Изобретение относится к способам деформационно-термической обработки материалов и может применяться для получения заготовок материалов в наноструктурном состоянии и высоким уровнем физико-механических свойств материала, который может быть использован в авиастроении, в машиностроении, двигателестроении, в медицине и т.д.
Предложенный способ и устройство позволяют получать наноструктурное состояние в титане технической чистоты с помощью интенсивной пластической деформации (ИПД) и прокатке на прокатном стане.
Известен способ изготовления прямоугольных поковок путем свободного осаживания слитков с последующими обжатиями для получения плоских граней (И.П.Тарновский, В.Н.Трубин, М.Г.Златкин. Свободная ковка в прессах. - М.: Машиностроение, 1967, с.222-242).
Известен способ механической обработки титановых заготовок многократной прокаткой или экструдированием (Цвиккер У. Титан и его сплавы. Перевод с немецкого. - М.: Металлургия, 1979, с.512), существенно улучшающий механические свойства за счет создания в материале субструктуры.
Известен способ обработки титановых заготовок (А.с. СССР № 1737920, МПК C22F 1/18, опубл. 15.12.94), заключающийся в деформировании материала при температуре смены механизма гомогенной деформации первичным двойникованием на механизм гетерогенной деформации послойным течением.
Известен способ получения титановых заготовок с ультрамелкозернистой (УМЗ) структурой (патент RU № 2175685, C22F 1/18, опубл. 10.11.2001), включающий пластическую деформацию в пересекающихся вертикальном и горизонтальном каналах при определенной температуре, после чего осуществляют термомеханическую обработку. Данный способ позволяет получать объемные титановые заготовки с УМЗ структурой.
Известен способ деформирования заготовок в пересекающихся каналах (патент RU № 2139164, B21J 5/00, C21D 7/00, опубл. 10.10.1999). В данном способе интенсивное деформирование заготовки производится с подпором в ступенчатом горизонтальном канале, что позволяет повысить прочностные характеристики и качество поверхности заготовок за счет дополнительной смазки.
Известен способ и устройство (патент US 5400633, В21С 23/00, В21С 23/21, В21С 23/00, опубл. 28.03.1995), в котором ИПД заготовки происходит в равных по площади поперечного сечения каналах под прямым углом.
К общему недостатку способов и устройств, касающихся равноканального углового прессования, связанного с механической схемой деформирования, относят трудности переустановки заготовки в вертикальный канал для последующих циклов из-за одинаковых по площади размеров каналов и заготовки (сложно без дополнительной механической обработки переустановить заготовку и качественно нанести смазку). Известные способы обработки материалов деформацией, описанные выше, дорогостоящие и могут содержать большой процент отходов. К общему недостатку способов и устройств равноканального углового прессования относится и существенная неравномерность распределения плотности материала в концевых частях заготовки, что не обеспечивает структурного однородного состояния вещества во всем объеме. Кроме этого требуется применение мощного прессового оборудования.
Наиболее близким к предлагаемому изобретению является способ получения заготовок шестигранной формы с нанокристаллической структурой и устройство для деформационной обработки при осуществлении этого способа (заявка RU № 2008110431; C21D 7/10, C22F 1/00, B21J 5/00, 13/02, В82В 3/00; опубл. 27.09.2009 г.; положительное решение от 20.08.2009 г.), в котором приведен способ деформационной обработки материалов, включающий последовательное по циклам деформирование исходной заготовки сжатием ее по высоте в полости устройства для деформационной обработки с обеспечением пластического течения материала заготовки в двух противоположных направлениях, не совпадающих с направлением деформационного усилия, и получением заготовки с боковыми гранями, при этом каждый цикл деформирования включает размещение заготовки в полости устройства для деформационной обработки, ее деформирование, извлечение заготовки из полости указанного устройства и переустановку заготовки для осуществления следующего цикла. При этом деформирование заготовки осуществляют с обеспечением пластического течения ее материала равномерно в двух противоположных направлениях по оси, перпендикулярной к направлению прилагаемого деформационного усилия.
Устройство для деформационной обработки материалов содержит верхнюю рабочую часть с полостью и верхний пуансон, при этом оно снабжено нижним пуансоном, а полость нижней рабочей части выполнена из двух частей с прямоугольным сечением и двумя расположенными сверху подпорами клиновидной формы, выполненных с обеспечением площади входных поперечных сечений горизонтальной части полости, которая на 3-20% меньше площади поперечного сечения верхней вертикальной части полости.
Основным недостатком данного изобретения является то, что при реализации способа и устройства не вполне удается добиться однородного наноструктурного материала, так как происходит динамическая полигонизация и рекристаллизация, хотя сравнение структуры в поперечном и продольном сечениях демонстрирует отсутствие заметной анизотропии формы зерен.
Данный способ и устройство позволяют за счет ИПД получать ультрамелкозернистую структуру, однако полученного уровня механических свойств материала недостаточно для изготовления ответственных конструкций.
Задачей изобретения является создание способа и устройства, обеспечивающих более технологичное и менее затратное получение однородного объемного материала в наноструктурном состоянии с улучшенным уровнем механических свойств.
Поставленная задача решается тем, что способ получения титановых заготовок многогранной и круглой формы в наноструктурном состоянии включает последовательное по циклам деформирование заготовки ее сжатием по высоте в полости устройства для деформационной обработки с обеспечением пластического течения материала в двух противоположных направлениях перпендикулярно к направлению деформирующего усилия с получением заготовки с боковыми гранями и далее многоходовую механическую обработку заготовки на прокатном стане. Каждый цикл деформирования включает размещение заготовки в полости устройства для деформационной обработки, образованной пересекающимися верхней вертикальной и нижней горизонтальной частями, ее деформирование, извлечение заготовки из указанной полости и перестановку для осуществления следующего цикла путем поворота ее на 90°, причем деформирование осуществляют путем сжатия заготовки по высоте в указанных пересекающихся перпендикулярно друг другу верхней вертикальной и нижней горизонтальной частях полости с обеспечением пластического течения материала заготовки в двух противоположных направлениях по оси, перпендикулярной направлению прилагаемого деформационного усилия с ограничением деформации заготовки стенками нижней горизонтальной части полости, сверху которой расположены два подпора клиновидной формы с углами при вершине 70-75°, выполненные с обеспечением площадей входных поперечных сечений нижней горизонтальной части полости, которые на 3-20% меньше площади поперечного сечения верхней вертикальной части полости. Новым является то, что деформирование осуществляют через упомянутые подпоры клиновидной формы, углы которых при вершине клиньев закруглены радиусом 0,2 от диаметра окружности, вписанной в нижнюю горизонтальную часть полости, при этом боковые торцы нижней горизонтальной части полости устройства для деформационной обработки снабжают закругленными по внутренним краям пуансонами-вкладышами.
При деформировании заготовок используют боковые пуансоны-вкладыши, которые имеют толщину 0,2 от высоты нижней горизонтальной части полости и закругленные сверху и снизу внутренние края с радиусом 0.2 от диаметра окружности, вписанной в нижнюю горизонтальную часть полости.
Многоходовую ступенчатую обработку на прокатном стане осуществляют на валках с ручьями многогранной и полукруглой форм, выполненных с уменьшением размеров площадей поперечных сечений ручьев на 8-10% при переходе от ручья к ручью.
Прокатку проводят с регулярным разворотом заготовки на 180°.
Дополнительно проводят дорекристализационный отжиг заготовок при температуре 300-330°С в течение 1,0-1,5 часа.
Поставленная задача решается также тем, что устройство для деформационной обработки титановых заготовок содержит рабочую часть с полостью в виде пересекающихся верхней вертикальной и нижней горизонтальной частей, нижний и верхний пуансоны, причем сверху нижней горизонтальной части полости расположены два подпора клиновидной формы с углами при вершине 70-75°, выполненные с обеспечением площадей входных поперечных сечений нижней горизонтальной части полости на 3-20% меньше площади поперечного сечения верхней вертикальной части полости. Новым является то, что оно снабжено пуансонами-вкладышами, расположенными на боковых торцах нижней горизонтальной части полости и выполненными закругленными по внутренним краям, а углы подпоров клиновидной формы при вершинах клиньев закруглены радиусом 0,2 от диаметра окружности, вписанной в нижнюю горизонтальную часть полости.
Для свободного освобождения заготовок оно выполнено разборным с боковыми пуансонами-вкладышами.
Боковые пуансоны-вкладыши имеют толщину 0,2 от высоты нижней горизонтальной части полости, при этом их внутренние края закруглены сверху и снизу радиусом 0,2 от диаметра окружности, вписанной в нижнюю горизонтальную части полости.
Сущность изобретения заключается в следующем: предлагаемые способ и устройство позволяют осуществлять деформацию заготовок, имеющих первоначально различную геометрическую форму. Размещение заготовки в пресс-форме осуществляют таким образом, что при деформировании заготовка находится в замкнутом пространстве и подпор ее боковых граней в верхней части устройства осуществляется четырьмя гранями. Деформационная обработка включает последовательное циклическое деформирование заготовки сжатием по высоте в замкнутом пространстве устройства таким образом, что пластическое течение материала заготовки происходит в 2-х противоположных направлениях под углом 90° к направлению деформирующего усилия. Предлагаемое устройство имеет в нижней горизонтальной части двухсторонний клиновидной формы подпор с закругленными углами при вершинах 70-75° клиньев и, дополнительно, две боковые с закругленными по внутренним краям пуансоны-вкладыши для формирования при прессовании закругленных боковых торцов заготовки, что значительно облегчает переустановку заготовки для следующего цикла прессования. Все это позволяет производить за один цикл более интенсивную (на 5-8%) величину деформации по сравнению с прототипом, а также уменьшить величину растягивающих напряжений, которые могут приводить к образованию боковых трещин.
Кроме того, учитывая, что площадь поперечного сечения горизонтальной полости на 3-20% меньше, чем площадь поперечного сечения вертикальной полости, а боковые пуансоны-вкладыши помогают сформировать торцы заготовки закругленными, за счет этого существенно улучшается технологичность процесса прессования, т.к. нет необходимости дополнительной механической обработки заготовки для осуществления следующего шага прессования, что экономит время и материальные затраты. Наличие закругленных углов у клиновидных подпоров способствуют более плавному пластическому деформированию заготовок при прохождении клиновидных подпоров и требует меньших усилий пресса. Такого результата удается получить благодаря работе на современном прессе Мис-6000, управляемом компьютером и позволяющем фиксировать во времени степень деформации от прилагаемых усилий.
При переустановке заготовки для последующего этапа прессования осуществляется поворот заготовки вокруг продольной оси на 90° и разворот на 180°.
После первого цикла деформирования заготовка приобретает прямоугольную форму с закругленными торцами и готова для последующих циклов деформирования. Степень деформации в каждом отдельном цикле можно изменять за счет изменения высоты нижнего пуансона. Удаление деформируемой заготовки производят с помощью выталкивателя без разбора пресс-формы.
Данный способ позволяет получать за счет ИПД ультрамелкозернистую структуру обрабатываемого материала заготовки со средним размером зерна не более 0,2 мкм, что положительно сказывается на прочностных характеристиках материала. Для получения наноструктурного состояния материала заготовки, проводят прокатку заготовок на валках с ручьями многогранной и полукруглой форм разного размера, что позволяет при малой степени деформации добиться упрочнения материала заготовки. Прокатку заготовок проводят при комнатной температуре. Величина конечной деформации может достигать 90%. В результате получаются упрочненные заготовки в виде прутков многогранной и круглой форм.
Предлагаемое изобретение иллюстрируется чертежами.
На фиг.1 представлен общий вид устройства и заготовки.
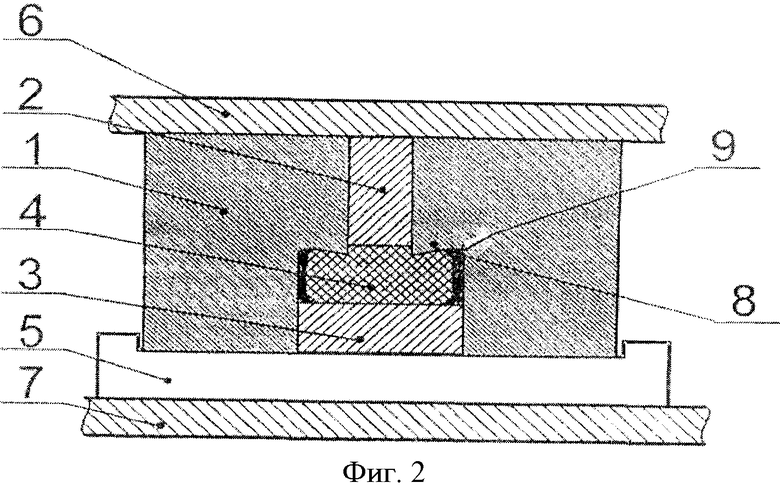
На фиг.2 представлен общий вид устройства и заготовки после деформации.
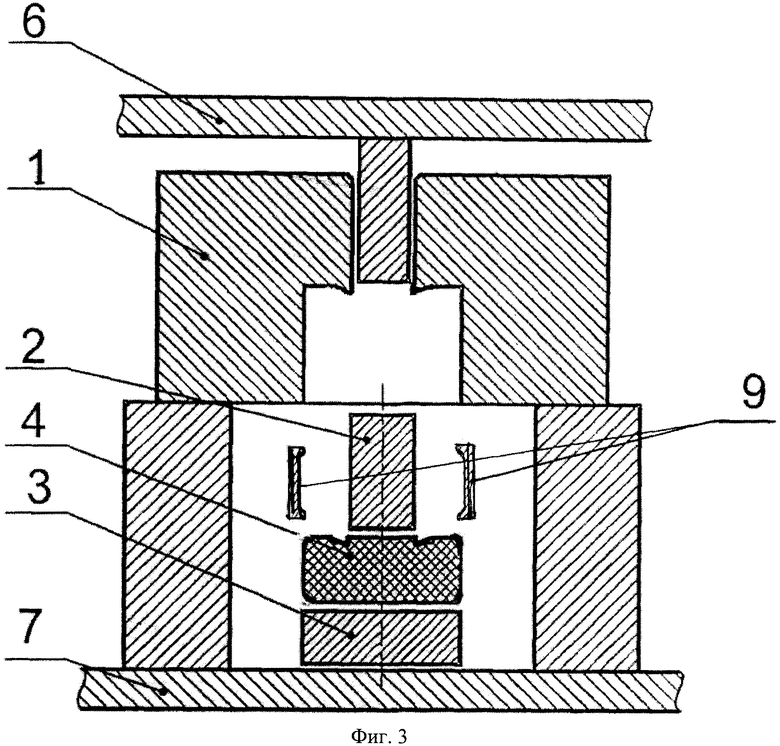
На фиг.3 показано извлечение заготовки из пресс-формы.
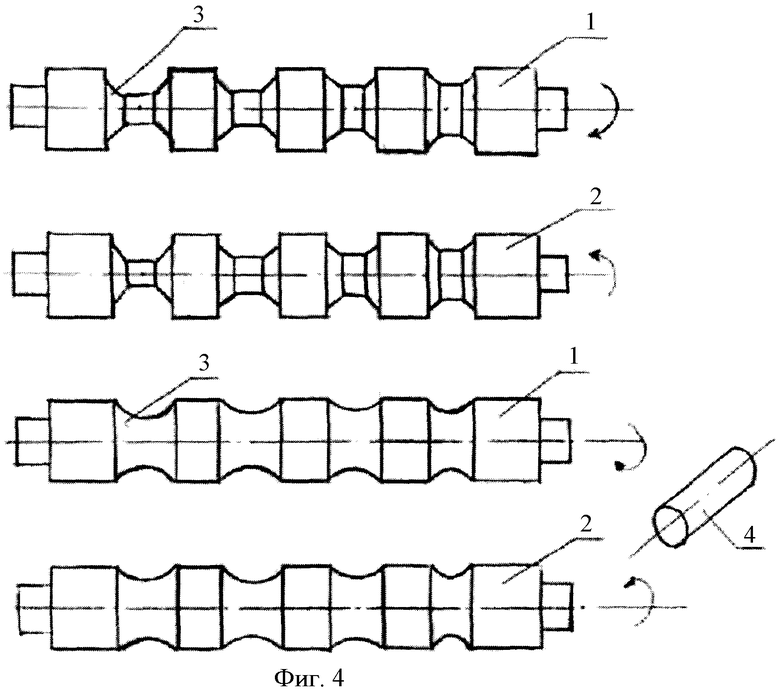
На фиг.4 показаны валки с ручьями многогранной и круглой форм разного размера.
Представленное на фиг.1 устройство состоит из верхней и нижней частей полости (1) устройства, верхнего (2) и нижнего (3) пуансонов, между которыми помещена заготовка (4), основания устройства (5), верхней (6) и нижней (7) плит пресса. Цифрой (8) обозначены подпоры клиновидной формы с закругленными углами при вершинах клиньев. Цифрой (9) обозначены расположенные по торцам горизонтальной полости два пуансона-вкладыша с закругленными внутренними краями. Использование подпоров клиновидной формы при прессовании позволяет увеличить степень деформации заготовок на 5-8%. Выбор размеров поперечных сечений площадей клиновидных подпоров 3-20% обусловлен пластичностью используемых материалов. Для сплавов с высокой пластичностью целесообразно соотношение площадей поперечных сечений выбирать по нижней границе интервала 3-20% для обеспечения эффективного подпора. Из нашего опыта стало известно, что для титана ВТ1-0 оптимальным является 5% подпор. Из фиг.1 видно, что полость рабочей части выполнена таким образом, что, по крайней мере, начиная со второго цикла деформации, четыре грани деформируемой заготовки соприкасаются с верхней частью полости, а с нижней частью полости заготовка соприкасается двумя гранями.
На фиг.2 показано совмещение деформации нижней части заготовки в стесненных условиях и деформации ее верхней части в горизонтальную полость под углом 90°. При прохождении заготовки через клиновидные закругленные подпоры происходит более интенсивная пластическая деформация сдвига в области пересечения каналов, что существенно ускоряет измельчение структуры материала заготовки по всему объему, а это позволяет сократить число циклов прессования заготовки и, следовательно, уменьшить материальные затраты.
На фиг.3 представлено устройство для извлечения заготовки после деформации. Устройство устанавливается на кольцо-приемник, в которое выталкивателем выдавливаются заготовка (4), пуансоны (2), (3) и пуансоны-вкладыши (9). Наличие внутренних закругленных краев у пуансонов-вкладышей облегчает освобождение заготовки из пресс-формы и не деформирует торцы заготовки при извлечении (торцы пуансонов обильно смазываются смазкой).
На фиг.4. показаны валки для прокатки с ручьями многогранной и полукруглой форм,
где 1, 2 - цилиндрические валки для прокатки;
3 - многогранные и полукруглые ручьи на валках разных размеров;
4 - заготовка, получаемая после прокатки.
Способ осуществляется следующим образом.
Устройство помещается на основание и разогревается в муфельной печи до заданной температуры. Затем в устройство помещается заготовка и также нагревается до заданной температуры в течение 6-8 минут.
Соотношение высоты заготовки к ее диаметру (толщине) может достигать 4-5. Большее соотношение приводит к потере устойчивости заготовки при прессовании (заготовка гнется). Для равномерного прогрева заготовка при каждом цикле нагревалась с одной и той же скоростью. Скорость нагрева рассчитывалась по эмпирической формуле Доброхотова Н.Н.
t=кD3/2,
где t - время нагрева, ч; D - диаметр (толщина) заготовки, к - коэффициент, равный 12,5 для низкоуглеродистой стали и 25 для высоколегированной стали (Технология конструкционных материалов. - М.: Машиностроение, 1976, с.664). Затем заготовку подвергают интенсивной пластической деформации в полости устройства. Далее заготовка извлекается из полости устройства и переустанавливается путем поворота на 90°. Последовательность операций прессования осуществляется 3-4 раза при каждой температуре.
Таким образом, предложенные способ и устройство позволяют за счет совмещения метода свободной ковки в стесненных условиях и метода равноканального углового прессования при многократном цикле получать большую степень деформации и, соответственно, большую степень однородности при измельчении получаемой структуры.
Изобретение поясняется следующим примером.
Заготовку из технически чистого титана марки ВТ1-0 в виде прутка диаметром 20 мм и высотой 42 мм с равномерной мелкозернистой структурой со средним размерам зерна около 10 мкм подвергают ИПД по описанному выше способу. Пластическую деформацию на прессе проводят при последовательном понижении температуры в интервале 450-350°С. Заготовку выдерживают при заданной температуре 6-8 мин. При расчете скорости нагрева коэффициент к был принят равным 25, так как удельная теплоемкость титана в указанном интервале температур близка к высоколегированным сталям.
Нагретое устройство вместе с заготовкой и основанием помещают между верхней и нижней плитами пресса Мис-6000. Затем заготовку подвергают деформированию со скоростью 1 мм/с. По окончании процесса деформирования устройство устанавливают на кольцо-приемник, в которое посредством выталкивателя извлекают заготовку и пуансоны. Далее заготовку переустанавливают в полость устройства путем поворота на 90° для следующего шага прессования. Размер и объем рабочей полости можно регулировать с помощью размеров нижнего пуансона.
При одной и той же температуре заготовку деформируют 3-4 раза со сменой оси деформации. Накопленная логарифмическая степень деформации достигает е≥7. После деформационной обработки заготовки из технически чистого титана марки ВТ1-0 с помощью предлагаемого устройства получают материал заготовки с субмикрокристаллической структурой со средним размером зерна не более 0,2 мкм. Использование закругленных клиновидных подпоров при ИПД заготовки в полость устройства в двух противоположных направлениях позволяет уменьшить число циклов прессования на 15-25%, что позволяет сократить временные и материальные затраты. При прессовании необходимо тщательно смазывать рабочие полости устройства для избегания появления задиров на поверхности заготовки. Наличие закруглений у клиновидных подпоров в горизонтальном канале устройства существенно не только облегчает процесс ИПД заготовки, но и процесс смазки рабочих поверхностей полости. Наличие двух дополнительных пуансонов-вкладышей позволяет получать заготовку после прессования с торцами закругленной формы, сразу же пригодными для следующих циклов прессования (без дополнительной механической обработки, как в случае прототипа), что делает процесс более дешевым, быстрым и технологичным.
После окончания ИПД заготовку извлекают из пресс-формы и охлаждают до комнатной температуры, а затем подвергают холодной многоступенчатой прокатке на прокатном стане на валках с ручьями многогранной и полукруглой форм разного размера. Размеры площадей многогранных и полукруглых ручьев рассчитаны так, чтобы обеспечивался плавный переход по степени деформации при переходе от большего размера ручья к меньшему размеру ручья. Только холодная прокатка с небольшой степенью обжатия на каждом шаге позволяет более тщательно измельчать структуру материала заготовки. Прокатку необходимо проводить с регулярным поворотом заготовки вокруг продольной оси на 90° и с разворотом на 180 о. На этом этапе зерна материала заготовки дополнительно измельчаются примерно до 0,1 мкм и они имеют в большинстве большеугловые границы. Для предотвращения преждевременного разрушения материала заготовки при прокатке степень обжатия за один проход экспериментально подбирается таким образом, чтобы не допустить формирования магистральных трещин в материале заготовки. Количество проходов определяется требуемой степенью деформации материала заготовки (может достигать до 85-90%). Фактически прокатку приходится проводить при очень малых степенях обжатия, начиная с первого цикла прокатки. Только в таком случае, как показала практика, при прокатке можно не проводить промежуточных термообработок, хотя они и способствуют снижению остаточных напряжений. Использование специально сконструированных валков с многоугольными и полукруглыми ручьями со специально рассчитанными размерами позволяет получать более интенсивную деформацию за один проход, так как обжатие заготовки происходит одновременно со всех сторон, что приводит к существенному упрочнению материала заготовки по сравнению с прототипом. За счет этого удается сократить количество циклов прокатки и, следовательно, уменьшить энергоемкость процесса. В результате ИПД и холодной прокатки при малых степенях обжатия удается получить материалы в наноструктурном состоянии, которые обладают высокими прочностными характеристиками с сохранением технологической пластичности.
Существенным недостатком полученных материалов является то, что они находятся в сильно напряженном состоянии. Для снятия внутренних напряжений авторами отработана оптимальная схема отжига полученных заготовок. Для этого были проведены многопараметрические исследования по влиянию времени и температуры отжига на механические свойства материалов. Оказалось, что оптимальные результаты получаются при температурах отжига 300-330° и времени отжига 1.0-1,5 часа. При таком оптимальном отжиге удается сохранить высокие прочностные характеристики материалов при сохранении достаточной пластичности.
По окончании описанных выше процедур провели контроль структуры и физико-механических свойств полученных многоугольных и круглых заготовок в виде прутков.
Механические характеристики титана ВТ1-0 после ИПД, прокатки и отжига представлены в таблице.
Таким образом, предложенные способ и устройство позволяют получить заготовки многогранных и круглых форм в наноструктурном состоянии с улучшенными механическими свойствами, а также позволяют сократить временные и энергетические затраты на их производство за счет уменьшения количества проходов при прессовании и прокатке с использованием специальных валков с многогранными и полукруглыми ручьями разных размеров и форм, а применение оптимального отжига позволяет увеличить технологическую пластичность материала заготовки.
ВТ1-0
(прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ШЕСТИГРАННОЙ ФОРМЫ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ПРИ ОСУЩЕСТВЛЕНИИ ЭТОГО СПОСОБА | 2008 |
|
RU2383632C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2464116C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ СПЛАВОВ С СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2008 |
|
RU2388566C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2277992C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2014 |
|
RU2583551C2 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА С УЛЬТРАМЕЛКОЗЕРНИСТОЙ ИЛИ СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2334582C2 |
| СПОСОБ ШТАМПОВКИ ЗАГОТОВОК ИЗ НАНОСТРУКТУРНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2382686C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при получении заготовок многогранной и круглой форм в наноструктурном состоянии с высоким уровнем физико-механических свойств материала. Способ включает последовательное по циклам деформирование заготовки. Получают заготовки с боковыми гранями. Далее проводят многоходовую механическую обработку заготовки на прокатном стане. Каждый цикл включает размещение заготовки в полости устройства, образованной пересекающимися верхней вертикальной и нижней горизонтальной частями, ее деформирование и извлечение. Затем производят перестановку для осуществления следующего цикла путем поворота заготовки на 90°. Материал заготовки течет в двух противоположных направлениях по оси, перпендикулярной направлению прилагаемого деформационного усилия. Сверху горизонтальной части расположены два подпора клиновидной формы с углами при вершине 70-75°. Деформирование осуществляют через упомянутые подпоры, углы которых при вершине клиньев закруглены радиусом 0,2 от диаметра окружности, вписанной в нижнюю горизонтальную часть полости. Боковые торцы нижней горизонтальной части полости устройства снабжают закругленными по внутренним краям пуансонами-вкладышами. В результате обеспечивается повышение механических свойств материала заготовки. 2 н. и 6 з.п. ф-лы, 4 ил., 1 табл.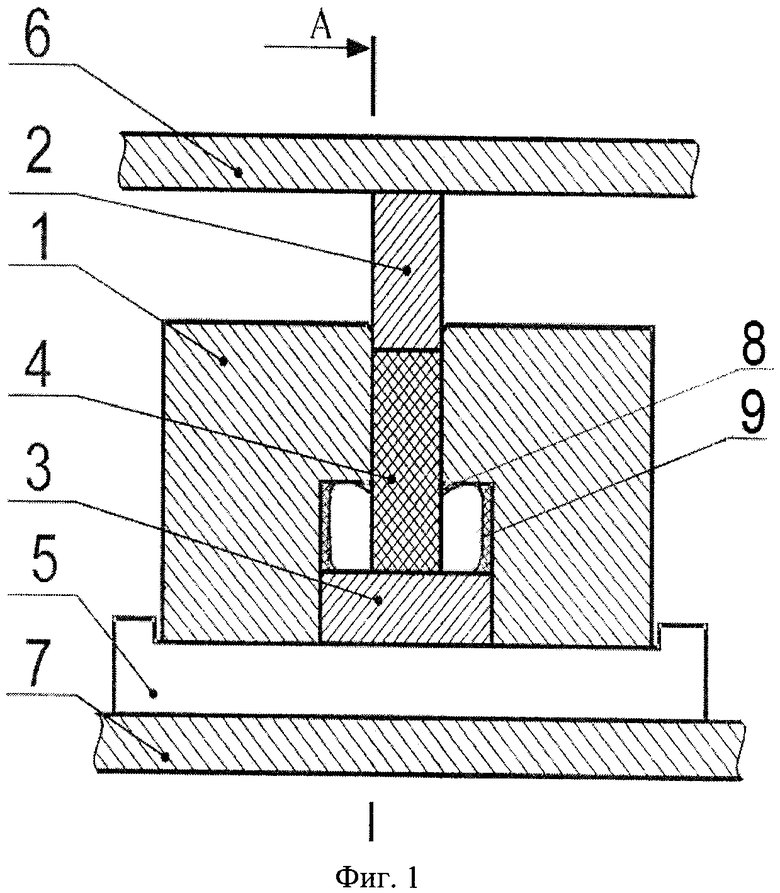
1. Способ получения титановых заготовок многогранной и круглой формы в наноструктурном состоянии, включающий последовательное по циклам деформирование заготовки ее сжатием по высоте в полости устройства для деформационной обработки с обеспечением пластического течения материала в двух противоположных направлениях перпендикулярно направлению деформирующего усилия с получением заготовки с боковыми гранями и далее многоходовую механическую обработку заготовки на прокатном стане, причем каждый цикл деформирования включает размещение заготовки в полости устройства для деформационной обработки, образованной пересекающимися верхней вертикальной и нижней горизонтальной частями, ее деформирование, извлечение заготовки из указанной полости и перестановку для осуществления следующего цикла путем поворота ее на 90°, причем деформирование осуществляют путем сжатия заготовки по высоте в указанных пересекающихся перпендикулярно друг другу верхней вертикальной и нижней горизонтальной частях полости с обеспечением пластического течения материала заготовки в двух противоположных направлениях по оси, перпендикулярной направлению прилагаемого деформационного усилия, с ограничением деформации заготовки стенками нижней горизонтальной части полости, сверху которой расположены два подпора клиновидной формы с углами при вершине 70-75°, выполненные с обеспечением площадей входных поперечных сечений нижней горизонтальной части полости, которые на 3-20% меньше площади поперечного сечения верхней вертикальной части полости, отличающийся тем, что деформирование осуществляют через упомянутые подпоры клиновидной формы, углы которых при вершине клиньев закруглены радиусом 0,2 диаметра окружности, вписанной в нижнюю горизонтальную часть полости, при этом боковые торцы нижней горизонтальной части полости устройства для деформационной обработки снабжают закругленными по внутренним краям пуансонами-вкладышами.
2. Способ по п.1, отличающийся тем, что при деформировании заготовок используют боковые пуансоны-вкладыши, которые имеют толщину 0,2 высоты нижней горизонтальной части полости и закругленные сверху и снизу внутренние края с радиусом 0,2 диаметра окружности, вписанной в нижнюю горизонтальную часть полости.
3. Способ по п.1, отличающийся тем, что многоходовую ступенчатую обработку на прокатном стане осуществляют на валках с ручьями многогранной и полукруглой форм, выполненных с уменьшением размеров площадей поперечных сечений ручьев на 8-10% при переходе от ручья к ручью.
4. Способ по п.1, отличающийся тем, что прокатку проводят с регулярным разворотом заготовки на 180°.
5. Способ по п.1, отличающийся тем, что дополнительно проводят дорекристаллизационный отжиг заготовок при температуре 300-330°С в течение 1,0-1,5 ч.
6. Устройство для деформационной обработки при получении титановых заготовок многогранной и круглой формы в наноструктурном состоянии, содержащее рабочую часть с полостью в виде пересекающихся верхней вертикальной и нижней горизонтальной частей, нижний и верхний пуансоны, причем сверху нижней горизонтальной части полости расположены два подпора клиновидной формы с углами при вершине 70-75°, выполненные с обеспечением площадей входных поперечных сечений нижней горизонтальной части полости на 3-20% меньше площади поперечного сечения верхней вертикальной части полости, отличающееся тем, что оно снабжено пуансонами-вкладышами, расположенными на боковых торцах нижней горизонтальной части полости и выполненными закругленными по внутренним краям, а углы подпоров клиновидной формы при вершинах клиньев закруглены радиусом 0,2 диаметра окружности, вписанной в нижнюю горизонтальную часть полости.
7. Устройство по п.6, отличающееся тем, что для свободного освобождения заготовок оно выполнено разборным с боковыми пуансонами-вкладышами.
8. Устройство по п.6, отличающееся тем, что боковые пуансоны-вкладыши имеют толщину 0,2 высоты нижней горизонтальной части полости, при этом их внутренние края закруглены сверху и снизу радиусом 0,2 диаметра окружности, вписанной в нижнюю горизонтальную часть полости.
| RU 2008110431 А, 27.09.2009 | |||
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2202434C2 |
| US 5400633 A, 28.03.1995 | |||
| US 5513512 A, 07.05.1996. | |||

