Область техники, к которой относится изобретение
Настоящее изобретение относится к режущей пластине, а, более конкретно, к режущей пластине, которая может быть использована посредством закрепления на держателе инструмента.
Уровень техники
Режущую пластину обычно прикрепляют к режущему инструменту, а режущий инструмент закрепляют на станке и используют для фрезерования заготовки.
Режущая пластина в соответствующей области техники имеет многогранную форму, угловая режущая кромка образована на вершине, главная режущая кромка образована на краевом участке, там где верхняя поверхность и боковая поверхность пересекаются друг с другом, и стружколом образован между верхней поверхностью и главной режущей кромкой.
При этом, как показано в прилагаемом фиг.10В, в случае режущей пластины в соответствии с известным уровнем техники, срезаемая стружка с отводится, касаясь стружкома так, что стружка с и стружколом входят в контакт друг с другом в двух точках (см. р4 и р5).
Поскольку стружка с и стружколом входят в контакт друг с другом в двух точках (см. р4 и р5), существует проблема в том, что нагрузка при резании является большой, поскольку усилие резания прикладывается к стружколому в состоянии, в котором усилие резания не уменьшено.
Кроме того, поскольку стружка с и стружколом входят в контакт друг с другом в двух точках (см. Р4 и р5), существует проблема в том, что точки контакта могут быть неустойчивыми, и витки стружки образуются неравномерно. Если витки стружки являются неравномерными, то стружки имеют разные размеры, и в частности может образовываться длинная стружка, имеющая большую длину. Такая длинная стружка затрудняет отвод стружек.
В то же время в процессе резания в режущей пластине генерируется значительное количество тепла. Режущая пластина требует охлаждения, поскольку значительное количество тепла оказывает негативное влияние на срок службы режущей пластины. Срезанная стружка может обмениваться теплом, входя в контакт со стружколомом, и отвод нагретой срезанной стружки способствует охлаждению режущей пластины. Однако в случае режущей пластины в соответствии с известным уровнем техники, поскольку стружка с и стружколом входят в контакт друг с другом в двух точках (см. р4 и р5), охлаждающий эффект не может быть значительным.
[Документ известного уровня техники]
[Патентный документ]
Публикация заявки на патент США № US2015/0090081 (2 апреля 2015 г.)
Раскрытие
Техническая проблема
Таким образом, технической проблемой, которая должна быть решена посредством настоящего изобретения, является создание режущей пластины, способной уменьшать нагрузку при резании, которая прикладывается к режущей пластине срезаемой стружкой, когда срезаемая стружка образуется и отводится при осуществлении процесса резания посредством режущей пластины, и улучшать охлаждающий эффект.
Кроме того, другой задачей настоящего изобретения является создание режущей пластины, способной более эффективно осуществлять механическую обработку кованой стали для детали транспортного средства.
Технические проблемы, решаемые настоящим изобретением, не ограничены вышеупомянутой технической проблемой, и другие технические проблемы, которые не были упомянуты выше, могут стать очевидными из приведенных ниже описаний для специалистов в данной области техники, к которой относится настоящее изобретение.
Техническое решение
Для решения вышеупомянутых технических проблем, режущая пластина в соответствии с примерным вариантом осуществления настоящего изобретения включает: главные режущие кромки 20, которые образованы на краевых участках многогранной формы на виде сверху, на котором непосредственно видна верхняя поверхность; угловые режущие кромки 30, которые образованы в вершинах упомянутой многогранной формы так, чтобы продолжаться от главных режущих кромок 20; стружколомы 70, которые образованы между верхней поверхностью 11 и главными режущими кромками 20 и разламывают стружку; главные нижние участки 72, которые образованы посредством углублений между главными режущими кромками 20 и стружколомами 70; первые выступы 40, которые образованы посредством выпуклостей на стружколомах 70; и первые перемычки 42, которые образованы между главными режущими кромками 20 и первыми выступами 40 так, чтобы быть расположенными ниже главных режущих кромок 20 и первых выступов 40.
Кроме того, режущая пластина в соответствии с примерным вариантом осуществления настоящего изобретения может дополнительно включать: вторые выступы 50, которые образованы посредством выпуклостей на стружколомах 70 так, чтобы быть расположенными на расстоянии от первых выступов 40; и вторые перемычки 52, которые образованы между главными режущими кромками 20 и вторыми выступами 50 так, чтобы быть расположенными ниже главных режущих кромок 20 и вторых выступов 50.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, первая самая высокая точка Т1 первого выступа 40 может быть ниже главной режущей кромки 20.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, вторая самая высокая точка Т2 второго выступа 50 может быть ниже главной режущей кромки 20.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, когда первая самая высокая точка Т1 первого выступа 40 и вторая самая высокая точка Т2 второго выступа 50 соединены воображаемой линией, первый угол а1 может быть образован между упомянутой воображаемой линией и главной режущей кромкой 20, и первый угол а1 может быть острым углом.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, первый угол а1 может находиться в пределах от 5° до 10°.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, расстояние от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 может находиться в пределах от 0,5 мм до 2,0 мм.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, расстояние от вершины угловой режущей кромки 30 до второй самой высокой точки Т2 второго выступа 50 может находиться в пределах от 1,0 мм до 3,5 мм.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, разделительное расстояние между первым выступом 40 и вторым выступом 50 может находиться в пределах от 0,5 мм до 2,5 мм.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, на главной режущей кромке 20 может быть образована фаска 22 главной режущей кромки, на угловой режущей кромке 30 может быть образована угловая фаска 32, и ширина w1 угловой фаски 32 может быть меньше, чем ширина w2 фаски 22 главной режущей кромки.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, продольное направление первого выступа 40 может составлять второй угол а2 относительно главной режущей кромки 20, и второй угол а2 может быть острым углом.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, второй угол а2 может быть больше или равен 85° и меньше 90°.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, продольное направление второго выступа 50 может составлять третий угол а3 относительно главной режущей кромки 20, и третий угол а3 может быть острым углом.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, третий угол а3 может быть больше или равен 85° и меньше 90°.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, когда стружка образуется и отводится, стружка и режущая пластина могут входить в контакт друг с другом последовательно в первой точке р1 в конце фаски 22 режущей кромки, второй точке р2 на первой перемычке 42 и третьей точке р3 на первом выступе 40.
Кроме того, режущая пластина в соответствии с примерным вариантом осуществления настоящего изобретения может дополнительно включать угловые нижние участки 34, которые образованы посредством углублений между угловыми режущими кромками 30 и стружколомами 70, при этом когда стружка образуется и отводится, стружка и режущая пластина входят в контакт друг с другом последовательно в первой точке в конце угловой фаски 32, второй точке на угловом нижнем участке 34 и третьей точке на стружколоме 70.
Кроме того, в режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения, заготовка может представлять собой кованую сталь для детали транспортного средства.
Другие подробные детали примерного варианта осуществления содержатся в подробном описании и чертежах.
Преимущества изобретения
В соответствии с режущей пластиной в соответствии с примерным вариантом осуществления настоящего изобретения, которая выполнена так, как описано выше, стружка, которая образуется в процессе резания, входит в контакт со стружколомом в трех точках, и в результате можно уменьшить нагрузку при резании и увеличить срок службы режущей пластины.
Кроме того, в соответствии с режущей пластиной в соответствии с примерным вариантом осуществления настоящего изобретения, стружка, которая образуется в процессе резания, входит в контакт со стружколомом в трех точках, и в результате можно ожидать увеличения эффекта охлаждения режущей пластины, поскольку большее количество тепла переносится из режущей пластины в стружку.
Кроме того, когда стружка образуется посредством режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения, стружки могут образовывать одинаковые витки и иметь одинаковые размеры. И поэтому стружки успешно отводятся.
Краткое описание чертежей
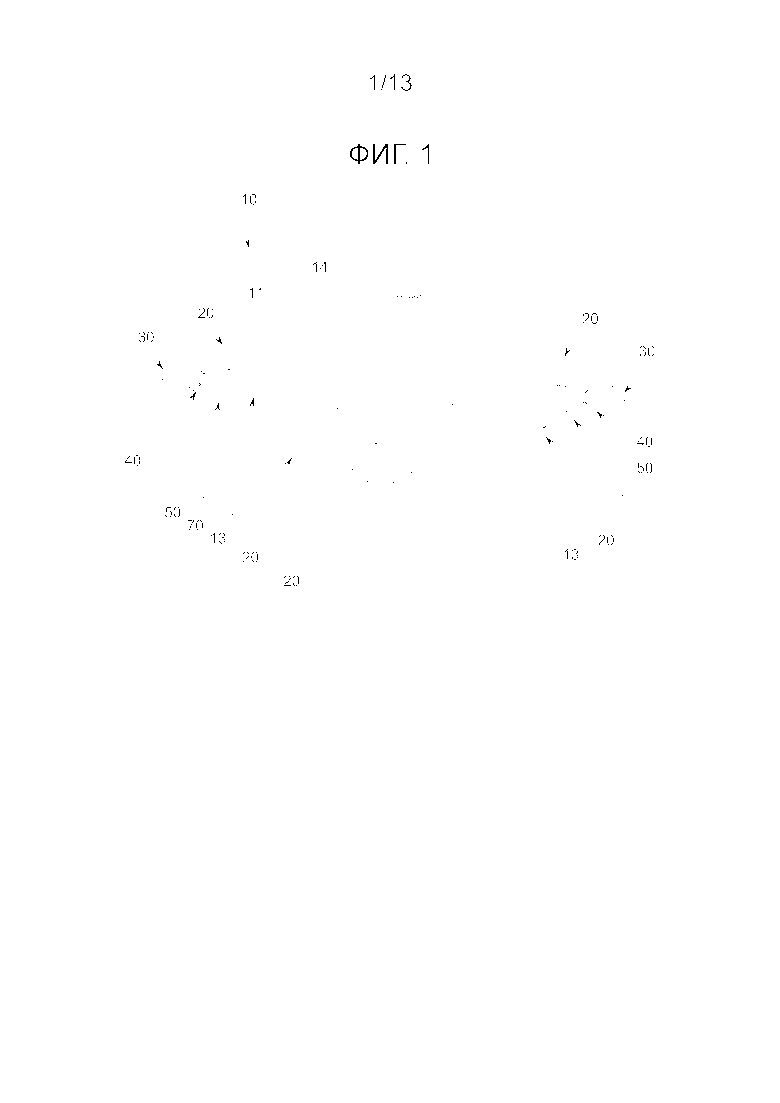
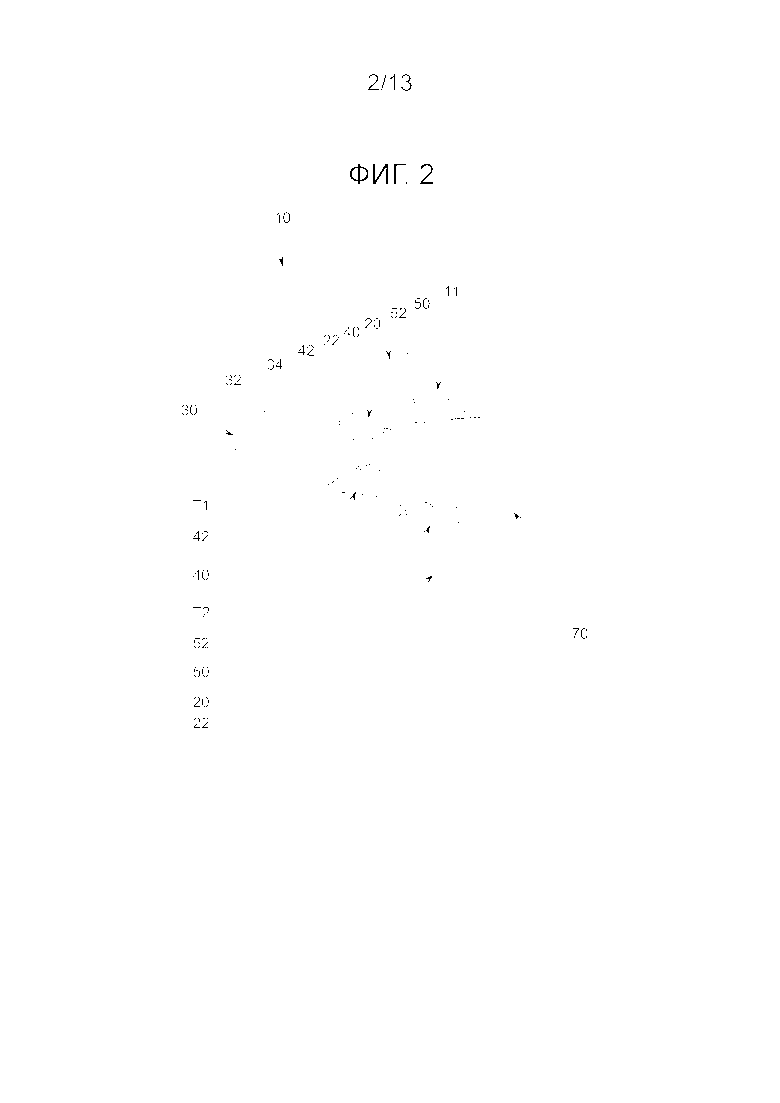
Фиг.1 и 2 представляют собой перспективный вид и подробный вид для объяснения режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
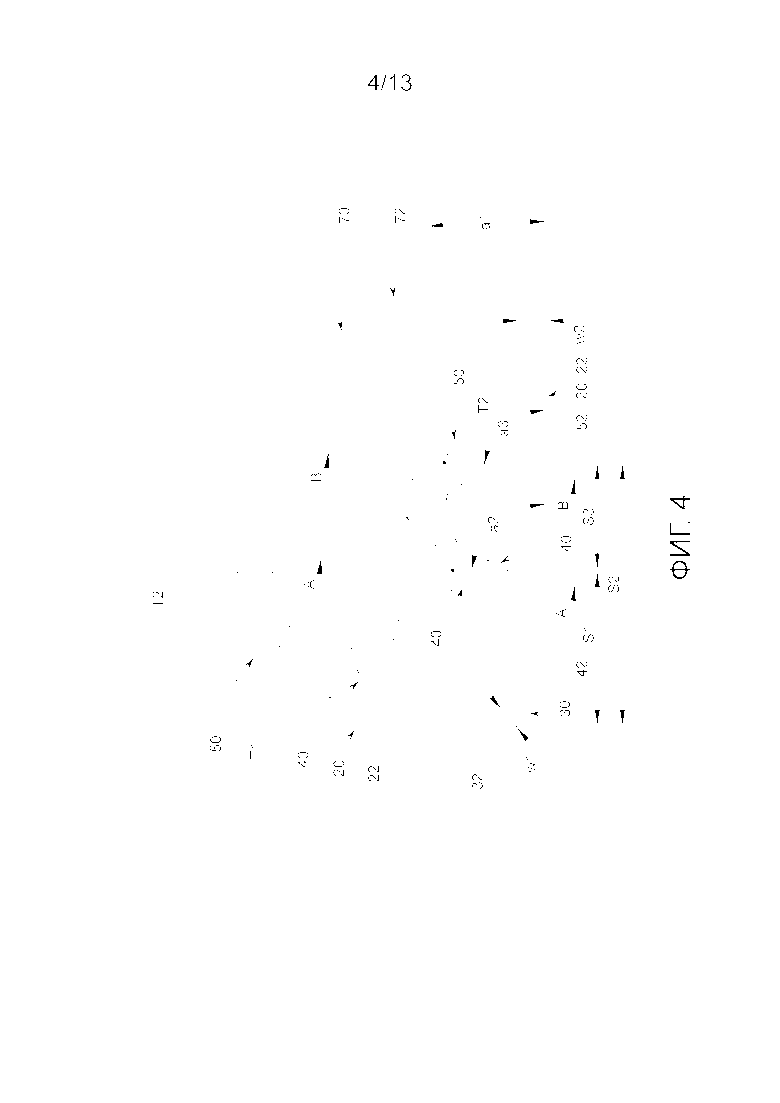
Фиг.3 и 4 представляют собой вид сверху и подробный вид для объяснения примера режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
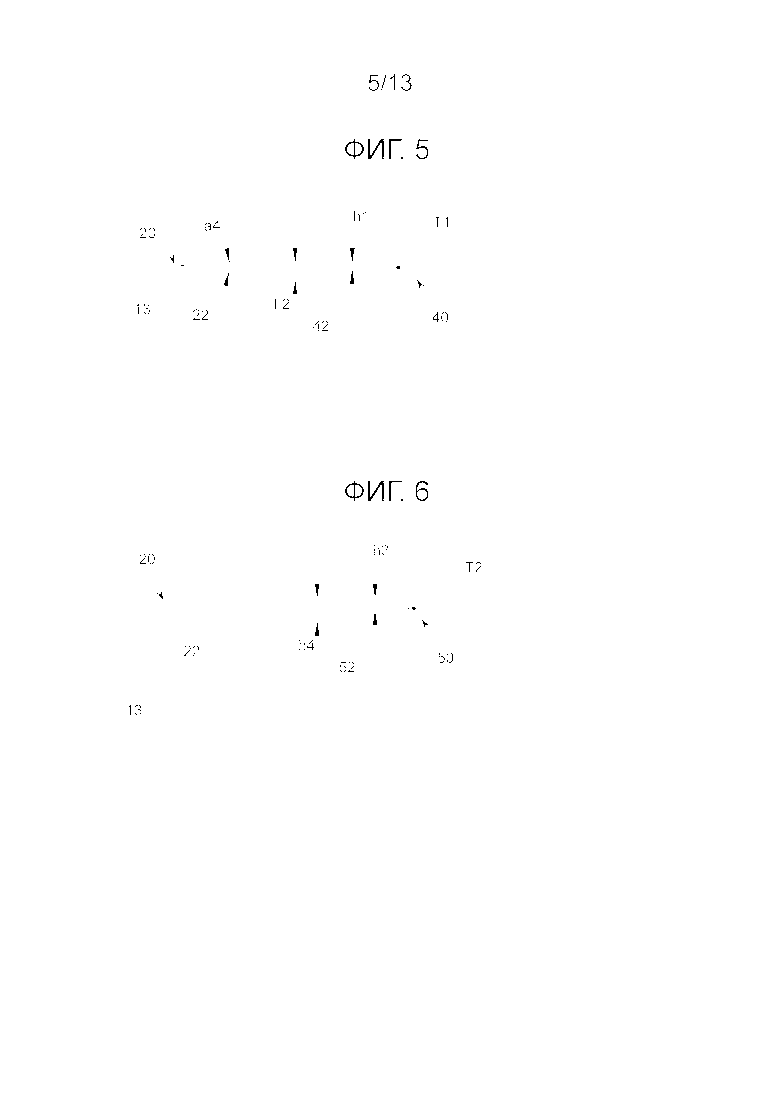
Фиг.5 представляет собой вид в разрезе по линии А-А, показанной на фиг.4.
Фиг.6 представляет собой вид в разрезе по линии В-В, показанной на фиг.4.
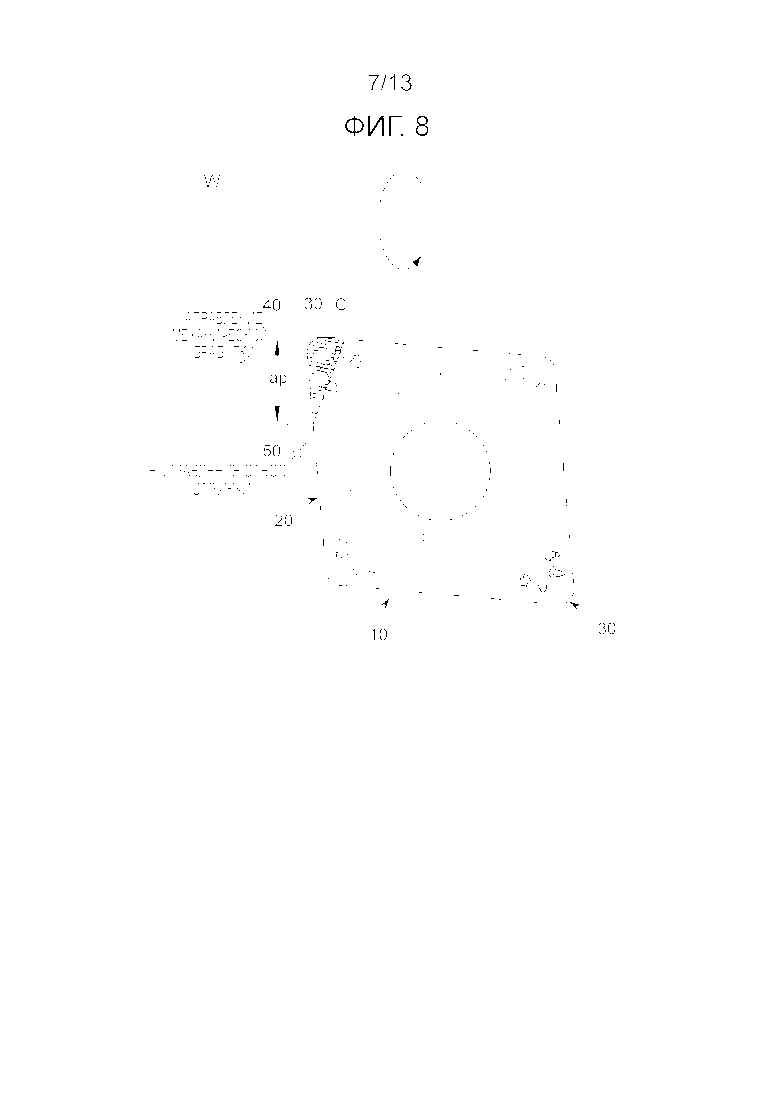
Фиг.7-9 представляют собой виды для объяснения операции резания режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
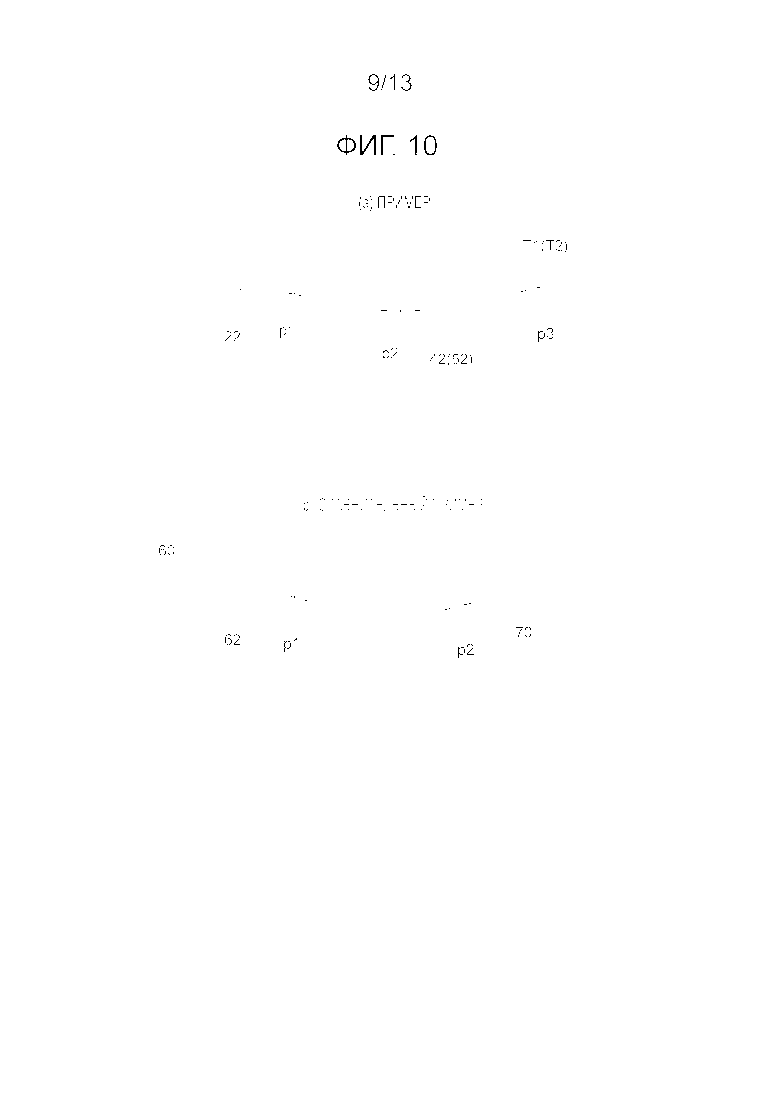
Фиг.10 представляет собой вид для объяснения работы выступа режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
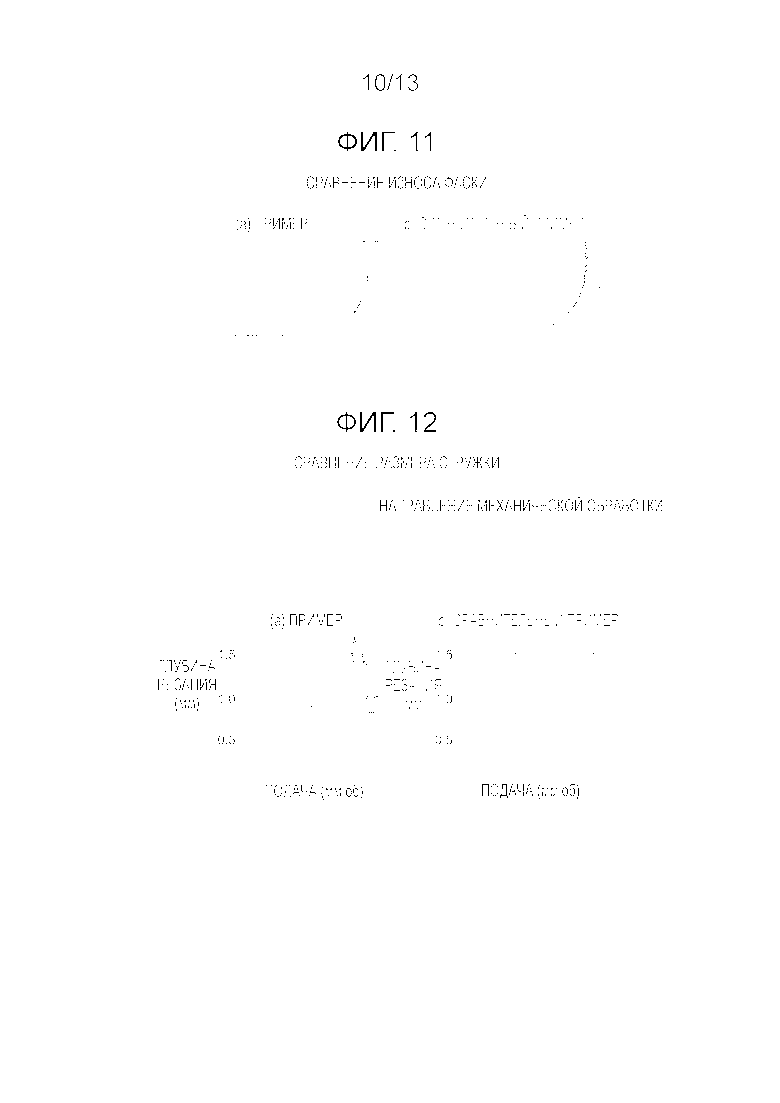
Фиг.11 представляет собой вид для объяснения эксплуатационного эффекта фаски режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
Фиг.12 представляет собой вид для объяснения размера стружки, образуемой посредством режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
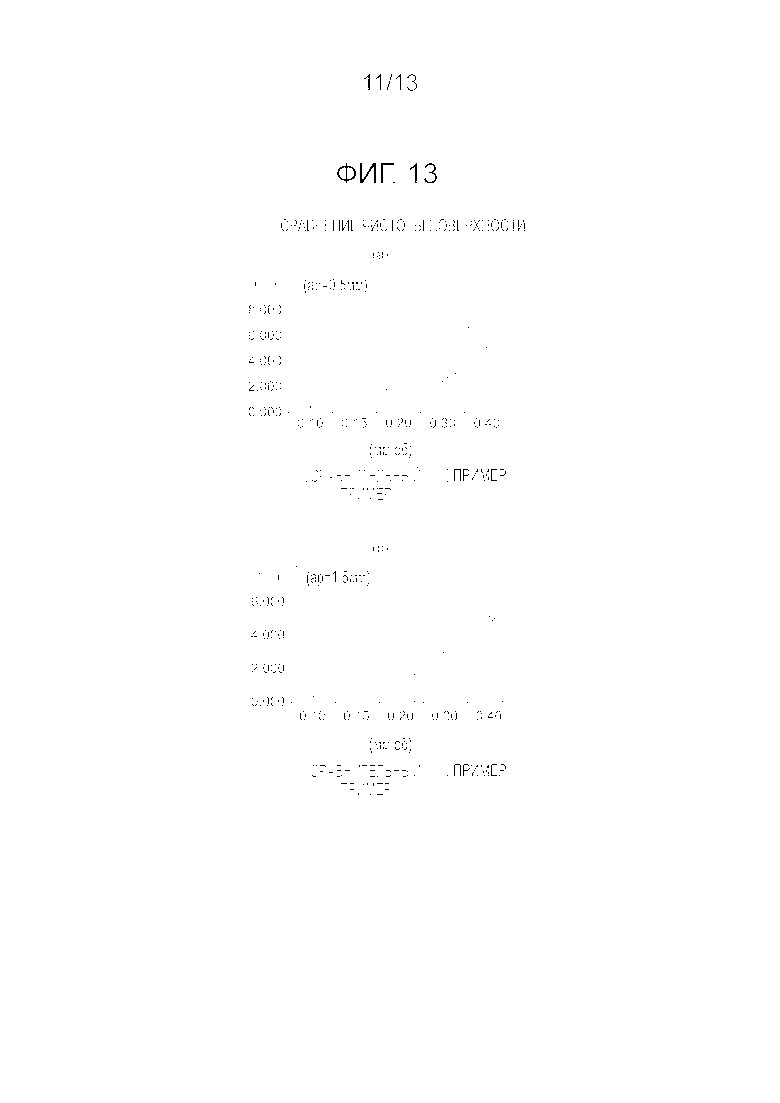
Фиг.13 представляет собой вид для объяснения эффекта чистоты поверхности, обработанной посредством режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
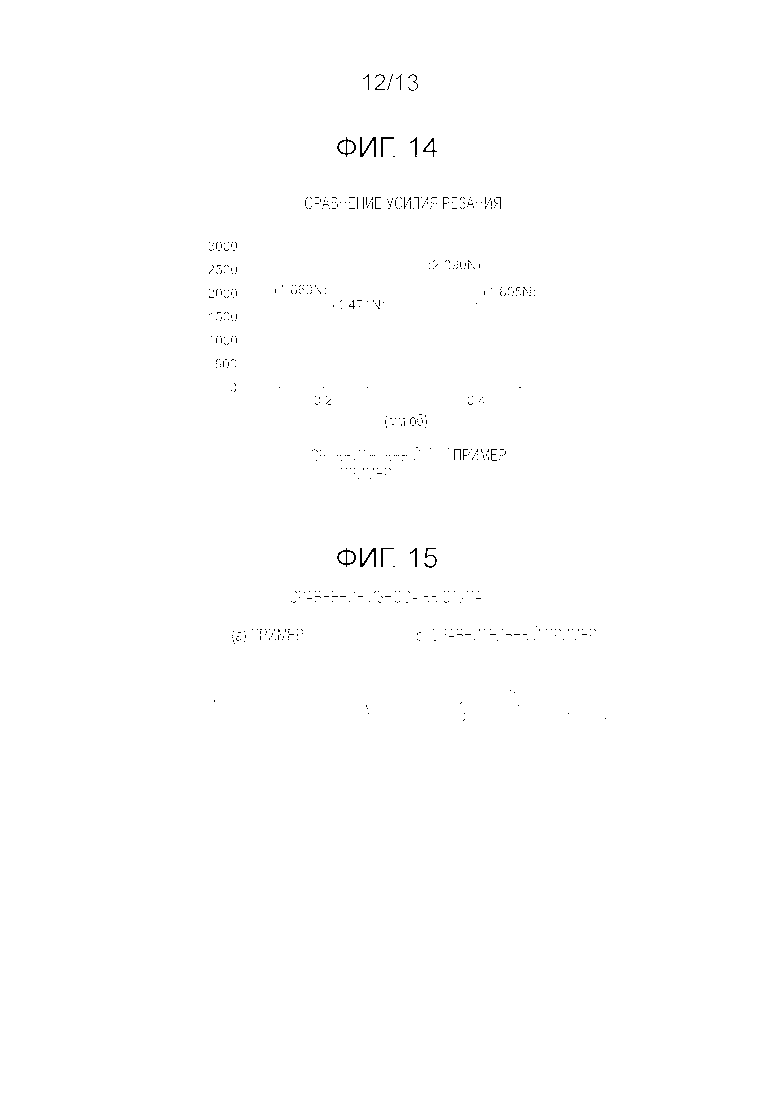
Фиг.14 представляет собой вид для объяснения усилия резания, прикладываемого к режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения.
Фиг.15 представляет собой вид для объяснения срока службы выступа режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
Описание основных ссылочных позиций чертежей
10: Режущая пластина
11: Верхняя поверхность
12: Нижняя поверхность
13: Боковая поверхность
14: Крепежное отверстие
20,60: Главная режущая кромка
22,62: Фаска главной режущей кромки
30: Угловая режущая кромка
32: Угловая фаска
34: Угловой нижний участок
40,50: Первый и второй выступы
42,52: Первая и вторая перемычки
70: Главный стружколом
72: Главный нижний участок
Т1,Т2: Первая и вторая самые высокие точки
W1: Ширина угловой фаски
W2: Ширина фаски главной режущей кромки
а1,а2,а3,а4,а5: Первый-пятый углы
h1,h2,h3,h4: Первая-четвертая высоты
s1: Расстояние от угла от самой высокой точки первого выступа
s2: Расстояние от угла до самой высокой точки второго выступа
ар: Глубина резания
р1~р3: Точка контакта
w: Заготовка
с: Стружка
Предпочтительный вариант осуществления
Преимущества и признаки настоящего изобретения и способы достижения упомянутых преимуществ и признаков станут понятными со ссылкой на примерные варианты осуществления, подробно описанные ниже в сочетании с прилагаемыми чертежами.
Ниже будут подробно описаны примерные варианты осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Описанные ниже примерные варианты осуществления являются пояснительными для облегчения понимания настоящего изобретения, и необходимо понимать, что настоящее изобретение может быть реализовано разными другими способами, помимо описанных в данном документе примерных вариантов осуществления. При этом в описании настоящего изобретения, конкретные описания и объяснения общеизвестных функций или составляющих элементов будут опущены, когда установлено, что данные конкретные описания могут неоправданно затруднять понимание сущности настоящего изобретения. Кроме того, для облегчения понимания настоящего изобретения, прилагаемые чертежи показаны не в реальных масштабах, а детали составляющих элементов могут быть преувеличенными в размере.
В то же время для объяснения различных составляющих элементов могут использоваться такие термины, как «первый» и «второй», однако составляющие элементы не должны быть ограничены данными терминами. Данные термины использованы только для того, чтобы отличать один составляющий элемент от другого составляющего элемента. Например, первый элемент может быть назван вторым элементом и точно так же второй элемент может быть также назван первым элементом, без отхода от объема настоящего изобретения.
В то же время термины, использованные в описании, определяются с учетом функций настоящего изобретения и могут различаться в зависимости от намерения или обычной практики изготовителя. Таким образом, определения должны быть установлены на основе полного содержания данного описания.
В описании одинаковые ссылочные позиции обозначают одинаковые составляющие элементы.
<Первый примерный вариант осуществления>
Ниже будет описана режущая пластины в соответствии с примерным вариантом осуществления настоящего изобретения со ссылкой на фиг.1-6. Прилагаемые фиг.1 и 2 представляют собой перспективный вид и подробный вид для объяснения режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения. Фиг.3 и 4 представляют собой вид сверху и подробный вид для объяснения режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения. Фиг.5 представляет собой вид в разрезе по линии А-А, показанной на фиг.4. Фиг.6 представляет собой вид в разрезе по линии В-В, показанной на фиг.4.
Режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения имеет многогранную форму. Более подробно, режущая пластина 10 имеет многогранную форму, если смотреть на виде сверху на основе плоскости, определяемой верхней поверхностью 11. Кроме того, режущая пластина 10 содержит верхнюю поверхность и боковые поверхности 13, которые определяют толщину (высоту), и нижняя поверхность 12 образована напротив верхней поверхности 11. Кроме того, образовано крепежное отверстие 14, проходящее через верхнюю поверхность 11 и нижнюю поверхность 12, и крепежное отверстие 14 используется для прикрепления режущей пластины 10 к режущему инструменту.
Режущая пластина 10 содержит главные режущие кромки 20, образованные на краевых участках многогранной формы на виде сверху на основе плоскости, определяемой верхней поверхностью 11.
Кроме того, режущая пластина 10 содержит угловые режущие кромки 30, образованные в вершинах многогранной формы, и угловая режущая кромка 30 продолжается из главной режущей кромки 20.
Кроме того, режущая пластина 10 содержит стружколомы 70 и главные нижние участки 72, образованные между верхней поверхностью 11 и главными режущими кромками 20. Главный нижний участок 72 образован посредством углубления, а стружколом 70 образован так, чтобы быть расположенным под углом. Кроме того, стружколом 70 служит для разламывания срезаемой стружки.
Кроме того, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения содержит первые выступы 40, образованные посредством выпуклостей на стружколоме 70. Первый выступ 40 входит в контакт со стружкой с, когда стружка отводится, так что стружка затвердевает, образуя виток.
Первый выступ 40 входит в контакт со стружкой с, когда стружка отводится, так что стружка затвердевает, чтобы более эффективно образовать виток, и в результате размер стружки может быть уменьшен.
Кроме того, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения содержит первые перемычки 42, образованные между главными режущими кромками 20 и первыми выступами 40. Как показано на фиг.5, первая самая высокая точка Т1 первого выступа 40 расположена ниже главной режущей кромки 20 (см. h1). Таким образом, стружка с может спокойно входить в контакт с первым выступом 40, даже если глубина ар резания мала, более конкретно, даже если глубина ар резания меньше 4,5 мм.
В отличие от этого, упомянутый патентный документ известного уровня техники не раскрывает технической сущности, связанной с высотой выступа, и поэтому отвод стружки с затруднен.
В то же время, как показано на фиг.5, первая перемычка 42 образована так, чтобы быть расположенной ниже главной режущей кромки 20 и первого выступа 40 (см. h2).
В частности, стружка входит в контакт с первой перемычкой 42, так что точки, в которых стружка входит в контакт с режущей пластиной 10, расположены на фаске 22 режущей кромки, первой перемычке 42 и первом выступе 40.
Как показано на фиг.10А, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения входит в контакт со стружкой с в трех точках. На основе первого выступа 40, упомянутые три точки включают первую точку р1 в конце фаски 22 режущей кромки, вторую точку р2 на первой перемычке 42 и третью точку р3, которая представляет собой первую самую высокую точку Т1.
В отличие от этого, если упомянутая перемычка не предусмотрена, как в известном уровне техники, то контакт осуществляется в двух точках, как показано на фиг.10В. Упомянутые две точки включают четвертую точку р4, которая образована на участке фаски 62 главной режущей кромки, образованной на одной стороне главной режущей кромки 60, и пятую точку р5, которая образована на участке стружколома 70.
Таким образом, тепло, которое генерируется в процессе резания, может быть более интенсивно передаваться в стружку, тем самым способствуя уменьшению степени нагревания режущей пластины. Кроме того, посредством уменьшения степени нагревания режущей пластины может быть увеличен ожидаемый срок службы режущей пластины 10 и режущего инструмента. При этом стружки с отводят 70% или более тепла, генерируемого в процессе резания. Кроме того, в углубление стружколома 70 может быть введено смазочно-охлаждающее масло, и стружка может входить в прямой контакт со смазочно-охлаждающим маслом, так что температура стружки может быть непосредственно уменьшена.
В то же время, как показано на фиг.3, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения может быть выполнена симметричной относительно центральной линии CL, которая проходит через центр крепежного отверстия 14 и угловые режущие кромки 30.
Кроме того, как показано на фиг.3, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения может быть выполнена вращательно симметричной относительно центра крепежного отверстия 14.
Таким образом, множество главных режущих кромок 20 и множество угловых режущих кромок 30 режущей пластины 10 в соответствии с примерным вариантом осуществления настоящего изобретения могут быть использованы в соответствии с направлением, в котором закреплена режущая пластина 10. На фиг.3 показана режущая пластина 10, имеющая форму ромба, в которой предусмотрено четыре главные режущие кромки 20. Кроме того, могут быть использованы две угловые режущие кромки, а поскольку половина угловых режущих кромок 30 универсально используемые и участвуют в процессе резания при осуществлении процесса резания, могут быть использованы четыре угловые режущие кромки 30.
С другой стороны, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения может быть выполнена вращательно симметричной относительно боковой поверхности 13. То есть главные режущие кромки и угловые режущие кромки, которые аналогичны режущим кромкам, образованным на верхней поверхности 11, могут быть образованы также и на нижней поверхности 12.
В результате, в случае режущей пластины 10 в соответствии с примерным вариантом осуществления настоящего изобретения, могут быть использованы максимум восемь главных режущих кромок и максимум восемь угловых режущих кромок, если использовать все главные режущие кромки, образованные на верхней поверхности 11, и все главные режущие кромки, образованные на нижней поверхности 12.
<Второй примерный вариант осуществления>
Режущая пластина 10 в соответствии с вторым примерным вариантом осуществления настоящего изобретения может дополнительно включать вторые выступы 50 наряду с элементами режущей пластины 10 в соответствии с первым примерным вариантом осуществления.
Второй выступ 50 образован посредством выпуклости на стружколоме 70 так, чтобы быть расположенным на расстоянии от первого выступа 40.
Кроме того, режущая пластина 10 содержит вторые перемычки 52, образованные между главными режущими кромками 20 и вторыми выступами 50. Как показано на фиг.6, вторая перемычка 52 образована так, чтобы быть расположенной ниже главной режущей кромки 20 и второго выступа 50 (см. h4).
Режущая пластина 10 в соответствии с вторым примерным вариантом осуществления настоящего изобретения содержит второй выступ 50, расположенный на расстоянии от первого выступа 40, и в результате стружка входит в контакт с вторым выступом 50, когда глубина ар резания большая (например, глубина ар резания больше или равна 3,0 мм), тем самым беспрепятственно образуя виток стружки.
Как показано на фиг.10А, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения входит в контакт со стружкой с в трех точках. На основе второго выступа 50, упомянутые три точки включают первую точку р1 в конце фаски 22 режущей кромки, вторую точку р2 на второй перемычке 42 и третью точку р3, которая представляет собой вторую самую высокую точку Т2.
То есть поскольку режущая пластина 10 в соответствии с вторым примерным вариантом осуществления настоящего изобретения содержит вторую перемычку 52, стружка с и вторая перемычка 52 могут входить в контакт друг с другом, когда стружка отводится. Количество точек контакта между стружкой с и режущей пластиной 10 увеличено, и в результате можно ожидать эффект уменьшения нагрузки при резании, прикладываемой к режущей пластине 10, улучшить охлаждающий эффект.
В отличие от этого, если упомянутая перемычка не предусмотрена как в известном уровне техники, то контакт осуществляется в двух точках, как показано на фиг.10В. Упомянутые две точки включают четвертую точку р4, которая образована на участке фаски 62 главной режущей кромки, образованной на одной стороне главной режущей кромки 60, и пятую точку р5, которая образована на участке стружколома 70.
При этом стружки с отводят 70% или более тепла, генерируемого в процессе резания. Кроме того, в углубление стружколома 70 может быть введено смазочно-охлаждающее масло, тем самым непосредственно уменьшая температуру стружки.
С другой стороны, происходит деформационное упрочнение на периферии участка, где стружка с и второй выступ 50 входят в контакт друг с другом, так что при закручивании стружки изгибающее напряжение увеличивается, и в результате стружка с срезается. В результате второй выступ 50 может способствовать более надежному предотвращению образования длинной стружки.
С другой стороны, в случае режущей пластины 10 в соответствии с примерным вариантом осуществления настоящего изобретения, когда стружка образуется и отводится, стружка и режущая пластина могут входить в контакт друг с другом последовательно в первой точке в конце угловой фаски 32, второй точке на угловом нижнем участке 34 и третьей точке на стружколоме 70. То есть, поскольку стружка и режущая пластина входят в контакт друг с другом в трех точках, можно уменьшить нагрузку при резании.
<Третий примерный вариант осуществления>
Режущая пластина в соответствии с третьим примерным вариантом осуществления настоящего изобретения выполнена так, что первая самая высокая точка Т1 первого выступа 40 режущей пластины 10 в соответствии с первым и вторым примерными вариантами осуществления расположена ниже главной режущей кромки 20. Таким образом, может быть уменьшено сопротивление, когда стружка отводится, и в результате стружка может быть быстро отведена.
Фиг.15А представляет собой вид, показывающий Пример, в котором износ первого выступа 40 уменьшен, когда высота первого выступа 40 меньше, чем высота главной режущей кромки 20.
Фиг.15В показывает сравнительный пример, в котором существует проблема в том, что участок самой высокой точки выступа подвергается сильному износу, если высота выступа больше, чем высота главной режущей кромки.
Таким образом, в случае режущей пластины 10 в соответствии с третьим примерным вариантом осуществления настоящего изобретения, высота первого выступа 40 меньше, чем высота главной режущей кромки 20, и в результате можно увеличить срок службы режущей пластины.
<Четвертый примерный вариант осуществления>
Режущая пластина в соответствии с четвертым примерным вариантом осуществления настоящего изобретения выполнена так, что вторая самая высокая точка Т2 второго выступа 50 режущей пластины 10 в соответствии с первым и вторым примерными вариантами осуществления расположена ниже главной режущей кромки 20. Таким образом, может быть уменьшено сопротивление при отводе стружки, и в результате стружка может быть быстро отведена.
Кроме того, так же как в третьем примерном варианте осуществления, в четвертом примерном варианте осуществления износ второго выступа 50 уменьшен, когда высота второго выступа 50 меньше, чем высота главной режущей кромки 20.
Таким образом, в случае режущей пластины 10 в соответствии с четвертым примерным вариантом осуществления настоящего изобретения, высота второго выступа 50 меньше, чем высота главной режущей кромки 20, и в результате можно способствовать увеличению срока службы режущей пластины.
<Пятый примерный вариант осуществления>
Режущая пластина 10 в соответствии с пятым примерным вариантом осуществления настоящего изобретения выполнена так, что когда первая самая высокая точка Т1 первого выступа 40 и вторая самая высокая точка Т2 второго выступа 50 соединены друг другом воображаемой линией, образуется первый угол а1 между упомянутой воображаемой линией и главной режущей кромкой, и первый угол а1 является острым углом, как показано на фиг.4.
Принцип работы режущей пластины 10 в соответствии с пятым примерным вариантом осуществления настоящего изобретения будет описан со ссылкой на фиг.7-9. Прилагаемые фиг.7-9 представляют собой виды для объяснения операции резания режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
Первый выступ 40 расположен впереди, а второй выступ 50 следует за первым выступом 40 на основе направления механической обработки при осуществлении процесса резания. Таким образом, когда стружка с отводится, стружка с сталкивается с первым выступом 40, а затем сталкивается с вторым выступом 50 с разницей по времени. Как было описано выше, поскольку стружка сталкивается с первым выступом 40 и вторым выступом 50 с разницей во времени, можно предотвратить увеличение износа и нагрузки, прикладываемой к стружкому 70.
Если стружка с последовательно входит в контакт с первым выступом 40 и вторым выступом 50, то существует проблема в том, что износ и нагрузка, прикладываемая к стружколому 70, будут увеличенными.
В то же время, как показано на фиг.7-9, главная режущая кромка 20 может быть расположена под пятым углом а5 относительно направления механической обработки, когда режущая пластина 10 установлена на режущем инструменте. Таким образом, стружка с может более надежно и последовательно входить в контакт с первым выступом 40 и вторым выступом 50.
<Шестой примерный вариант осуществления>
Режущая пластина 10 в соответствии с шестым примерным вариантом осуществления настоящего изобретения выполнена так, что первый угол а1 режущей пластины 10 в соответствии с пятым примерным вариантом осуществления составляет от 5° до 10°.
Если первый угол а1 больше 5°, то стружка может последовательно входить в контакт с первым выступом 40 и вторым выступом 50, когда стружка отводится, и в результате можно предотвратить чрезмерное увеличение нагрузки, прикладываемой к стружколому 70.
Кроме того, если первый угол а1 меньше 10°, то можно предотвратить чрезмерное увеличение размера конфигурации стружколома 70 режущей пластины 10.
Таким образом, первый угол а1, который образован между главной режущей кромкой 20 и воображаемой линией, которая соединяет первый выступ 40 с вторым выступом 50, может находиться в пределах от 5° до 10°.
<Седьмой примерный вариант осуществления>
В режущей пластине 10 в соответствии с седьмым примерным вариантом осуществления, расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 может находиться в пределах от 0,5 мм до 2,0 мм.
Кроме того, в случае режущей пластины 10 в соответствии с седьмым примерным вариантом осуществления настоящего изобретения, заготовка может представлять собой кованую сталь для детали транспортного средства, и глубина резания заготовки может находиться в пределах от 0,5 мм до 3,0 мм.
Виток стружки может быть беспрепятственно образован, когда первый выступ 40 и стружка с входят в контакт друг с другом в состоянии, в котором расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 составляет от 0,5 мм до 2,0 мм.
Если расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 установлено меньше 0,5 мм, то ширина от вершины до первого выступа 40, более подробно, угловой нижний участок 34 может быть образован так, чтобы быть слишком узким. В этом случае эффект уменьшения нагрузки при резании может ухудшаться. То есть, как показано на фиг.5А, стружка не может входить в контакт с второй точкой р2, и в результате стружка не может быть беспрепятственно образована.
В то же время, если расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 больше 2,0 мм, гибкость в применении может ухудшаться, даже если выступ может действовать.
Гибкость в применении будет описана дополнительно. Глубина резания кованого изделия составляет преимущественно 3,0 мм или менее, и данная глубина резания должна обеспечивать процесс чистового шлифования в пределах 0,5 мм. То есть кованая сталь для детали транспортного средства должна подвергаться механической обработке, и должен быть осуществлен общий процесс чистового шлифования, для того чтобы обеспечить гибкость в применении.
Таким образом, если расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 больше 2,0 мм, то процесс чистовой обработки не может быть осуществлен, и в результате режущая пластина не может быть применена для механической обработки кованой стали для детали транспортного средства.
Однако в случае режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения, расстояние S1 от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 составляет от 0,5 мм до 2,0 мм, и в результате можно беспрепятственно резать кованую сталь для детали транспортного средства, при этом глубина резания заготовки составляет от 0,5 мм до 3,0 мм.
<Восьмой примерный вариант осуществления>
В случае режущей пластины 10 в соответствии с восьмым примерным вариантом осуществления настоящего изобретения, расстояние от вершины угловой режущей кромки 30 до второй самой высокой точки Т2 второго выступа 50 может находиться в пределах от 1,0 мм до 3,5 мм.
Виток стружки может быть беспрепятственно образован, когда второй выступ 50 и стружка с входят в контакт друг с другом в состоянии, в котором расстояние S2 от вершины угловой режущей кромки 30 до второй самой высокой точки Т2 второго выступа 50 составляет от 1,0 мм до 3,5 мм.
<Девятый примерный вариант осуществления>
Режущая пластина 10 в соответствии с девятым примерным вариантом осуществления настоящего изобретения выполнена так, что разделительное расстояние между первым выступом 40 и вторым выступом 50 может находиться в пределах от 0,5 мм до 2,5 мм.
Если разделительное расстояние между первым выступом 40 и вторым выступом 50 больше или равно 0,5 мм, то стружка с может прямо и последовательно входить в контакт с первым выступом 40 и вторым выступом 50, и в результате можно предотвратить увеличение износа и нагрузки, прикладываемой к стружколому.
Кроме того, если разделительное расстояние между первым выступом 40 и вторым выступом 50 меньше или равно 2,5 мм, то можно предотвратить чрезмерное увеличение размера конфигурации стружколома 70.
<Десятый примерный вариант осуществления>
Режущая пластина 10 в соответствии с десятым примерным вариантом осуществления настоящего изобретения выполнена так, что на главной режущей кромке 20 образована фаска 62 главной режущей кромки, а на угловой режущей кромке 30 образована угловая фаска 32. Ширина w1 угловой фаски 32 может быть меньше, чем ширина w2 главной режущей кромки 62.
Обычно, как показано на фиг.9, в режиме резания, в котором глубина резания мала, сопротивление резанию относительно мало, так что стружка не может проходить в нижний участок стружколома 70. Однако в случае режущей пластины 10 в соответствии с десятым примерным вариантом осуществления настоящего изобретения, поскольку угловая фаска 32 угловой режущей кромки 30 узкая, стружка беспрепятственно проходит в главный нижний участок 72 стружколома 70, так что может быть легко осуществлена черновая механическая обработка.
В то же время, если глубина ар резания большая, то на фаске возникает большой износ верха (износ в виде кратера). В частности, во время механической обработки с высокоскоростной подачей, износ верха достигает вспомогательной режущей кромки, так что стружки образуются из вспомогательной режущей кромки, которая определяет размер, и в результате заготовка может быть повреждена.
Таким образом, в случае режущей пластины 10 в соответствии десятым примерным вариантом осуществления настоящего изобретения, можно предотвратить форму износа от достижения угловой режущей кромки 30 и увеличить срок службы инструмента посредством изменения фаски, более подробно, посредством выполнения режущей пластины так, что ширина w1 угловой фаски 32 меньше, чем ширина w2 фаски 22 главной режущей кромки.
Прилагаемые фиг.11 и 16 представляют собой фотоснимки, которые использованы вместо чертежей, для объяснения эксплуатационного эффекта режущей пластины 10 в соответствии с десятым примерным вариантом осуществления настоящего изобретения.
Режим резания установлен одинаковым в Примере (а) и Сравнительном примере (b), и режущая пластина, показанная в Сравнительном примере (b) содержит фаску, которая имеет постоянную ширину.
Как показано на фиг.11В, если фаска главной режущей кромки и угловая фаска угловой режущей кромки имеют одинаковую ширину, то главный стружколом 70 может подвергаться износу, и поток стружки может быть нестабильным, когда режущую пластину перемещают с высокой скоростью. Кроме того, нагрузка, прикладываемая к угловой фаске угловой режущей кромки, может быть увеличена, и участок, который образует угловую режущую кромку, подвергается сильному износу, так что срок службы инструмента может быть укорочен.
Более подробно, если при осуществлении процесса резания осуществляется высокоскоростная подача, то величина износа углового нижнего участка 34 (см. участок, обозначенный окружностью) Примера (а) настоящего изобретения меньше, чем величина износа Сравнительного примера (b), как показано на фиг.16А. Кроме того, в Примере (а) настоящего изобретения, поток стружки является стабильным, поскольку угловой нижний участок 34 подвергается меньшему износу. Таким образом, как показано на фиг.11А, величина износа угловой фаски (см. участок, обозначенный окружностью) уменьшена.
Для сравнения, как показано на фиг.16В, в случае Сравнительного примера (b), угловой нижний участок 34 (см. участок, обозначенный окружностью) подвергается сильному износу по сравнению с Примером (а) настоящего изобретения, так что поток стружки может быть нестабильным. Кроме того, если поток стружки нестабильный, то нагрузка, прикладываемая к угловой фаске, увеличена. Таким образом, как показано на фиг.11В, угловая фаска (см. участок, обозначенный окружностью) может подвергаться сильному износу.
Таким образом, как показано на фиг.11А, когда ширина w1 угловой фаски 32 меньше, чем ширина w2 фаски 22 главной режущей кромки, угловая режущая кромка 30 и угловая фаска 32 подвергаются относительно меньшему износу, чем в Сравнительном примере. То есть срок службы режущей пластины 10 в соответствии с десятым примерным вариантом осуществления настоящего изобретения может быть увеличен.
Ниже будет описан эксплуатационный эффект режущей пластины 10 в соответствии с первым-десятым примерными вариантами осуществления настоящего изобретения со ссылкой на фиг.12-14.
Прилагаемая фиг.12 представляет сбой вид для объяснения размера стружки, образуемой посредством режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения. Более подробно, фиг.12А показывает стружку, которая образуется при осуществлении процесса резания посредством использования режущей пластины 10 в соответствии с примерным вариантом осуществления настоящего изобретения. Фиг.12В показывает стружку, которая образуется при осуществлении процесса резания посредством использования режущей пластины, известной из уровня техники.
Кроме того, режим резания установлен одинаковым. То есть режим, связанный со скоростью подачи и глубиной резания, установлен одинаковым.
В результате сравнения размера стружки, как показано на фиг.12, можно видеть, что размер стружки с, образуемой посредством режущей пластины 10 в соответствии с Примером (а) настоящего изобретения, значительно меньше, чем размер стружки в Сравнительном примере (b).
Таким образом, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения является предпочтительной в плане отвода стружки, поскольку размеры стружек малые и одинаковые.
Прилагаемая фиг.13 представляет собой вид для объяснения эффекта чистоты поверхности, обработанной посредством режущей пластины в соответствии с примерным вариантом осуществления настоящего изобретения.
Фиг.13А показывает случай, в котором глубина резания установлена равной 0,5 мм, и глубина резания мала. Когда скорость подачи увеличена, чистота поверхность лучше в Примере настоящего изобретения, чем в Сравнительном примере. В частности, когда скорость подачи составляет 0,3-0,4 мм/об, чистота поверхности значительно лучше в Примере настоящего изобретения, чем в Сравнительном примере.
Фиг.13В показывает случай, в котором глубина резания установлена равной 1,5 мм. Так же как и на фиг.13А, когда скорость подачи увеличена, чистота поверхности лучше в Примере настоящего изобретения, чем в Сравнительном примере. В частности, когда скорость подачи составляет 0,3-0,4 мм/об, чистота поверхности значительно лучше в Примере настоящего изобретения, чем в Сравнительном примере.
Прилагаемая фиг.14 представляет собой вид для объяснения усилия резания, прикладываемого к режущей пластине в соответствии с примерным вариантом осуществления настоящего изобретения.
Как показано на фиг.14, когда скорость подачи равна 0,2 мм/об, усилие резания в Сравнительном примере равно 1863 Н, а усилие резания в Примере настоящего изобретения равно 1471 Н. То есть можно видеть, что нагрузка при резании в Примере настоящего изобретения меньше, чем в Сравнительном примере.
Кроме того, когда скорость подачи равна 0,4 мм/об, нагрузка при резании в Сравнительном примере равна 2390 Н, а нагрузка при резании в Примере настоящего изобретения равна 1805 Н. Можно также видеть, что нагрузка при резании в Примере настоящего изобретения меньше, чем в Сравнительном примере, даже если скорость подачи увеличена.
Таким образом, режущая пластина 10 в соответствии с примерным вариантом осуществления настоящего изобретения имеет эффект уменьшения нагрузки при резании посредством конфигураций первого и второго выступов 40 и 50, первой и второй перемычек 42 и 52, фаски 22 главной режущей кромки и угловой фаски 32.
<Одиннадцатый примерный вариант осуществления>
Как показано на фиг.4, режущая пластина в соответствии с одиннадцатым примерным вариантом осуществления настоящего изобретения выполнена так, что первый и второй выступы 40 и 50 могут образовывать второй и третий углы а2 и а3 относительно главной режущей кромки 20, и каждый из второго и третьего углов а2 и а3 может быть острым углом.
Как показано на фиг.7, когда режущая пластина 10 установлена на режущем инструменте, главная режущая кромка 20 режущей пластины 10 может быть расположена под пятым углом а5 относительно направления механической обработки.
В то же время, в случае режущей пластины 10 в соответствии с одиннадцатым примерным вариантом осуществления настоящего изобретения, первый и второй выступы 40 и 50 образуют второй и третий углы а2 и а3 так, что направление вперед может быть установлено относительно направления, в котором образуется стружка. Таким образом, первый и второй выступы 40 и 50 могут препятствовать увеличению нагрузки при резании при образовании стружки.
С другой стороны, каждый из второго и третьего углов а2 и а3 может быть больше или равен 85° и меньше 90°.
Если второй и третий углы а2 и а3 меньше 85°, то первый и второй выступы 40 и 50 могут быть чрезмерно изогнутыми в продольном направлении, и в этом случае нагрузка при резании может быть увеличена при образовании стружки.
Аналогично, если второй и третий углы а2 и а3 больше или равны 90°, то первый и второй выступы 40 и 50 могут быть чрезмерно изогнутыми обратно в продольном направлении, и в этом случае нагрузка при резании может быть увеличена при образовании стружки.
Таким образом, продольное направление первого и второго выступов 40 и 50 может быть совпадающим с или близким к направлению, в котором образуется и вырастает стружка, и в результате уменьшается сопротивление перемещению стружки, так что стружка отводится более спокойно.
Хотя примерные варианты осуществления настоящего изобретения описаны со ссылкой на прилагаемые чертежи, для специалистов в данной области техники будет понятно, что настоящее изобретение может быть осуществлено в любом другом конкретном виде без изменения его технической сущности или существенного признака.
Таким образом, необходимо понимать, что вышеупомянутый примерный вариант осуществления описан для объяснения во всех аспектах и не ограничен, и объем настоящего изобретения определяется приведенной ниже формулой изобретения, и необходимо понимать, что все изменения или измененные виды, выведенные из смысла и объема формулы изобретения, и ее эквивалентная концепция включены в объем настоящего изобретения.
Промышленная применимость
Режущая пластина в соответствии с примерным вариантом осуществления настоящего изобретения может быть использована для осуществления процесса резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2011 |
|
RU2532612C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136448C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ С ИНДЕКСИРУЕМОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 2010 |
|
RU2470743C1 |
| РЕЗЬБОНАРЕЗНАЯ ПЛАСТИНА | 2019 |
|
RU2780850C2 |
| СВЕРЛО И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА СО СТРУЖКОЛОМНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2702166C2 |
| ЦИРКУЛЯРНАЯ ПИЛА ДЛЯ РЕЗКИ МЕТАЛЛА | 2018 |
|
RU2754861C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2455126C2 |




Режущая пластина содержит выступ, образованный между главной режущей кромкой и стружколомом и содержащий перемычку, образованную между главными режущими кромками. Стружка, которая образуется в процессе резания, может входить в контакт с тремя точками на фаске главной режущей кромки, перемычке и выступе. Достигается улучшение отвода тепла за счет контакта стружки с упомянутыми тремя точками. 15 з.п. ф-лы, 16 ил.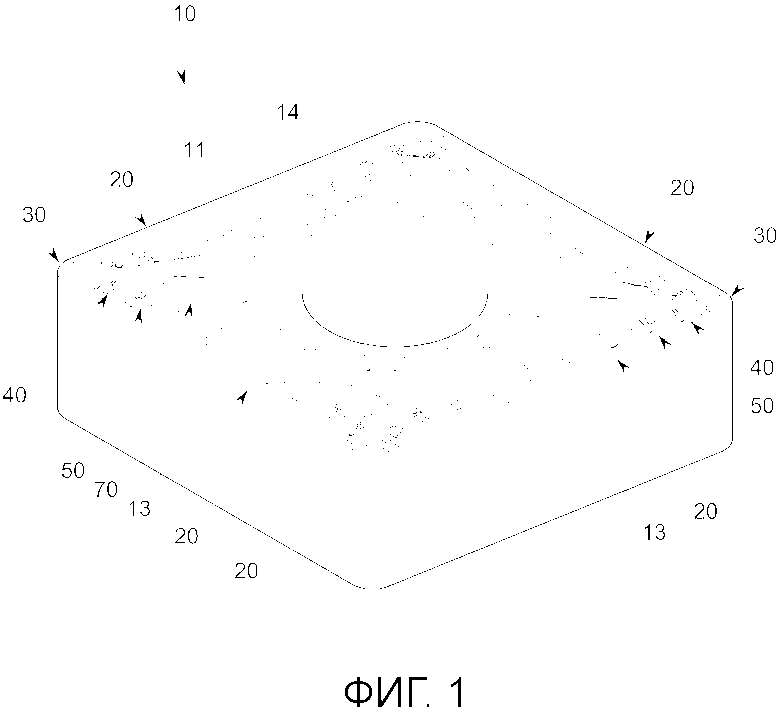
1. Режущая пластина, содержащая:
главные режущие кромки 20, которые образованы на краевых участках многогранной формы на виде сверху, на котором непосредственно видна верхняя поверхность 11,
угловые режущие кромки 30, которые образованы в вершинах многогранной формы так, чтобы продолжаться от главных режущих кромок 20,
стружколомы 70, которые образованы между верхней поверхностью 11 и главными режущими кромками 20 для ломания стружки,
главные нижние участки 72, которые образованы посредством углублений между главными режущими кромками 20 и стружколомами 70,
первые выступы 40, которые образованы посредством выпуклостей на стружколомах 70,
первые перемычки 42, которые образованы между главными режущими кромками 20 и первыми выступами 40 и расположены ниже главных режущих кромок 20 и первых выступов 40,
вторые выступы 50, которые образованы посредством выпуклостей на стружколомах 70 и расположены на расстоянии от первых выступов 40, и
вторые перемычки 52, которые образованы между главными режущими кромками 20 и вторыми выступами 50 и расположены ниже главных режущих кромок 20 и вторых выступов 50.
2. Режущая пластина по п.1, в которой первая самая высокая точка Т1 первого выступа 40 расположена ниже главной режущей кромки 20.
3. Режущая пластина по п.1, в которой вторая самая высокая точка Т2 второго выступа 50 расположена ниже главной режущей кромки 20.
4. Режущая пластина по п.1, в которой, когда первая самая высокая точка Т1 первого выступа 40 и вторая самая высокая точка Т2 второго выступа 50 соединены воображаемой линией, первый угол а1 образуется между упомянутой воображаемой линией и главной режущей кромкой 20 и первый угол а1 является острым углом.
5. Режущая пластина по п.4, в которой первый угол а1 составляет от 5 до 10°.
6. Режущая пластина по п.1, в которой расстояние от вершины угловой режущей кромки 30 до первой самой высокой точки Т1 первого выступа 40 составляет от 0,5 до 2,0 мм.
7. Режущая пластина по п.1, в которой расстояние от вершины угловой режущей кромки 30 до второй самой высокой точки Т2 второго выступа 50 составляет от 1,0 до 3,5 мм.
8. Режущая пластина по п.1, в которой разделительное расстояние между первым выступом 40 и вторым выступом 50 составляет от 0,5 до 2,5 мм.
9. Режущая пластина по п.1, в которой на главной режущей кромке 20 образована фаска 22, а на угловой режущей кромке 30 образована угловая фаска 32 и ширина w1 угловой фаски 32 меньше, чем ширина w2 фаски 22 главной режущей кромки.
10. Режущая пластина по п.1, в которой продольное направление первого выступа 40 образует второй угол а2 относительно главной режущей кромки 20, при этом второй угол а2 является острым углом.
11. Режущая пластина по п.10, в которой второй угол а2 больше или равен 85° и меньше 90°.
12. Режущая пластина по п.1, в которой продольное направление второго выступа 50 образует третий угол а3 относительно главной режущей кромки 20, при этом третий угол а3 является острым углом.
13. Режущая пластина по п.12, в которой третий угол а3 больше или равен 85° и меньше 90°.
14. Режущая пластина по любому из пп.1-8, которая выполнена с возможностью контакта со сходящей стружкой последовательно в первой точке р1 в конце фаски 22 режущей кромки, второй точке р2 на первой перемычке 42 и третьей точке р3 на первом выступе 40.
15. Режущая пластина по п.9, дополнительно содержащая угловые нижние участки 34, которые образованы посредством углублений между угловыми режущими кромками 30 и стружколомами 70,
при этом она выполнена с возможностью контакта со сходящей стружкой последовательно в первой точке в конце угловой фаски 32, второй точке на угловом нижнем участке 34 и третьей точке на стружколоме 70.
16. Режущая пластина по любому из пп.1-9, которая предназначена для обработки заготовки из кованой стали для детали транспортного средства.
| WO 2014132944 A1, 04.09.2014 | |||
| СМЕННАЯ МНОГОГРАННАЯ ПЛАСТИНА | 1992 |
|
RU2039634C1 |
| РЕЖУЩАЯ ПЛАСТИНА С ВЫСТУПАМИ, ОБРАЗОВАННЫМИ В ЕЕ УГЛОВОЙ ОБЛАСТИ | 2007 |
|
RU2417864C1 |
| KR 20010011938 A, 15.02.2001 | |||
| JP 2007301669 A, 22.11.2007. | |||

