Изобретение может быть использовано в машиностроении, авиастроении, медицине и других отраслях промышленности при изготовлении изделий из полуфабрикатов, полученных путем термомеханической обработки, сопровождающейся повышением физико-механических свойств.
Известно большое число способов обработки металлов и сплавов для повышения эксплуатационных характеристик. Многие из них основаны на обработке различными видами пластической деформации в сочетании с термическим воздействием. Одним из таких методов обработки является деформирование заготовок для получения ультрамелкозернистой структуры (УМЗ), обеспечивающей повышение физико-механических свойств в пересекающихся вертикальном и горизонтальном каналах (В.М.Сегал, В.И.Копылов, В.И.Резников. Процессы пластического структурообразования металлов. Минск: Наука и техника, 1994, с.26). Этот способ относится к методам интенсивной пластической деформации (ИПД) и позволяет добиться существенного повышения прочности металлических материалов за счет накопления высоких степеней деформаций сдвига.
Известен способ и устройство (Патент US №5400633, МПК В21С 23/00, 23/21, опубл. 28.03.1995) для деформационной обработки материалов, включающий ИПД путем равноканального углового (РКУ) прессования заготовки без изменения ее поперечного сечения. При продавливании заготовки через два пересекающихся канала с одинаковым поперечным сечением материал в месте пересечения каналов претерпевает деформацию сдвига. Указанную последовательность операций можно осуществлять многократно.
Известен способ обработки титановых заготовок, включающий ИПД заготовки в пересекающихся вертикальном и горизонтальном каналах с подпором в последнем, который осуществляется на начальной и окончательной стадиях процесса деформирования (Патент РФ №2139164, МПК B21J 5/00, опубл. 10.10.99 г.).
Данные способы и устройства имеют ограниченные технические возможности.
К общему недостатку способов и устройств для РКУ прессования, непосредственно связанных с механической схемой деформации, относится значительная неравномерность распределения деформации в концевых частях заготовки, что не обеспечивает однородного структурного состояния во всем объеме, даже в случае многоцикловой обработки.
Известен способ последовательного деформирования материалов по трем осям так называемая «всесторонняя ковка» (Галеев P.M., Валиахметов О.В., Салищев Г.А. Механические свойства титанового сплава ВТ8 с субмикрокристаллической (СМК) структурой. - ФММ, 1990, №10, с.204-206). Схема «всесторонней ковки» основана на использовании многократного повторения операций свободной ковки: осадка-протяжка со сменой оси прилагаемого деформирующего усилия. После такой обработки заготовка приобретает приблизительно исходную форму и размеры.
Недостатком данного способа является то, что коэффициент использования материала не превышает 60-80%.
Использование штамповой оснастки позволяет повысить коэффициент использования материала заготовки до 95-98%.
Известен способ деформационной обработки материалов и устройство для его осуществления (патент РФ №2202434, МПК B21J 5/00, 13/02, C21D 7/00, опубл. 20.04.2003 г.), включающий последовательное по этапам деформирование заготовки сжатием по высоте в полости устройства для деформационной обработки. При этом обеспечивают пластическое течение материала, не совпадающего по направлению с направлением деформационного усилия. На каждом этапе заготовку размещают в полости устройства, деформируют, а затем извлекают из указанной полости и переустанавливают для следующего этапа. По крайней мере, со второго этапа заготовку деформируют с обеспечением пластического течения материала со стороны ее одной боковой грани. Заготовку извлекают из полости при освобождении, по меньшей мере, трех боковых граней. Способ реализуется с помощью устройства, содержащего две рабочие части, одна из которых соединена с траверсой пресса.
Недостатком способа является то, что из-за ассиметричности нагрузки в данной конструкции существует большая вероятность возникновения перекосов, что ведет к образованию задиров, заклиниванию прессового инструмента и быстрому выходу из строя пресс-формы. Кроме того, этот способ деформирования не исключает образования застойных зон в углах и на ребрах заготовки, что приводит к неоднородности структуры.
За прототип предлагаемого изобретения принят способ получения мелкозернистого алюминиевого сплава с использованием деформации по трем осям и представленное в описании способа - устройство (патент US №4721537, МПК C22F 1/04, опубл. 26.01.1988 г.). Способ включает ИПД призматической заготовки путем осуществления последовательных операций сжатия вдоль ее продольной оси. Устройство включает пуансон и матрицу с полостью, имеющей форму прямоугольного параллелепипеда. Заготовку размещают по высоте в центре полости матрицы и деформируют при приложении усилия на пуансон. В результате осуществления высотной деформации в полости, сдерживающей течение материала в направлении одной из поперечных осей заготовки, но обеспечивающей удлинение вдоль другой ее поперечной оси, заготовке придаются исходные форма и размеры в конце сжатия. Затем следует извлечение заготовки из полости матрицы и ее переустановка для выполнения следующей высотной деформации вдоль оси, по которой происходило предшествующее удлинение заготовки. При этом при переустановке заготовки осуществляют ее поворот вокруг продольной оси на 90° так, чтобы деформация осуществлялась в направлении, в котором пластическое течение материала на предыдущем этапе отсутствовало. Указанная последовательность операций может быть повторена многократно для достижения необходимой величины деформации и измельчения структуры материала.
К основным недостаткам способа и устройства относятся следующие.
Во-первых, величина высотной деформации за один этап сжатия составляет 50% или истинной деформации, равной 0,69, и в данной конструкции изменяться не может.
Во-вторых, образование застойных зон в углах и на ребрах заготовки приводит к неоднородности структуры.
В-третьих, односторонняя схема нагружения, в условиях интенсивного трения, приводит к неоднородности напряжений в заготовке, а в конечном счете - к неоднородности структуры.
Задачей изобретения является разработка способа (варианты) получения материала с ультрамелкозернистой или субмикрокристаллической структурой деформированием с обеспечением интенсивной пластической деформации.
Указанный технический результат достигается тем, что в способе (вариант 1) получения материала с ультрамелкозернистой или субмикрокристаллической структурой деформированием с обеспечением интенсивной пластической деформации, включающем последовательное по этапам сжатие заготовки в канале матрицы устройства для деформационной обработки, которое на каждом этапе осуществляют с обеспечением пластического течения материала заготовки перпендикулярно направлению приложения усилия, и ограничением деформации заготовки стенками канала матрицы, извлечение заготовки из устройства для деформационной обработки после каждого этапа деформирования и ее установку для следующего этапа деформирования, сжатие заготовки осуществляют путем повторения циклов, каждый из которых состоит из трех этапов, при этом на первом этапе каждого цикла сжатие заготовки осуществляют в направлении оси Z заготовки по ее высоте с обеспечением пластического течения материала заготовки по оси Y заготовки перпендикулярно приложенному усилию и с ограничением деформации заготовки в направлении оси Х заготовки, на втором этапе каждого цикла деформирования сжатие заготовки осуществляют в направлении оси Х с обеспечением пластического течения материала заготовки по оси Z и с ограничением деформации заготовки в направлении по оси Y заготовки, а на третьем этапе каждого цикла сжатие производят в направлении оси Y заготовки с обеспечением пластического течения материала заготовки по оси Х и с ограничением деформации заготовки в направлении оси Z.
Кроме того, используют устройство для деформационной обработки, содержащее матрицу со сквозным прямоугольным каналом, разность между размерами сторон которого составляет 0,5-1%.
Указанный технический результат также достигается тем, что в способе (вариант 2) получения материала с ультрамелкозернистой или субмикрокристаллической структурой деформированием с обеспечением интенсивной пластической деформации, включающем последовательное по этапам сжатие заготовки в канале матрицы устройства для деформационной обработки, извлечение заготовки после сжатия на каждом этапе и ее переустановку для сжатия на последующем этапе, при этом на первом этапе сжатие осуществляют в направлении оси Z заготовки по ее высоте с обеспечением пластического течения материала заготовки по ее оси Y перпендикулярно приложенному усилию и с ограничением деформации заготовки в направлении оси Х стенками канала матрицы, причем на втором этапе сжатие осуществляют в направлении оси Х заготовки с обеспечением пластического течения материала заготовки по ее оси Z и с ограничением деформации заготовки в направлении по оси Y заготовки, переустановку заготовки для третьего и каждого последующего нечетного этапа сжатия осуществляют с расположением ее по диагонали канала матрицы, сжатие на третьем этапе производят по оси Y заготовки с обеспечением в результате ее деформирования поворота осей Х и Z, на угол, близкий 45°, с получением новых осей Х1 и Z1 для ее сжатия на следующем этапе, а сжатие на каждом последующем нечетном этапе осуществляют с обеспечением аналогичного поворота осей заготовки, лежащих в плоскости, перпендикулярной прикладываемой нагрузке, при этом матрица указанного устройства имеет сквозной прямоугольный канал, разность между размерами сторон которого составляет 0,5-1%.
Кроме того, сжатие заготовки осуществляют с обеспечением пластического течения материала заготовки в двух противоположных направлениях перпендикулярно направлению приложения усилия.
Кроме того, сжатие заготовки осуществляют с обеспечением пластического течения материала заготовки в одном направлении перпендикулярно направлению приложения усилия.
Кроме того, деформирование заготовки осуществляют двухсторонним сжатием.
Кроме того, осуществляют деформирование заготовок из стареющих сплавов, например, алюминиевых или никелевых, которые перед деформированием дополнительно подвергают закалке и последующему старению или перестариванию.
Кроме того, последовательное по этапам сжатие заготовки осуществляют до достижения накопленной логарифмической деформации, величина которой составляет по меньшей мере 6, до получения требуемой структуры материала.
Кроме того, последовательное по этапам сжатие заготовки осуществляют со скоростью деформации в диапазоне 10-2-10-3 с-1.
Кроме того, последовательное по этапам сжатие заготовки осуществляют в изотермических условиях.
Кроме того, осуществляют последовательное сжатие заготовки, нагретой до температуры, которую определяют в зависимости от материала заготовки.
Кроме того, температуру заготовки и устройства для деформационной обработки на каждом следующем цикле деформирования снижают.
Кроме того, сжатие заготовки осуществляют при контролируемом изменении температуры заготовки и устройства для деформационной обработки.
Поставленную задачу решают последовательным деформированием материала заготовки по трем ее осям (X, Y, Z). На первом этапе деформация заготовки, установленной в центре полости устройства, осуществляют путем сжатия заготовки вдоль оси Z, ограничивая деформацию вдоль оси X, что приводит к удлинению заготовки в свободном направлении вдоль оси Y. По окончании деформирования заготовку выпрессовывают из матрицы. На втором этапе заготовку устанавливают в центре полости устройства, в результате этого пластическое течение материала заготовки происходит в двух противоположных направлениях по оси Z заготовки, перпендикулярно приложенному усилию по оси Х заготовки, деформация по оси Y ограничена стенками матрицы. По окончании второго этапа деформирования заготовку извлекают из матрицы и снова устанавливают в матрицу.
На третьем этапе осуществляют сжатие заготовки по оси Y, по оси Х происходит удлинение заготовки (деформация по оси Z ограничена стенками матрицы). Три этапа деформирования завершают первый цикл, в результате которого заготовка была продеформирована вдоль трех основных осей, сохранив свою первоначальную форму.
Второй, третий и последующие циклы деформирования проводят для достижения суммарной истинной деформации 6 и более до получения требуемого размера зерна.
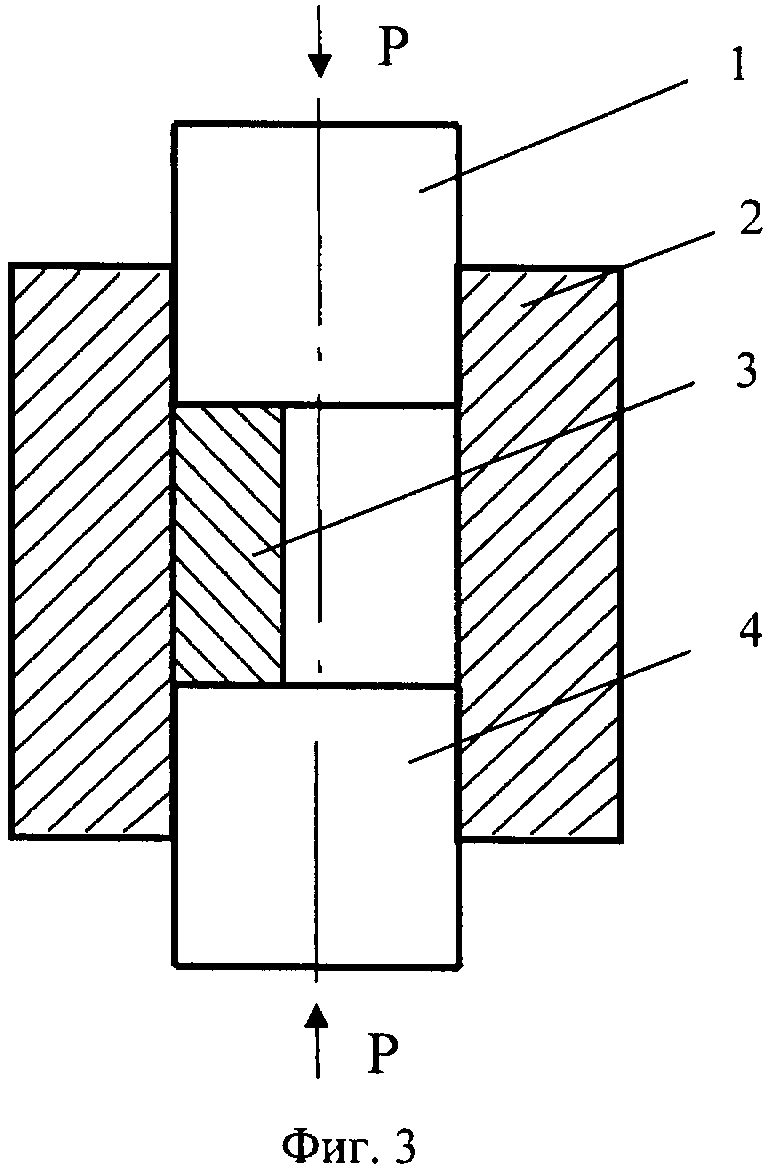
Для ужесточения условий деформирования, заготовку размещают в полости, образованной матрицей и двумя пуансонами, с касанием тремя ее вертикальными гранями трех вертикальных граней полости устройства, в результате этого пластическое течение возможно только в одну сторону в направлении, перпендикулярном направлению приложенного усилия. Схема же деформирования остается прежней.
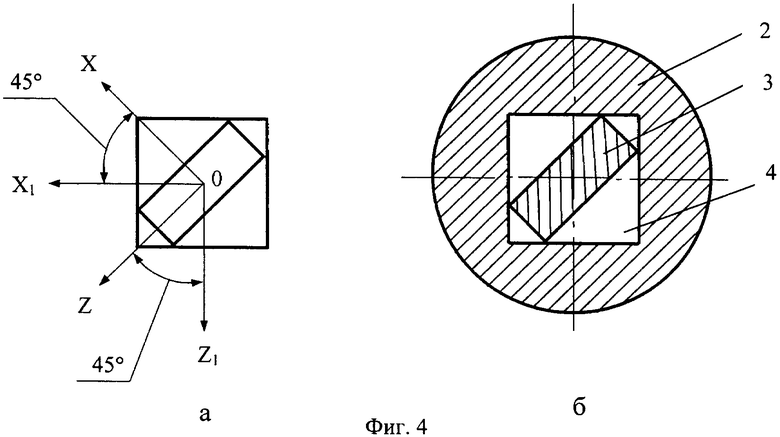
Для предотвращения образования застойных зон и локализации деформации в материале заготовки в плоскостях, расположенных под углом в 45°, к приложенной нагрузке предложен второй вариант способа, в котором проводят регулярную замену осей деформирования. Заготовку располагают по диагонали канала матрицы и в результате ее деформирования, две оси, лежащие в плоскости, перпендикулярной прикладываемой нагрузке, поворачиваются на угол, близкий 45°.
Представленные в изобретении три вида размещения заготовки в полости устройства можно использовать как по отдельности, так и в различных комбинациях.
Одна из схем деформирования (второй вариант способа) заготовки с регулярной заменой двух последующих осей деформирования выглядит следующим образом (при стандартном расположении главных осей заготовки фиг.1а).
1. Сжатие заготовки по оси Z с заданной степенью деформации е, поворот вокруг оси Z на 90°, поворот вокруг оси Y на 90°.
2. Сжатие заготовки по оси X, поворот вокруг оси Х на угол, близкий 45°, поворот вокруг оси Z на 90° (заготовка установлена по диагонали канала в матрице).
3. Сжатие заготовки по оси Y. Заменяем оси X, Z на новые оси деформирования X1, Z1 фиг.4а (оси X1 и Z1 повернуты на угол, близкий 45°, относительно осей Х и Z в плоскости X0Z). Поворачиваем заготовку вокруг оси Y на 90°, вокруг оси X1 на 90°.
4. Сжатие заготовки по оси Z1, поворот вокруг оси Z1 на угол, близкий 45°, поворот вокруг оси Y на 90° (заготовка установлена по диагонали канала в матрице).
5. Сжатие заготовки по оси X1, получаем новые оси деформирования Y1 и Z2. Поворот заготовки вокруг оси X1 на 90°, поворот вокруг оси Z2 на 90°.
6. Сжатие заготовки по оси Y1, и поворот вокруг оси Y1 на угол, близкий 45°, поворот вокруг оси X1 на 90° (заготовка установлена по диагонали канала в матрице) и т.д.
Деформирование заготовки продолжаем по приведенной выше схеме до достижения необходимой степени логарифмической деформации 6 и более до получения нужной структуры материала.
Использование предлагаемой схемы ИПД позволяет набрать деформацию, требуемую для получения УМЗ, СМК и даже НК структуры, проработать застойные зоны и получить однородное структурное состояние во всем объеме заготовки.
Последовательное поэтапное деформирование заготовки проводят в диапазоне скоростей деформации (10-2÷10-3) с-1, при контролируемом изменении температуры. Последовательное поэтапное деформирование заготовки можно осуществлять в изотермических условиях. Последовательное поэтапное деформирование заготовки проводят при повышенной температуре, которая определяется материалом заготовки, при этом используют различные устройства для нагрева или охлаждения заготовок и штамповой оснастки, которые на чертежах не показаны. Для уменьшения градиента напряжений по заготовке в данном способе используют двухстороннее прессование.
Изобретение иллюстрируется следующими графическими материалами.
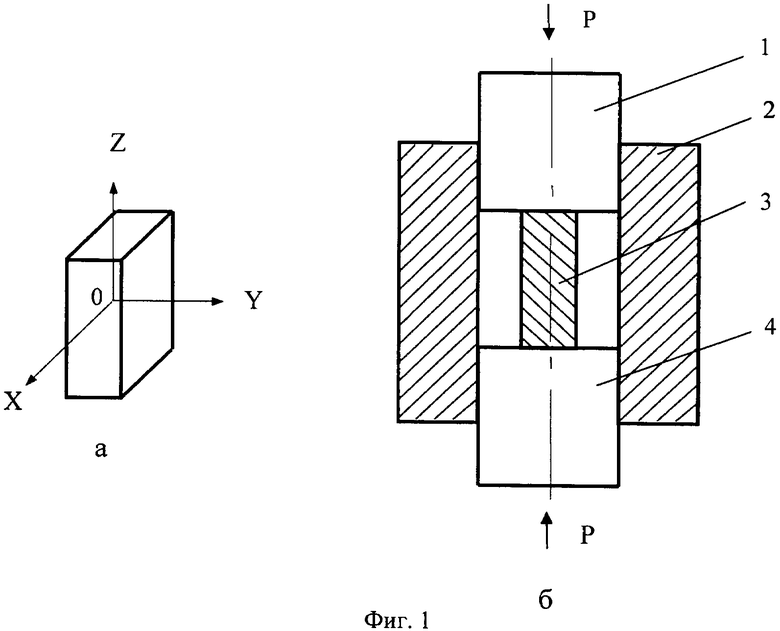
Фиг.1a - расположение главных осей в заготовке до начала деформирования.
Фиг.1б - главный вид устройства с центральным расположением заготовки до деформирования.
1 - верхний пуансон
4 - нижний пуансон
2 - матрица
3 - заготовка
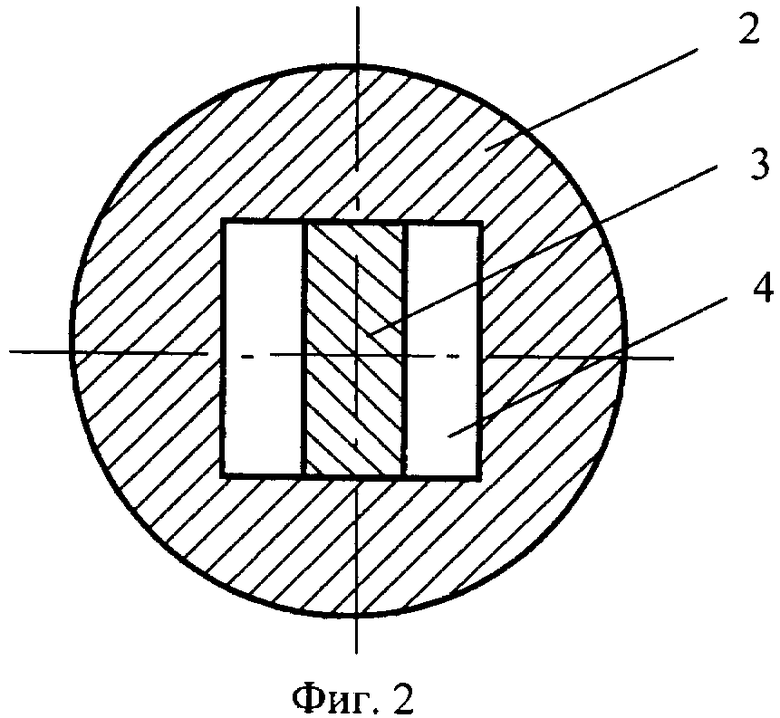
Фиг.2 - вид сверху устройства с центральным расположением заготовки до деформирования.
Фиг.3 - главный вид устройства с боковым расположением заготовки до деформирования.
Фиг.4а - поворот двух последующих осей деформирования на 45°.
Фиг.4б - вид сверху устройства с диагональным расположением заготовки до деформирования.
Фиг.5 - главный вид устройства после деформирования заготовки.
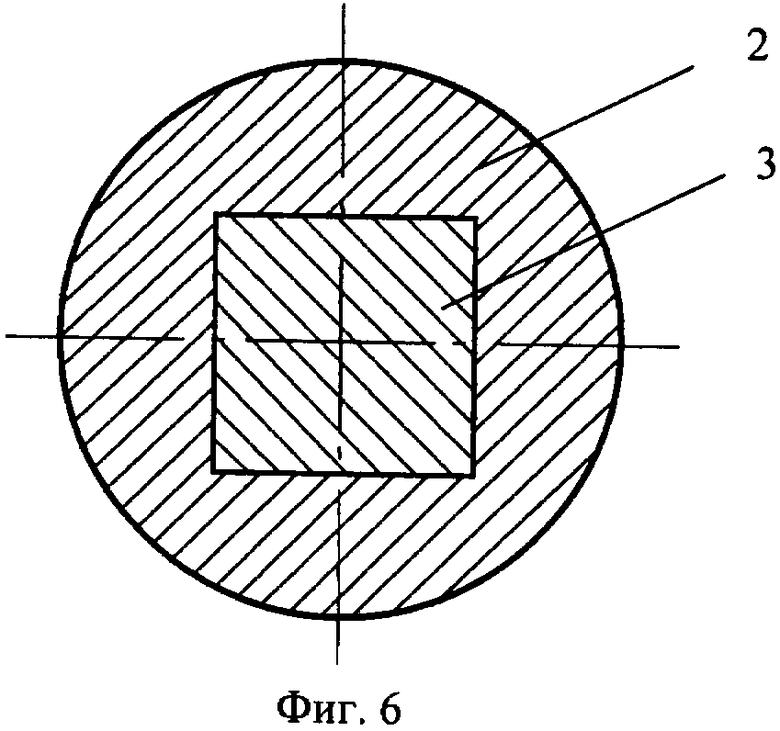
Фиг.6 - вид сверху устройства после деформирования заготовки.
Предлагаемый способ (варианты) осуществляют в устройстве, представленном на фиг.1б, фиг.2 и состоящем из матрицы (2) со сквозным прямоугольным каналом и двух пуансонов (1, 4). Размеры сторон канала матрицы выполнены с разницей друг от друга на 0,5÷1%.
Устройство работает следующим образом.
На первом этапе, в перечисленных ниже примерах, заготовку устанавливают в полости устройства, осуществляют ее двухстороннее прессование при комнатной температуре либо при температурах, указанных в примерах конкретного выполнения способа, и затем ее выпрессовывают. На втором этапе заготовку переустанавливают либо в центре, либо сбоку полости устройства, осуществляют ее деформирование при контролируемом изменении температуры, а затем ее выпрессовывают. На третьем этапе заготовку переустанавливают либо по центру, либо по краю полости устройства, либо по диагонали канала матрицы осуществляют ее деформирование, а затем ее выпрессовывают. И далее деформирование повторяют в зависимости от выбранного варианта способа.
Примеры конкретного выполнения способа
Пример 1.
Заготовка из алюминиевого сплава 1421 размером 22,4×22,2×15 мм3 была подвергнута закалке от температуры 450°С, а затем максимальному старению при температуре 200°С. Далее заготовка была 12 раз последовательно продеформирована (4 полных цикла) по трем осям (X, Y, Z). Деформирование проводилось с центральным расположением заготовки (фиг.1, 2). В первом цикле начальная температура заготовки и устройства для деформирования была равна 400°С, накопленная логарифмическая деформация 
Во втором цикле начальная температура заготовки и устройства составляла 350°С,  После второго цикла от заготовки была отрезана пластинка для структурных исследований. В третьем цикле начальная температура заготовки и устройства составляла 300°С,
После второго цикла от заготовки была отрезана пластинка для структурных исследований. В третьем цикле начальная температура заготовки и устройства составляла 300°С,  В четвертом цикле начальная температура заготовки и устройства составляла 250°С,
В четвертом цикле начальная температура заготовки и устройства составляла 250°С,  Накопленная логарифмическая деформация за четыре цикла составила
Накопленная логарифмическая деформация за четыре цикла составила  В результате такой обработки была получена заготовка с ультрамелкозернистой структурой с размером зерна 1-1,5 мкм. Деформирование проводилось при контролируемом изменении температуры. Интервал изменения температуры составлял ˜50°С и подбирался таким образом, чтобы за время деформирования (при скорости деформации ε=5·10-3 с-1 температура не выходила за заданный температурный интервал. Механические свойства алюминиевого сплава 1421 при комнатной температуре после обработки приведены в таблице.
В результате такой обработки была получена заготовка с ультрамелкозернистой структурой с размером зерна 1-1,5 мкм. Деформирование проводилось при контролируемом изменении температуры. Интервал изменения температуры составлял ˜50°С и подбирался таким образом, чтобы за время деформирования (при скорости деформации ε=5·10-3 с-1 температура не выходила за заданный температурный интервал. Механические свойства алюминиевого сплава 1421 при комнатной температуре после обработки приведены в таблице.
Пример 2.
Заготовка из титана ВТ1-0 диаметром 20 мм и высотой 24 мм была подвергнута свободному последовательному деформированию по осям Z, X, Y при температуре 700°С. Накопленная логарифмическая деформация за три этапа (I цикл) составила  От полученной заготовки была отрезана пластинка для структурных исследований. Дальнейшее деформирование проводилось по предлагаемому способу в матрице с каналом 22,4×22,2 мм2 с центральным расположением заготовки.
От полученной заготовки была отрезана пластинка для структурных исследований. Дальнейшее деформирование проводилось по предлагаемому способу в матрице с каналом 22,4×22,2 мм2 с центральным расположением заготовки.
Три этапа последовательного деформирования по осям Z, X, Y (II цикл) проводились при начальной температуре заготовки и устройства для деформирования 600°С. Накопленная логарифмическая деформация составила 
Третий цикл трехэтапного деформирования проводился при температуре 550°С. Накопленная логарифмическая деформация составила 
Четвертый цикл деформирования проводился при температуре 500°С. Накопленная логарифмическая деформация составила 
Пятый цикл деформирования проводился при температуре 450°С. Накопленная логарифмическая деформация составила 
Накопленная логарифмическая деформация за пять циклов составила 
Деформирование проводили при контролируемом изменении температуры со скоростью деформации ε≈10-3 с-1.
В результате данной обработки получена заготовка из технического титана ВТ1-0 с СМК структурой с размером зерна 0,3÷0,4 мкм. Свойства СМК титана, полученного в результате данной обработки, приведены в таблице.
Пример 3.
Заготовка из титанового сплава ВТ6 диаметром 20 мм и высотой 24,8 мм была подвергнута свободному последовательному деформированию по трем осям Z, X, Y при температуре 800°С. Накопленная логарифмическая деформация за первый трехэтапный цикл составила  Второй трехэтапный цикл деформирования проводился при температуре 700°С. Накопленная логарифмическая деформация составила
Второй трехэтапный цикл деформирования проводился при температуре 700°С. Накопленная логарифмическая деформация составила  Дальнейшее деформирование проводилось по предлагаемому способу в матрице с каналом 22,4×22,2 мм2.
Дальнейшее деформирование проводилось по предлагаемому способу в матрице с каналом 22,4×22,2 мм2.
Третий цикл деформирования проводился при температуре 600°С. На седьмом и восьмом этапах деформирование сжатием осуществлялось по осям Z и Х при центральном расположении заготовки (Фиг.1, 2). На девятом этапе сжатие по оси Y осуществлялось с диагональным расположением заготовки (Фиг.4). Оси Х и Z заменялись на оси X1 и Z1 поворотом на угол, близкий 45°. Накопленная логарифмическая деформация за третий цикл составила 
Четвертый и пятый трехэтапные циклы деформирования проводились при начальной температуре заготовки и устройства 550°С.
На десятом этапе сжатие осуществлялось по оси Z при центральном расположении заготовки (Фиг.1, 2).
На одиннадцатом этапе сжатие по оси X1 осуществлялось с диагональным расположением заготовки (Фиг.4). Оси Y и Z1 заменялись на оси Y и Z2.
На двенадцатом этапе - сжатие по оси Y1 при центральном расположении заготовки (Фиг.1, 2).
На тринадцатом этапе - сжатие по оси Z2. Замена осей X1 и Y1 на оси Х2 и Y2.
На четырнадцатом этапе - сжатие по оси Х2 с центральным расположением заготовки.
На пятнадцатом этапе - сжатие по оси Y2 с центральным расположением заготовки.
Накопленная логарифмическая деформация за четвертый и пятый циклы составила 
Накопленная логарифмическая деформация за пять циклов составила  Скорость деформации составляла ε≈5·10-3 с-1.
Скорость деформации составляла ε≈5·10-3 с-1.
Деформирование проводилось с контролируемым изменением температуры. Интервал снижения температуры был равен 50°С. В результате данной обработки была получена однородная СМК структура.
Пример 4.
Заготовка размером 22,4×22,2×10 мм3 из алюминия высокой чистоты А99 была подвергнута многократному последовательному сжатию по трем осям (Z, X, Y) с боковым расположением заготовки (фиг.3) при комнатной температуре на первом, втором и всех последующих четных этапах деформирования в устройстве, состоящем из матрицы со сквозным каналом сечением 22,4×22,2 мм2 и двух пуансонов. Деформирование заготовки на нечетных этапах, начиная с третьего, проводилось с диагональным расположением заготовки (фиг.4) с заменой двух последующих осей деформирования поворотом их на угол, близкий к 45°. На последнем пятнадцатом этапе деформирование проводилось с боковым расположением заготовки (без поворота осей деформирования). Деформирование проводилось со скоростью деформации ε≈10-3 с-1. Накопленная логарифмическая деформация за пять циклов составила  При данной обработке была получена однородная ультрамелкозернистая структура в алюминии высокой чистоты А99.
При данной обработке была получена однородная ультрамелкозернистая структура в алюминии высокой чистоты А99.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ СПЛАВОВ С СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2008 |
|
RU2388566C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2393936C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2011 |
|
RU2464116C1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ ЗАГОТОВКИ ЛОПАТКИ ГТД ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2486275C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТИТАНОВЫХ ЗАГОТОВОК МНОГОГРАННОЙ И КРУГЛОЙ ФОРМЫ В НАНОСТРУКТУРНОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ТИТАНОВЫХ ЗАГОТОВОК | 2009 |
|
RU2418092C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2504455C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ТИТАНОВЫХ ЗАГОТОВОК | 2003 |
|
RU2237109C1 |
Изобретения относятся к обработке давлением и могут быть использованы при изготовлении изделий из полуфабрикатов, полученных термомеханической обработкой. Производят последовательное по этапам сжатие заготовки в сквозном прямоугольном канале матрицы. Разность между размерами сторон канала составляет 0,5-1%. После каждого этапа заготовку переустанавливают. В соответствии с первым вариантом способа сжатие ведут повторением циклов. Каждый цикл состоит из трех этапов. На первом этапе сжатие осуществляют в направлении оси Z с течением материала по оси Y и с ограничением деформации по оси X. На втором этапе заготовку сжимают по оси Х с течением материала по оси Z и с ограничением деформации по оси Y. На третьем этапе сжатие ведут в направлении оси Y. Обеспечивают течение материала по оси Х и ограничивают деформацию в направлении оси Z. В соответствии со вторым вариантом способа сжатие на первом и втором этапах осуществляют аналогично с первым вариантом. Переустановку для третьего и каждого последующего нечетного этапов производят с расположением заготовки по диагонали канала матрицы. Сжатие на третьем этапе ведут с обеспечением поворота осей Х и Z на угол, близкий 45°. В результате обеспечивается интенсивная пластическая деформация материала заготовки. 2 н. и 20 з.п. ф-лы, 6 ил., 1 табл.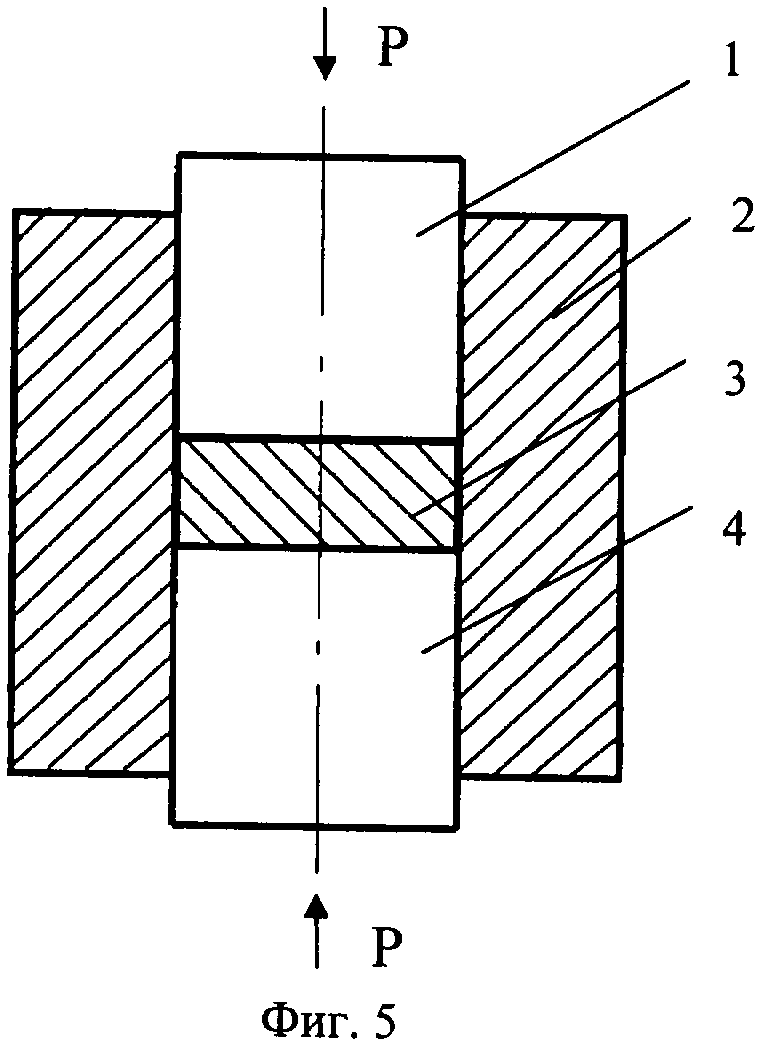
| US 4721537 А, 26.01.1988 | |||
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2001 |
|
RU2202434C2 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |

