Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, а более конкретно, к режущей пластине, имеющей конструкцию, способную эффективно отводить стружку, образованную на обрабатываемом изделии во время резания обрабатываемого изделия.
Уровень техники
Обычно, обрабатывающий инструмент используется в области режущей обработки, такой как сверление, фрезерование, обточка. В областях сверления и фрезерования инструмент, имеющий вращающийся элемент, используется для обработки закрепленного и подвижного обрабатываемого изделия.
Наоборот, обрабатывающий инструмент для токарной обработки закреплен и предназначен для обработки вращающегося обрабатываемого изделия. Обычно, обрабатывающий инструмент содержит державку инструмента и режущую пластину, прикрепленную к несущей поверхности державки инструмента посредством зажима и контактирующую с обрабатываемым изделием.
Когда осуществляется токарная обработка, при которой используется обрабатывающий инструмент, стружка, образующаяся на обрабатываемом изделии режущей пластиной, должна быть естественно отделена и удалена от вращающегося обрабатываемого изделия. Если между режущей пластиной и обрабатываемым изделием есть стружка, поверхность вращающегося обрабатываемого изделия подвергается влиянию стружки. Вышеупомянутое явление описано более подробно ниже.
Эффективное удаление образуемой стружки в большей степени зависит от конструкции режущей пластины для эффективного отведения стружки. Предпочтительно, чтобы образуемая стружка отводилась от зоны резания деформацией, разделением и разрушением в относительно короткую стружку с минимальным потреблением энергии и с эффективной теплоотдачей.
Для этого предусмотрена режущая пластина с соответствующими углублениями и выемками или режущая пластина с выступами вблизи режущей кромки, которая предназначена для деформации, разделения или разрушения стружки с минимальным потреблением энергии и с эффективной теплоотдачей.
Однако эффективное управление направлением стружки зависит от положения режущей пластины в инструменте вследствие особой формы выемки, образующей стружку, и плавного перехода между различными участками выемки, образующей стружку.
Таким образом, стружка, образованная режущей пластиной, будет отводиться к обрабатываемому изделию, а не от него, благодаря режущей пластине, расположенной на инструменте под отрицательным передним углом. Следовательно, обрабатываемое изделие и инструмент могут быть повреждены стружкой.
В частности, для обработки низкоуглеродистой стали, образующей стружку, которую трудно отводить (то есть, которую трудно согнуть), требуется зубчатая режущая пластина. Кроме того, требуется режущая пластина, которая может легко удалять стружку и уменьшать до минимума силу резания в режимах обработки при низкой скорости подачи и большой глубине резания.
Раскрытие изобретения
Техническая проблема
Таким образом, настоящее изобретение предназначено для решения вышеупомянутых проблем, вызванных конструкцией режущей пластины обрабатывающего инструмента. Целью настоящего изобретения является создание режущей пластины для обрабатывающего инструмента, имеющей конструкцию, которая способна эффективно отводить стружку, образуемую на обрабатываемом изделии.
Техническое решение
В соответствии с настоящим изобретением многоугольная режущая пластина, имеющая верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, соединяющих верхнюю и нижнюю поверхности, и центральное отверстие, выполненное в ее центральной части, отличается тем, что плоская опорная поверхность образована на наиболее высоком уровне верхней поверхности, множество участков боковой режущей кромки образованы на границе верхней поверхности и боковых поверхностей, участок угловой режущей кромки образован на границе двух смежных участков боковой режущей кромки, при этом участок угловой режущей кромки имеет режущую кромку, образованную на его передней части, поясок, наклоненная вниз поверхность, угловая нижняя поверхность, первый выступ, наклоненная вверх поверхность и опорная поверхность образованы на участке угловой режущей кромки последовательно вдоль диагональной линии, направленной от режущей кромки к центральному отверстию, пара вторых выступов образована и расположена симметрично на обеих сторонах диагональной линии так, что угловая нижняя поверхность окружена наклоненной вниз поверхностью, первым выступом и вторыми выступами, причем угловая нижняя поверхность имеет наименьшею высоту, а опорная поверхность имеет наибольшую высоту вдоль диагональной линии.
В режущей пластине согласно настоящему изобретению первый выступ и второй выступ по форме являются полусферическими, и высота первого выступа больше, чем высота второго выступа. Кроме того, высота первого выступа больше, чем высота угловой режущей пластины, и высота второго выступа больше, чем высота угловой режущей пластины.
С другой стороны, поясок, приходящая вниз углубленная поверхность, боковая нижняя поверхность и проходящая вверх углубленная поверхность образованы последовательно в направлении от боковой режущей кромки участка боковой режущей кромки к внутренней части пластины, и высота боковой нижней поверхности ниже, чем высота угловой нижней поверхности.
Кроме того, в режущей пластине согласно настоящему изобретению боковая нижняя поверхность имеет гребень, образованный на ней и проходящий от проходящей вверх углубленной поверхности к боковой режущей кромке участка боковой режущей кромки.
Преимущества
Режущая пластина согласно настоящему изобретению, имеющая конструкцию и работающую, как описано выше, может отводить стружку в режимах малой глубины резания и большой глубины резания и может обрабатывать обрабатываемое изделие с малой силой резания.
Краткое описание чертежей
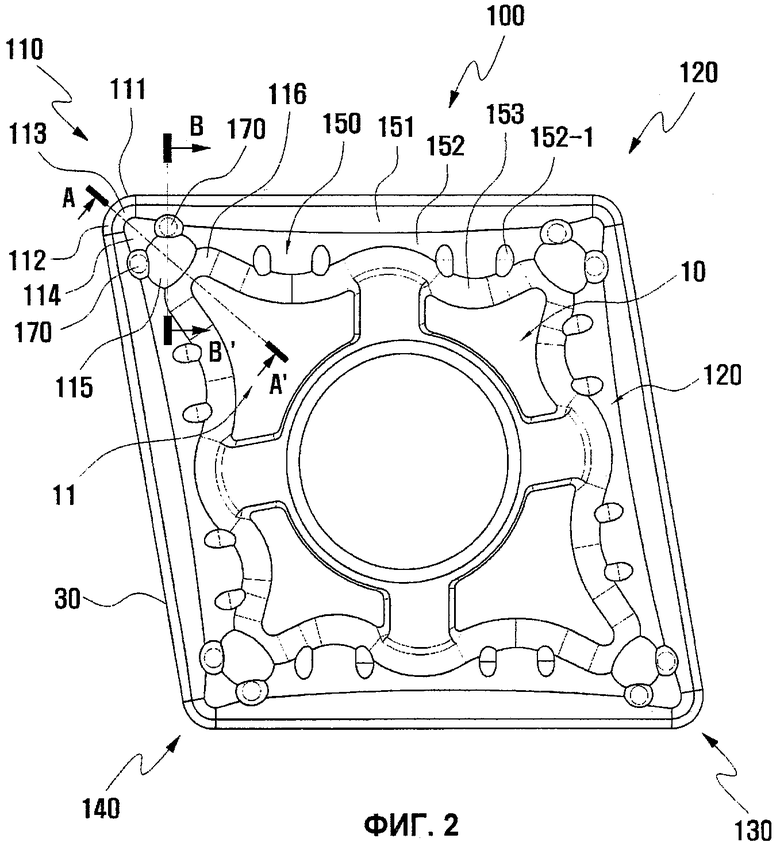
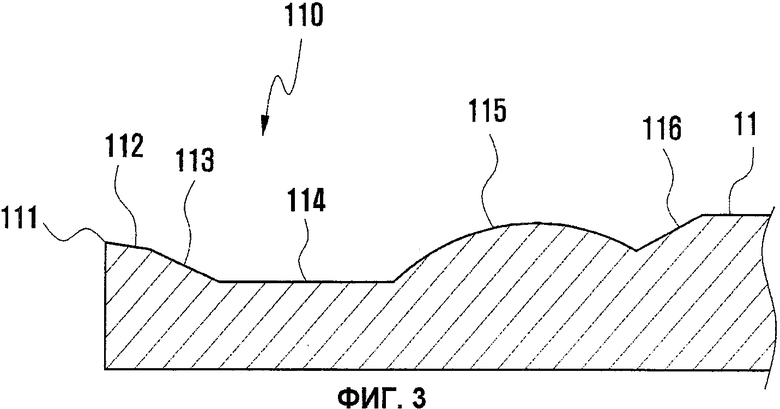
Фиг.1 и Фиг.2 представляют собой вид в перспективе и вид сверху режущей пластины в соответствии с настоящим изобретением.
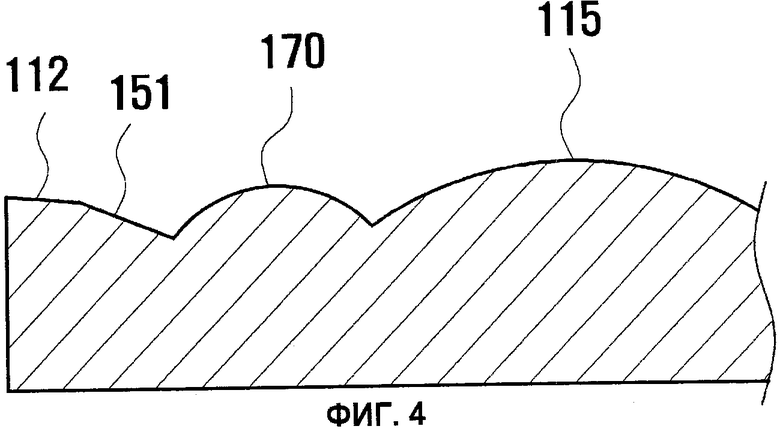
Фиг.3 представляет собой вид в разрезе по линии A-A на фиг.2.
Фиг.4 представляет собой вид в разрезе по линии B-B на фиг.2.
Предпочтительный вариант осуществления изобретения
В дальнейшем настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи.
Фиг.1 и Фиг.2 представляют собой вид в перспективе и вид сверху режущей пластины в соответствии с настоящим изобретением и показывают режущую пластину, имеющую конструкцию, которая способна эффективно отводить стружку, образуемую на обрабатываемом изделии.
Режущая пластина 100 содержит верхнюю поверхность 10, нижнюю поверхность 20 и боковые поверхности 30, при этом каждый из четырех (4) участков 110, 120, 130 и 140 угловой режущей кромки образован на линии пересечения между двумя смежными участками боковых режущих кромок (например, 31 и 32).
В качестве одного примера, режущая пластина 100 является равносторонним параллелограммом ромбовидной формы с некоторым углом. То есть, как показано на фиг.2, одна боковая поверхность 30 режущей пластины 100 имеет некоторый острый угол относительно смежной боковой поверхности.
Верхняя поверхность 10 и нижняя поверхность 20 режущей пластины 100 образованы с, по существу, плоской опорной поверхностью 11, предпочтительно выступающей над участками 110, 120, 130 и 140 угловой режущей кромки. Опорная поверхность 11 служит в качестве пластины, поддерживающей поверхность, когда режущая пластина 100 установлена на режущем инструменте.
Подробная конструкция участков 110, 120, 130 и 140 угловой режущей кромки режущей пластины 100, выполненной, как описано выше, приведена ниже. Для удобства в приведенном ниже описании в качестве примера описан один участок 100 угловой режущей кромки.
Фиг.3 представляет собой вид в разрезе по линии A-A на фиг.2, и фиг.4 представляет собой вид в разрезе по линии B-B на фиг.2. На фиг.3 и фиг.4 показана конструкция одного участка 110 угловой режущей кромки, и конструкция части участка 32 угловой режущей кромки, смежного с участком 110 угловой режущей кромки соответственно.
Участок 110 угловой режущей кромки, образованный на пересечении двух смежных участков 31 и 32 угловых режущих граней, имеет угловую режущую кромку 111, образованную на его передней части. Поясок 112 образован на верхней поверхности с некоторой шириной непосредственно внутри угловой режущей кромки 111.
Первая наклоненная поверхность 113 с некоторой шириной и наклонный угол образованы на внутренней стороне пояска 112, и угловая нижняя поверхность 114 с некоторой шириной образована на внутренней стороне первой наклоненной поверхности 113. Расположенная на пояске 112 первая наклоненная поверхность (наклоненная вниз поверхность) 113 наклонена вниз к внутренней стороне так, что высота угловой нижней поверхности 114 меньше, чем высота угловой режущей кромки 111.
Первый выступ 115 с некоторой площадью образован на внутренней стороне угловой нижней поверхности 114. Высота первого выступа 115 больше, чем высота угловой режущей кромки 111, и первый выступ по форме является полусферическим. Первый выступ 115 и опорная поверхность 11 верхней поверхности 10 связаны друг с другом посредством второй наклоненной поверхности 116. Расположенная на первом выступе 115 вторая наклоненная поверхность 116 (наклоненная вверх поверхность) наклонена вверх к опорной поверхности 11.
Здесь, первый поясок 112, первая наклоненная поверхность 113, угловая нижняя поверхность 114, первый выступ 115 и вторая наклоненная поверхность 116 расположены последовательно на диагональной линии, пересекающей угловую режущую кромку 111 и центральный участок режущей пластины 100.
С другой стороны, вторые выступы 170 образованы на обеих граничных сторонах угловой нижней поверхности 114 соответственно. Размеры (высота и диаметр) второго выступа 170 меньше, чем размеры первого выступа 115, и два вторых выступа 170 расположены симметрично относительно диагональной линии режущей пластины 110.
На участке угловой режущей кромки, благодаря упомянутой конструкции, угловая нижняя поверхность 114 окружена первым выступом 115, двумя вторыми выступами 170 и первой наклоненной поверхностью 113.
Кроме того, углубление 150 образовано в области каждого из участков 31, 32, 32 и 34 боковой режущей кромки (то есть, области между двумя смежными участками угловой режущей кромки (например, 120 и 130)) проходящей вниз углубленной поверхностью 151, боковой нижней поверхностью 152 и проходящей вверх углубленной поверхностью 153.
Функции каждого конструктивного элемента, составляющего режущую пластину 100 согласно настоящему изобретению, как описано выше, приведены ниже.
Канавка некоторого объема образована первым выступом 115, вторыми выступами 170, смежными с первым выступом 115, первой наклоненной поверхностью 113 и угловой нижней поверхностью 114. Благодаря этой канавке можно отводить стружку равномерно в различных режимах и увеличить срок службы режущей пластины уменьшением сопротивления резанию.
Первый выступ 115 и вторые выступы 170 по форме являются полусферическими, первый выступ 115 расположен на диагональной линии, а вторые выступы 170 симметрично расположены на обеих сторонах первого выступа 115. Благодаря первому и вторым выступам 115 и 170, имеющим полусферическую форму, можно уменьшить силу трения между стружкой и каждым выступом до минимума и предотвратить наплавление и налипание стружки на поверхность выступа. Кроме того, в соответствии с полусферической формой поверхность выступа увеличивается до максимума, поэтому можно увеличить до максимума тепло, переданное в стружку, и таким образом передача тепла к режущей пластине может быть уменьшена до минимума. Кроме того, благодаря особенности полусферической формы, даже если стружка направляется в любом направлении, первый и вторые выступы 115 и 170 функционируют, как предусмотрено.
С другой стороны, если глубина резания меньше, чем допустимая вторым выступом глубина, стружка, образуемая угловой режущей кромкой 111, сталкивается с угловой нижней поверхностью 114. Затем стружка сталкивается с первым выступом 115 и направляется к неактивной режущей кромке. Затем стружка сталкивается со вторыми выступами 170 вблизи с неактивной режущей кромкой и разрушается на части с соответствующими длинами. Как описано выше, первые выступы 170 препятствуют прямому контакту неактивной режущей кромки и стружки, поэтому срок службы режущей пластины может быть увеличен.
Наоборот, в случае, когда обрабатываемое изделие режется в режиме, когда глубина резания больше, чем глубина резания, допустимая вторым выступом 170, стружка, образуемая угловой режущей кромкой 111 и боковой режущей кромкой, отводится главным образом угловой нижней поверхностью 114 и вторыми выступами 170 и окончательно отводится первым выступом 115 и второй наклоненной поверхностью 116.
В это время стружка быстро сгибается различием усилий среза в продольном направлении стружки, вызванным угловой нижней поверхностью 114 и вторыми выступами 170. Затем стружка контактирует с первым выступом 115. Здесь благодаря первому выступу 115, имеющему полусферическую форму, образуется минимальное сопротивление между стружкой и первым выступом 115, поэтому можно легко отводить стружку.
Второй выступ 170 образован так, что центр второго выступа 170 отнесен от конца угловой режущей кромки 111 в продольном направлении боковой поверхности на некоторое расстояние, предпочтительно, 0,2 мм или более, наиболее предпочтительно от 0,4 до 2,0 мм. Если второй выступ 170 расположен слишком близко к угловой режущей кромке 111, пространства, в котором образуется стружка, недостаточно, поэтому стружка не может эффективно отводиться.
Центр первого выступа 115 отнесен от центра второго выступа 170 в продольном направлении боковой поверхности 30 на некоторое расстояние 1,5 мм или меньше, предпочтительно, 0,7 мм или меньше. Это расстояние зависит от размеров участка 110 угловой режущей кромки и угла между смежными боковыми поверхностями 30 режущей пластины 100. Если расстояние между первым выступом 115 и вторым выступом 170 слишком большое, стружка контактирует главным образом с одним из выступов, и в этом положении стружка не может отводиться должным образом.
Как описано выше, с другой стороны, предпочтительно, чтобы высота второго выступа 170 была больше, чем высота угловой режущей кромки 111. Если высота второго выступа 170 меньше, чем высота угловой режущей кромки 111, хотя сопротивление между стружкой и вторым выступом 170 может быть уменьшено в некоторой степени, сложно отводить стружку в режиме малой глубины резания должным образом.
В частности, после того, как стружка, отделенная от обрабатываемого изделия, подверглась давлению, требуемому для отведения стружки, и сопротивление резанию было поглощено в некоторой степени угловой нижней поверхностью 114, лучше затем обеспечить отведение стружки, чем уменьшать сопротивление. Таким образом, предпочтительно, чтобы высота второго выступа 170 была больше, чем высота угловой режущей кромки 111.
Кроме того, если высота второго выступа 170 меньше, чем высота угловой режущей кромки, срок службы режущей пластины может быть уменьшен, потому что направленная стружка может сталкиваться с неактивным участком боковой режущей кромки боковой поверхности 30.
Высота первого выступа 115 больше, чем высота угловой режущей кромки 111, предпочтительно, высота больше, чем высота угловой режущей кромки 111 на 0,03-0,2 мм. Первый выступ 115, имеющий вышеописанную конфигурацию, направляет стружку, которая отводится на вторых выступах 170, к угловому участку, на котором легче отводить стружку, и оказывает большее усилие на стружку, поэтому первый выступ делает отведение стружки легким.
С другой стороны, высота первого выступа 115 больше, чем высота второго выступа 170. Если высота второго выступа 170 больше, чем высота первого выступа 115, сложно ожидать эффективного отведения стружки.
Вертикальное расстояние (глубина) между угловой режущей кромкой 111 и угловой нижней поверхностью 114 меньше, чем глубина углубления 150, образованного на каждом из участков 31, 32, 33 и 34 угловой режущей кромки. При такой конструкции усилие сдвига быстро образуется на стружке, образуемой в режиме малой глубины резания, поэтому стружка легче отводится на каждом из участков 110, 120, 130 и 140 угловой режущей кромки; в то время как усилие сдвига по-разному распределяется по всей длине стружки, образующейся в режимах большой глубины резания, и поэтому стружка может быть равномерно закручена.
С другой стороны, гребни 152-1 с некоторой высотой образованы на нижней поверхности 152 углубления 150, образованного на каждом из участков 31, 32, 33 и 34 угловой режущей кромки. Каждый гребень 152-1 проходит от проходящей вверх углубленной поверхности 153 к угловой режущей кромке участка угловой режущей кромки. Гребни 152-1 делают стружку, образованную в режиме большой глубины резания, более закрученной, что делает отведение стружки легким.
Хотя был описан предпочтительный вариант осуществления, следует понимать, что специалистами в данной области техники может быть разработано множество других изменений и вариантов осуществления, которые будут попадать в рамки сущности и объема настоящего изобретения. Более конкретно, возможны различные изменения и дополнения в составных элементах и/или конструкциях описанного устройства в объеме описания, чертежей и приложенной формулы изобретения. В дополнение к изменениям и дополнениям в составных частях и/или конструкциях, альтернативные применения также будут очевидны специалистам в данной области техники.
Промышленная применимость
Режущая пластина согласно настоящему изобретению, имеющая конструкцию и работающая, как описано выше, может отводить стружку в режимах малой глубины резания и большой глубины резания и может обрабатывать обрабатываемое изделие с малой силой резания.
Пластина выполнена многоугольной и имеет верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, соединяющих верхнюю и нижнюю поверхности, и центральное отверстие, выполненное в ее центральной части. Для эффективного отвода стружки на наиболее высоком уровне верхней поверхности образована плоская опорная поверхность, множество участков боковой режущей кромки образованы на границе верхней поверхности и боковых поверхностей, а на границе двух смежных участков боковой режущей кромки образован участок угловой режущей кромки. При этом участок угловой режущей кромки имеет режущую кромку, образованную на его передней части, а фаска, наклоненная вниз поверхность, угловая нижняя поверхность, первый выступ, наклоненная вверх поверхность и опорная поверхность образованы на участке угловой режущей кромки последовательно вдоль диагональной линии, направленной от режущей кромки к центральному отверстию. При этом пара вторых выступов образована и расположена симметрично на обеих сторонах диагональной линии так, что угловая нижняя поверхность окружена наклоненной вниз поверхностью, первым выступом и вторыми выступами, причем угловая нижняя поверхность имеет наименьшую высоту, а опорная поверхность имеет наибольшую высоту вдоль диагональной линии. 6 з.п. ф-лы, 4 ил.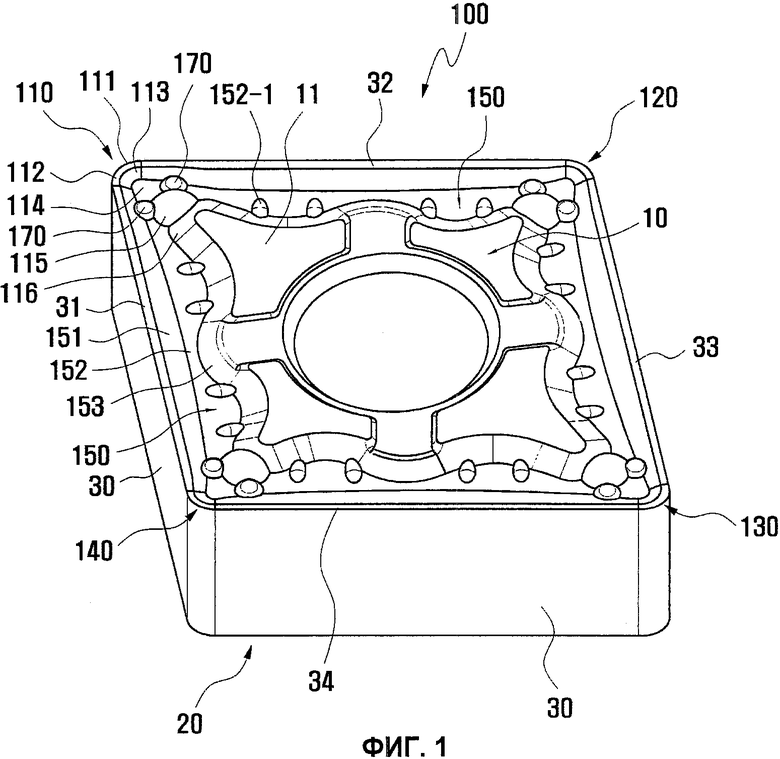
1. Многоугольная режущая пластина, имеющая верхнюю поверхность, нижнюю поверхность, множество боковых поверхностей, соединяющих верхнюю и нижнюю поверхности, и центральное отверстие, выполненное в ее центральной части, отличающаяся тем, что на наиболее высоком уровне верхней поверхности образована плоская опорная поверхность, множество участков боковой режущей кромки образованы на границе верхней поверхности и боковых поверхностей, а на границе двух смежных участков боковой режущей кромки образован участок угловой режущей кромки, при этом участок угловой режущей кромки имеет режущую кромку, образованную на его передней части, а фаска, наклоненная вниз поверхность, угловая нижняя поверхность, первый выступ, наклоненная вверх поверхность и опорная поверхность образованы на участке угловой режущей кромки последовательно вдоль диагональной линии, направленной от режущей кромки к центральному отверстию, при этом пара вторых выступов образована и расположена симметрично на обеих сторонах диагональной линии так, что угловая нижняя поверхность окружена наклоненной вниз поверхностью, первым выступом и вторыми выступами, причем угловая нижняя поверхность имеет наименьшую высоту, а опорная поверхность имеет наибольшую высоту вдоль диагональной линии.
2. Пластина по п.1, в которой первый выступ и второй выступ имеют полусферическую форму, при этом высота первого выступа больше чем высота второго выступа.
3. Пластина по п.2, в которой высота первого выступа больше чем высота угловой режущей кромки.
4. Пластина по п.2, в которой высота второго выступа больше чем высота угловой режущей кромки.
5. Пластина по любому из пп.1-4, в которой фаска, проходящая вниз углубленная поверхность, боковая нижняя поверхность и проходящая вверх углубленная поверхность образованы последовательно в направлении от боковой режущей кромки участка боковой режущей кромки к внутренней части пластины.
6. Пластина по п.5, в которой высота боковой нижней поверхности меньше чем высота угловой нижней поверхности.
7. Пластина по п.6, в которой боковая нижняя поверхность имеет гребень, образованный на ней и проходящий от проходящей вверх углубленной поверхности к боковой режущей кромке участка боковой режущей кромки.
| US 5476346 А, 19.12.1995 | |||
| Режущая многогранная пластина | 1981 |
|
SU1046026A1 |
| Способ сборки запрессовкой деталей с коническими сопрягаемыми поверхностями | 1988 |
|
SU1579699A1 |
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |

