Изобретение относится к обработке металлов давлением, в частности к инструменту для формовки рельефа на полых изделиях, а также для ротационной вытяжки и давильной обработки оболочек.
Известны конструкции давильных роликов, характер протекания процесса обработки которыми зависит от радиуса округления и ширины пояска [1]. Однако недостатком известных давильных роликов является сложность восстановления формы в результате износа, так как для этого необходимо перешлифовывать все внешние поверхности с изменением радиусов шлифовки для сохранения сопряжения радиусов. При этом требуется внесение коррективов в технологические режимы. Кроме того, недостатком является их малая контактная поверхность, взаимодействующая с деталью, не обеспечивающая высокой шероховатости отделки обрабатываемой поверхности, обуславливающая низкое качество поверхности и требующая большого количества технологических переходов, что резко снижает производительность.
Задачей изобретения является расширение технологических возможностей, увеличение контактной поверхности, взаимодействующей с заготовкой и обеспечивающей высокую шероховатость отделки обрабатываемой поверхности, обуславливающей высокое качество поверхности и не требующей большого количества технологических переходов, что резко повышает производительность, улучшение условий деформирования и течения металла, а также снижение вероятности расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, повышение стойкости давильного инструмента.
Поставленная задача решается с помощью предлагаемого инструмента для статико-импульсной давильной обработки полых изделий, который содержит корпус с деформирующими элементами для воздействия на заготовку с натягом, причем корпус выполнен в виде П-образного короба с продольным пазом для свободного прохождения заготовки, а деформирующие элементы выполнены в виде П-образных пружинящих скоб, жестко заделанных внутри корпуса на противоположных стенках друг против друга, с расстоянием между соответствующими парами в начале движения подачи при входе в контакт заготовки с инструментом в направлении, перпендикулярном продольной оси заготовки, равным наружному диаметру заготовки, а в конце движения - наружному диаметру готовой детали, причем общий натяг, равный половине разности диаметров заготовки и готовой детали, распределен равномерно на все пары деформирующих элементов, при этом рабочая часть деформирующего элемента выполнена в виде втулки, установленной по скользящей посадке на перекладине скобы.
Особенности конструкции предлагаемого давильного инструмента и его работа поясняются чертежами.
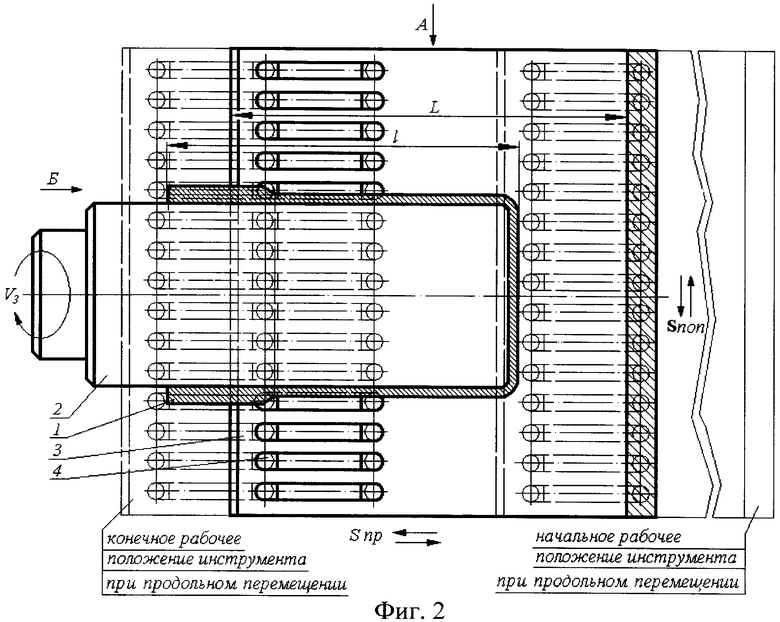
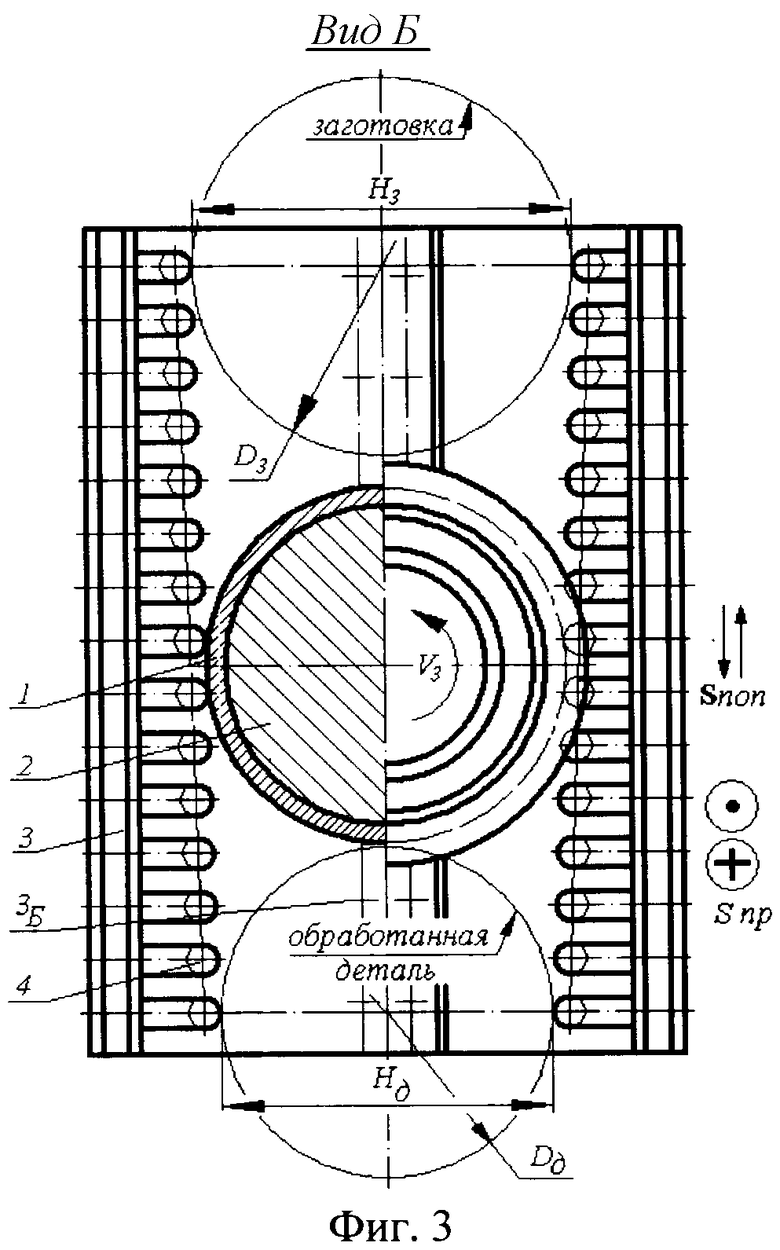
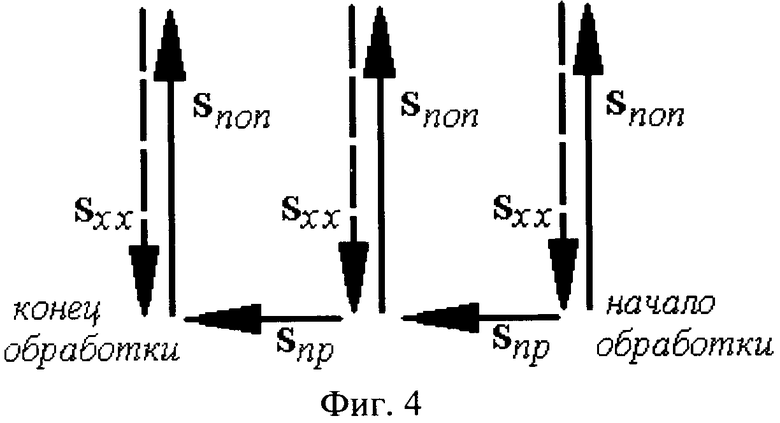
На фиг.1 представлена схема давильной обработки ППД цилиндрической поверхности полого изделия предлагаемым инструментом, частичный продольный разрез инструмента, вид сверху по А на фиг.2; на фиг.2 - предлагаемый инструмент, вид сбоку, продольный разрез, где показаны начальное продольное рабочее положение инструмента и конечное; на фиг.3 - предлагаемый инструмент, вид слева по Б на фиг.2, где показано промежуточное положение заготовки относительно инструмента, а также условно тонкими линиями показаны начальное (вверху) и конечное (внизу) положения заготовки; на фиг.4 - циклограмма цикла движений инструмента, где обозначены: SПОП - поперечное рабочее перемещение инструмента относительно заготовки; SХХ - поперечное холостое перемещение инструмента относительно заготовки; SПР - продольное рабочее перемещение инструмента относительно заготовки.
Предлагаемый инструмент предназначен для статико-импульсной давильной обработки ППД, калибрования, деформирующего протягивания и упрочнения металлических цилиндрических поверхностей 1 полых деталей из сталей и сплавов.
Установка, базирование и закрепление заготовки 1 с возможностью вращения относительно ее продольной оси осуществляется с помощью, например, специального электромеханического приспособления в виде оправки 2, которая установлена, например, на вертикально-протяжном станке мод. 7Б65. Предлагаемый давильный инструмент 3 содержит корпус с деформирующими элементами 4 для воздействия на заготовку с натягом.
Корпус инструмента 3 выполнен в виде П-образного короба с продольным пазом для свободного прохождения заготовки. Деформирующие элементы выполнены в виде П-образных пружинящих скоб, жестко заделанных внутри корпуса инструмента на противоположных стенках друг против друга.
Расстояние НЗ между парой деформирующих элементов 4 (условно показано вверху согласно фиг.3) в начале движения подачи SПОП при входе в контакт заготовки с инструментом в направлении, перпендикулярном продольной оси заготовки, устанавливается равным наружному диаметру заготовки до обработки.
Расстояние НД между парой деформирующих элементов (условно показано внизу согласно фиг.3) в конце движения подачи SПОП равно наружному диаметру готовой полой детали. Общий натяг, равный половине разности диаметров заготовки и готовой детали, распределен равномерно на все пары деформирующих элементов. Расстояние НЗ и НД между соответствующими парами деформирующих элементов регулируется сближением или удалением противоположных стенок корпуса инструмента, которые соединены друг с другом внахлестку болтами 3Б.
Деформирующий элемент - скоба - имеет рабочую часть - перекладину 4П - и две стойки 4С, с помощью которых он монтируется в стенке корпуса инструмента. Рабочая часть 4П деформирующего элемента, с помощью которой элемент воздействует на заготовку, состоит из втулки 4В, установленной по скользящей посадке на перекладине скобы. Продольная ось перекладины скобы устанавливается параллельно оси заготовки. С целью снижения трения и предотвращения быстрого износа деформирующих элементов между втулкой 4В и перекладиной устанавливается, например, как вариант, фторопластовая втулка (не показана), играющая роль подшипника, или, как вариант, игольчатый подшипник (не показан). При давильной обработке полых изделий из цветных металлов и сплавов используют перекладину сплошную без втулки.
Жесткое крепление стоек деформирующих элементов в стенках корпуса инструмента обеспечивается, например, чеканкой, развальцовкой, резьбовым соединением с использованием гайки, закрученной на резьбовом наконечнике стойки (не показана) или другими известными способами.
Длина L стенок корпуса инструмента зависит от длины обрабатываемой заготовки l и длины рабочей части деформирующего элемента, т.е. перекладины скобы. Соотношение длин обрабатываемой заготовки l и рабочей части деформирующего элемента влияет на число поперечных проходов. На фиг.4 показана циклограмма полного цикла обработки одной заготовки, состоящего из трех поперечных проходов инструмента.
При давильной обработке корпус инструмента с деформирующими элементами - скобами, жестко закрепленный в патроне, например, вертикально-протяжного станка (не показан), совершает движение подачи SПОП в направлении, перпендикулярном продольной оси вращения заготовки, при этом заготовка совершает вращательное движение относительно своей продольной оси со скоростью VЗ.
Деформирующие элементы, установленные с внутренней стороны корпуса инструмента, совершают рабочее движение снизу верх (согласно фиг.1, 2, 3) и с двух сторон охватывают цилиндрическую поверхность заготовки. При сочетании вращательного движения заготовки VЗ и поступательного движения SПОП деформирующих элементов осуществляется динамический удар с проскальзыванием, позволяющий осуществить пластическое деформирование, вытяжку и выглаживание оболочки заготовки и упрочнение поверхностного слоя цилиндрической поверхности.
Предлагаемый инструмент позволяет повысить производительность давильной обработки выглаживания, а также улучшить качество и точность обработки заготовки.
Основным технологическим параметром процесса является натяг на каждую противоположно расположенную пару деформирующих элементов, мм:
iЭ=(НЗ-НД)/n,
где НЗ - расстояние между верхней парой (согласно фиг.3) деформирующих элементов, равное DЗ - диаметру цилиндрической поверхности заготовки до обработки (средняя арифметическая величина с учетом отклонений формы в поперечном сечении), мм;
НД - расстояние между парой нижних (согласно фиг.3) деформирующих элементов, равное DД - диаметру цилиндрической поверхности обработанной детали, мм;
n - количество пар соответствующих деформирующих элементов на сторонах инструмента при условии, что количество элементов на каждой стороне одинаковое.
При давильной обработке с натягом iЭ до 0,2…0,5 мм на каждую пару расположенных диаметрально деформирующих элементов уменьшаются отклонения формы в поперечном сечении (отклонение от круглости) и повышается точность размера на 30…35%, уменьшаются параметры шероховатости поверхности.
Суммарный натяг лимитируется пластичностью материала заготовки. Заготовку из хрупких материалов обрабатывают с малыми натягами, так как при больших натягах может произойти ее разрушение.
Обработка деформирующими пружинными элементами в виде скоб обеспечивает оптимальные условия деформирования, а инструмент имеет максимальную размерную стойкость.
Деформирующие элементы в виде пружинных скоб изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности скобы из сталей HRC 62…65. Параметр шероховатости рабочего профиля пружинной скобы Ra=0,32 мкм.
При обработке предлагаемым инструментом обязательно применяют смазочно-охлаждающее технологическое средство (СОТС), предотвращающее схватывание деформирующей скобообразной пружины с обрабатываемым металлом. Отсутствие СОТС приводит к браку обрабатываемых заготовок и нередко к разрушению инструмента. Для заготовок из углеродистых и низколегированных сталей рекомендуются: сульфофрезол, МР-1, МР-2, эмульсии. Эти же жидкости следует применять при обработке заготовок из цветных металлов (бронзы, латуни, алюминиевых сплавов). Для заготовок из высоколегированных, жаростойких и коррозионно-стойких сталей и сплавов следует применять СОТС: АСМ-1, АСМ-4, АСМ-5, АСМ-6.
Шероховатость поверхности, обработанной предлагаемым инструментом, зависит от исходной шероховатости и материала обрабатываемой заготовки, режима обработки, применяемой СОТС. От скорости обработки (в пределах диапазона применяемых скоростей) шероховатость обработанной поверхности не зависит.
Скорость поперечной подачи SПОП деформирующих элементов при обработке предлагаемым инструментом связана со скоростью вращения заготовки VЗ следующим соотношением:
SПОП=0,01·VЗ,
где SПОП - скорость поперечной подачи деформирующих элементов, м/мин;
VЗ - скорость вращательного движения заготовки, м/мин.
Скорость вращательного движения заготовки VЗ назначают в пределах 2…20 м/мин. Для достижения точности по 11…13-му квалитетам обработку ведут с большими натягами. Для достижения точности по 8…11-му квалитетам следует применять средние натяги (0,3…0,4 мм). Для получения точности по 5…7-му квалитетам деформирование проводят с малыми натягами (0,03…0,3 мм).
В результате статико-импульсного обкатывания и выглаживания предлагаемым инструментом улучшается шероховатость на один класс, статическое усилие прижатия инструмента к обрабатываемой поверхности заготовки составляет 200…300 Н на 10 мм длины рабочей поверхности инструмента и зависит от глубины внедрения деформирующего элемента в заготовку. Выбор соответствующего статико-импульсного давления зависит от физико-механических свойств материала заготовки и от натяга iЭ.
Предлагаемый давильный инструмент применяют на мощных давильных станках, работающих по способу обратной ротационной протяжки толстостенных заготовок [1]. Радиус RД поперечного сечения перекладины деформирующего элемента зависит от толщины to выглаживаемой оболочки и принимается равным RД=(1…1,5)to.
Расстояние между стенками инструмента принимают из конструктивных соображений с учетом длины стоек 4С. С уменьшением длины стоек возрастает жесткость конструкции инструмента и уменьшается податливость и прогиб стоек, при этом растут усилия деформирования.
Образующийся в результате статико-импульсного обкатывания и выглаживания микрорельеф поверхности обусловливается следующими основными факторами: кинематикой процесса (направлением взаимного перемещения инструмента и обрабатываемой заготовки); исходной шероховатостью; формой и размерами исходной части и обкатывающего инструмента; величиной подачи; пластическим течением металла, обуславливающим появление вторичной шероховатости; шероховатостью рабочей части инструмента; величиной упругого восстановления поверхности после выглаживания; вибрациями технологической системы станок-приспособление-инструмент-заготовка.
При статико-импульсном давильном обкатывании и выглаживании предлагаемым охватывающим инструментом на обрабатываемой поверхности резко снизилась вероятность появления продольной и поперечной волнистости благодаря увеличению площади контакта и использованию упругого деформирующего элемента в виде скобы, а также вибрациям, появляющимся при переходе контакта заготовки от одного деформирующего элемента к другому. При статико-импульсном обкатывании оболочек максимальную скорость выбирают в пределах 2…20 м/мин с учетом мощности станка и вибростойкости технологической системы. Получаемая при статико-импульсном обкатывании высота микронеровностей данным инструментом находится в пределах допустимого максимального значения высоты микронеровностей.
При промышленных испытаниях заготовку с наружным и внутренним диаметрами соответственно 126 мм и 122 мм, длиной 250 мм - колпака масляного фильтра, изготовленную на предыдущей операции штампованием из ленты 08Ю-ОСВ-А-II - 2,2 ГОСТ 19851-74, устанавливали на разжимную кулачковую оправку, а охватывающий давильный инструмент - на инструментальном суппорте на вертикально-протяжном станке мод. 7Б65.
Деформирующие скобы были изготовлены из стали легированной ШХ15, из проволоки диаметром 3 мм. Твердость рабочей поверхности скоб - HRC 62…65. Параметр шероховатости рабочего профиля перекладины скобы Ra=0,32 мкм. Длина скобы 50 мм
Обработка проводилась на следующих режимах: скорость вращения заготовки VЗ=20 м/мин (nЗ=200 мин-1); скорость поперечной подачи деформирующих элементов SПОП=0,2 м/мин; суммарный натяг на диаметр - 2,0 мм (1,0 мм на сторону); натяг на деформирующий элемент iЭ=(1,0/10)=0,1 мм; количество деформирующих элементов n=10; смазывающе-охлаждающей жидкостью служил сульфофрезол (5%-ная эмульсия).
Давильная обработка одного изделия проводилась за 6 проходов за Тм=1,2 мин (против Тм баз=3,65 мин по базовому варианту при обработке традиционным обкатыванием на ОАО Автоагрегат, г.Ливны).
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68 и на профилометре мод. 283 тип АН ГОСТ 19300-86. В обработанной партии (равной 100 штук) бракованных деталей не обнаружено. Отклонение обработанной поверхности от цилиндричности составило не более 0,02 мм, что допустимо ТУ.
Испытаниями установлено, что производительность процесса повышается в 2,5…3,3 раза по сравнению с выглаживанием цилиндрическими роликами [1], размеры обработанных деталей стабильны и соответствуют требуемому квалитету точности, высота шероховатости обработанной поверхности соответствует Ra 1,6 мкм, волнистость отсутствовала.
Предлагаемый охватывающий давильный инструмент для статико-импульсного выглаживания отличается простотой в реализации, не сложен по конструкции и надежен в эксплуатации, позволяет повысить точность изготовления полых изделий, снизить высоту микронеровностей, повысить производительность статико-импульсной обработки, улучшить условия деформирования и течение металла, а также снизить вероятность расширения, вспучивания металла и возникновения задиров на обрабатываемой поверхности, повысить стойкость давильного инструмента.
Использование предлагаемого давильного инструмента позволяет расширить технологические возможности статико-импульсного обкатывания и выглаживания благодаря схватыванию давильным инструментом обрабатываемой заготовки и наложению колебательных движений на инструмент, повысить качество, точность и производительность обработки, энергоемкость процесса уменьшилась в 2,2 раза.
Источники информации
1. Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. М.: Машиностроение, 1983, с.147, рис.9.6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416481C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2415727C1 |
| СПОСОБ ДАВИЛЬНОЙ ОХВАТЫВАЮЩЕЙ ОБРАБОТКИ ИНСТРУМЕНТОМ-КОЛЬЦОМ | 2009 |
|
RU2414981C1 |
| ДАВИЛЬНЫЙ ОХВАТЫВАЮЩИЙ ИНСТРУМЕНТ - КОЛЬЦО | 2009 |
|
RU2411100C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
| СПОСОБ ОБКАТКИ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2410184C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
Изобретение относится к обработке металлов давлением, в частности ротационной вытяжке и давильной обработке оболочек. Инструмент содержит корпус с деформирующими элементами для воздействия на заготовку с натягом, причем корпус выполнен в виде П-образного короба с продольным пазом для свободного прохождения заготовки, а деформирующие элементы выполнены в виде П-образных пружинящих скоб, жестко заделанных внутри корпуса на противоположных стенках друг против друга с обеспечением расстояния между соответствующими парами в начале движения подачи при входе в контакт заготовки с инструментом в направлении, перпендикулярном продольной оси заготовки, равного наружному диаметру заготовки, а в конце движения - наружному диаметру готовой детали, причем общий натяг, равный половине разности диаметров заготовки и готовой детали, распределен равномерно на все пары деформирующих элементов, при этом рабочая часть деформирующего элемента выполнена в виде втулки, установленной по скользящей посадке на перекладине скобы. Расширяются технологические возможности, повышается производительность, качество и точность обработки заготовки. 4 ил.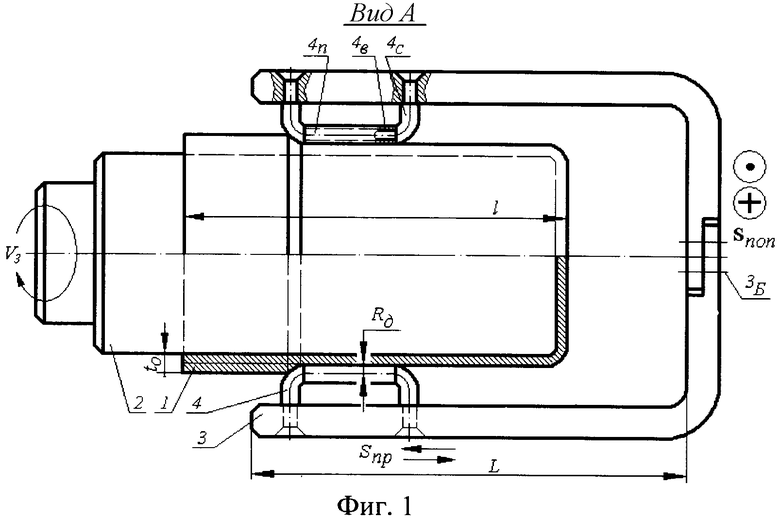
Инструмент для статико-импульсной давильной обработки полых изделий, содержащий корпус с деформирующими элементами для воздействия на заготовку с натягом, отличающийся тем, что корпус выполнен в виде П-образного короба с продольным пазом для свободного прохождения заготовки, а деформирующие элементы выполнены в виде П-образных пружинящих скоб, жестко заделанных внутри корпуса на противоположных стенках друг против друга с обеспечением расстояния между соответствующими парами в начале движения подачи при входе в контакт заготовки с инструментом в направлении, перпендикулярном продольной оси заготовки, равного наружному диаметру заготовки, а в конце движения - наружному диаметру готовой детали, причем общий натяг, равный половине разности диаметров заготовки и готовой детали, распределен равномерно на все пары деформирующих элементов, при этом рабочая часть деформирующего элемента выполнена в виде втулки, установленной по скользящей посадке на перекладине скобы.
| МОГИЛЬНЫЙ Н.И | |||
| Ротационная вытяжка оболочковых деталей на станках | |||
| - М.: Машиностроение, 1983, с.147, рис.9.6 | |||
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2277039C1 |
| DE 3843211 A, 28.06.1990. | |||

