Область изобретения
Изобретение относится к прокатным изделиям из алюминиевомеднолитиевых сплавов, в частности, к таким изделиям, способам их изготовления и применения, предназначенным для авиационно-космической промышленности.
Уровень техники
Прокатные изделия из алюминиевого сплава разрабатываются для производства конструктивных элементов, предназначенных, в частности, для авиационной и космической промышленности.
Алюминиевомеднолитиевые сплавы являются особенно перспективными для изготовления этого типа продукции. Авиационная промышленность предъявляет высокие требования к сопротивлению усталостным напряжениям. Такие требования особенно трудно выполнять в случае толстых изделий. Действительно, учитывая возможные значения толщины отлитых слябов, обжатие по толщине горячей деформацией достаточно низкое, а потому в связанных с разливкой зонах, на которых инициируются усталостные трещины, не отмечается снижение их размера в ходе горячей деформации.
Поскольку литий является чрезвычайно сильно окисляющимся, разливка алюминиевомеднолитиевых сплавов приводит в общем к образованию большего числа зон инициирования усталостной трещины, чем для сплавов типа 2XXX без лития или 7XXX. Таким образом, найденные обычно решения для получения толстых прокатных изделий из сплавов типа 2XXX без лития или 7XXX не позволяют добиваться достаточных усталостных свойств для алюминиевомеднолитиевых сплавов.
Толстые изделия из сплава Al-Cu-Li, в частности, описаны в заявках US2005/0006008 и US2009/0159159.
В заявке WO2012/110717 предлагается для повышения свойств, в частности, усталостных, алюминиевых сплавов, содержащих, в частности, по меньшей мере 0,1% Mg и/или 0,1% Li, осуществлять во время разливки ультразвуковую обработку. Однако такой тип обработки остается трудноосуществимым для тех количеств, которые необходимы для изготовления толстых плит.
В заявке US 2009/0142222 описываются сплавы, которые могут включать 3,4-4,2 мас.% Cu, 0,9-1,4 мас.% Li, 0,3-0,7 мас.% Ag, 0,1-0,6 мас.% Mg, 0,2-0,8 мас.% Zn, 0,1-0,6 мас.% Mn и 0,01-0,6 мас.% по меньшей мере одного регулирующего зернистую структуру элемента, остальное - алюминий, неизбежные элементы и примеси.
Существует потребность в толстых изделиях из алюминиевомеднолитиевого сплава, имеющих более высокие свойства по сравнению со свойствами известных изделий, в частности, усталостные свойства, обладающих при этом выгодными свойствами вязкости и свойствами статического механического сопротивления. В то же время, существует потребность в простом экономичном способе получения таких изделий.
Сущность изобретения
Первым объектом изобретения является способ изготовления плиты с толщиной по меньшей мере 80 мм из алюминиевого сплава, включающий этапы, на которых:
(a) получают ванну жидкого металла из сплава, содержащего, в мас.%, Cu: 2,0-6,0; Li: 0,5-2,0; Mg: 0-1,0; Ag: 0-0,7; Zn: 0-1,0; и по меньшей мере один элемент, выбираемый из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,20 мас.% для Zr, от 0,05 до 0,8 мас.% для Mn, от 0,05 до 0,3 мас.% для Cr и для Sc, от 0,05 до 0,5 мас.% для Hf и от 0,01 до 0,15 мас.% для Ti, Si ≤ 0,1; Fe ≤ 0,1; прочие ≤ 0,05 каждый и ≤ 0,15 всего,
(b) разливают упомянутый сплав посредством вертикальной полунепрерывной разливки для получения сляба толщиной T и шириной W таким образом, что при затвердевании:
- содержание водорода в упомянутой ванне жидкого металла (1) ниже 0,4 мл/100г,
- содержание кислорода, измеряемое над жидкой поверхностью (14, 15), ниже 0,5 объемных %,
- используемый для разливки распределитель (7) выполнен из ткани, содержащей по существу углерод, он имел нижнюю поверхность (76), верхнюю поверхность, определяющую отверстие (71), через которое вводят жидкий металл, и стенку практически прямоугольного сечения, причем стенка имеет две продольные части (720, 721), параллельные ширине W, и две поперечные части (730, 731), параллельные толщине T, причем упомянутые поперечные и продольные части образованы по меньшей мере двумя тканями, первой полужесткой и практически запирающей тканью (77), обеспечивающей поддержание формы распределителя во время разливки, и второй незапирающей тканью (78), обеспечивающей возможность прохождения и фильтрования жидкости, причем упомянутые первая и вторая ткани связаны друг с другом без нахлестки или внахлестку и без разделяющего их зазора, причем упомянутая первая ткань непрерывно покрывает по меньшей мере 30% поверхности упомянутых частей (720, 721, 730, 731) стенки и расположена так, чтобы жидкая поверхность находилась в контакте с ней по всему сечению,
(c) гомогенизируют упомянутый сляб до и после необязательной механической обработки для получения сляба под прокатку, который может подвергаться горячей деформации,
(d) осуществляют горячую и, необязательно, холодную прокатку упомянутого гомогенизированного таким образом сляба под прокатку для получения плиты, толщина которой составляет по меньшей мере 80 мм,
(e) обрабатывают на твердый раствор и закаливают упомянутую плиту,
(f) необязательно, снимают внутренние напряжения обработанной таким образом на твердый раствор плиты посредством пластической деформации со степенью деформации по меньшей мере 1%,
(g) подвергают старению упомянутую плиту, обработанную таким образом на твердый раствор и, необязательно, со снятыми внутренними напряжениями.
Другим объектом изобретения является плита с толщиной по меньшей мере 80 мм, которая может быть получена способом по изобретению, из алюминиевого сплава, содержащего, в мас.%, Cu: 2,0-6,0; Li: 0,5-2,0; Mg: 0-1,0; Ag: 0-0,7; Zn: 0-1,0; и по меньшей мере один элемент, выбираемый из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,20 мас.% для Zr, от 0,05 до 0,8 мас.% для Mn, от 0,05 до 0,3 мас.% для Cr и для Sc, от 0,05 до 0,5 мас.% для Hf и от 0,01 до 0,15 мас.% для Ti, Si ≤ 0,1; Fe ≤ 0,1; прочие ≤ 0,05 каждый и ≤ 0,15 всего, отличающаяся тем, что в состаренном состоянии ее среднее логарифмическое усталости, измеренное на полутолщине в направлении TL на гладких образцах по фиг. 1a при напряжении максимальной амплитудой 242 МПa, частоте 50 Гц, коэффициенте асимметрии цикла напряжений R=0,1, составляет по меньшей мере 250 000 циклов.
Еще одним объектом изобретения является применение плиты по изобретению для выполнения элемента конструкции летательного аппарата (самолета), предпочтительно лонжерона, нервюры или шпангоута.
Описание чертежей
Фиг.1 - схематичное изображение образцов, используемых для испытаний на усталость гладких образцов (Фиг. 1a) и образцов с отверстием (Фиг. 1б). Размеры приведены в мм.
Фиг.2 - общая схема устройства кристаллизации, используемого в варианте осуществления изобретения.
Фиг.3 - общая схема распределителя, используемого в способе по изобретению.
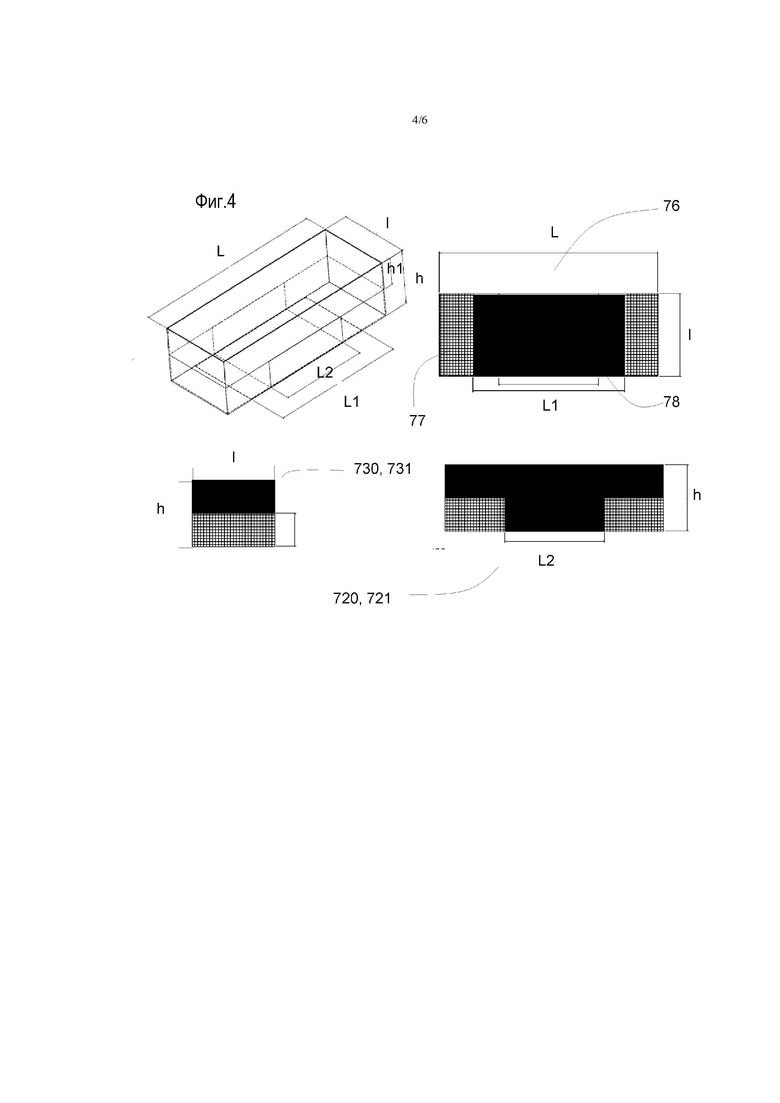
Фиг.4 представляет изображения дна и поперечных и продольных частей стенки распределителя по варианту осуществления изобретения.
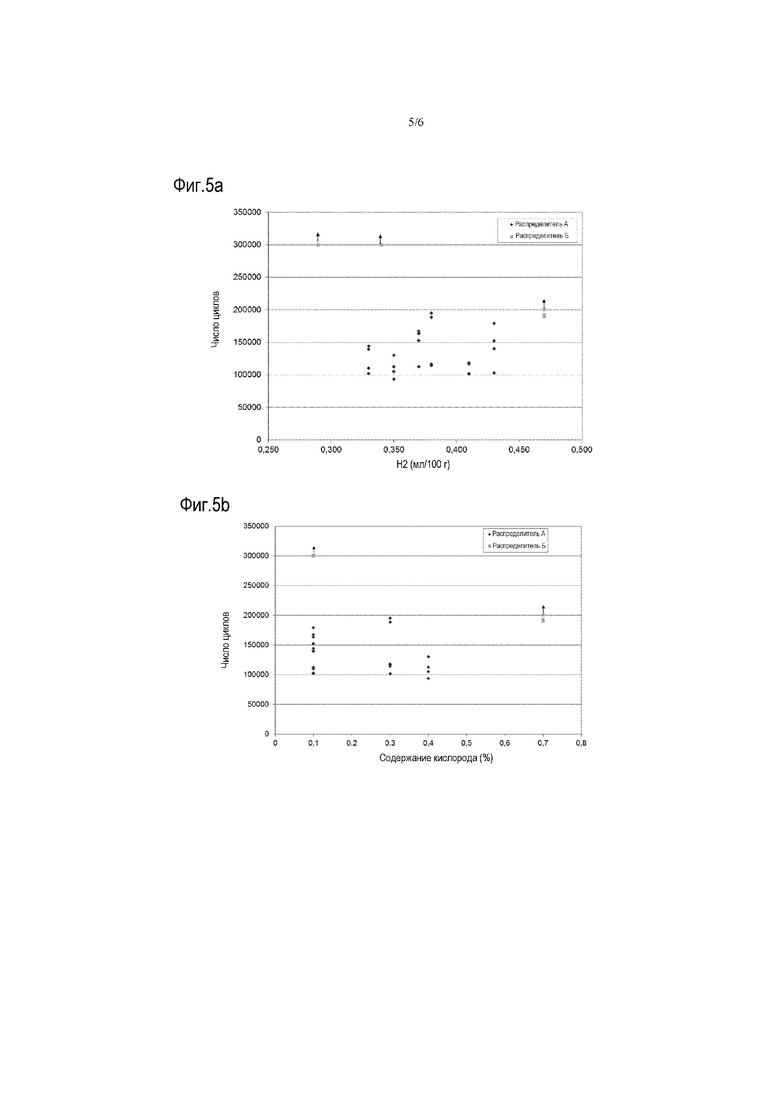
Фиг.5 показывает взаимосвязь между параметром усталости на гладком образце и содержанием водорода в ванне жидкого металла при затвердевании (Фиг.5a) или содержанием кислорода, измеренным над жидкой поверхностью при затвердевании (Фиг.5б).
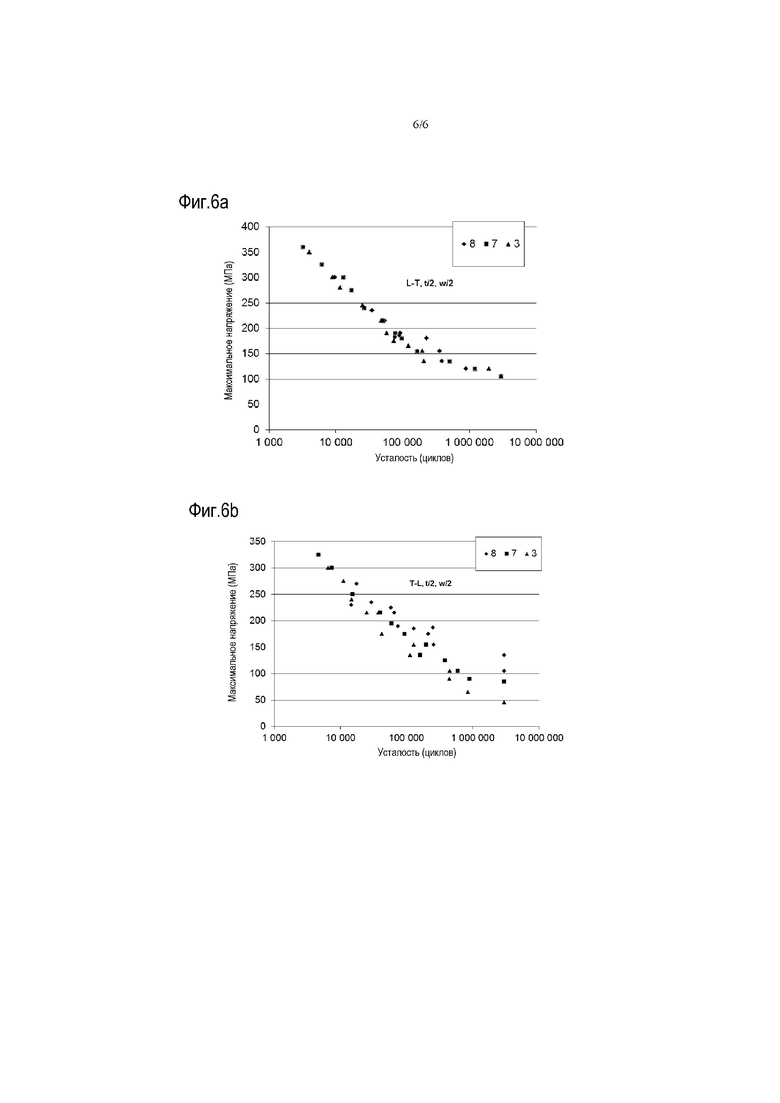
Фиг.6 показывает кривые Велера, получаемые при испытаниях 3, 7 и 8 в направлении L-T (Фиг.6a) и T-L (Фиг. 6б).
Описание изобретения
Если не указано иное, все указания, касающиеся химического состава сплавов, выражаются в массовых процентах от общей массы сплава. Выражение 1,4Сu означает, что выраженное в мас.% содержание меди умножается на 1,4. Обозначение сплавов приводится в соответствии с положениями «Алюминиевой ассоциации» (The Aluminiun Association), известными специалисту. Если не указано иное, применимы определения металлургических состояний согласно европейскому стандарту EN 515.
Характеристики механических свойств при статическом растяжении, другими словами предел прочности на разрыв Rm, условный предел текучести при 0,2% удлинения Rp0,2 и относительное удлинение при разрыве А% определены посредством испытания на растяжение по стандарту NF EN ISO 6892-1, причем отбор образцов и направление испытания определены согласно стандарту EN 485-1. Коэффициент интенсивности напряжения (K1C) определен по стандарту ASTM E399.
Усталостные свойства на гладких образцах измеряются в окружающем воздухе при напряжении максимальной амплитуды 242 МПа, частоте 50 Гц, коэффициенте асимметрии цикла напряжений R=0,1, на таких образцах, как изображенные на фиг.1а, отбираемых на полуширине и полутолщине плит в направлении TL. Условия испытания соответствуют стандарту ASTM E466. Определяют среднее логарифмическое результатов, полученных на по меньшей мере 4 образцах.
Усталостные свойства на образцах с отверстием измеряются в окружающем воздухе при переменных уровнях напряжения, при частоте 50 Гц, коэффициенте асимметрии цикла напряжений R=0,1, на таких образцах, как изображенные на фиг.1б, Kt=2,3, отбираемых в центре и на полутолщине плит в направлении L-T и T-L. Использовали уравнение Уокера для определения максимального представительного значения напряжения при 50% неразрушения при 100 000 циклов. Для выполнения этого рассчитывается усталостный показатель качества (IQF) для каждой точки кривой Велера по формуле
где σmax - максимальное напряжение, прикладываемое к данному образцу, N - число циклов до разрушения, N0 равно 100 000, а n=-4,5. Приводится IQF, соответствующий медиане, т.е. 50% разрушения при 100 000 циклах.
В рамках изобретения толстая деформированная плита представляет собой изделие, толщина которого составляет по меньшей мере 80 мм и предпочтительно по меньшей мере 100 мм. В варианте осуществления изобретения толщина плит составляет по меньшей мере 120 мм или предпочтительно 140 мм. Толщина толстых плит по изобретению составляет, как правило, не более 240 мм, вообще не более 220 мм и предпочтительно не более 180 мм.
Если не указано иное, применяются определения стандарта EN 12258. В частности, плита по изобретению является прокатным изделием прямоугольного поперечного сечения, равномерная толщина которого составляет по меньшей мере 6 мм и не превышает 1/10 ширины.
Здесь «элементом конструкции» или «конструктивным элементом» механической конструкции называют механическую деталь, для которой механические статические и/или динамические свойства чрезвычайно важны для качества конструкции и для которой обычно требуется или выполняется расчет конструкции. Как правило, речь идет об элементах, повреждение которых способно подвергнуть угрозе безопасность упомянутой конструкции, ее эксплуатационников, пользователей или других. Для летательного аппарата (самолета) эти конструктивные элементы включают, в частности, элементы, которые образуют фюзеляж (такие как обшивка фюзеляжа (fuselage skin по-английски), элементы жесткости или стрингеры фюзеляжа (stringers), шпангоуты (bulkheads), каркас фюзеляжа (circumferential frames), крылья (такие как обшивка крыла (wing skin), элементы жесткости (stringers или stiffeners), нервюры (ribs) и лонжероны (spars) и хвостовое оперение, состоящее, в частности, из горизонтальных и вертикальных стабилизаторов (horizontal or vertical stabilisers), а также половые настилы (floor beams), направляющие кресел (seat tracks) и двери.
Здесь «всей разливочной установкой» называют комплекс устройств, позволяющих преобразовывать металл, находящийся в каком-то виде, в полуфабрикат черновой формы через жидкую фазу. Разливочная установка может содержать многочисленные устройства, такие как одна или более печей, необходимых для плавки металла (плавильная печь) и/или его выдержки (томильная печь) при определенной температуре и/или операций подготовки жидкого металла и доводки по составу («печь для получения сплавов»), одну или более емкостей (или «ковшей»), предназначенных для осуществления обработки с целью очистки от примесей, растворенных или находящихся во взвешенном состоянии в жидком металле, причем эта обработка может заключаться в фильтровании жидкого металла на фильтровальной среде в «фильтровальном ковше» или во введении в расплав так называемого «обрабатывающего» газа, который может быть инертным или реакционно-способным, в «ковше дегазации», устройство кристаллизации жидкого металла (или «разливочная машина»), посредством полунепрерывной вертикальной разливки с прямым охлаждением в литейном колодце, которое может включать такие устройства, как литейная форма (или «кристаллизатор»), устройство для подачи жидкого металла (или «разливочный стакан») и систему охлаждения, причем эти различные печи, емкости и устройства кристаллизации связаны между собой устройствами переноса или каналами, называемыми «желобами», в которых может переноситься жидкий металл.
Авторы настоящего изобретения установили, что совершенно удивительным образом можно получить толстые плиты из алюминиевомеднолитиевого сплава, имеющие повышенные усталостные характеристики, изготовляя эти плиты с помощью следующего способа.
На первом этапе получают ванну жидкого металла из сплава, содержащего, в мас.%, Cu: 2,0-6,0; Li: 0,5-2,0; Mg: 0-1,0; Ag: 0-0,7; Zn: 0-1,0; и по меньшей мере один элемент, выбираемый из Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,05 до 0,20 мас.% для Zr, от 0,05 до 0,8 мас.% для Mn, от 0,05 до 0,3 мас.% для Cr и для Sc, от 0,05 до 0,5 мас.% для Hf и от 0,01 до 0,15 мас.% для Ti, Si ≤ 0,1; Fe ≤ 0,1; прочие ≤ 0,05 каждый и ≤ 0,15 всего, остальное алюминий.
Преимущественный сплав для способа по изобретению содержит, в мас.%, Cu: 3,0-3,9; Li: 0,7-1,3; Mg: 0,1-1,0, по меньшей мере один элемент, выбираемый из Zr, Mn и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,06 до 0,15 мас.% для Zr, от 0,05 до 0,8 мас.% для Mn и от 0,01 до 0,15 мас.% для Ti; Ag: 0-0,7; Zn ≤ 0,25; Si ≤ 0,08; Fe ≤ 0,10; прочие ≤ 0,05 каждый и ≤ 0,15 всего, остальное алюминий.
Преимущественно, содержание меди составляет по меньшей мере 3,2 мас.%. Содержание лития составляет предпочтительно от 0,85 до 1,15 мас.% и предпочтительнее от 0,90 до 1,10 мас.%. Содержание магния составляет предпочтительно от 0,20 до 0,6 мас.%. Обычно преимущественной считается одновременная добавка марганца и циркония. Предпочтительно, содержание марганца составляет от 0,20 до 0,50 мас.% и содержание циркония составляет от 0,06 до 0,14 мас.%. Преимущественно, содержание серебра составляет от 0,20 до 0,7 мас.%. Целесообразно, чтобы содержание серебра составляло по меньшей мере 0,1 мас.%. В варианте осуществления изобретения содержание серебра составляет по меньшей мере 0,20 мас.%. В другом варианте осуществления содержание серебра ограничено 0,15 мас.%, а содержание цинка составляет по меньшей мере 0,3 мас.%. Предпочтительно, содержание серебра составляет не более 0,5 мас.%. В варианте осуществления изобретения содержание серебра ограничивается 0,3 мас.%. Предпочтительно, содержание кремния составляет не более 0,05 мас.%, а содержание железа составляет не более 0,06 мас.%. Преимущественно содержание титана составляет от 0,01 до 0,08 мас.%. В варианте осуществления изобретения содержание цинка составляет не более 0,15 мас.%.
Предпочтительным алюминиевомеднолитиевым сплавом является сплав AA2050.
Такую ванну жидкого металла получают в печи разливочной установки. Например, из US 5415220 известно использование литийсодержащих расплавленных солей, таких как смеси KCl/LiCl, в плавильной печи для пассивации сплава во время его переноса к разливочной установке. Однако авторы настоящего изобретения получили великолепные усталостные свойства у толстых плит без использования литийсодержащей расплавленной соли в плавильной печи за счет поддержания в этой печи атмосферы с низким содержанием кислорода и полагают, что присутствие соли в плавильной печи может в некоторых случаях оказывать вредное влияние на усталостные свойства толстых деформированных изделий. Преимущественно не используют литийсодержащую расплавленную соль во всей разливочной установке. В преимущественном варианте осуществления не используют расплавленную соль во всей разливочной установке. Предпочтительно, поддерживают в печи или печах разливочной установки содержание кислорода ниже 0,5 объемных % и предпочтительно ниже 0,3 объемных %. Однако можно допустить содержание кислорода в печи или печах разливочной установки по меньшей мере 0,05 объемных % и даже по меньшей мере 0,1 объемных %, что благоприятно, в частности, с точки зрения экономических аспектов способа. Преимущественно, печь или печи разливочной установки являются индукционными печами. Авторы настоящего изобретения установили, что такой тип печей является наиболее подходящим, несмотря на перемешивание расплавленного металла от индукционного нагрева.
Эта ванна жидкого металла затем обрабатывается в ковше дегазации и в фильтровальном ковше таким образом, чтобы содержание водорода в ней было ниже 0,4 мл/100г и предпочтительно ниже 0,35 мл/100г. Содержание водорода в жидком металле измеряется с помощью имеющейся в продаже аппаратуры, такой как прибор, продаваемый под маркой ALSCANTM, известный специалисту, при этом зонд обдувается азотом. Преимущественно, содержание кислорода в атмосфере, находящейся в контакте с ванной жидкого металла в плавильной печи и в ходе этапов дегазации, фильтрования, составляет ниже 0,5 объемных % и предпочтительно ниже 0,3 объемных %. Предпочтительно, содержание кислорода в атмосфере, находящейся в контакте с ванной жидкого металла, составляет ниже 0,5 объемных % и предпочтительно ниже 0,3 объемных % для всей разливочной установки. Однако можно допустить содержание кислорода по меньшей мере 0,05 объемных % и даже по меньшей мере 0,1 объемных % для всей разливочной установки, что благоприятно, в частности, с точки зрения экономических аспектов способа.
Ванна жидкого металла после этого затвердевает (кристаллизуется) в виде сляба. Сляб представляет собой алюминиевый блок практически в форме параллелепипеда длиной L, шириной W и толщиной T. Над жидкой поверхностью во время затвердевания осуществляют контроль атмосферы. На фиг.2 представлен пример устройства, позволяющего контролировать атмосферу над жидкой поверхностью во время затвердевания.
В этом примере подходящего устройства жидкий металл, поступающий по желобу (63), подается в разливочный стакан (4), контролируемый посредством стопора (8), который может перемещаться в направлении вверх и вниз (81), в кристаллизаторе (31), помещенном на ложном дне (21). Алюминиевый сплав затвердевает при прямом охлаждении (5). Алюминиевый сплав (1) имеет по меньшей мере одну твердую поверхность (11, 12, 13) и по меньшей мере одну жидкую поверхность (14, 15). Подъемник (2) позволяет поддерживать практически постоянным уровень жидкой поверхности (14, 15). Распределитель (7) обеспечивает возможность распределения жидкого металла. Крышка (62) покрывает жидкую поверхность. Крышка может содержать уплотнения (61) для обеспечения герметичности с разливочным столом (32). Жидкий металл в желобе (63) может быть преимущественно защищен крышкой (64). В камеру (65), определенную между крышкой и разливочным столом, подается инертный газ (9). Инертный газ преимущественно выбирается из благородных газов, азота и углекислого газа или смесей этих газов. Предпочтительным инертным газом является аргон. Содержание кислорода измеряется в камере (65) над жидкой поверхностью. Расход инертного газа может регулироваться для достижения требуемого содержания кислорода. Однако целесообразно поддерживать достаточный подсос в литейном колодце (10), благодаря насосу (101). Действительно, авторы настоящего изобретения установили, что вообще не существует достаточной герметичности между кристаллизатором (31) и затвердевшим металлом (5), что приводит к диффузии атмосферы из литейного колодца (10) к камере (65). Преимущественно, подсос насоса (101) таков, что давление в полости (10) ниже давления в камере (65), а это может быть достигнуто предпочтительно путем задания скорости прохождения атмосферы через открытые поверхности литейного колодца по меньшей мере 2 м/с и предпочтительно по меньшей мере 2,5 м/с. Обычно давление в камере (65) близко к атмосферному давлению, а давление в полости (10) ниже атмосферного давления, обычно 0,95 от атмосферного давления. В рамках способа по изобретению в камере (65) поддерживают, благодаря описанным устройствам, содержание кислорода ниже 0,5 объемных % и предпочтительно ниже 0,3 объемных %.
Пример распределителя (7) из способа по изобретению представлен на фиг.3 и 4. Распределитель из способа по изобретению выполнен из ткани, содержащей по существу углерод, он имеет нижнюю поверхность (76), обычно открытую верхнюю поверхность, определяющую отверстие, через которое вводится жидкий металл (71), и стенку практически прямоугольного сечения, обычно практически постоянного, высотой h, обычно практически постоянной, причем стенка содержит две продольные части, параллельные ширине W (720, 721) сляба, и две поперечные части, параллельные толщине Т (730, 731) сляба, причем упомянутые поперечные и продольные части образованы по меньшей мере двумя тканями, первой полужесткой и практически запирающей тканью (77), обеспечивающей поддержание формы распределителя во время разливки, и второй незапирающей тканью (78), обеспечивающей возможность прохождения и фильтрования жидкости, причем первая и вторая ткани связаны друг с другом без нахлестки или внахлестку и без разделяющего их зазора, причем упомянутая первая ткань непрерывно покрывает по меньшей мере 30% поверхности упомянутых частей стенки (720, 721, 730, 731) и расположена таким образом, чтобы жидкая поверхность была в контакте с ней по всему сечению распределителя. В варианте осуществления изобретения сечение стенки распределителя изменяется линейно в зависимости от высоты h, обычно таким образом, чтобы поверхность нижней стороны распределителя была выше или ниже на самое большее 10%, чем поверхность верхней стороны распределителя; таким образом, угол, образованный между поперечными стенками и вертикалью, может доходить приблизительно до 5°. При этом первая и вторая ткани сшиты между собой без нахлестки или внахлестку и без разделяющего их зазора, т.е. в контакте, жидкий металл не может проходить через первую ткань и отклоняться второй тканью, как в случае, например, комбинированного мешка, описанного в заявке WO 99/44719 фиг.2-5. Благодаря поддержке, обеспечиваемой первой тканью, распределитель является полужестким и сильно не деформируется при разливке. В преимущественном варианте осуществления первая ткань имеет такую высоту h1, измеряемую от верхней поверхности по окружности стенки (720, 721, 730, 731), что h1 ≥ 0,3 h и предпочтительно h1 ≥ 0,5 h, где h обозначает суммарную высоту стенки распределителя.
Так как жидкая поверхность находится в контакте с упомянутой первой запирающей тканью, жидкий металл проходит через распределитель лишь под жидкой поверхностью в определенных направлениях каждой части стенки. Предпочтительно, погруженная в жидкий металл высота стенки (720, 721, 730, 731) распределителя (7), покрытая первой тканью, равна по меньшей мере 20%, предпочтительно 40% и предпочтительнее 60% суммарной высоты погруженной стенки.
На фиг.4 изображены дно и продольные части стенки. Дно (76) обычно покрыто первой и/или второй тканью. Преимущественно, первая ткань размещена по меньшей мере в центральной части дна (76) по длине L1 и/или в центральной части продольных частей (720) и (721) по всей высоте h и по длине L2.
Преимущественно, участок поверхности, покрытый первой тканью, составляет от 30 до 90% и предпочтительно от 50 до 80% для продольных частей (720) и (721), и/или от 30 до 70% и предпочтительно от 40 до 60% для поперечных частей (730, 731), и/или от 30 до 100% и предпочтительно от 50 до 80% для дна (76).
Целесообразно, чтобы длина L1 первой ткани, расположенной в дне (76), была больше длины L2 первой ткани, расположенной в части продольных стенок (720) и (721) в контакте с дном.
Авторы настоящего изобретения полагают, что геометрия распределителя позволяет, в частности, повысить качество потока жидкого металла, снизить турбулентности и улучшить распределение температуры.
Первая ткань и вторая ткань преимущественно получают тканьем нити, содержащей по существу углерод. Чрезвычайно целесообразно тканье графитовой нити. Обычно ткани сшиваются друг с другом. Возможно также взамен первой и второй тканей использовать единственную ткань-диффузор, имеющую по меньшей мере две тканых, более или менее плотных зоны.
Целесообразно для облегчения тканья, чтобы содержащая углерод нить была покрыта слоем, облегчающим скольжение. Этот слой может, например, содержать фторсодержащий полимер, такой как Тефлон, или полиамид, такой как ксилон.
Первая ткань является практически запирающей. Обычно речь идет о ткани, имеющей ячейки размером ниже 0,5 мм, предпочтительно ниже 0,2 мм. Вторая ткань является незапирающей и обеспечивает возможность прохождения расплавленного металла. Обычно речь идет о ткани, имеющей ячейки размером от 1 до 5 мм, предпочтительно от 2 до 4 мм. В варианте осуществления изобретения первая ткань покрывает местами вторую ткань, находясь при этом в тесном контакте, так чтобы не оставлять зазор между двумя тканями.
Полученный таким образом сляб затем гомогенизируют до или после необязательной механической обработки для получения формы, которая может быть подвергнута горячей деформации. Сляб механически обрабатывают в виде сляба под прокатку с тем, чтобы затем подвергать его горячей деформации посредством прокатки. Предпочтительно, гомогенизация осуществляется при температуре от 470 до 540°C в течение промежутка времени от 2 до 30 часов.
упомянутый гомогенизированный таким образом сляб под прокатку подвергают горячей и, необязательно, холодной прокатке для получения деформированного изделия, толщина которого составляет по меньшей мере 80 мм. Температура горячей прокатки преимущественно составляет по меньшей мере 350°C и предпочтительно по меньшей мере 400°C. Степень горячей и, необязательно, холодной деформации, т.е. отношение разницы между исходной толщиной до деформации, но после возможной механической обработки, и конечной толщиной и начальной толщины, составляет менее 85% и предпочтительно менее 80%. В варианте осуществления степень деформации в ходе деформации составляет менее 75% и предпочтительно менее 70%.
Полученное таким образом деформированное изделие затем обрабатывают на твердый раствор и закаливают. Температура обработки на твердый раствор преимущественно составляет от 470 до 540°C и предпочтительно от 490 до 530°C, а продолжительность регулируется в зависимости от толщины изделия.
Необязательно, снимают внутренние напряжения упомянутого деформированного, обработанного таким образом на твердый раствор изделия пластической деформацией со степенью деформации по меньшей мере 1%. Целесообразно снимать внутренние напряжения посредством регулируемого растяжения упомянутого деформированного, обработанного таким образом на твердый раствор изделия с постоянным удлинением не менее 1% и предпочтительно от 2 до 5%.
Наконец, изделие, обработанное таким образом на твердый раствор и, необязательно, после снятия внутренних напряжений, подвергают старению. Старение осуществляют в одну или более стадий при температуре, преимущественно составляющей между 130 и 160°C, в течение промежутка времени от 5 до 60 часов. Предпочтительно, после завершения старения получают металлургическое состояние T8, такое как, в частности, T851, T83, T84 или T85.
Полученные способом по изобретению плиты, толщина которых составляет по меньшей мере 80 мм, имеют выгодные свойства.
Среднее логарифмическое усталости полученных способом по изобретению плит с толщиной по меньшей мере 80 мм, измеряемое на полутолщине в направлении TL на гладких образцах по фиг.1a при напряжении максимальной амплитудой 242 МПа, частоте 50 Гц, коэффициенте асимметрии цикла напряжений R=0,1, составляет по меньшей мере 250 000 циклов, преимущественно усталостное свойство получают для полученных способом по изобретению деформированных изделий, толщина которых составляет по меньшей мере 100 мм или предпочтительно по меньшей мере 120 мм или даже по меньшей мере 140 мм.
Плиты по изобретению толщиной по меньшей мере 80 мм обладают также выгодными усталостными свойствами для образцов с отверстием, так усталостный показатель качества IQF, полученный на образцах с отверстием Kt=2,3 по фиг.1б при частоте 50 Гц в окружающем воздухе cо значением R=0,1, составляет по меньшей мере 180 МПа и предпочтительно по меньшей мере 190 МПа в направлении T-L.
Кроме того, полученные способом по изобретению плиты имеют выгодные статические механические характеристики. Так для плит, толщина которых составляет не менее 80 мм, содержащих, в мас.%, Cu: 3,0-3,9; Li: 0,7-1,3; Mg: 0,1-1,0, по меньшей мере один элемент, выбираемый из Zr, Mn и Ti, причем количество упомянутого элемента, если он выбран, составляет от 0,06 до 0,15 мас.% для Zr, от 0,05 до 0,8 мас.% для Mn и от 0,01 до 0,15 мас.% для Ti; Ag: 0-0,7; Zn ≤ 0,25; Si ≤ 0,08; Fe ≤ 0,10; прочие ≤ 0,05 каждый и ≤ 0,15 всего, остальное алюминий, предел текучести, измеренный на четверти толщины в направлении L, составляет по меньшей мере 450 МПа и предпочтительно по меньшей мере 470 МПa, и/или измеренный предел прочности на разрыв составляет по меньшей мере 480 МПa и предпочтительно по меньшей мере 500 МПa, и/или относительное удлинение составляет по меньшей мере 5% и предпочтительно по меньшей мере 6%. Предпочтительно, вязкость разрушения плит по изобретению толщиной по меньшей мере 80 мм, измеренная на четверти толщины, такова, что K1C (L-T) составляет по меньшей мере 25 МПa√м и предпочтительно по меньшей мере 27 МПa√м, K1C (T-L) составляет по меньшей мере 23 МПa√м и предпочтительно по меньшей мере 25 МПa√м, K1C (S-L) составляет по меньшей мере 19 МПa√м и предпочтительно 21 МПa√м.
Плиты по изобретению могут быть выгодно использованы для изготовления конструктивных элементов, предпочтительно конструктивных элементов летательного аппарат (самолета). Предпочтительными конструктивными элементами самолета являются лонжероны, нервюры или шпангоуты фюзеляжа. Изобретение чрезвычайно полезно для деталей сложной формы, получаемых комплексной механической обработкой, используемых, в частности, для изготовления крыльев самолета, а также для любого другого применения, для которого выгодны свойства изделия по изобретению.
Пример
В этом примере получали толстые плиты из сплава AA2050. Слябы из сплава AA2050 отливали полунепрерывной вертикальной разливкой с прямым охлаждением.
Сплав получали в плавильной печи. Для примеров 1-7 использовали смесь KCl/LiCl на поверхности жидкого металла в плавильной печи. Для примеров 8-9 соль в плавильной печи не использовали. Для примеров 8-9 атмосфера в контакте с жидким металлом с содержанием кислорода ниже 0,3 объемных % для всей разливочной установки. Разливочная установка содержала кожух, расположенный над литейным колодцем, позволяющий ограничить содержание кислорода. Для испытаний 8 и 9, кроме того, использовали подсос (101), так что давление в полости (10) было ниже давления в камере (65) и так, что скорость прохождения атмосферы через открытые поверхности литейного колодца составляла по меньшей мере 2 м/с. Содержание кислорода измерялось с помощью оксиметра в ходе разливки. В то же время, содержание водорода в жидком алюминии измерялось с помощью зонда типа AlscanTM с обдувкой азотом. Использовали два типа распределителей жидкого металла. Первый распределитель типа «комбинированный мешок» («Combo Bag»), такой как описанный, например, на фиг.2-6 международной заявки WO99/44719, но выполненный из ткани, содержащей по существу углерод, обозначаемый ниже «распределитель A», а второй распределитель, такой как описанный на фиг.3, обозначаемый ниже «распределитель Б», выполнен из ткани с графитовой нитью.
Условия разливки различных проведенных испытаний приведены в таблице 1.
Условия разливки при различных испытаниях
[мл/100г]
Слябы гомогенизировали в течение 12 часов при 505°C, механически обрабатывали до толщины примерно 365 мм, подвергали горячей прокатке до получения плит конечной толщиной от 154 до 158 мм, обрабатывали на твердый раствор при 504°C, закаливали и снимали внутренние напряжения посредством регулируемого растяжения с постоянным удлинением 3,5%. Полученные таким образом плиты подвергали старению в течение 18 часов при 155°C.
Статические механические свойства и вязкость разрушения характеризовались на четверти толщины. Статические механические свойства и вязкость разрушения приведены в таблице 2.
Механические характеристики
[мм]
МПa
МПa
(L)
(L-T)
МПa√м
(T-L)
МПa√м
(S-L)
МПа√м
Усталостные свойства характеризовались на гладких образцах и образцах с отверстием для некоторых проб, отобранных на полутолщине.
Для усталостных характеристик гладких образцов испытывали четыре образца, схема которых приведена на фиг.1а, на полутолщине и полуширине в направлении TL, причем условия испытания были σ=242 МПa, R=0,1. Некоторые испытания были остановлены после 200 000 циклов, а другие были остановлены после 300 000 циклов.
Для усталостных характеристик с отверстием использовали образец, воспроизведенный на фиг.1б, значение Kt которого составляет 2,3. Образцы испытывали на частоте 50 Гц в окружающем воздухе со значением R=0,1. Соответствующие кривые Велера представлены на фиг.6a и 6б. Рассчитывали усталостный показатель качества IQF.
Результаты испытаний на усталость
IQF (МПa), 50% разрыв при 100 000 циклов
логарифмическое
Сочетание содержания водорода ниже 0,4 мл/100г, измеренного над жидкой поверхностью содержания кислорода ниже 0,3 объемных % и распределителя Б позволяет достигнуть высокого уровня усталостных характеристик. Эти результаты представлены на фиг.5. Стрелки, размещенные над некоторыми точками, указывают на то, что речь идет о минимальном значении, поскольку испытание не продолжали до разрыва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674790C1 |
| ПОЛУФАБРИКАТ ИЗ АЛЮМИНИЕВОГО СПЛАВА С УЛУЧШЕННОЙ МИКРОПОРИСТОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2590744C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| ПРОДУКТ ИЗ Al-Cu-Li СПЛАВА, ПРИГОДНЫЙ ДЛЯ ПРИМЕНЕНИЯ В АВИАЦИИ И КОСМОНАВТИКЕ | 2013 |
|
RU2627085C2 |
| ПРОДУКТ ИЗ Al-Cu-Li СПЛАВА, ПРИГОДНЫЙ ДЛЯ ПРИМЕНЕНИЯ В АВИАЦИИ И КОСМОНАВТИКЕ | 2008 |
|
RU2481412C2 |
| ПРОДУКТ ИЗ ДЕФОРМИРУЕМОГО АЛЮМИНИЕВОГО СПЛАВА СЕРИИ АА7000 И СПОСОБ ПРОИЗВОДСТВА УПОМЯНУТОГО ПРОДУКТА | 2006 |
|
RU2413025C2 |
| МЕДНЫЙ СПЛАВ | 2005 |
|
RU2383641C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕКСТУРИРОВАННЫХ СТАЛЬНЫХ ЛЕНТ ИЛИ ЛИСТОВ ДЛЯ ПРИМЕНЕНИЯ В ЭЛЕКТРОТЕХНИКЕ | 2012 |
|
RU2572919C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОДУКТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СЕРИИ АА2000 | 2007 |
|
RU2443798C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА-ПЛИТЫ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 2ХХХ, ИМЕЮЩЕГО УЛУЧШЕННОЕ СОПРОТИВЛЕНИЕ УСТАЛОСТНОМУ РАЗРУШЕНИЮ | 2019 |
|
RU2763430C1 |
Изобретение относится к прокатным изделиям из алюминиево-медно-литиевых сплавов, которые могут быть использованы для производства конструкционных элементов. Способ изготовления плиты толщиной по меньшей мере 80 мм включает получение ванны жидкого металла из сплава, содержащего, мас.%: Cu 2,0-6,0; Li 0,5-2,0; Mg 0-1,0; Ag 0-0,7; Zn 0-1,0 и по меньшей мере один элемент, выбранный из группы Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутых элементов составляет от 0,05 до 0,20 Zr, от 0,05 до 0,8 Mn, от 0,05 до 0,3 Cr, от 0,05 до 0,3 Sc, от 0,05 до 0,5 Hf и от 0,01 до 0,15 Ti, Si ≤ 0,1; Fe ≤ 0,1; примеси ≤ 0,15 в сумме и ≤ 0,05 каждой, остальное - алюминий, при этом содержание водорода в ванне поддерживают ниже 0,4 мл/100 г, а содержание кислорода, измеренное над поверхностью расплава, ниже 0,5 об.%, полунепрерывную вертикальную разливку с использованием распределителя, выполненного из углеродной ткани, гомогенизацию сляба до или после необязательной механической обработки, горячую прокатку и, необязательно, холодную прокатку для получения плиты, толщина которой составляет по меньшей мере 80 мм, обработку на твердый раствор и закалку, необязательно, снятие внутренних напряжений посредством пластической деформации со степенью деформации по меньшей мере 1%. Изобретение направлено на повышение свойств толстых плит. 3 н. и 13 з.п. ф-лы, 6 ил., 3 табл., 1 пр.
1. Способ изготовления плиты из алюминиево-медно-литиевого сплава толщиной по меньшей мере 80 мм, включающий этапы, на которых:
(a) получают ванну жидкого металла из сплава, содержащего, мас.%: Cu 2,0-6,0; Li 0,5-2,0; Mg 0-1,0; Ag 0-0,7; Zn 0-1,0 и по меньшей мере один элемент, выбранный из группы Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутых элементов составляет от 0,05 до 0,20 Zr, от 0,05 до 0,8 Mn, от 0,05 до 0,3 Cr, от 0,05 до 0,3 Sc, от 0,05 до 0,5 Hf и от 0,01 до 0,15 Ti, Si ≤ 0,1; Fe ≤ 0,1; примеси ≤ 0,15 в сумме и ≤ 0,05 каждой, остальное - алюминий,
(b) осуществляют полунепрерывную вертикальную разливку сплава с получением сляба толщиной Т и шириной W, при этом содержание водорода в упомянутой ванне жидкого металла (1) поддерживают ниже 0,4 мл/100 г, а содержание кислорода, измеренное над поверхностью расплава, ниже 0,5 об.%,
причем разливку осуществляют с использованием распределителя, выполненного из углеродной ткани, имеющего нижнюю поверхность (76), верхнюю поверхность, ограничивающую отверстие (71), через которое вводят жидкий металл, и стенку прямоугольного сечения, причем стенка содержит две продольные части (720, 721), соответствующие ширине сляба W, и две поперечные части (730, 731), соответствующие толщине сляба Т, причем упомянутые поперечные и продольные части образованы двумя тканями, первой полужесткой и запирающей тканью (77), обеспечивающей поддержание формы распределителя во время разливки, и второй незапирающей тканью (78), обеспечивающей возможность прохождения и фильтрования жидкого металла, причем упомянутые первая и вторая ткани связаны друг с другом без нахлестки или внахлестку и без разделяющего их зазора, причем первая ткань покрывает непрерывно по меньшей мере 30% поверхности упомянутых частей стенки (720, 721, 730, 731) и расположена таким образом, чтобы поверхность жидкого металла находилась в контакте с ней по всему сечению,
(c) гомогенизируют упомянутый сляб до или после необязательной механической обработки для получения сляба под прокатку,
(d) подвергают упомянутый гомогенизированный сляб под прокатку горячей и, необязательно, холодной прокатке для получения плиты, толщина которой составляет по меньшей мере 80 мм,
(e) обрабатывают на твердый раствор и закаливают упомянутую плиту,
(f) необязательно, снимают внутренние напряжения обработанной на твердый раствор плиты посредством пластической деформации со степенью деформации по меньшей мере 1%,
(g) подвергают старению упомянутую плиту, обработанную на твердый раствор, и, необязательно, со снятыми внутренними напряжениями.
2. Способ по п.1, в котором содержание кислорода в атмосфере, находящейся в контакте с ванной жидкого металла в плавильной печи, во время дегазации и фильтрования, поддерживают ниже 0,5 об.%, предпочтительно в котором содержание кислорода в атмосфере, находящейся в контакте с ванной жидкого металла, поддерживают ниже 0,5 об.% во всей разливочной установке.
3. Способ по п.1 или 2, в котором поверхность жидкого металла при затвердевании (14, 15) закрывают крышкой (62), причем упомянутая крышка содержит уплотнения (61) для обеспечения герметичности с разливочным столом (32), а в образованную между крышкой и разливочным столом камеру (65) подают инертный газ (9) и посредством насоса (101) поддерживают подсос в литейном колодце (10) таким образом, чтобы давление в полости (10) было ниже давления в камере (65).
4. Способ по любому из пп.1-3, в котором этап (b) проводят без использования расплавленной литийсодержащей соли.
5. Способ по любому из пп.1-4, в котором высота h1 первой ткани, измеряемая от верхней поверхности стенки (720, 721, 730, 731), равна h1 ≥ 0,3 h, предпочтительно h1 ≥ 0,5 h, где h - высота стенки распределителя.
6. Способ по любому из пп.1-5, в котором при осуществлении разливки сплава высота погруженной в жидкий металл стенки (720, 721, 730, 731) распределителя (7), покрытой первой тканью, составляет по меньшей мере 20%, предпочтительно 40%, более предпочтительно 60%, от суммарной высоты погруженной в расплав стенки.
7. Способ по любому из пп.1-6, в котором участок поверхности стенки, покрытый первой тканью, составляет от 30 до 90%, предпочтительно от 50 до 80% для продольных частей стенки (720, 721) и/или от 30 до 70%, предпочтительно от 40 до 60% для поперечных частей стенки (730, 731), и/или от 30 до 100%, предпочтительно от 50 до 80% для нижней поверхности распределителя (76).
8. Способ по любому из пп.1-7, в котором степень деформации во время этапа (d) ниже 85%, предпочтительно ниже 80%.
9. Способ по любому из пп.1-8, в котором сплав содержит, мас.%: Cu 3,0-3,9; Li 0,7-1,3; Mg 0,1-1,0; по меньшей мере один элемент, выбранный из группы Zr, Mn и Ti, причем количество упомянутых элементов составляет от 0,06 до 0,15 Zr, от 0,05 до 0,8 Mn и от 0,01 до 0,15 Ti; Ag: 0-0,7; Zn ≤ 0,25; Si ≤ 0,08; Fe ≤ 0,10; примеси ≤ 0,15 в сумме и ≤ 0,05 каждой, остальное – алюминий.
10. Плита из алюминиево-медно-литиевого сплава толщиной по меньшей мере 80 мм, полученная способом по любому из пп.1-9, причем упомянутый сплав содержит, мас.%: Cu 2,0-6,0; Li 0,5-2,0; Mg 0-1,0; Ag 0-0,7; Zn 0-1,0 и по меньшей мере один элемент, выбранный из группы Zr, Mn, Cr, Sc, Hf и Ti, причем количество упомянутых элементов составляет от 0,05 до 0,20 Zr, от 0,05 до 0,8 Mn, от 0,05 до 0,3 Cr, от 0,05 до 0,3 Sc, от 0,05 до 0,5 Hf и от 0,01 до 0,15 Ti, Si ≤ 0,1; Fe ≤ 0,1; примеси ≤ 0,15 в сумме и ≤ 0,05 каждой, остальное - алюминий, характеризующаяся тем, что в состаренном состоянии ее среднее логарифмическое значение усталости, измеренной на по меньшей мере 4 гладких образцах, отобранных на полутолщине плиты в направлении TL, при напряжении с максимальной амплитудой 242 МПа, частоте 50 Гц, коэффициенте асимметрии цикла напряжений R=0,1, составляет по меньшей мере 250 000 циклов.
11. Плита по п.10, толщина которой составляет по меньшей мере 100 мм и предпочтительно по меньшей мере 120 мм.
12. Плита по любому из пп.10 и 11, которая выполнена из алюминиево-медно-литиевого сплава, содержащего, мас.%: Cu 3,0-3,9; Li 0,7-1,3; Mg 0,1- 1,0, по меньшей мере один элемент, выбранный из группы Zr, Mn, Ti, причем количество указанных элементов составляет от 0,06 до 0,15 Zr, от 0,05 до 0,8 Mn и от 0,01 до 0,15 Ti; Ag: 0-0,7; Zn ≤ 0,25; Si ≤ 0,08; Fe ≤ 0,10; примеси ≤ 0,15 в сумме и ≤ 0,05 каждой, остальное – алюминий, и имеет предел текучести, измеренный на четверти толщины в направлении L, по меньшей мере 450 МПа, предпочтительно по меньшей мере 470 МПа.
13. Плита по любому из пп.10-12, которая имеет вязкость разрушения, измеренную на четверти толщины, K1C (L-T), которая составляет по меньшей мере 25 МПa√м, предпочтительно по меньшей мере 27 МПa√м, K1C (T-L) - по меньшей мере 23 МПa√м, предпочтительно по меньшей мере 25 МПa√м, и K1C (S-L) - по меньшей мере 19 МПa√м, предпочтительно по меньшей мере 21 МПa√м.
14. Плита по любому из пп.10-13, у которой усталостный показатель качества IQF, получаемый на образцах с отверстием Kt=2,3 при частоте 50 Гц в окружающем воздухе со значением R=0,1, составляет по меньшей мере 180 МПa и предпочтительно по меньшей мере 190 МПa, в направлении T-L.
15. Плита по любому из пп.10-14, алюминиевый сплав которой является сплавом AA2050.
16. Применение плиты по любому из пп.10-15 для изготовления элемента конструкции летательного аппарата, в частности лонжерона, нервюры или шпангоута фюзеляжа.
| АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВЫЙ ЛИСТ С ВЫСОКОЙ ВЯЗКОСТЬЮ РАЗРУШЕНИЯ ДЛЯ ФЮЗЕЛЯЖА САМОЛЕТА | 2006 |
|
RU2415960C2 |
| US 2012152415 A1, 21.06.2012 | |||
| US 5383986 A1, 24.01.1995 | |||
| US 6270717 B1, 07.08.2001 | |||
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2180930C1 |

