольное сечение трубы с двумя сварными швами, выполненное по сварным швам). На фиг.14 позицией 13 обозначены два диаметрально расположенных на оправке 9 продольных выступа, которые располагают оппозитно ребрам заготовки трубы; позицией 14 обозначен стержень, соединяющий фигурную оправку 9 с механизмом 15 ее перемещения в рабочее положение и крепления в этом положении. Позицией 16 отмечен участок, где осуществляют нагрев ребер заготовки трубы, сварных швов и прилегающей к ним части трубы перед пластической деформацией.
На фиг.15 приведена фигурная оправка 9, применяемая (см. поперечные сечения на фиг.7-9 и фиг.14) для осуществления предлагаемого способа производства труб большого диаметра с двумя пластически деформированными сварными швами. Согласно фиг.7 и 9 поперечное сечение фигурной оправки 9 занимает часть круга, ограниченного окружностью с радиусом R2, равным радиусу внутренней поверхности трубы. Фигурная оправка 9 содержит два идентичных диаметрально расположенных участка 13, выступающих за пределы внутреннего радиуса R2 трубы. На фиг.16-18 приведены поперечные сечения от I-I до V-V фигурной оправки на фиг.15. Применяют сменные продольные выступы (вставки) 13, крепя их к телу оправки 9.
На фиг.20 показано поперечное сечение фигурной оправки 9, выполненной составной. Оправка содержит несущий корпус 17, верхний и нижний идентичные корпуса 18, наружная поверхность которых очерчена радиусом R2, равным внутреннему радиусу трубы, и продольные выступы 13, выступающие за пределы радиуса R2. Корпусы 18 разжимаются плунжерами 19, размещенными в цилиндре 20, выполненном в несущем корпусе 17. Жидкость высокого давления подводится в цилиндр 20 через стержень 14. Плунжеры 19 при снятии давления в цилиндре 20 стягиваются пружинами 21. На длине оправки установлено по меньшей мере два цилиндра 20. Плунжеры 19 не соединены жестко с корпусами 18 для исключения заклинивания в подвижном сочленении корпусов 18 с несущим корпусом 17.
На фиг.5-20 показан вариант I реализации способа производства труб большого диаметра с двумя пластически деформированными сварными швами. Особенностью варианта 1 является то, что в процессе перемещения трубы с двумя ребрами вдоль фигурной оправки и пластической деформации металла ребер трубы и сварных швов ребра трубы располагают в вертикальной плоскости.
Предусмотрен вариант II реализации способа производства труб большого диаметра с двумя пластически деформированными сварными швами, когда в процессе перемещения трубы вдоль фигурной оправки 9 и пластической деформации металла ребер этой трубы и сварных швов ребра трубы располагают в горизонтальной плоскости. Во втором варианте полностью реализуют те же приемы и операции производства труб по варианту I, т.е. существенные признаки способа производства труб по вариантам I и II одинаковые, за исключением расположения трубы с продольными ребрами и фигурной оправки. Фиг.5-10, 16-19 отражают приемы второго способа при рассмотрении их повернутыми на 90° в плоскости чертежа; фигурную оправку 9 на фиг.14-20 при этом необходимо рассматривать повернутой на 90° относительно ее продольной оси.
Способ производства труб большого диаметра с двумя пластически деформированными сварными швами осуществляют следующим образом.
Получают пакет из плит 1 и 2 в соответствии с указанным выше описанием (фиг.1 и 2). Продольный сварной шов 3 обеспечивают по меньшей мере равным по высоте h, толщине стенки трубы с продольными ребрами Нр (фиг.5), из которой производят (фиг.10) трубу с двумя пластически деформированными сварными швами согласно описываемому способу.
Пакет из плит 1 и 2 (фиг.1 и 2) нагревают в печи до температуры прокатки (зависит от марки стали и в основном колеблется в пределах 1100…1280°С) и в горячем состоянии прокатывают на толстолистовом или широкополосовом стане до получения раската из двух полос 4 и 5, каждая толщиной Нр, шириной Вр и длиной Lp (фиг.3 и 4). В процессе прокатки сварной шов 3 на фиг.1 меняет размеры и принимает вид, отмеченный позицией 6 на фиг.3. При этом высота продольного сварного шва 6 становится больше или равной высоте h на фиг.1 исходного сварного шва 3 и последнее зависит от деформации пакета вертикальными валками (при их наличии на прокатном стане, на котором осуществляют горячую прокатку пакета).
Путем горячей прокатки пакета из плит 1 и 2 получают раскат, показанный на фиг.4 и 5. При прокатке обеспечивают толщину каждой полосы в раскате, равной толщине Нр трубы, производство которой осуществляют в последующем из раската. Ширина Вр раската на фиг.3 и 4 с учетом технологических отходов определена диаметром трубы, которую предусмотрено изготовить из полученного раската. Длина раската Lp (фиг.4) определена соотношением размеров Нп, Нр, Lп на фиг.1-4.
Соотношения указанных размеров существенно зависит от прокатного стана, на котором осуществляют горячую прокатку пакета из плит 1 и 2 (на фиг.1) на раскат из полос 4 и 5 на фиг.3 и 4. При прокатке на толстолистовом стане (ТЛС) чаще размер полосы Lp определяет длину готовой трубы (с учетом технологической обрези). При горячей прокатке на широкополосовом стане (ШПС г.п.) размер полосы Lp может многократно превышать длину готовой трубы; в этом случае раскат сматывают в рулон, в последующем разматывают и режут на мерные длины, определяемые длиной готовой трубы.
Ширина Вр раската зависит от применения на прокатном стане деформации металла вертикальными валками; при наличии этой деформации ширина Вр может несущественно отличаться от ширины Вп.
В процессе описанной горячей прокатки на ТЛС или ШПС г.п. осуществляют существенную начальную пластическую деформацию металла сварных швов.
Первая операция по формированию готовой трубы состоит в эспандировании раската на фиг.3 и 4 (после отмеченной его обработки на мерные длины), с получением трубы на фиг.5 в виде трубы с двумя продольными ребрами, имеющей наружный диаметр R1, внутренний R2 и толщину стенки Нр.
Полученную трубу с двумя продольными ребрами (по существу заготовку готовой трубы) размещают в районе расположения плит 7 и деформирующего инструмента 8 так, как показано на фиг.6 и 14 (далее графически представлен вариант 1 способа производства труб большого диаметра. При применении варианта 2 рассматриваемого способа прокатки все чертежи, начиная с фиг.5, необходимо рассматривать с учетом изложенных выше рекомендаций).
Осуществляют местный нагрев заготовки трубы до температуры 1100-1280°С на участке 16 на фиг.14 (возможен нагрев только части поперечного сечения заготовки трубы или всего ее сечения).
Нагретый участок подают к плитам 7 (фиг.6) и оправке 9 (фиг.14). Плитами 7 с усилием Q сдавливают нагретые ребра заготовки трубы, подводят деформирующий инструмент 8 к ребрам трубы и усилием Р (фиг.8) осуществляют пластическую деформацию металла ребер трубы и сварных швов относительно выступов 13 оправки 9 (фиг.8, 12, 13 и 14). Оправку 9 перед этим вводят в трубу путем подачи заготовки трубы на оправку (см. подробнее ниже). После осуществления очередной пластической деформации металла ребер и сварных швов плиты 7 отводят от ребер трубы (пунктир на фиг.7-9, 12 и 13), осуществляют подачу нового нагретого участка трубы с продольными ребрами вдоль оправки 9 (см. стрелки на фиг.14), после чего сдавливают вновь плитами 7 ребра трубы и осуществляют пластическую деформацию металла ребер трубы и сварных швов этого очередного (поданного) участка трубы относительно выступов 13 фигурной оправки 9. По мере подачи трубы с ребрами вдоль фигурной оправки 9 и пластической деформации металла ребер и сварных швов деформирующим инструментом 8 металл ребер трубы и сварных швов достигает цилиндрической поверхности оправки 9 с наружным радиусом R2 (фиг.9 и 13), после пластической деформации относительно которой этот участок трубы покидает район пластической деформации. При этом получают поперечное сечение трубы 11 с наружным радиусом R1, внутренним радиусом R2 и толщиной стенки Hр с двумя пластически деформированными сварными швами 12 (фиг.10) и остатками ребер (заготовки) трубы (пунктир на фиг.10).
Остатки ребер удаляют фрезами 10 (фиг.10 и 14), кривизна режущей части которых такая же, как кривизна наружной поверхности трубы. Удаление осуществляют в указанном на фиг.14 участке или вне зоны рассмотренной пластической деформации. Возможен другой вариант удаления остатков ребер трубы резанием.
Таким образом получают трубу 11 большого диаметра с двумя пластически деформированными сварными швами 12. Механизмом 15 оправку 9 выводят из трубы и трубу 11 удаляют с участка пластической деформации сварных швов. Полученную трубу эспандируют на отдельном участке.
При осуществлении предлагаемого производства сварных труб большого диаметра с двумя пластически деформированными сварными швами существенное значение имеет применяемая фигурная оправка, конструкция которой определяет основные показатели способа.
Поперечное сечение фигурной оправки 9 занимает часть круга, ограниченного окружностью с радиусом R2, внутренней поверхности готовой трубы (см. фиг.7-9, 14-20). На цилиндрических поверхностях тела оправки 9, на диаметрально противоположных сторонах выполнены продольные пазы, в которые установлены и закреплены к оправке 9 продольные выступы 13 (фиг.14-20). Вертикальная ось поперечного сечения оправки 9 и пазов под выступы 13 соответственно совпадают. Каждый продольный выступ 13 состоит по меньшей мере из трех участков, характеризующихся протяженностью l1, l2, и l3 (фиг.15), высотой h1, h2 и h3 и шириной B1, В2, B3 (фиг.16-18). С увеличением числа участков облегчаются условия пластической деформации металла ребер и сварных швов.
Первый участок выполнен от начала выступа 13 с нарастающими по длине оправки высотой h1 и шириной В2. При этом за начало принимают сторону оправки, на которую периодически подают трубу с двумя ребрами, полученную после эспандирования раската из полос 4 и 5. Таким исполнением первого участка выступа 13 обеспечивают раскрытие ребер заготовки трубы (см. фиг.5, 7 и 11) вплоть до контакта в конце этого участка выступа 13 со сварным швом 6 (см. фиг.12).
Второй участок выступа 13 выполнен с постоянной высотой h2 и шириной B2. Таким исполнением второго участка выступа 13 обеспечивают возможность обжатия по высоте металла трубы ребер и сварных швов. В процессе указанного обжатия происходит дополнительное к отмеченному раскрытие ребер трубы (заготовки).
Третий участок выступа 13 выполнен с убывающей по длине оправки высотой h3 и нарастающей шириной B3. Таким исполнением третьего участка выступа 13 обеспечивают дальнейшее обжатие по высоте металла ребер трубы и сварного шва 6 и плотное прилегание этого металла к цилиндрической поверхности оправки, имеющей радиус R2 (место III на фиг.13). Последующая пластическая деформация металла ребер трубы и сварных швов относительно наружной поверхности оправки с радиусом R2 (фиг.19) позволяет окончательно сформировать трубу 11 с пластически деформированными сварными швами 12 (фиг.10), имеющую наружный радиус R1, внутренний радиус R1, толщину стенки Нр, но с остатками деформированных ребер трубы (пунктир на фиг.10), которые удаляют резанием (фрезой 10 на фиг.10).
На фиг.7-9, 14-19 приведена фигурная оправка 9, выполненная сплошной. Это сделано для упрощения чертежей при описании основных операций предлагаемого способа производства труб большого диаметра с двумя пластически деформированными сварными швами. Однако учитывают, что даже при диаметре трубы 2R1=800 мм масса такой оправки становится весьма значительной, что с точки зрения реализации операций процесса производства не оправданно. К тому же, в связи с пружинением (даже при горячей деформации) раздвигаемых оправкой 9 ребер трубы и с учетом увеличения ширины В1 на первом участке выступов 13 (фиг.16 и текст к ней) возникают ограничения на величины очередной подачи (надвигания) обрабатываемой (заготовки) трубы с двумя ребрами на оправку 9, что заметно снижает производительность предлагаемого способа производства труб большого диаметра.
Отмеченное заставляет рекомендовать при реализации предлагаемого производства труб большого диаметра с двумя пластически деформированными сварными швами применение также составных фигурных оправок 9 (см. описание фиг.20).
Составную фигурную оправку используют следующим образом. После очередной пластической деформации металла ребер трубы и сварных швов снимают давление жидкости в цилиндрах 20 и под действием пружин 21 стягивают корпусы 18 (на 10-20 мм). Осуществляют очередную подачу трубы с продольными ребрами на фигурную оправку 9 (см. фиг.14), после чего подают жидкость высокого давления в цилиндры 20 и плунжерами 19 устанавливают корпусы 18 с образованием расстояния по их цилиндрической части, равными 2R2 (см. фиг.20). Деформирующим инструментом 8 осуществляют уже описанную операцию пластической деформации металла ребер трубы и сварных швов. Отмеченные выше опоры оправки 9 на внутреннюю поверхность трубы (на чертежах не показаны) при этом являются составной частью несущего корпуса 17 составной фигурной оправки.
При производстве труб большого диаметра с пониженной толщиной стенки (до 10-15 мм) согласно предложенному способу возникает проблема устойчивости деформирующего инструмента 8 под действием усилия Р. Проблему решают размещением инструмента 8 между плитами 7 так, чтобы возможная потеря деформирующим инструментом 8 устойчивости под действием усилия Р происходила только в упругой зоне.
Таким образом предложен высокоэффективный способ производства труб большого диаметра. Трубы производятся с двумя пластически деформированными сварными швами, что позволяет им выдерживать высокие давления. При производстве труб предложенным способом высокоэффективно используют действующие широкополосовые и толстолистовые станы горячей прокатки. С использованием этих станов становится возможным производство труб диаметром:
Многократная пластическая деформация сварного шва существенно повышает давление, выдерживаемое трубами, произведенными согласно предложенному способу.
Пример 1. На МНЛЗ получают слябы толщиной 200 мм из стали 3СП, шириной 1850 мм и длиной 10500 мм. Две боковые продольные кромки слябов обрабатывают резанием для образования U-образной формы сварного шва. Слябы обработанной стороной укладывают друг на друга, предварительно поместив на поверхность нижнего из них слой мела в сыпучем состоянии. Слябы сваривают сварным швом высотой h=50 мм, образуя пакет из двух слябов, имеющий размеры Bп=1850 мм, Hп=200 мм и Lп=10500 мм. С торцев слябы сваривают прерывистым швом. Пакет помещают в методическую нагревательную печь, где нагревают до 1250°С. Нагретые слябы прокатывают в черновой группе клетей ШПС г.п., имеющей по меньшей мере одну реверсивную клеть, до толщины 40 мм, уменьшая толщину пакета в 10 раз. Каждая клеть черновой группы снабжена вертикальными валками, что позволяет получить на выходе из черновой группы раскат, имеющий размеры Вр=1850 мм, Hр=20 мм и Lp=105000 мм. При этом обеспечивают получение раската только с положительным утолщением, т.е.  мм, где δ - колебание толщины раската. Раскат режут на мерные длины 21000 мм для получения труб ⌀ 1120 мм, толщиной стенки 20 мм и длиной 20000 мм. В процессе прокатки осуществляют пластическую деформацию сварного шва, практически сохраняя его высоту h=50 мм.
мм, где δ - колебание толщины раската. Раскат режут на мерные длины 21000 мм для получения труб ⌀ 1120 мм, толщиной стенки 20 мм и длиной 20000 мм. В процессе прокатки осуществляют пластическую деформацию сварного шва, практически сохраняя его высоту h=50 мм.
Из кусков порезанного раската путем эспандирования получают трубы ⌀ 1120 мм с двумя продольными ребрами (заготовки) высотой около 42 мм.
Указанные трубы подают на установку, снабженную плитами 7 и деформирующим инструментом 8 толщиной 40 мм. При этом сжимающие плоскости плит 7 установлены с образованием в поперечном сечении конуса с минимальным расстоянием в нижней части ребра и расстоянием (40+Δ) мм в верхней части ребра, где Δ - допуск по толщине на два полученных раската. Согласно фиг.7-9 осуществляют пластическую деформацию металла ребер и сварных швов, получают трубу ⌀ 1120 мм и длиной 21000 мм. Неровные остатки ребер трубы удаляют фрезой с радиусом рабочей поверхности R1=560 мм.
При этом перед деформацией на оправке 9 газовыми горелками на участке 16, длиной примерно на 1000 мм больше длины выступов 13, нагревают до 1250°С ребра трубы и участки трубы, отстоящие от ребер на расстоянии не менее 400 мм. При производстве труб ⌀ 1120 мм и менее допускается возможность применения более простой в конструкции сплошной оправки 9 (хотя это и не совсем строгая рекомендация). Протяженность выступов 13 составляет порядка 1000 мм, их высота на втором участке порядка 40 мм. После описанных операций осуществляют эспандирование трубы 11.
В конечном итоге путем прокатки на ШПС г.п. 2000 и эспандирования получают трубу ⌀ 1120 мм с толщиной стенки 20 мм с двумя многократно пластически деформированными сварными швами 12.
Пример 2. На толстолистовом стане 5500 прокатывают пакет из предварительно деформированных плит стали 09Г2ФБ. Стан имеет черновую и чистовую прокатные клети, снабженные вертикальными валками. Толщина листов 1 и 2 пакета равна Hп=140 мм каждого, ширина Bп=5200 мм, длина Lп=6100 мм. На листах 1 и 2, на их продольной стороне, резанием образуют U-образную кромку, листы накладывают друг на друга и сваривают швом высотой 50 мм. Получают пакет, который нагревают в печи до 1150°С. Путем размещения, например, мела в сыпучем состоянии исключают сварку листов в процессе нагрева.
Прокатывают пакет в начале в черновой клети, затем в чистовой клети. В процессе прокатки осуществляют известные приемы контролируемой прокатки. Получают раскат из листов 4 и 5 с толщиной листов Нр=20 мм, шириной листов Вр=5200 мм и длиной Lp=42700 мм. Раскат режут на две примерно равные части длиной 21350 мм каждая и эспандируют для получения трубы ⌀ 3200 мм с двумя продольными швами высотой порядка 150-160 мм.
Трубу ⌀ 3200 мм с продольными швами высотой порядка 150-160 мм подают на оправку 9. Применяют составную оправку согласно фиг.20. Металл ребер трубы и участки трубы, отстоящие от ребер на расстоянии не менее 800 мм, нагревают до 1150°С, и подают в район расположения плит 7, оправки 9 с участком продольных выступов 13 и деформирующего инструмента 8. В момент подачи трубы на оправку добавление жидкости в цилиндрах 20 отсутствует и корпусы 18 стянуты пружинами 21. Параметры участка продольных швов аналогичны примеру 1.
Подают жидкость высокого давления в цилиндры 20 и корпусы 18 с продольными выступами 13 занимают рабочее положение. Движением инструмента 8 осуществляют операции, приведенные на фиг.7-9 и 10. Получают трубу 11 диаметром 3200 мм и толщиной стенки 20 мм с двумя пластически деформированными швами 12. Эспандированием трубы 11 заканчивают основные операции производства труб диаметром 3200 мм с двумя деформированными швами на ТЛС. Далее осуществляют операции отделки трубы, в том числе (при необходимости) термической обработки.
Изобретение предназначено для повышения прочности труб большого диаметра. На станах горячей прокатки прокатывают пакет из двух прямоугольных плит или слябов, сваренных по краям непрерывным продольным швом, до раската толщиной, равной удвоенной толщине стенки производимой трубы, путем эспандирования из раската получают трубы с двумя продольными ребрами, нагревают участки ребер и осуществляют их пластическую деформацию совместно со сварными швами относительно продольных выступов фигурной оправки, введенной в деформируемую трубу. Возможность получения по существу сплошных труб диаметром до 3200 мм за счет многократной деформации сварных швов обеспечивается за счет того, что пластическую деформацию осуществляют до полного контакта металла ребер и сварных швов с поверхностью фигурной оправки. После очередной деформации трубу с продольными ребрами перемещают вдоль оправки. Образующиеся в процессе пластической деформации неровные по высоте ребра после обработки удаляют путем резания фигурной фрезой. Оправка имеет поперечное сечение, занимающее часть круга, ограниченного окружностью с радиусом, равным радиусу внутренней поверхности производимой трубы. На ее цилиндрической части имеется два одинаковых сменных продольных выступа, выходящих за пределы указанного радиуса, содержащих три участка разной высоты и ширины. Оправка может быть составной, содержащей три корпуса определенной конфигурации. 2 н. и 3 з.п. ф-лы, 20 ил., 2 пр.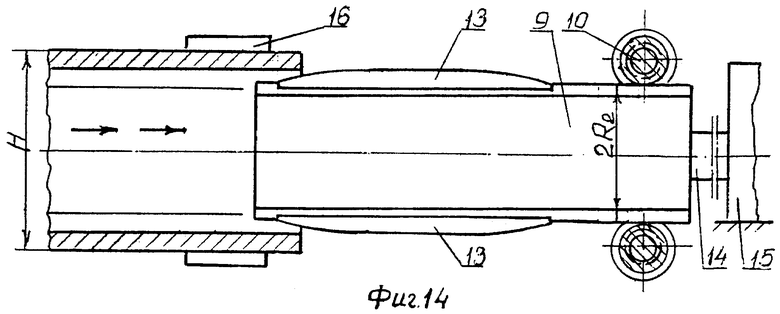
1. Способ производства труб большого диаметра с двумя пластически деформированными сварными швами, включающий наложение одинаковых прямоугольных плит или слябов друг на друга, сварку их по краям непрерывным швом в продольном направлении с образованием пакета, нагрев и горячую прокатку пакета до раската толщиной, равной удвоенной толщине стенки трубы, и получение трубы с двумя продольными ребрами путем экспандирования раската, при этом в процессе наложения плит или слябов друг на друга между ними помещают материал, предпочтительно в сыпучем состоянии, исключающий сварку плит при их нагреве и прокатке, отличающийся тем, что в трубу с двумя продольными ребрами помещают фигурную оправку, снабженную двумя диаметрально расположенными одинаковыми продольными выступами, которые располагают оппозитно ребрам трубы, сдавливают ребра трубы и давлением на наружную часть ребер трубы осуществляют пластическую деформацию ребер на участках трубы и сварных швов вплоть до их полного контакта с поверхностью оправки, при этом перед деформацией нагревают деформируемый участок трубы и после очередной деформации трубу перемещают вдоль фигурной оправки, а после окончания указанной обработки трубы остатки ее ребер удаляют путем резания.
2. Способ по п.1, отличающийся тем, что трубу в процессе ее перемещения вдоль оправки и указанной пластической деформации располагают с положением ее ребер в вертикальной плоскости, при аналогичном положении в этой плоскости продольных выступов оправки.
3. Способ по п.1, отличающийся тем, что трубу в процессе ее перемещения воль оправки и указанной пластической деформации располагают с положением ее ребер в горизонтальной плоскости, при аналогичном положении в этой плоскости продольных выступов оправки.
4. Фигурная оправка для производства труб большого диаметра с двумя пластически деформированными сварными швами способом по п.1, характеризующаяся тем, что поперечное сечение оправки выполнено в виде части круга, ограниченного окружностью с радиусом, равным радиусу внутренней поверхности производимой трубы, при этом на цилиндрической части оправки закреплены с диаметральным расположением два одинаковых, выходящих за пределы указанной окружности, сменных продольных выступа, которые состоят по меньшей мере из трех участков, первый из которых выполнен от начала выступа с возрастающей по длине оправки высотой и шириной, второй - с постоянными высотой и шириной, а третий - с убывающей высотой и увеличивающейся шириной.
5. Фигурная оправка по п.4, отличающаяся тем, что она имеет три корпуса, один из которых является несущим, расположен в центральной части поперечного сечения оправки и соединен с механизмом перемещения и стопорения оправки, а два других корпуса, конструктивно одинаковые, с установленными в них продольными выступами, соединены с несущим корпусом по подвижной посадке, при этом в несущем корпусе расположены гидравлические цилиндры с плунжерами и пружины, стягивающие указанные три корпуса.
| GB 1075681 А, 12.07.1967 | |||
| Способ производства сварных труб большого диаметра | 1990 |
|
SU1750902A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Поточная линия для производства сварных термоупрочненных труб | 1977 |
|
SU659222A1 |
| US 20070289655 A1, 20.12.2007. | |||

