Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения, по меньшей мере, одного дезагломерированного и дезагрегированного порошкового материала (сокращенно ДДПМ или ДЦП-материал), содержащего, по меньшей мере, один диоксид урана (UO2), а именно к способу получения дезагломерированного и дезагрегированного порошкового материала, пригодного для прессования и спекания, имеющего свойства прессуемости и спекаемости, дающие ему многие преимущества, когда его подвергают прессованию с последующим спеканием. Изобретение также относится к дезагломерированному и дезагрегированному порошковому материалу, получаемому в этом способе.
Более конкретно, изобретение относится к применению дезагломерированного и дезагрегированного порошкового материала для изготовления гранул ядерного топлива, главным образом, прессованием, затем спеканием дезагломерированного и дезагрегированного порошкового материала.
Уровень техники
Оксидные порошки, в частности порошки оксидов урана (например диоксид урана), используемые для изготовления топливных элементов для ядерных реакторов, в основном существуют в форме кристаллитов со средней величиной диаметра в диапазоне от 0,08 до 5 мкм. Данные кристаллиты более или менее сильно связываются между собой с формированием агрегатов, которые в свою очередь более или менее сильно связываются друг с другом с формированием агломератов. В основном средняя величина диаметра агрегатов находится в ряду от нескольких микрометров до нескольких десятков микрометров, например от 2 до 60 мкм, а средняя величина диаметра агломератов находится в ряду от нескольких микрометров до нескольких сотен микрометров, например от 2 до 700 мкм.
Для того чтобы придать ядерному топливу форму гранул или любую другую форму из таких оксидных порошков, в основном требуется несколько этапов изготовления, а именно следующие последовательные этапы.
(i) Оксидный порошок помещают в пресс-форму или в матрицу. Как правило, порошок должен заполнять весь объем, который доступен для него в пресс-форме, делая, таким образом, возможным в дальнейшем получать плотный и прочный материал (без дефектов и/или трещин, которые могут обнаруживаться, а могут и не обнаруживаться на поверхности) с минимальной порозностью. Эту способность порошка полностью заполнять пресс-форму называют текучестью. Она сильно различается у разных порошков. Для того чтобы достичь значительной текучести, может требоваться предварительная обработка порошка (например, измельчение, такое как атомизация или механическое измельчение).
(ii) Затем для уплотнения порошок в пресс-форме формуют давлением, например холодным прессованием по одной оси. Для оксидных порошков ядерного топлива это давление в основном находится в диапазоне от 200 до 600 МПа. В конце этого этапа уплотнения получают тело этого спрессованного материала, которое также называют неспеченной прессовкой, состоящей из ядерного топлива. В основном это тело имеет форму гранулы, но возможны и любые другие формы. Прессовка имеет достаточную когезию, чтобы обрабатываться на более поздних стадиях получения ядерного топлива в форме гранулы, таблетки или в других формах. Прессуемость порошка, которая может быть измерена, является кривой, отражающей изменения плотности (в г/см3) плотного материала в зависимости от прилагаемого сжатия (в МПа). Таким образом, прессуемость является относительным понятием, которое зависит от условий работы, в особенности если добавляется смазывающее вещество к порошку или если форма смазывается впрыскиванием смазывающего вещества, например, перед каждым прессованием. Можно сравнить прессуемость двух порошков при прочих равных условиях. В этом отношении можно сослаться на стандарт NF EN 725-10.
(iii) Затем плотность и когезию полученной ранее неспеченной прессовки увеличивают путем осуществления, по крайней мере, одного цикла спекания, в котором гранулу (или любую другую форму) подвергают изменению температуры и/или давления со временем, как известно специалистам в данной области техники. Конечно, другие параметры могут влиять на процесс спекания, например атмосфера, присутствие примесей и тому подобное. В результате этого цикла спекания получают спеченное тело, изготовленное из плотного материала и имеющее большую плотность по сравнению с неспеченной прессовкой. Для оксидов, предназначенных для использования в ядерной области, цикл спекания заключается в следующем: сначала температуру повышают до температуры спекания, в основном около 1600°С, и затем эту температуру спекания поддерживают в основном в течение нескольких часов, наиболее часто четырех часов. Спекаемость порошка представляет собой изменение плотности спеченного тела в зависимости от плотности неспеченной прессовки. Следовательно, спекаемость является относительным понятием, которое зависит от условий работы. Могут сравниваться два порошка исходя из их спекаемости при прочих равных условиях. В этом отношении можно сослаться на стандарт В42-011.
(iv) Наконец, этому спеченному телу еще необходимо придать подходящий размер таким образом, чтобы его можно было использовать в виде гранул (или в любой другой форме) ядерного топлива. Для этого спеченное тело в основном необходимо подвергнуть машинной обработке до стандартного размера, которая, главным образом, заключается в удалении части материала, чтобы обеспечить гранулу (или любую другую форму) ядерного топлива с подходящей для использования в ядерном реакторе формой и размером. Отклонения от стандартного размера в основном вызываются для гранулы, являющейся наиболее распространенной формой использования, недостаточным контролем среднего диаметра относительно нормативных пределов и отклонением от правильной цилиндрической формы из-за градиента напряжения, генерируемого в неспеченной прессовке во время одноосного сжатия.
Из патентной заявки FR 2861888 известен способ получения гранул ядерного топлива, который состоит из приготовления ДДПМ с заданными свойствами из порошка диоксида урана. Это тот ДДПМ, который затем подвергается вышеописанной обработке на этапах (i)-(iii). Технической проблемой, которую должно решать изобретение, раскрытое в этой предшествующей патентной заявке, является получение ДДПМ, имеющего свойства текучести и объемной плотности, требуемые для их ввода в пресс-форму на этапе (i), без многочисленных и сложных операций, которые должны были бы выполняться для этого, в соответствии с известным уровнем техники. Для этого в упомянутой патентной заявке предлагают помещать порошок диоксида урана, предназначенного для включения в состав ядерного топлива, в камеру, снабженную подвижными сжимающими элементами, и эту камеру затем встряхивать для образования желаемого ДДПМ. Используется только один порошок диоксида урана UO2 (главный компонент ядерного топлива), то есть порошок диоксида урана UO2, который получают в результате конверсии гексафторида урана. Иногда к порошку добавляют одну или более добавок, таких как другие оксиды или порообразующие вещества.
Патентная заявка FR 2861888, главным образом, относится к порошку диоксида урана UO2, производимому с помощью так называемого "сухого способа". "Сухой" способ предусматривает в основном получение порошка в результате конверсии гексафторида урана (UF6) в UO2 посредством реакций твердое вещество-газ. С другой стороны, так называемый "мокрый" способ предусматривает в основном получение порошка в результате конверсии UF6 или нитрата урана посредством реакций жидкость-жидкость и жидкость-твердое вещество. По причинам критичности и управления переработкой отходов в промышленности в основном предпочтительно изготавливать порошки с использованием "сухого" способа.
Целью этой патентной заявки было только решить проблемы, относящиеся к прессованию ДДПМ, включающего только порошок диоксид урана, получаемого, главным образом, "сухим" способом.
Проблемы, обычно возникающие на этапе спекания (iii) неспеченной прессовки, ни в коей мере не решаются в этой патентной заявке. Однако спекаемость порошка является проблематичной для порошков диоксида урана, в особенности для тех, которые получают "мокрым" способом, в частности, из-за характеристик спекаемости, которые хуже, чем у порошков, производимых "сухим" способом, хотя характеристики плотности и текучести у них выше.
Это происходит по причине того, что в дополнение к тому факту, что эта спекаемость зависит от размера и формы кристаллитов порошка, степень агрегации и/или агломерации кристаллитов также имеет сильное влияние. Как следствие, после спекания плотности спеченных тел, чьи соответствующие неспеченные прессовки имели одинаковую плотность перед спеканием, но были изготовлены из двух порошков, содержащих кристаллиты того же размера и той же формы, могли сильно варьироваться, если состояния агломерации и агрегации у этих порошков различные, например, если они были получены посредством двух различных способов синтеза. Это может быть случай, когда процесс является видом "мокрого способа", а другой процесс является видом "сухого способа" или когда оба процесса, будучи теми же видами "сухого" или "мокрого" способа, все же имеют различия в технологическом процессе.
В заключение необходимо отметить, что в основном спекаемость порошков сильно взаимосвязана с технологическими показателями, такими как давление при формовании, применяемое к ДДПМ в течение этапа прессования.
На практике эти колебания в спекаемости порошков имеют множество недостатков, а именно:
(а) невоспроизводимость размеров спеченного тела, которая влечет необходимость в их повторном измельчении, для придания им конечных геометрических характеристик, таким образом, сильно удлиняя и повышая сложность процесса получения гранул (или любой другой формы) готового к применению ядерного топлива. С одной стороны, эта операция повторного измельчения влечет за собой потери части ценного топливного материала, который только что получен с использованием сложного способа. В довершение всего, эта операция опасна, поскольку она производит чрезвычайно мелкую пыль оксидов актиноидов (таких как порошок PuO2), которые могут представлять риск для здоровья из-за их токсичности и радиоактивности;
(б) различие в характере спекания между порошками, имеющими большие различия состояний агломерации и агрегации. Это различие требует продолжительного выравнивания характеристик формы и/или спекания.
Следовательно, существует сильная потребность в новых способах получения ядерного топлива в форме гранул или таблеток или в других формах для решения проблем и устранения недостатков предшествующего уровня техники.
Следовательно, одной из целей настоящего изобретения является обеспечение процесса получения, по меньшей мере, одного ДДПМ из двух порошков, каждый из которых содержит диоксид урана UO2, так чтобы он имел одинаковую спекаемость вне зависимости от состояния агломерации или агрегации исходных порошков, а также имел спекаемость, характеризующуюся очень малой зависимостью от плотности неспеченных прессовок (т.е. от давления при формовании ДДПМ, производимого из порошков).
Раскрытие изобретения
Изобретение относится к получению, по меньшей мере, одного ДДПМ, способ включает последовательные этапы:
(а) введение, по меньшей мере, двух порошков, каждый из которых включает диоксид урана UO2, в вибрационную мельницу, в которой, по меньшей мере, два порошка являются полученными двумя различными способами синтеза, и каждый порошок имеет удельную поверхность, близкую к любому другому содержащему диоксид урана порошку, вводимому в мельницу;
(б) встряхивание порошков посредством вибрационной мельницы для получения ДДПМ при интенсивности измельчения, достаточной для разрушения агломератов и агрегатов в порошках без разрушения кристаллитов в порошках, с такой энергией измельчения, передаваемой порошкам, чтобы разрушать практически все агломераты и агрегаты.
Согласно настоящему изобретению под "дезагломерированным и дезагрегированным порошковым материалом" (сокращенно - ДДПМ) понимается материал, содержащий кристаллиты порошков, имеющие меньшую степень агломерации и агрегации по сравнению с таковыми у каждого исходного порошка, тогда как размер кристаллитов практически не изменяется.
Практически эта степень агломерации и агрегации может быть равной нулю таким образом, что ДДПМ состоит только из кристаллитов.
Таким образом, изобретение также предусматривает ДДПМ, включающий диоксид урана UO2, характеризующийся тем, что диоксид находится в форме неагломерированных и/или неагрегированных кристаллитов.
Согласно изобретению под "близкой удельной поверхностью" подразумевается, что удельная поверхность не отличается от любой другой удельной поверхности более чем на 10 м2/г, предпочтительно на 2-5 м2/г и еще более предпочтительно на 2-3 м2/г.
Измерение энергии измельчения, применяемой к порошкам, очень деликатное, но при заданной интенсивности измельчения напрямую зависит от продолжительности измельчения.
Также измерение агломератов в основном проводится сухой классификацией или лазерной гранулометрией, обеспечивающими неразрушающий метод анализа. Более того, размер и форма агрегатов могут частично оцениваться наблюдением их с помощью сканирующего электронного микроскопа. Итак, на сегодняшний день не существует надежного способа количественного определения степени агрегации. Это причина, по которой эффективность этапа (б) способа согласно изобретению измеряется на практике косвенным путем посредством измерения параметров ДДПМ, получаемого на этапе (б), как будет объяснено в дальнейшем.
Практически, встряхивание на этапе (б) проводится в течение, по меньшей мере, минимальной заданной продолжительности для того, чтобы сформировать ДДПМ, имеющий существенно постоянную спекаемость, прессуемость и спекаемость ДДПМ, имеющую, более того, заданные значения, независимые от количества агломератов и/или агрегатов, содержащихся в каждом из порошков. Следующие последовательные этапы должны проводиться с целью измерения спекаемости и прессуемости ДДПМ, получаемого процессом согласно изобретению.
Дезагломерированный и дезагрегированный порошковый материал вводят в пресс-форму.
Затем ДДПМ формуют давлением в основном от 200 до 1200 МПа, предпочтительно от 200 до 1000 МПа, более предпочтительно от 200 до 600 МПа и еще более предпочтительно от 300 до 500 МПа, для получения спрессованного материала.
Наконец, спрессованный материал подвергают спеканию для получения плотного материала.
Согласно изобретению под "плотным материалом" в основном понимается материал, полученный операцией уплотнения, такой как спекание.
Под "спрессованным материалом" понимается материал, полученный операцией прессования.
Минимальная заданная продолжительность - это, следовательно, такая продолжительность, которая, как неожиданно обнаружил заявитель для заданной интенсивности измельчения, необходима для того, чтобы получить ДДПМ согласно изобретению, имеющий улучшенные свойства. Она непосредственно взаимосвязана с минимальной заданной энергией измельчения. Спекаемость "задается" в том смысле, что для порошка заданной удельной поверхности она имеет определенное или характерное значение, которое определяется экспериментально. Сверх этой заданной продолжительности спекаемость ДДПМ, главным образом, постоянна, а прессуемость продолжает возрастать. Прессуемость "задается" в том смысле, что для порошка заданной удельной поверхности она имеет определенное или характерное значение или сходное или близкое значение, которое в основном определяется экспериментально. Энергия измельчения, т.е. практически продолжительность измельчения для заданной интенсивности измельчения, вообще достигает максимального значения, сверх которого прессуемость имеет заданную постоянную величину, а плотность спрессованного материала больше не меняется. Это максимальное значение в целом связано с максимальным отношением уплотнения плотности спрессованного материала к теоретической плотности рассматриваемого соединения, которое равно 0,72, если рассматривается кристаллит, в первом приближении имеющий сферическую форму.
Заданная величина прессуемости и заданная величина спекаемости зависят от параметров, которые относятся к характеристикам кристаллитов (размер, форма, гранулометрический состав) и, таким образом, косвенно к удельной поверхности порошков, но неожиданным и выгодным способом не зависят от количества агрегатов и/или агломератов в порошке. Относительные количества порошков, используемых на этапе (а), различны. Например, в случае двух порошков и когда один порошок загрязняет, как будет дальше объяснено, другой порошок, "загрязняющий" порошок присутствует в основном в соотношении 0,1÷1% массовых относительно общего веса этих двух порошков. Еще чаще, в случае когда первый порошок получают "сухим" способом, а второй порошок получают "мокрым" способом, соотношение первого порошка находится в пределах от 10 до 50% массовых относительно общей массы двух порошков.
Согласно изобретению порошки, каждый из которых включает диоксид урана UO2, могут вводиться в мельницу одновременно, например, в виде смеси или последовательно введением, по меньшей мере, одного порошка в течение этапа (а) и затем, позднее, введением второго порошка в течение этапа (б).
Одним из фундаментальных фактов, из которого проистекает изобретение, является неожиданное открытие свойств ДДПМ, содержащих диоксид урана UO2, после того как порошки встряхивают вибрирующей мельницей с, по крайней мере, минимальной заданной энергией измельчения, т.е. практически, по меньшей мере, на минимальную заданную продолжительность. Точнее говоря, выше заданной минимальной энергии измельчения, т.е. практически выше минимального заданного периода встряхивания при заданной интенсивности измельчения, были обнаружены два неожиданных свойства полученного ДДПМ: (i) спекаемость этого ДДПМ выравнивается вне зависимости от продолжительности встряхивания (и следовательно, вне зависимости от энергии измельчения), которое было приложено; и (ii) величина этой спекаемости "универсальна" в том смысле, что она находится в соответствии со значением, общим для ДДПМ, производимых из любого из порошков, которые, хотя и имеют схожие удельные поверхности, но, однако, имеют некоторые различия или даже сильную неоднородность физических свойств, например степени агломерации и агрегации кристаллитов в этих порошках. Таким образом, в особенности процесс согласно данному изобретению делает возможным уменьшать различия в спекаемости между, по меньшей мере, двумя порошками диоксида урана UO2, которые несмотря на их близкие удельные поверхности имеют несопоставимые степени агломерации и агрегации кристаллита. Это неожиданное свойство ДДПМ, получаемых из порошков, переработанных способом по изобретению, и способ их получения до сих пор были не раскрыты. Данные свойства отражены на фиг.4 и 5, пояснения к которым даны ниже. Это поведение порошков имеет несколько важных промышленных преимуществ.
В частности, при получении ядерного топлива в форме гранул, таблеток или в других формах порошок перед этапом прессования подвергается различным манипуляциям, таким образом, подразумевая переход между двумя последовательными операциями. Оборудование для переноса и/или подготовки порошка, которое обычно включает контейнеры, или пневматические средства, или ленточный конвейер, может тогда удерживать более или менее значительное количество порошка. Однако изготовитель ядерного топлива часто обращается к нескольким источникам или видам порошка (например, порошок, полученный "сухим" способом, и порошок, полученный "мокрым" способом). Таким образом, используемые порошки, хотя они химически идентичны, тем не менее, происходят из различных источников. Эти различные источники чаще всего приводят к большим колебаниям состояния агрегации и агломерации кристаллитов, входящих в эти порошки, и следовательно, к сильным колебаниям свойств прессуемости и спекаемости указанных порошков.
Для того чтобы плотный материал, который могут получать из ДДПМ способом по изобретению, все же имел постоянные характеристики исходя из размеров и плотности, главным образом, необходимо: (i) или приспособить условия работы процесса изготовления порошка для каждого порошка, что может оказаться сложным и дорогостоящим, поскольку может быть сложным одновременно оценивать не только степень загрязнения одного порошка другим порошком, но также изменения физических параметров смеси, по меньшей мере, двух порошков, полученных таким образом; (ii) или избегать любого смешивания между двумя порошками, которые должны использоваться последовательно, что приводит к необходимости промывки оборудования, что может вызывать задержку.
Путем устранения различий в агломерации и агрегации между, по меньшей мере, двумя порошками, используя способ согласно изобретению, эти два порошка, будучи, например, в смеси, являющейся результатом загрязнения первого порошка вторым порошком, следовательно, становится возможным использовать независимо, но в одной и той же установке несколько порошков схожей природы, не волнуясь о случайном смешивании нового порошка со старым, которые могут изготавливаться различными процессами и/или которые могут оставаться в установке из-за удерживания. Это очевидно приводит к росту производительности.
Таким образом, настоящее изобретение особенно выгодно для получения ядерных топлив в форме гранул, таблеток или в других формах при гибких, воспроизводимых и независимых условиях работы. Эти многочисленные преимущества открывают путь для стандартизации, когда дело доходит до промышленного внедрения процесса спекания порошков ядерного топлива.
Что же касается вибрационной мельницы и подвижных тел, которые она содержит, которая применяется в процессе согласно изобретению, то они того же самого типа или даже идентичны тем, которые применяют в патентной заявке FR 2861888. Такая вибрационная мельница согласно настоящему изобретению является устройством, включающим камеру, содержащую средства сжатия и смешивания, которыми являются подвижные тела, в которой вибрация камеры производится таким способом, что содержащийся порошок движется в пределах объема камеры вдоль трех некопланарных осей таким образом, что порошок сжимается непосредственно между подвижными деталями и между подвижными деталями и стенками корпуса до формирования ДДПМ повышенной плотности по сравнению с порошком. Необходимо отметить, что специалисты в данной области техники могут применять широкий диапазон интенсивности измельчения и энергии измельчения, которые могут обеспечиваться вибрационной мельницей. Во всех случаях вибрационная мельница должна позволять разрушать агломераты и агрегаты, а не измельчать кристаллиты. Энергия измельчения, производимая вибрационной мельницей, используемой согласно настоящему изобретению, может изменяться, в частности, изменением неуравновешенных масс и угловым расстоянием между верхним и нижним дебалансами, увеличивая массу устройства, изменяя ее форму или ее природу или меняя количество порошка.
Согласно предпочтительному аспекту данного изобретения, по меньшей мере, один порошок получают "мокрым" способом синтеза и, по меньшей мере, другой порошок получают "сухим" способом синтеза.
Согласно одному варианту изобретения, по крайней мере, один порошок содержит, по меньшей мере, один оксид, выбранный из группы, состоящей из оксида урана U3O8, оксида урана U3O7, оксида плутония PuO2 и оксида тория ThO2.
Этот оксид может также добавляться к порошкам перед и/или во время осуществления способа изготовления согласно изобретению (этапы (а)-(в)). Например, в пределах концепции изобретения возможно добавлять такой оксид в виде порошка непосредственно в мельницу.
Когда порошки содержат диоксид плутония PuO2, то тогда может успешно получаться топливо типа МОХ ("смешанное оксидное ядерное топливо").
Согласно предпочтительному аспекту настоящего изобретения, по меньшей мере, один из порошков содержит, по меньшей мере, одну добавку, выбранную из: оксида гадолиния Gd2O3, оксида эрбия Еr2O3, порообразующего вещества, такого как, например, оксалат аммония, азодикарбонамид, смазывающее вещество, такое как стеарат цинка, и активатор спекания, такой как оксид хрома. Более широко, эта добавка чаще всего включает, по крайней мере, одно поглощающее нейтроны или замедляющее вещество для контроля ядерных реакторов или, по меньшей мере, одно вещество, применяемое в процессе получения (такое как смазывающее вещество), или для контролирования плотности (такое как порообразующее вещество) и микроструктуры (такое как активатор спекания, используемый в спекании ядерного топлива, которое формуют, например, в гранулу).
Эти добавки могут добавляться в порошки перед и/или во время осуществления процесса получения согласно изобретению (этапы (а)-(в)). Согласно предпочтительному аспекту настоящего изобретения операцию встряхивания мельницы продолжают для того, чтобы повысить прессуемость ДДПМ до заданной величины, в то же время оставляя спекаемость преимущественно постоянной.
Это благодаря тому, что, как будет показано в следующих примерах, одним из отличительных признаков процесса настоящего изобретения является то, что даже если спекаемость ДДПМ достигла при заданной минимальной энергии измельчения, т.е. практически в конце заданного минимального периода встряхивания, оптимального значения, которое не может больше изменяться, несмотря на это еще возможно, когда необходимо, регулировать его прессуемость, продолжая встряхивать этот материал на этапе (б) процесса настоящего изобретения. Таким образом, в варианте осуществления настоящего изобретения этап встряхивания (б) проводится мельницей таким образом, чтобы повышать прессуемость ДДПМ до заданной, преимущественно постоянной величины, одновременно с этим оставляя спекаемость преимущественно постоянной. Еше одна цель настоящего изобретения - обеспечить продукт, получаемый в процессе согласно настоящему изобретению.
Краткое описание чертежей
Фигуры 1-11 сопровождающих чертежей будут служить для пояснения нижеследующих примеров 1-3.
На всех чертежах каждая точка на графике является, как правило, средним значением, по меньшей мере, шести полностью идентичных образцов.
Фиг.1 иллюстрирует - для разных продолжительностей встряхивания согласно этапу (б) способа настоящего изобретения - изменение спекаемости прессованного материала (неспеченной прессовки), содержащей ДДПМ, полученный согласно настоящему изобретению из порошка диоксида урана UO2. Эта фигура позволит специалисту в данной области техники определить минимальную заданную продолжительность (для заданной интенсивности измельчения), свыше которой ДДПМ по настоящему изобретению образует порошки диоксида урана UO2 схожей природы, т.е. несмотря на то что порошки имеют удельные поверхности, похожие друг на друга, их кристаллиты имеют разные степени агломерации и агрегации.
Фиг.2 и 3 показывают зависимость прессуемости (изменения плотности прессованного материала (неспеченная прессовка) от различных значений формующего давления, применяемого для получения спрессованного материала) соответственно для различных порошков и ДДПМ, получаемых из каждого из этих порошков в соответствии с настоящим изобретением.
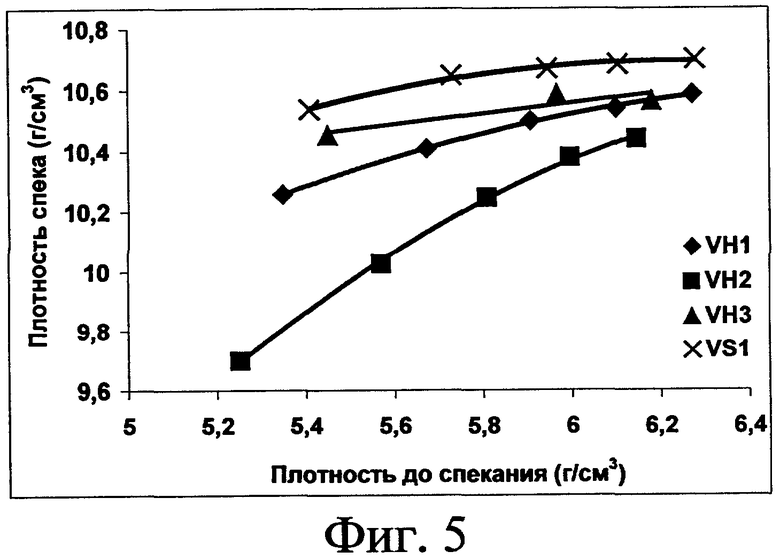
Фиг.4 и 5 иллюстрируют зависимость спекаемости (изменения плотности плотного материала (спеченного тела)) от плотности соответствующего прессованного материала (неспеченной прессовки) соответственно для разных порошков и для разных ДДПМ, получаемых из тех же порошков согласно настоящему изобретению.
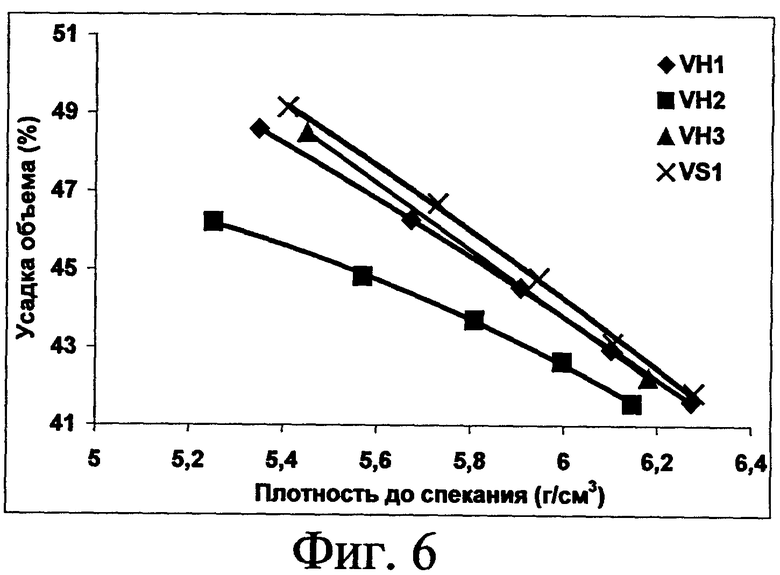
Фиг.6 и 7 иллюстрируют изменение в усадке объема плотных материалов (спеченные тела) в зависимости от плотности соотвествующих неспеченных прессовок, содержащих соответственно, по крайней мере, один из порошков и один из ДДПМ, полученных согласно настоящему изобретению из тех же порошков.
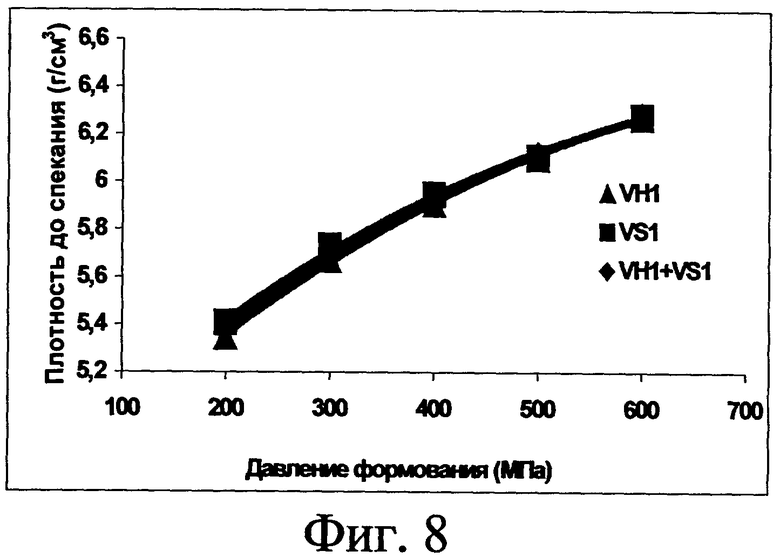
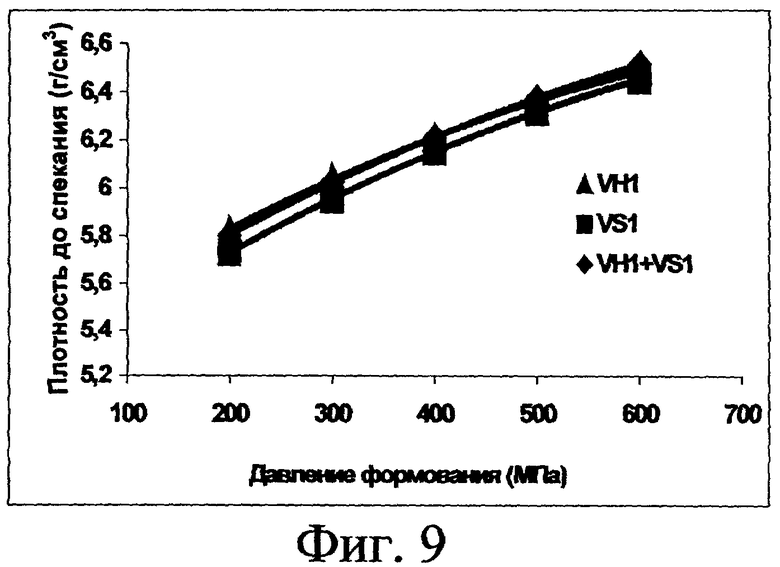
Фиг.8 и 9 иллюстрируют (i) прессуемость двух порошков и их смесей и (ii) прессуемость ДДПМ, полученных из каждого из этих двух порошков и их смеси соответственно согласно настоящему изобретению.
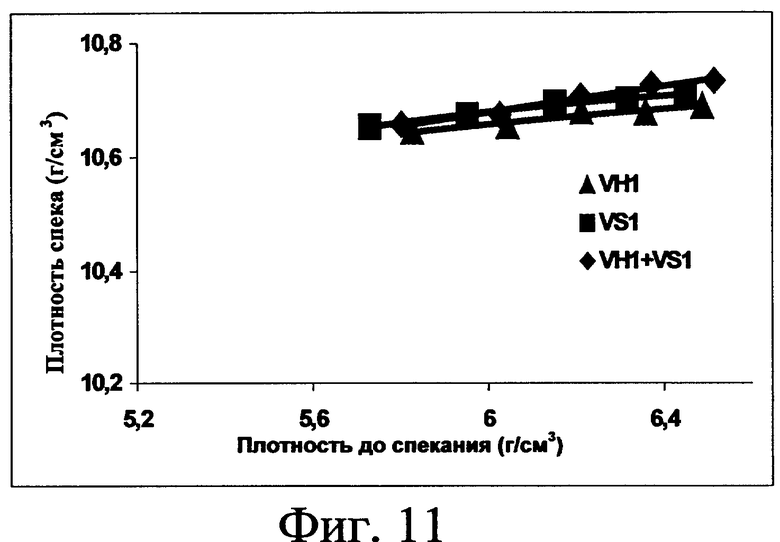
Фиг.10 и 11 иллюстрируют (i) спекаемость двух порошков и их смесей и (ii) спекаемость ДДПМ, полученных из каждого из этих двух порошков и из этой смеси соответственно согласно настоящему изобретению.
Нижеследующие наглядные примеры не направлены на то, чтобы ограничить рамки изобретения в любом случае.
Осуществление изобретения
Изобретение будет более понятным из следующих примеров, которые показывают процесс получения плотного материала с помощью способа изготовления ДДПМ.
Примеры, которые следуют, во всех отношениях находятся в соответствии со способом настоящего изобретения, в особенности когда они проводятся с использованием одного порошка за раз, а не, по меньшей мере, двух, поскольку специалисту в данной области станет ясно, что каждый из этих порошков проявляет свойства прессуемости и спекаемости, полученные согласно настоящему изобретению, даже в присутствии, по меньшей мере, одного другого порошка, как в случае процесса настоящего изобретения, где предполагаются, по меньшей мере, два порошка. Это также демонстрируется в других примерах, относящихся к смеси двух порошков, полученных двумя разными синтетическими процессами.
Во всех следующих вариантах осуществления операции подготовки, формообразования и спекания проводились при одних и тех же условиях работы для всех порошков (или смесей порошков) и для всех ДДПМ (или смесей ДДПМ), полученных из порошков согласно настоящему изобретению.
Эти примеры приводились на каждый порошок диоксида урана UO2 (или смеси порошков), которые были синтезированы "мокрым" способом (порошки VH1, VH2 и VH3) (каждый из этих порошков синтезируется так называемым процессом ADU (из диураната аммония с формулой U2O7(NH4)2), как объясняется, например, в патенте США № 6235223, но каждый порошок произведен на трех разных установках, каждый с различными параметрами получения, объясняющими, таким образом, их разные характеристики), и "сухим" способом (порошок VS1). Порошки VH1, VH2, VH3 и VS1 имеют близкие удельные поверхности: 3,8 м2/г, 3,0 м2/г, 3,3 м2/г и 2,1 м2/г соответственно. Дезагломерированные и дезагрегированные порошковые материалы, получаемые согласно настоящему изобретению, имеют удельные поверхности 4,2 м2/г, 3,7 м2/г, 4,2 м2/г и 2,6 м2/г соответственно. Незначительное увеличение рассматриваемой удельной поверхности, от состояния порошка до состояния ДДПМ, производимых из порошков, происходит в основном из-за внешнего вида поверхности, являющегося результатом разрушения агрегатов и агломератов. Это также имеет место в случае, когда происходит переход из состояния смеси порошков в состояние смеси ДДПМ, получаемых из смеси этих порошков. Во всех примерах каждая точка, нанесенная на чертеже, в основном является средним значением, по меньшей мере, шести точно идентичных образцов.
Применяли вибрационную мельницу, коммерчески доступную под торговым наименованием Vibromill от SWECO. Она включала полиуретановую камеру, установленную на пружинах и снабженную дебалансным двигателем. Камера имела тороидальную форму с полукруглым сечением.
Движение камеры индуцировалось перемещением подвижных мелющих тел (устройств), которые двигались в трех направлениях. Они "поднимались" вплотную к внешней стенке камеры и опускались вниз, двигались вдоль образующей линии тора и вращались относительно друг друга. Расстояние падения зависело от дебаланса, а скорость прохождения средств вдоль тороидальной образующей линии зависела от углового расстояния между верхним дебалансом и нижним дебалансом.
Применяемые в этих примерах условия были в основном такими, которые рекомендовались SWECO. Таким образом, параметрами для регулирования вибрационной интенсивности были масса нижнего дебаланса и угловое расстояние между двумя дебалансами. Нижний дебаланс состоял из пяти тарелок общей массой 575 г. Угловое расстояние между нижним дебалансом и верхним дебалансом было 60°. Масса используемого устройства была 36 кг, масса измельчаемого в примерах порошка (или смеси порошков) была 4 кг. Металлическая крышка закрывала камеру. Открывание этой крышки позволяло вносить порошки. Соединение между камерой и крышкой герметизировалось О-образными уплотнительными кольцами.
Перед формованием (операцией прессования) порошки подготавливали следующим образом: в порошки вводили связующий компонент добавлением 0,3% массовых стеарата цинка в течение 10 минут при 20 об/мин с применением деликатного смесителя (товарный знак Turbula). Полученную таким образом смесь затем вводили в цилиндрическую пресс-форму. Диаметр пресс-формы был 10 мм, а ее высоту устанавливали до 30 мм. Заполнение пресс-формы проводили вручную, а избыток смеси затем соскабливали. Затем эту смесь прессовали и подвергали формованию давлением, подходящим для формования, т.е. давлением, которое может предпочтительно находиться в диапазоне от 200 до 600 МПа. Как будет показано далее, одним из преимуществ способа согласно настоящему изобретению, которое делает его реализуемым и воспроизводимым, совершенно точно является тот факт, что он выравнивает различия в спекаемости порошков, спрессованных при разных давлениях формования. Следовательно, величина давления формования, до тех пор пока она оставалась в вышеупомянутом промежутке, не имела существенного влияния на спекаемость тестируемых порошков для получения плотного материала согласно настоящему изобретению.
Неспеченную прессовку, полученную в конце предшествующего этапа прессования, затем подвергали спеканию, при котором неспеченную прессовку нагревали от температуры окружающей среды до 1000°С со скоростью 350°С/ч и эту температуру затем поддерживали в течение одного часа. Данную температуру 1000°С затем повышали со скоростью 350°С/ч до 1700°С; эту температуру поддерживали в течение 4 часов. Наконец, проводили охлаждение со скоростью 300°С/ч. Атмосферой спекания был чистый водород. Слегка окислительная или восстановительная увлажненная атмосфера также могла быть приемлемой, поскольку атмосфера в конце обработки дает возможность получать стехиометрическую фазу UO2.
Пример 1
Определение заданной минимальной продолжительности (соответствующей минимальной заданной энергии измельчения), в течение которой должно выполняться встряхивание таким образом, чтобы получить ДДПМ согласно изобретению
Для того чтобы определить согласно настоящему изобретению минимальную заданную продолжительность измельчения (соответствующую минимальной заданной энергии измельчения), в течение или свыше которой должно выполняться встряхивание таким образом, чтобы получить ДДПМ, было проведено предварительное исследование, которое заключалось в измельчении порошка диоксида урана UO2 в течение различных временных интервалов. Для каждой продолжительности измельчения брали порошок и затем, когда ему придавали форму (операция прессования), рассчитывали плотность неспеченной прессовки на основе измеренного веса и размеров неспеченных прессовок. Затем выполняли операцию спекания, в завершение которой получали спеченное тело, чью плотность измеряли при тех же условиях. После завершения этих операций изменения зависимости плотности неспеченной прессовки от плотности спеченного тела наносили на график для каждой продолжительности измельчения, аналогичный таковому для порошка VH2 и показанный посредством примера на фиг.1. Минимальную заданную продолжительность измельчения согласно настоящему изобретению затем просто определяли как продолжительность измельчения, свыше которой спекаемость порошка становилась практически постоянной. Для порошка VH2 этот период, как установили, составил 90 минут, никаких значительных изменений в спекаемости не отмечали при продолжительности 120 минут, как показано на фиг.1. Конечно, специалист в данной области будет способен провести измерения минимальной заданной продолжительности (соответствующей минимальной заданной энергии измельчения) для заданной интенсивности измельчения и данного порошка.
Пример 2
Исследование свойства спекаемости ДДПМ, полученных из порошков VH1, VH2, VH3 и VS1 согласно настоящему изобретению
Порошки VH1, VH2, VH3 и VS1 и ДДПМ, полученные согласно настоящему изобретению из этих порошков, затем подвергали операциям подготовки и формообразования при вышеупомянутых условиях работы для того, чтобы сформировать неспеченную прессовку, и измеряли плотность каждого из них согласно предыдущей процедуре. Изменение плотности этих восьми неспеченных прессовок в зависимости от давления формования показано на графике на фиг.2 и 3.
Общие операции, описанные в предыдущем параграфе, выполняли снова для смеси порошков, включающих 50% VH1+50% VS1 массовых, также для ДДПМ, полученного согласно настоящему изобретению из этой смеси. Смесь имела удельную поверхность 2,64 м2/г, а ДДПМ - удельную поверхность 3,21 м2/г.
Отмечали (см. фиг.2), что плотность неспеченной прессовки, содержащей порошки, увеличивалась вместе с давлением формования. Их значения для порошков VH1, VH3 и VS1 были очень близкими, за исключением порошка VH2, имеющего чуть меньшее значение, чем другие. Подобные наблюдения были сделаны для смеси порошков VH1+VS1 (см. фиг.8).
Что касается ДДПМ, которые все были получены на этапе (б), для которых минимальная заданная продолжительность была 90 минут, то было отмечено возрастание прессуемости для всех этих материалов на фиг.3. Это возрастание было примерно 4% для меньших напряжений (200 МПа) и 2% для больших напряжений (60 МПа). Похожие наблюдения были сделаны для смеси порошков VH1+VS1 (см. фиг.9).
Таким образом, можно также отметить, что для заданного давления формования и данной продолжительности встряхивания, которая здесь равна минимальной заданной продолжительности, прессуемость этих различных материалов практически постоянна после осуществления способа настоящего изобретения и что для всех порошков (или смесей порошков) возрастание плотности в зависимости от давления меньше. Эта уменьшенная зависимость плотности неспеченных прессовок от давления выгодным образом дает возможность уменьшить ранее упомянутое отклонение от правильной цилиндрической формы при формовании ядерного топлива в цилиндрические гранулы.
Пример 3
Исследование спекаемости ДДПМ, полученных из порошков VH1, VH2, VH3 и VS1 согласно настоящему изобретению
Четырнадцать неспеченных прессовок (две из которых содержали смесь порошков VH1+VS1), полученные в примере 2, были подвергнуты операции спекания при вышеупомянутых условиях для того, чтобы сформировать спеченные тела. Плотность каждой неспеченной прессовки и плотность каждого спеченного тела измеряли согласно вышеуказанной процедуре.
Спекаемость для вышеупомянутых прессовок, содержащих только один порошок, отражена на графике на фиг.4 и 5, а на фиг.10 и 11 - для вышеупомянутых прессовок, содержащих смесь порошков.
Было отмечено, см. фиг.4, что порошки, к которым этап (б) процесса настоящего изобретения не применялся, имели сильно отличающиеся спекаемости. Похожие наблюдения были сделаны для смеси порошков VH1+VS1 (см. фиг.10).
Наоборот, в соответствии с фиг.5 наблюдали, что 90-минутное проведение этапа (б) способа по настоящему изобретению приводило к почти постоянной и почти одинаковой спекаемости вне зависимости от рассматриваемого ДДПМ. Похожее наблюдение было сделано для смеси порошков VH1+VS1 (см. фиг.11).
Также вне зависимости от плотности неспеченной прессовки, сформированной из того же ДДПМ, плотность соответствующих спеченных тел находится в диапазоне от 10,61 до 10,71 г/см3, плотности изменялись менее чем на 1%. Это отклонение меньше, чем допустимое отклонение от плотности, определенное для получения материалов ядерного топлива в форме гранул, таблеток или других формах. Более того, если применяемое давление ограничивается пределами 300-500 МПа, которые являются пределами сжатия, применяемыми в промышленности в целом, то диапазон плотностей спеченных тел равен 10,66-10,70 г/см3.
Таким образом, из этих разных примеров можно увидеть, в особенности из фиг.3 и 5, а также фиг.9 и 11, что одним из отличительных признаков процесса настоящего изобретения является то, что даже если спекаемость ДДПМ в конце минимальной заданной продолжительности встряхивания достигает оптимального значения, которое после этого остается практически постоянным, однако все еще возможно, если это необходимо, изменять прессуемость этого материала, продолжая его встряхивание.
Следовательно, существует возможность регулировать прессуемость порошков (смеси порошков) без изменения плотности спеченного тела, которая является величиной, определяемой конфигурацией. Таким образом, если в процессе изготовления топливного материала используют другие порошки (или смеси порошков), то для поддержания плотности спеченного тела постоянной либо (i), не изменяя давление формования, подбирают продолжительность измельчения, чтобы, таким образом, получать ту же плотность неспеченной прессовки, либо (ii) продолжительность измельчения поддерживают постоянной (большей или равной минимальной заданной продолжительности настоящего изобретения), а давление формования подбирают таким образом, чтобы получить постоянную плотность неспеченной прессовки (см. фиг.3). Следовательно, способ обеспечивает исключительную гибкость и надежность.
Эта очень слабая зависимость плотности спеченных тел от плотности неспеченных прессовок выгодным образом дает возможность контролировать геометрические характеристики без изменения плотности спеченных тел. Кроме того, поскольку усадка вообще зависит только от плотности рассматриваемого порошка (смеси порошков) в неспеченном состоянии, то этого достаточно, чтобы заранее оценить усадку, вызываемую спеканием, учитывая для этого номинальные размеры неспеченной прессовки, например, предполагая получить неспеченную прессовку, которая по сравнению со спеченным телом имеет размеры, которые больше величины соответствующей указанной усадки. Таким образом, после спекания вне зависимости от источника порошка (источников порошков составляющих смеси порошков) согласно настоящему изобретению объект, имеющий желаемый размер или, насколько это возможно, близкий к желаемому размер (тем самым снижая надобность в повторном измельчении), получают за счет небольшого изменения плотности спеченных тел в заданном интервале. Соответствие величины усадки разных порошков для данной плотности неспеченной прессовки при встряхивании их согласно способу настоящего изобретения показаны на фиг.6 и 7.
Это очень важное преимущество, в особенности с точки зрения производительности и безопасности, когда изобретение осуществляют для получения ядерных топлив в форме гранул или таблеток или в других формах, при промышленном освоении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОТНОГО МАТЕРИАЛА | 2006 |
|
RU2397553C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2360307C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2000 |
|
RU2165651C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ ТАБЛЕТОК ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ИЗ ДИОКСИДА УРАНА (ВАРИАНТЫ) | 2003 |
|
RU2253913C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УРАНГАДОЛИНИЙСОДЕРЖАЩИХ ТОПЛИВНЫХ ТАБЛЕТОК | 2002 |
|
RU2243601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТИРОВАННОГО ТОПЛИВА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2303300C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОПЛИВНЫХ УРАНОВЫХ ТАБЛЕТОК (ВАРИАНТЫ) | 1990 |
|
RU2081063C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА С ВЫГОРАЮЩИМ ПОГЛОТИТЕЛЕМ | 2007 |
|
RU2353988C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА | 2004 |
|
RU2335815C2 |
| НАНОКРИСТАЛЛИЧЕСКИЕ СПЕЧЕННЫЕ ТЕЛА НА ОСНОВЕ АЛЬФА-ОКСИДА АЛЮМИНИЯ, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, А ТАКЖЕ ПРИМЕНЕНИЕ | 2006 |
|
RU2383638C2 |






Изобретение относится к способу получения порошкового материала для изготовления гранул ядерного топлива. Сущность изобретения: способ получения, по меньшей мере, одного дезагломерированного и дезагрегированного порошкового материала, способ включает следующие последовательные этапы: (а) введение в вибрационную мельницу, по меньшей мере, двух порошков, каждый из которых включает UO2 с близкими удельными поверхностями, производимый различными синтетическими способами, и (б) встряхивание порошков в мельнице для образования дезагломерированного и дезагрегированного порошкового материала с интенсивностью измельчения, достаточной для того, чтобы указанный порошковый материал состоял только из кристаллитов. Техническим результатом изобретения является обеспечение процесса получения порошкового материала, имеющего одинаковую спекаемость вне зависимости от состояния агломерации и агрегации исходных порошков, а также имеющего спекаемость, характеризующуюся очень малой зависимостью от плотности неспеченных прессовок. 11 з.п. ф-лы, 11 ил.
1. Способ получения, по меньшей мере, одного дезагломерированного и дезагрегированного порошкового материала, отличающийся тем, что вводят в вибрационную мельницу, по меньшей мере, два порошка, каждый из которых включает диоксид урана (UO2), и которые являются полученными двумя разными способами синтеза, притом порошки, включающие UO2, имеют близкие удельные поверхности, после этого встряхивают указанные порошки в указанной вибрационной мельнице с получением дезагломерированного и дезагрегированного порошкового материала при интенсивности измельчения, являющейся достаточной для разрушения агломератов и агрегатов в порошках без сопутствующего разрушения кристаллитов в порошках и при передаваемой порошкам энергии измельчения, являющейся достаточной для разрушения, по существу, всех агломератов и агрегатов.
2. Способ по п.1, отличающийся тем, что в нем используют, по меньшей мере, один порошок, являющийся полученным "мокрым" способом синтеза и, по меньшей мере, один порошок, являющийся полученным "сухим" способом синтеза.
3. Способ по п.1, отличающийся тем, что в нем используют, по меньшей мере, один порошок, включающий, по меньшей мере, один оксид, выбранный из группы, включающей оксид урана U3O8, оксид урана U3O7, оксид плутония PuO2 и оксид тория ThO2.
4. Способ по п.2, отличающийся тем, что в нем используют, по меньшей мере, один порошок, включающий, по меньшей мере, один оксид, выбранный из группы, включающей оксид урана U3O8, оксид урана U3О7, оксид плутония PuO2 и оксид тория ThO2.
5. Способ по п.1, отличающийся тем, что используют, по меньшей мере, один порошок, включающий, по меньшей мере, одну добавку, выбранную из группы, включающей оксид гадолиния Gd2О3, оксид эрбия Еr2О3, порообразующее вещество, смазывающее вещество и активатор спекания.
6. Способ по п.2, отличающийся тем, что используют, по меньшей мере, один порошок, включающий, по меньшей мере, одну добавку, выбранную из группы, включающей оксид гадолиния Gd2О3, оксид эрбия Еr2О3, порообразующее вещество, смазывающее вещество и активатор спекания.
7. Способ по п.3, отличающийся тем, что используют, по меньшей мере, один порошок, включающий, по меньшей мере, одну добавку, выбранную из группы, включающей оксид гадолиния Gd2О3, оксид эрбия Еr2O3, порообразующее вещество, смазывающее вещество и активатор спекания.
8. Способ по п.4, отличающийся тем, что используют, по меньшей мере, один порошок, включающий, по меньшей мере, одну добавку, выбранную из группы, включающей оксид гадолиния Gd2O3, оксид эрбия Еr2О3, порообразующее вещество, смазывающее вещество и активатор спекания.
9. Способ по любому из пп.1-8, отличающийся тем, что при встряхивании прессуемость дезагломерированного и дезагрегированного порошкового материала увеличивают до остающейся практически постоянной заданной величины и при этом поддерживают спекаемость практически постоянной.
10. Способ по любому из пп.1-8, отличающийся тем, что в указанную мельницу вводят порошки, удельная поверхность каждого из которых отличается от таковой у любого из введенных в указанную мельницу порошков UO2 не более чем на 10 м2/г.
11. Способ по любому из пп.1-8, отличающийся тем, что в указанную мельницу вводят порошки, удельная поверхность каждого из которых отличается от таковой у любого из введенных в указанную мельницу порошков UO2 на 2÷5 м2/г.
12. Способ по любому из пп.1-8, отличающийся тем, что в указанную мельницу вводят порошки, удельная поверхность каждого из которых отличается от таковой у любого из введенных в указанную мельницу порошков UO2 на 2÷3 м2/г.
| FR 2861888 A1, 06.05.2005 | |||
| Способ кристаллизации из растворов и установка для его осуществления | 1986 |
|
SU1407497A1 |
| US 6235223 B1, 22.05.2001 | |||
| US 4512939 A, 23.04.1985 | |||
| СПОСОБ ПРОИЗВОДСТВА ТАБЛЕТОК ЯДЕРНОГО ТОПЛИВА, ПРЕИМУЩЕСТВЕННО ДЛЯ РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ | 2001 |
|
RU2199161C2 |

