Область техники, к которой относится изобретение
Настоящее изобретение относится к производственной установке для производства оцинкованной горячим погружением стальной плиты, осуществляемого погружением стальной плиты в ванну для нанесения покрытия с последующим легированием ее в ванне, и к способу производства стальной плиты с использованием этой установки.
Уровень техники
При производстве оцинкованной горячим погружением стальной плиты с использованием установки для производства оцинкованной горячим погружением стальной плиты стальную плиту вначале погружают в ванну для нанесения покрытий, наполненную расплавленным цинком при температуре от 440 до 480°С в резервуаре ванны для нанесения покрытий, затем на обе поверхности стальной плиты распыляют из газоструйных сопел газ для корректировки степени нанесения покрытия на поверхности стальной плиты. Вслед за корректировкой степени нанесения покрытия стальную плиту охлаждают до приблизительно 400-460°С и затем вновь нагревают в печи для сплавления до 400-650°С с целью того, чтобы заставить железо в стальной плите реагировать с нанесенным цинком, в результате чего может быть получена стальная плита с покрытием из железоцинкового сплава. Как правило, наплавленный слой оцинкованной горячим погружением стальной плиты состоит в основном из нижней обладающей текучестью и ζ-фазы, верхней обладающей более высокой текучестью δ1-фазы и нижней клейкой Г-фазы с хорошей адгезией. Наилучший вариант состоит в том, чтобы получить слой сплава, состоящий из верхней обладающей текучестью фазы и δ1-фазы с хорошей адгезией.
Сплавная фаза, образующаяся при реакции сплавления, различается в зависимости от температуры стальной плиты. Известно, что верхняя обладающая текучестью и δ1-фаза с хорошей адгезией стальной плиты образуются при температуре примерно от 490 до 650°С. В традиционном способе производства оцинкованной горячим погружением стальной плиты стальную плиту нагревают в печи для сплавления (т.е. в зоне нагрева) устройства для сплавления до 490-650°С, но при малой скорости нагрева так, чтобы стальная плита в конце процесса нагрева длительное время выдерживалась при температуре 470-490°С (обычно называемой «температурой образования ζ-фазы»). По этой причине используют способ образования большого количества ζ-фазы на поверхности стальной плиты с последующим превращением ζ-фазы в δ1-фазу. В этом случае кристаллы сплава на поверхности стальной плиты представляют собой в основном образовавшиеся из ζ-фазы игольчатые кристаллы. На поверхностях этих больших игольчатых кристаллов имеются трансформированные колончатые кристаллы δ1. Такая поверхность стальной плиты обладает лучшими характеристиками текучести по сравнению с поверхностью, состоящей в основном из ζ-фазы, но худшими характеристиками текучести по сравнению с поверхностью, состоящей в основном из δ1-колончатых кристаллов, образующейся непосредственно в температурном интервале 490-650°С, по причине чего такая поверхность не является желательной.
Далее, в процессе завершения реакции легирования стальной плиты в середине устройства для сплавления или в зоне выдержки на его выходе стальную плиту, как правило, охлаждают воздухом, но при малой скорости охлаждения, поскольку, если поверхность слоя сплава охлаждается после превращения в δ1-фазу, нижняя часть этого слоя превращается в Г-фазу и адгезия между слоем сплава и стальной плитой оказывается в результате этого ухудшенной. Наоборот, если стальная плита охлаждается рано, в результате чего нижняя часть наплавленного слоя не превращается в заметной степени в Г-фазу, возникают нелегированные дефекты поверхности и оптимальный, состоящий в основном из δ1-фазы слой сплава получен быть не может.
Для решения указанной выше проблемы в качестве технологии для подавления образования ζ-фазы на поверхности наплавленного слоя и образования Г-фазы на поверхности раздела наплавленного слоя и стальной плиты были разработаны способ применения в качестве сплавной печи (т.е. зоны нагрева) сплавной установки индукционной печи и т.п. с целью повышения скорости нагрева, способ повышения скорости охлаждения после выдержки, способ адекватного регулирования степени нанесения покрытия и способ адекватного регулирования концентрации Аl в ванне для нанесения покрытий и т.д.
Например, в японском патенте №3400289 в качестве примера оптимальных условий для применения в традиционных сплавных устройствах, включающих в себя стационарную зону выдержки и стационарную зону охлаждения, раскрыты условия нагрева стальной плиты со скоростью нагрева 30°С/сек или выше, выдержка плиты при температуре от 470 до 510°С и охлаждение ее со скоростью охлаждения 30°С/сек или выше до 420°С или ниже. Далее, в японском патенте № 2848074 раскрыта технология сплавного устройства, в котором имеется возможность переключения между передвижной зоной выдержки и передвижной зоной охлаждения с изменением схемы теплопереноса. Кроме того, в японской патентной публикации (А) № 5-156419 раскрыта технология сплавного устройства, включающего печь, предназначенную для переключения между выдержкой и охлаждением. Кроме того, в японской патентной публикации (А) № 63-121644 раскрыта технология сплавного устройства, включающего в себя печь, предназначенную для проведения выдержки с помощью нагревательного газа и охлаждения охлаждающим газом на том же участке. Кроме того, в японской патентной публикации (А) №2-122058 раскрыта технология сплавного устройства, включающего участок выдержки, имеющий впускные окна для нагревающего газа на стороне входа стальной плиты, с проведением охлаждения на том же участке выдержки. Более конкретно, этот участок выдержки разделен на несколько зон, выпускные каналы для выпуска атмосферы из той или иной зоны установлены на границах между зонами, в каждой зоне установлено охлаждающее устройство, а выдержку и охлаждение проводят селективным образом в каждой зоне.
Раскрытие изобретения
Однако в реальном производственном процессе оптимальная температура выдержки и время выдержки постоянно колеблются из-за технических условий производства и других внешних факторов, в результате чего в традиционном сплавном устройстве, включающем в себя зону выдержки фиксированного типа и зону охлаждения фиксированного типа, с использованием производственных условий, описанных в японском патенте №3400289, трудно начинать охлаждение в оптимальной точке, где следовало бы завершить реакцию легирования, и в значительной мере трудно поддерживать оптимальные условия производства.
С другой стороны, в случае сплавного устройства, оборудованного передвижной зоной выдержки и передвижной зоной охлаждения, как описано в японском патенте № 2848074, имеется возможность перемещать зону выдержки и зону охлаждения в зависимости от колеблющихся оптимальных условий производства, но для переключения печи выдержки и печи охлаждения требуется время, что в значительной степени ограничивает производственный график и, следовательно, осложняет работу.
Далее, в японской патентной публикации (А) № 5-156419 раскрыто сплавное устройство, включающее в себя печь, позволяющую переключения между выдержкой и охлаждением. Однако детали конфигурации, функции и т.п. не описаны вообще. Что касается задержки при переключении между выдержкой и охлаждением, требуемое для этого время имеет тот же порядок, что и в японском патенте № 2848074, в связи с чем проведение работы считается трудным.
Далее, в японской патентной публикации (А) № 63-121644 раскрыта печь, в которой выдержка с помощью нагревательного газа и охлаждение охлаждающим газом проводятся на одном и том же участке, но, например, когда осуществляется выдержка с помощью нагревательного газа и затем охлаждение охлаждающим газом, то из-за отсутствия на указанном участке средства для отвода нагревательного газа происходит смешивание между собой нагревательного газа и охлаждающего газа, в результате чего удовлетворительное охлаждение становится затруднительным. Отметим, что в японской патентной публикации (А) № 63-121644 описано поочередное размещение на участке выдержки/охлаждения индукционных электронагревательных и газоохлаждающих приборов, но подробное описание конфигурации и т.п. отсутствует вообще. Предполагается, что при переключении между выдержкой и охлаждением для получения ответной реакции потребуется определенное время, что осложнит проведение работы.
Наряду с этим в японской патентной публикации (А) № 2-122058 раскрыта печь, имеющая множество зон, предназначенных для селективной выдержки и охлаждения, но впускное окно нагревательного газа для проведения выдержки выполнено только с вводной стороны участка выдержки, т.е. для всего множества зон имеется только одно окно, по причине чего удовлетворительная выдержка в зоне выдержки затруднительна. В этом случае поскольку впускное окно для нагревательного газа выполнено с вводной стороны участка выдержки, то возможность вначале охлаждать стальную плиту и затем ее выдерживать отсутствует. И при этом, если вначале охлаждать стальную плиту в каждой зоне и затем ее выдерживать, для замены атмосферы в зоне потребовалось бы определенное время, возникала бы большая задержка и проведение работы стало бы затруднительным. Далее, длину зоны можно изменять только в единицах длины блока, из-за чего гибкость в отношении длины зоны невелика. И кроме того, между зонами установлены разделяющие зоны элементы, вследствие чего нагревательный газ для выдержки блокируется разделяющими зоны элементами, в результате чего теплоизоляционные свойства ухудшаются.
В связи с описанной выше проблемой задачей настоящего изобретения является создание производственной установки и способа производства, позволяющего получать оцинкованную горячим погружением стальную плиту в оптимальных в каждый момент времени условиях производства несмотря на быстрые изменения типа стали, степени нанесения покрытия и других внешних факторов, и облегчающего производство высококачественной оцинкованной горячим погружением стальной плиты, обладающей более высокими характеристиками текучести и адгезией по сравнению существующим уровнем техники.
Для достижения этой задачи авторы изобретения предприняли обширное исследование механизма цинкования горячим погружением и цинковального устройства, а также его эксплуатации. При этом авторами изобретения получены следующие не известные ранее факты.
Основными факторами, предлагаемыми в качестве технических условий и выступающими в роли внешних факторов, изменяющих условия легирования, являются: а) нанесение покрытия, b) тип стали (состав матрицы), с) состав ванны для нанесения покрытий, d) и т.д. Прежде всего, в том, что касается «а) нанесения покрытия», когда степень нанесения покрытия велика, необходимо увеличить время выдержки, чтобы заставить Fe продиффундировать в слой цинкового покрытия, или повысить температуру, способствующую диффузии. Когда же нанесение покрытия мало, имеет место обратное.
Далее, в том, что касается «b) типа стали (состава матрицы)» и «с) состава ванны для нанесения покрытий», когда состав матрицы включает большие количества С, Р, Мn и т.д. или когда состав ванны для нанесения покрытий содержит большое количество Аl, диффузия Fe в слой цинкового покрытия становится медленной, вследствие чего необходимо увеличить время выдержки, чтобы заставить Fe диффундировать в слой цинкового покрытия, или повысить температуру, способствующую диффузии. Обратное реализуется тогда, когда количества С, Р, Мn, Аl и других компонентов малы. Кроме того, в зависимости от типа стали, обеспечивая вброс заданного количества Fe в слой сплава в результате начального нагрева с последующим незамедлительным охлаждением для предотвращения вброса избыточного количества и ухудшения внешнего вида и выдерживая покрытие при подходящей температуре, можно образовать слой сплава, содержащего в основном δ1-фазу.
Указанные «а) степень нанесения покрытия» и «b) тип стали (состав матрицы)» иногда бывает необходимо быстро и в большом объеме изменять посреди линии в соответствии с изменениями технических условий на продукцию. В этом случае, если только переключение не происходит с малой задержкой, может иметь место значительное падение выхода. Однако «с) состав ванны для нанесения покрытий» почти никогда быстро посреди производственной линии не изменяют.
В качестве упомянутого «d) и т.д.», например, линия производства стальной плиты с покрытием, соединена с линией отжига и т.д. Этот случай может быть упомянут тогда, когда условия производства (в частности, скорость линии) изменяются безотносительно к «а) степени нанесения покрытия», «b) типу стали (составу матрицы)» и «с) составу ванны для нанесения покрытий».
Для корректировки диффузии Fe в слой цинкового покрытия может быть использован метод регулирования температуры выдержки или времени выдержки. Корректировку диффузии при температуре выдержки обычно осуществляют с использованием быстродействующей нагревательной печи. Однако, если температура выдержки высока, иногда появляются дефекты внешнего вида. При низкой же температуре иногда в конце концов образуется ζ-фаза, с которой иногда не удается продолжать работу должным образом. Для корректировки диффузии с использованием времени обработки могут быть использованы способы регулирования скорости линии и изменения длины печи выдержки. При таком выборе, если применяется регулирование скорости линии, это влияет на объем производства, либо же окажутся нарушенными пределы скорости, обусловленные другими факторами на производственной установке, по причине чего диапазон регулирования указанным способом является узким. Что же касается способа изменения длины печи для выдержки, на этот счет имеется предложение в японском патенте № 2848074, но, как уже было сказано, такой способ характеризуется низкой скоростью ответной реакции и неэффективен.
С учетом изложенного выше согласно настоящему изобретению предлагается установка для производства оцинкованной горячим погружением стальной плиты, на которой производится погружение стальной плиты в ванну для нанесения покрытий с последующим легированием плиты, причем названная производственная установка включает в себя быстродействующую нагревательную печь, установленную над резервуаром ванны для нанесения покрытий и характеризующуюся нагревательной способностью со скоростью нагрева 30°С/сек или выше при пиковой температуре 500°С или выше, и печь для выдержки/охлаждения, установленную над указанной быстродействующей нагревательной печью и обрабатывающей стальную плиту, выходящую из указанной быстродействующей нагревательной печи путем выдержки и/или охлаждения, причем указанная печь для выдержки/охлаждения состоит из участка, включающего в себя средства обеспечения выдержки для выдерживания стальной плиты при 500-650°С, и участка охлаждения, включающего в себя охладительные средства для охлаждения стальной плиты со средней скоростью охлаждения 5°С/сек или выше, причем длины обоих участков в печи легко переустанавливаются и легко переустанавливается расположение указанных участка выдержки и участка охлаждения.
Согласно настоящему изобретению установка для производства оцинкованной горячим погружением стальной плиты включает в себя печь для выдержки/охлаждения, которая может легко настраиваться на соотношение между участком выдержки и участком охлаждения в печи и может быть легко изменена в отношении взаимного расположения участка выдержки и участка охлаждения, в результате чего имеется возможность устанавливать участок выдержки на выдержку стальной плиты в печи и участок охлаждения на охлаждение стальной плиты, а также устанавливать взаимное расположение участка выдержки и участка охлаждения. В частности, в процессе производства оцинкованной горячим погружением стальной плиты можно осуществлять быстрые изменения типа стали, степени нанесения покрытия и других внешних факторов путем адекватной установки участков зоны выдержки для выдерживания нагретой стальной плиты и зоны охлаждения для ее охлаждения, а также взаимного расположения участка выдержки и участка охлаждения, например охлаждения стальной плиты после выдержки или, наоборот, выдержки после охлаждения, благодаря чему можно производить оцинкованную горячим погружением стальную плиту в оптимальных в течение всего времени производственных условиях.
На установке по производству указанной оцинкованной горячим погружением стальной плиты, по меньшей мере, одна пара указанных средств выдержки, обращенная в сторону обеих поверхностей перемещающейся стальной плиты в указанной печи выдержки/охлаждения, и, по меньшей мере, одна пара указанных средств охлаждения, обращенная в сторону обеих поверхностей перемещающейся стальной плиты, могут чередоваться вдоль направления линии стальной плиты.
На установке по производству указанной оцинкованной горячим погружением стальной плиты указанное средство охлаждения может быть средством охлаждения, распыляющим охлаждающую среду на стальную плиту из распылительных сопел.
На установке по производству указанной оцинкованной горячим погружением стальной плиты указанные распылительные сопла могут быть сконструированы с выпускными отверстиями, которые могут поворачиваться вокруг оси, параллельной направлению ширины стальной плиты, причем указанные распылительные сопла на границе указанного участка выдержки и указанного участка охлаждения могут распылять охлаждающий газ перпендикулярно стальной плите и образовывать барьер для потока газа.
На установке по производству указанной оцинкованной горячим погружением стальной плиты указанные средства обеспечения выдержки могут также включать в себя обдувочные устройства для нагрева стальной плиты горячим воздухом.
На установке по производству указанной оцинкованной горячим погружением стальной плиты указанные средства обеспечения выдержки могут также включать в себя выпускные устройства на выводной стороне указанных обдувочных устройств.
На установке по производству указанной оцинкованной горячим погружением стальной плиты указанные средства обеспечения выдержки могут представлять собой радиационные нагревательные устройства для радиационного нагрева стальной плиты.
На установке по производству указанной оцинкованной горячим погружением стальной плиты в указанной печи выдержки/охлаждения наверху этой печи выдержки/охлаждения и/или в местах, которые могут стать пограничными между указанным участком выдержки и указанным участком охлаждения, могут находиться выпускные окна.
На установке по производству указанной оцинкованной горячим погружением стальной плиты между указанной быстродействующей нагревательной печью и указанной печью выдержки/охлаждения может быть помещена специальная печь выдержки для выдерживания стальной плиты при 500-650°С.
Согласно настоящему изобретению в другом его аспекте предложен способ производства оцинкованной горячим погружением стальной плиты, включающий применение указанной производственной установки для погружения стальной плиты в ванну для нанесения покрытий с последующим легированием плиты.
Краткое описание чертежей
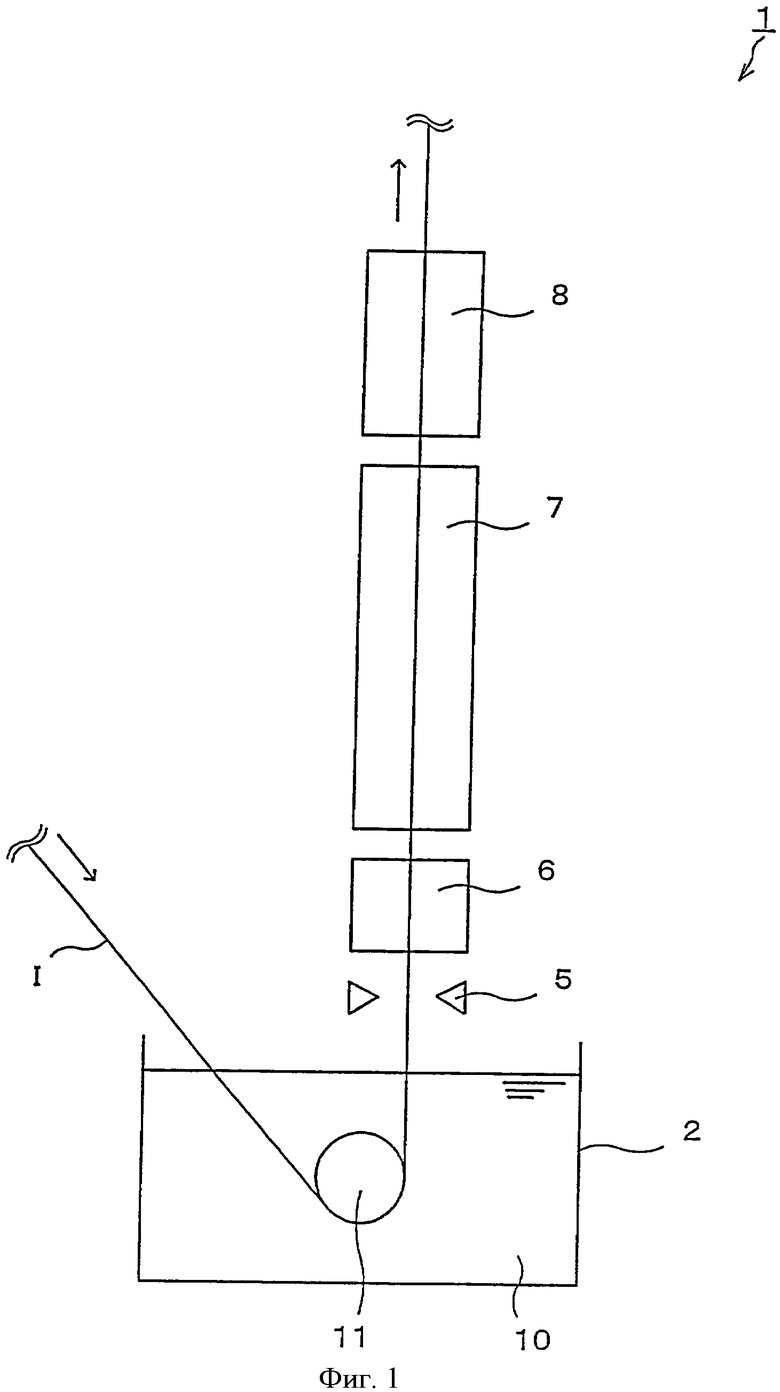
Фиг.1 - вид конфигурации установки 1 для производства оцинкованной горячим погружением стальной плиты согласно одному из вариантов осуществления настоящего изобретения;
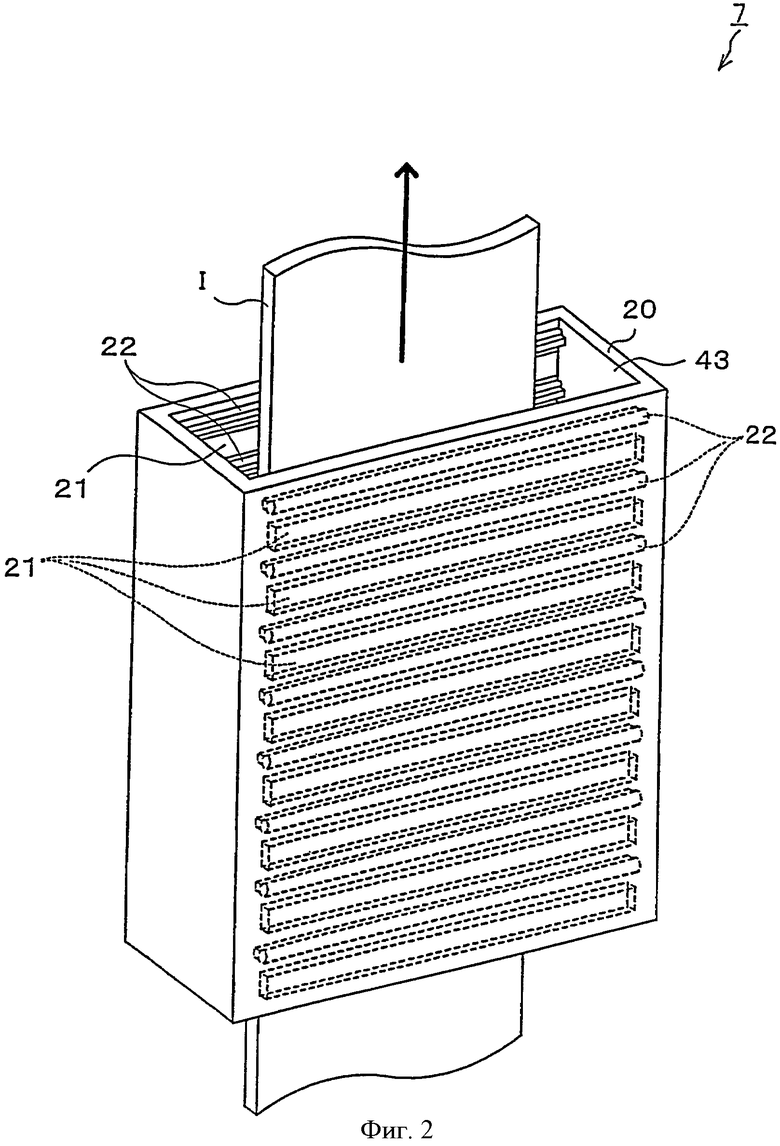
фиг.2 - вид в перспективе печи 7 выдержки/охлаждения;
фиг.3 - схематический боковой вид в поперечном сечении печи 7 выдержки/охлаждения в том случае, когда печь 7 выдержки/охлаждения включает в себя как участок 15 выдержки, так и участок 16 охлаждения;
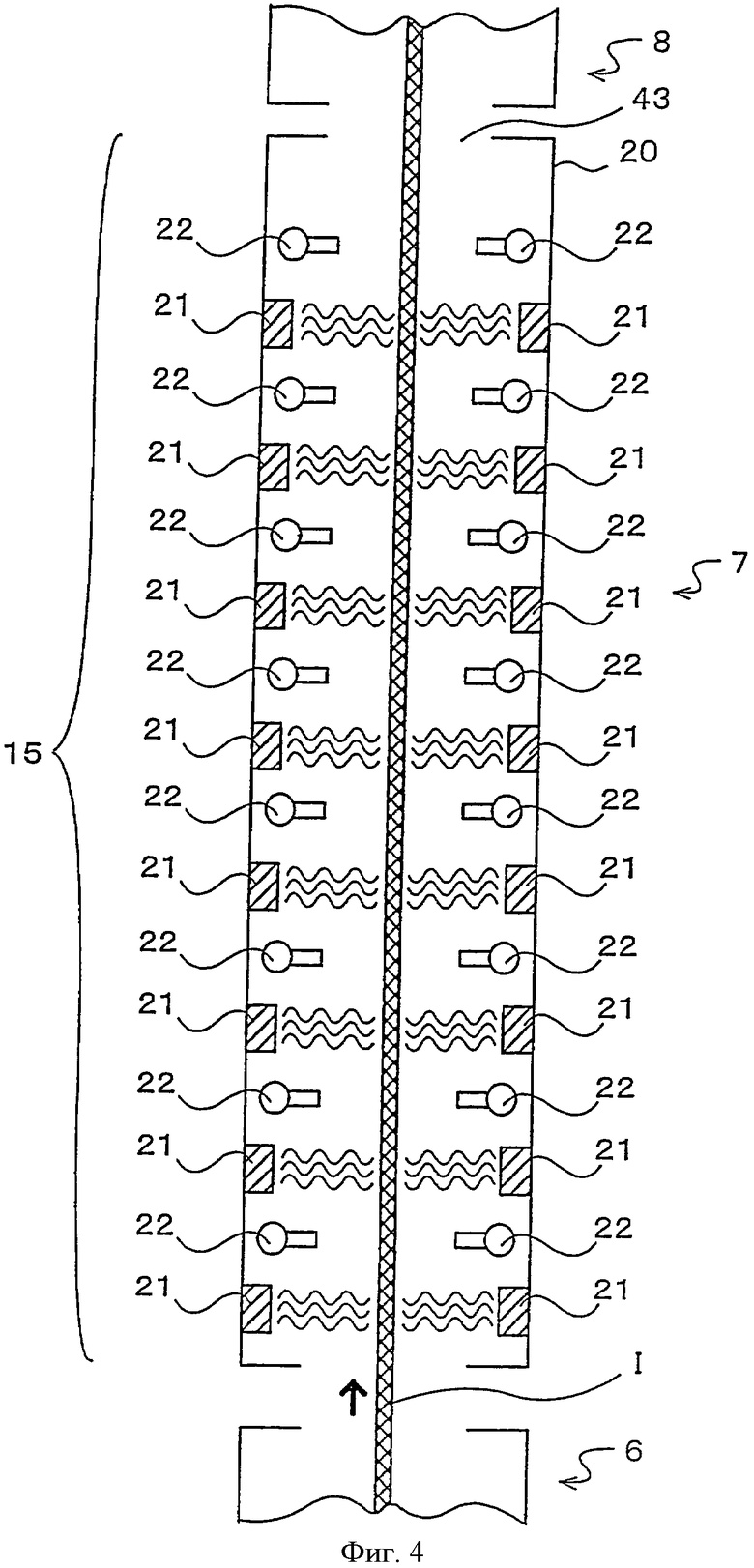
фиг.4 - боковой вид в поперечном сечении печи 7 выдержки/охлаждения в том случае, когда печь 7 выдержки/охлаждения включает в себя только участок 15 выдержки и не включает участок 16 охлаждения;
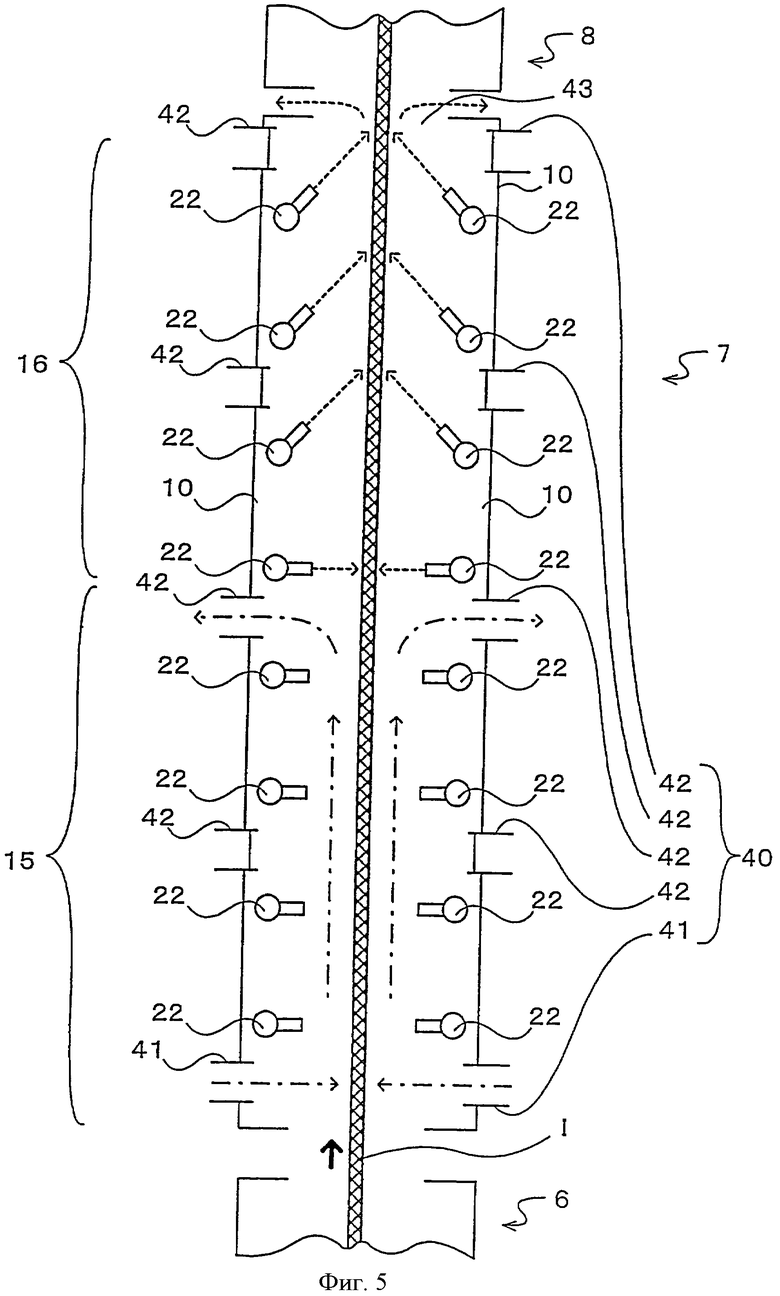
фиг.5 - боковой вид в поперечном сечении полной конфигурации печи 7 выдержки/охлаждения на установке 1 для производства оцинкованной горячим погружения стальной плиты согласно второму варианту осуществления настоящего изобретения.
Осуществление изобретения
Ниже описаны предпочтительные варианты осуществления настоящего изобретения со ссылками на чертежи. Следует отметить, что в описаниях и на чертежах элементы, имеющие в существенной степени одни и те же функции и конфигурации, отмечены одними и теми же ссылочными позициями и благодаря этому опускаются дублирующие одно другое объяснения.
Фиг.1 представляет вид конфигурации установки 1 для производства оцинкованной горячим погружением стальной плиты согласно одному из вариантов осуществления настоящего изобретения. Как следует из фиг.1, производственная установка 1 сконфигурирована таким образом, что она включает в себя (снизу вверх) резервуар 2 ванны для нанесения покрытий, газоструйные сопла 5, быстродействующую нагревательную печь 6, печь 7 выдержки/охлаждения и охладительную печь 8. Резервуар 2 ванны для нанесения покрытий заполнен в качестве ванны 10 для нанесения покрытий раствором для цинкования горячим погружением (440-480°С) и т.д. Производственная установка, как показано стрелками на фиг.1, заставляет перемещаться стальную плиту I в резервуар 2 ванны для нанесения покрытий сверху вниз под заданным углом наклона с погружением плиты в ванну 10 для нанесения покрытий, после чего заставляет стальную плиту I двигаться вверх по вертикали (т.е. в направлении линии), направляемую опорным валком 11, установленным внутри резервуара 2 ванны для нанесения покрытий, заставляя тем самым стальную плиту I выходить из ванны 10 для нанесения покрытий, и затем проводит плиту вдоль газоструйных сопел 5, через быстродействующую нагревательную печь 6, печь 7 выдержки/охлаждения и охладительную печь 8 в этом порядке, в результате чего лист 1 подвергается легированию.
Газоструйные сопла 5 расположены так, что они обращены к обеим поверхностям стальной плиты I, двигающейся после выхода из ванны 10 для нанесения покрытий, и распыляют газ на обе поверхности стальной плиты I, корректируя тем самым количества нанесенного покрытия на поверхностях стальной плиты I.
Быстродействующая нагревательная печь 6 состоит из индукционной нагревательной печи и/или пламенной нагревательной печи. В данном варианте осуществления быстродействующая нагревательная печь 6 обладает нагревательной емкостью, способной нагревать стальную плиту I со скоростью нагрева 30°С/сек или выше и заставить стальную плиту I достичь пиковой температуры 500°С или выше.
Внутри охладительной печи 8 имеется множество сопел (не показаны), обращенных к обеим поверхностям стальной плиты I вдоль направления линии стальной плиты I, из которых с целью охлаждения стальной плиты на выходящую из печи 7 выдержки/охлаждения стальную плиту распыляется охлаждающий воздух. Следует отметить, что в дополнение к охлаждающему воздуху из сопла может также распыляться легкий или плотный туман.
На фиг.2 представлен вид в перспективе печи 7 выдержки/охлаждения, а на фиг.3 боковой вид в поперечном сечении печи 7 выдержки/охлаждения.
Как следует из фиг.2, печь 7 выдержки/охлаждения сконфигурирована таким образом, что стальная плита I движется вверх в вертикальном направлении внутри имеющего форму бокса корпуса 20, поверхности которого сверху и снизу открыты. Внутри корпуса 20, как это показано на фиг.2, имеется восемь пар расположенных вдоль направления линии и обращенных к движущейся стальной плите I средств 21 обеспечения выдержки, способных радиационно нагревать обе поверхности стальной плиты I. Кроме того, внутри корпуса 20 имеются восемь пар расположенных вдоль направления линии и обращенных к обеим поверхностям движущейся стальной плиты I распылительных сопел 22, способных распылять охлаждающий газ на обе поверхности стальной плиты I. На их выводной стороне вверху главного корпуса 20 образованы выпускные окна 43, выпускающие находящуюся в главном корпусе 20 атмосферу. В данном варианте осуществления пары средств 21 обеспечения выдержки и пары распылительных сопел 22 расположены в направлении линии в чередующемся порядке с заданными интервалами. При этом в данном варианте осуществления в качестве средств 21 обеспечения выдержки использованы электронагреватели, а в качестве распылительных сопел 22 использованы плоские сопла.
Средства 21 обеспечения выдержки могут регулироваться на стадии выдержки индивидуально для каждой пары противолежащих средств. Благодаря этому можно независимо управлять или останавливать каждую пару средств 21 обеспечения выдержки с целью переключения на состояние выдержки для нагрева и выдержки стальной плиты I и на состояние остановки для остановки нагрева стальной плиты I.
Распылительные сопла 22 сконфигурированы так, чтобы их можно было регулировать в направлениях распыления при распылении охлаждающего газа, заставляя выбрасывающие отверстия поворачиваться относительно оси, параллельной направлению ширины стальной плиты I. Благодаря этому можно устанавливать направления распыления распылительных сопел 22 перпендикулярно поверхностям стальной плиты I (т.е. направления распыления в горизонтальном направлении) или устанавливать их наклонно к поверхностям стальной плиты I (т.е. так, чтобы направления распыления были расположены наклонно по отношению к горизонтальному направлению). Распылительные сопла 22 могут независимо регулироваться при операции распыления охлаждающего газа для каждой пары противолежащих сопел. Благодаря этому можно индивидуально устанавливать направления распыления пар распылительных сопел 22 и после этого независимо вводить в действие или останавливать эти пары с целью переключения на состояние распыления при распылении охлаждающего газа на стальную плиту I и на состояние остановки при остановке распыления распылительными соплами 22.
Печь 7 выдержки/охлаждения сконфигурирована так, чтобы в ней можно было изменять соотношение участка 15 выдержки для выдерживания стальной плиты I со стороны быстродействующей нагревательной печи 6 (т.е. со стороны входа стальной плиты I) и участка 16 охлаждения для охлаждения стальной плиты I со стороны охладительной печи 8 (т.е. со стороны выхода стальной плиты I) в зависимости от типа стали, степени нанесения покрытия, скорости линии и других условий легирования для легируемой стальной плиты I. Участок 15 выдержки устанавливается путем ввода в действие средств 21 обеспечения выдержки вдоль направления линии, начиная со стороны входа печи 7 выдержки/охлаждения, и установки их в состояние выдержки и путем остановки всех распылительных сопел 22, расположенных перед средствами 21 обеспечения выдержки, установленными в состояние выдержки (т.е. далее по ходу процесса в вертикальном направлении), и установки их в состояние остановки. Напротив, участок 16 охлаждения устанавливают остановкой всех остальных средств 21 обеспечения выдержки для установки их в состояние остановки и приведением в действие всех остальных распылительных сопел 22 для установки их в состояние распыления.
Имеющую указанную выше конфигурацию печь 7 выдержки/охлаждения конфигурируют так, чтобы она могла обеспечивать выдержку стальной плите I, проходящей через участок 15 выдержки, при температуре 500°С или выше и охлаждать стальную плиту I, проходящую через участок 16 охлаждения со средней скоростью охлаждения 5°С/сек или выше.
Способ производства оцинкованной горячим погружением стальной плиты с использованием производственной установки 1 согласно одному из вариантов осуществления настоящего изобретения, сконфигурированной указанным выше образом, объясняется далее с использованием фиг.1 - фиг.3.
Прежде всего, как следует из фиг.1, стальную плиту I из стали типа А перемещают в направлении стрелки со скоростью линии В, погружают в ванну 10 для нанесения покрытия в резервуаре 2 ванны для нанесения покрытия, после этого заставляют ее перемещаться вертикально вверх, выводя из ванны 10 для нанесения покрытия. Выходящую из ванны 10 для нанесения покрытия стальную плиту I заставляют перемещаться на участок обработки с газоструйными соплами 5, обе поверхности стальной плиты I обдувают газом и сдувают нанесенный на поверхности стальной плиты I металл покрытия для доведения степени нанесения покрытия на стальной плите I до С.
Далее, стальная плита I выводится с участка обработки с газоструйными соплами 5 и заводится в быстродействующую нагревательную печь 6. Затем в процессе прохождения стальной плиты I внутри быстродействующей нагревательной печи 6 стальная плита I нагревается со скоростью нагрева 30°С/сек или выше, что позволяет стальной плите I достичь пиковой температуры 500°С или выше, предпочтительно 650°С или ниже.
После того как температура стальной плиты I в быстродействующей нагревательной печи 6 достигает заданного значения, стальная плита I выводится из быстродействующей нагревательной печи 6 и заходит в печь 7 выдержки/охлаждения, в которой установлено оптимальное соотношение участка 15 выдержки и участка 16 охлаждения, определяемое типом стали, скоростью линии, степенью нанесения покрытия и другими условиями производства стальной плиты I. Например, ниже подробно описывается случай, когда при производстве оцинкованной горячим погружением стальной плиты I стали А, скорости линии В и степени нанесения покрытия С, как это показано на фиг.3, целесообразно выдерживать стальную плиту I на нижней стороне (вводной стороне) печи 7 выдержки/охлаждения и охлаждать стальную плиту I на верхней стороне (выводной стороне) печи 7 выдержки/охлаждения.
В последнем случае четыре пары средств 21 обеспечения выдержки на нижнем (вводная сторона) участке 15 выдержки в печи 7 выдержки/охлаждения устанавливают в состояние выдержки (на фиг.3 состояние выдержки заштриховано), в то время как четыре пары средств 21 обеспечения выдержки на верхнем (выводная сторона) участке 16 охлаждения устанавливают в состояние остановки. Далее, пять пар распылительных сопел 22 на верхнем (выводная сторона) участке 16 охлаждения в печи 7 выдержки/охлаждения устанавливают в состояние распыления (на фиг.3 состояние распыления показаны штриховыми линиями со стрелками), в то время как три пары сопел 22 на нижнем (вводная сторона) участке 15 выдержки устанавливают в состояние остановки.
Как указывалось выше, внутри печи 7 выдержки/охлаждения, установленной на определенное соотношение участка 15 выдержки и участка 16 охлаждения, в то время как стальная плита I перемещается через участок 15 выдержки при скорости линии В, используются четыре пары средств 21 обеспечения выдержки для радиационного нагрева стальной плиты I и выдерживания ее при температуре выдержки от 500 до 650°С. Далее, стальная плита I проходит от участка 15 выдержки на участок 16 охлаждения. В то время как стальная плита I проходит через участок 16 охлаждения, пары распылительных сопел 22 распыляют охлаждающий газ на стальную плиту I для ее охлаждения со средней скоростью охлаждения 5°С/сек или выше при скорости линии В.
Далее, плита выводится из печи 7 выдержки/охлаждения и поступает в охладительную печь 8. В охладительной печи 8 стальную плиту I заставляют двигаться со скоростью линии В и используют сопла (не показаны) для распыления холодного воздуха, легкого или плотного тумана с целью охлаждения стальной плиты I. При использовании описанного выше ряда обработок оцинкованную горячим погружением стальную плиту получают из стальной плиты I стали типа А.
Следует отметить, что, как показано на фиг.3, когда печь 7 выдержки/охлаждения настраивают на присутствие как участка 15 выдержки, так и участка 16 охлаждения, из всех пар распылительных сопел 22, образующих участок 16 охлаждения, пара распылительных сопел 22, расположенная в основном на стороне участка 15 выдержки в направлении линии (т.е. на границе участка 15 выдержки и участка 16 охлаждения), устанавливается таким образом, чтобы направления распыления этих сопел были перпендикулярными поверхностям стальной плиты I (т.е. чтобы были параллельными горизонтальному направлению). Благодаря этому на границе участка 15 выдержки и участка 16 охлаждения распыляемый соплами 22 охлаждающий газ образует подобную воздушной завесе газовую стену между участком 15 выдержки и участком 16 охлаждения, предотвращая тем самым поступление нагретой атмосферы со стороны участка 15 выдержки на участок 16 охлаждения. С другой стороны, остальные пары распылительных сопел 22, образующие участок 16 охлаждения, установлены таким образом, что направления их распыления обращены к поверхностям стальной плиты I в направлении линии (т.е. в вертикальном направлении) (т.е. наклонены вверх по отношению к горизонтальному направлению). Благодаря этому атмосфера (включая охлаждающий газ) участка 16 охлаждения перемещается по направлению линии стальной плиты I, образуется поток, выходящий наружу между выпускными отверстиями 43 печи 7 выдержки/охлаждения и охладительной печью 8 и при этом поддерживается постоянное давление. Следует отметить, что выпускные окна 43 могут быть образованы, по крайней мере, наверху печи 7 выдержки/охлаждения или в местах, которые могут образовать границу между участком 15 выдержки и участком 16 охлаждения таким образом, чтобы поддерживалось заданное внутреннее давление.
В изложенном выше взаимное расположение участка 15 выдержки и участка 16 охлаждения в печи 7 выдержки/охлаждения было приведено для случая стальной плиты I, которая была выдержана и затем охлаждена, но в зависимости от типа стали иногда бывает наиболее целесообразно нагреть, затем сразу же охладить и затем выдержать стальную плиту, в результате чего образуется содержащий главным образом δ1-фазу слой цинкового покрытия (не показан). В этом случае, например, в нижней стороне (вводной стороне) печи 7 выдержки/охлаждения для охлаждения стальной плиты используются распылительные сопла 22, в то время как в верхней стороне (выводной стороне) для выдержки стальной плиты I используются средства 21 обеспечения выдержки.
В изложенном выше печь 7 выдержки/охлаждения была описана со ссылкой на случай, в котором печь 7 выдержки/охлаждения имеет как участок 15 выдержки, так и участок 16 охлаждения, но можно также иметь и только один из участка 15 выдержки и участка 16 охлаждения. На фиг.4 представлен схематический вид со стороны в поперечном сечении печи 7 выдержки/охлаждения, установленной на присутствие только участка 15 выдержки на основе стали типа D, скорости линии Е и степени нанесения покрытия F. В этом случае, как это видно на фиг.4, все средства 21 обеспечения выдержки печи 7 выдержки/охлаждения установлены на состояние выдержки, а все распылительные сопла 22 установлены на состояние остановки.
Согласно описанному выше первому варианту осуществления при производстве оцинкованной горячим погружением стальной плиты из стальной плиты I соотношение участка 15 выдержки и участка 16 охлаждения в печи 7 выдержки/охлаждения изменено, а процесс выдержки и процесс охлаждения при легировании установлен оптимально в соответствии с условиями производства, основанными на типе стали, скорости линии, степени нанесения покрытия и других условий производства стальной плиты I, в результате чего имеется возможность восстанавливать ζ-фазу и Г-фазу без появления нелегированных дефектов и адекватным образом производить высококачественную оцинкованную горячим погружением стальную плиту, в основном состоящую из δ1-фазы. Кроме того, при независимом регулировании средств 21 обеспечения выдержки и распылительных сопел 22, поочередно расположенных в направлении линии в печи 7 выдержки/охлаждения, ответная реакция на переключение становится быстрее, переключение соотношения участка 15 выдержки и участка 16 охлаждения в соответствии с условиями производства завершается за более короткое время, чем ранее, и производство оцинкованной горячим погружением стальной плиты может быть начато без промедления, что делает работу исключительно легкой.
Кроме того, как следует из фиг.3, из пар распылительных сопел 22, образующих участок 16 охлаждения, пара распылительных сопел 22, расположенная в основном на стороне участка 15 выдержки в направлении линии устанавливается таким образом, что направления распыления этих сопел становятся перпендикулярными поверхностям стальной плиты I, благодаря чему, когда печь 7 выдержки/охлаждения включает в себя как участок 15 выдержки, так и участок 16 охлаждения, охлаждающий газ, распыляемый парой сопел 22, расположенной в основном на стороне участка 15 выдержки, образует стену газового потока по тому же принципу, что и воздушная завеса между участком 15 выдержки и участком 16 охлаждения, взаимовлияние температур между участком 15 выдержки и участком 16 охлаждения уменьшается и эффекты выдержки и охлаждения могут быть усилены. Кроме того, атмосфера на участке 16 охлаждения (включая охлаждающий газ) перемещается по направлению линии стальной плиты I и образует поток, выходящий наружу между печью 7 выдержки/охлаждения и охладительной печью 8, в результате чего охлаждающий стальную плиту I охлаждающий газ с повышенной температурой отводится и стальная плита I постоянно охлаждается низкотемпературным охлаждающим газом.
Далее, печь 7 выдержки/охлаждения может включать в себя также устройство 40 для нагрева стальной плиты I горячим воздухом. На фиг.5 представлен схематический боковой вид в поперечном сечении, показывающий полную конфигурацию печи 7 выдержки/охлаждения, включенной в установку 1 по производству оцинкованной горячим погружением стальной плиты согласно второму варианту осуществления настоящего изобретения, в котором использована эта конфигурация.
Как следует из фиг.5, во втором варианте осуществления на вводной стороне в главном корпусе 20 печи 7 выдержки/охлаждения имеется одна пара обдувочных устройств 41, обращенных к обеим поверхностям движущейся стальной плиты I и способных нагревать стальную плиту по обеим поверхностям горячим воздухом путем вдувания горячего воздуха в главный корпус 20. Вслед за этой парой обдувочных устройств 41 (т.е. вверх по вертикали), так же как и в первом варианте осуществления, в направлении линии установлены восемь пар распылительных сопел 22, обращенных к обеим поверхностям стальной плиты I. На их выводной стороне расположены выпускные окна 43. Далее, в главном корпусе 20 в направлении линии расположены четыре пары выпускных устройств 42, обращенных к обеим поверхностям стальной плиты I и способных выводить атмосферу в главном корпусе 20. Во втором варианте осуществления в направлении линии с заданными интервалами поочередно расположены две пары распылительных сопел 22 и одна пара выпускных устройств 42.
Блок 40 обеспечения выдержки печи 7 выдержки/охлаждения включает в себя названную выше пару обдувочных устройств 41 и четыре пары выпускных устройств 42. Во втором варианте осуществления используются способные открываться и запираться выпускные устройства 42. Обдувочные устройства 41 и выпускные устройства 42, относящиеся к блоку 40 обеспечения выдержки, могут независимо регулироваться в процессе работы для каждой пары противолежащих устройств. Например, когда печь 7 выдержки/охлаждения установлена на нахождение в ней участка 15 выдержки, обдувочные устройства 41 устанавливаются на работу в состоянии обдувки, в то время как, когда печь установлена на отсутствие участка 15, обдувочные устройства 41 могут быть остановлены для установки их в состояние остановки. При этом, когда печь 7 выдержки/охлаждения установлена на нахождение в ней участка 15 выдержки, пары выпускных устройств 42 могут независимо открываться/закрываться для переключения между состоянием выпуска при отводе атмосферы из главного корпуса 20 и состоянием закрытия, при котором атмосфера не отводится.
Во втором варианте осуществления, когда печь 7 выдержки/охлаждения установлена на нахождение в ней участка 15 выдержки, пара выпускных устройств 42, наиболее отдаленная по ходу линии от участка 15 выдержки (т.е. выше по вертикали), открывается для установки ее в состояние выпуска, а все остальные пары выпускных устройств 42 закрываются для установки их в состояние закрытия. Благодаря этому, как показано с помощью штрихпунктирной линии на фиг.5, горячий воздух, вдуваемый из обдувочных устройств 41 в состоянии обдувки, обеспечивает выдержку стальной плите I, проходит в направлении линии через участок 15 выдержки в главный корпус 20 и выходит из выпускных устройств 42 в состоянии выпуска.
Согласно описанному выше второму варианту осуществления при охлаждении с помощью охлаждающего газа стальной плиты I, движущейся через участок 16 охлаждения в печи 7 выдержки/охлаждения, и выдерживании с использованием горячего воздуха стальной плиты I, движущейся через участок 15 выдержки, переключение соотношения от участка 15 выдержки к участку 16 охлаждения дает возможность без промедления переключать атмосферу в главном корпусе 20. Ответная реакция на переключение еще более ускоряется. Благодаря этому переключение соотношения участка 15 выдержки и участка 16 охлаждения согласно производственным условиям завершается за более короткое время и проведение работы еще более упрощается.
Далее, при помещении выпускных устройств 42 блока 40 обеспечения выдержки в положение, которое может образовать границу между участком 15 выдержки и участком 16 охлаждения, можно отводить нагретую атмосферу со стороны участка 15 выдержки наружу без необходимости проведения ее на участок 16 охлаждения, взаимовлияние температур между участком 15 выдержки и участком 16 охлаждения уменьшается и эффекты выдержки и охлаждения могут быть усилены. В частности, как это объяснено в первом варианте осуществления, когда распылительные сопла 22 на границе между участком 15 выдержки и участком 16 охлаждения распыляют охлаждающий газ перпендикулярно поверхностям стальной плиты I так, чтобы он действовал как воздушная завеса, можно дополнительно уменьшить взаимовлияние температур между участком 15 выдержки и участком 16 охлаждения и еще больше усилить эффект выдержки и эффект охлаждения. Следует отметить, что второй вариант осуществления приводит к другим эффектам, которые подобны эффектам, получаемым в первом варианте осуществления. На фиг.5 обдувочные устройства 41 установлены с наиболее ранней по ходу процесса стороны главного корпуса (т.е. внизу по вертикали) и расположены так, чтобы охлаждать плиты после выдержки. Изменять расположение для каждого типа стали невозможно, но при добавлении обдувочных устройств 41 в середине главного корпуса 20 или изменении места расположения обдувочных устройств 41 к середине главного корпуса 20 можно настроить устройства на охлаждение и затем выдерживать стальную плиту.
Выше предпочтительные варианты осуществления настоящего изобретения были описаны со ссылками на прилагаемые чертежи, но этими примерами настоящее изобретение не ограничено. Специалист в данной области мог бы ясно представить себе различные модификации или изменения в рамках технического аспекта, описанного в формуле изобретения. Следует иметь в виду, что эти модификации и изменения естественным образом входят в технический объем настоящего изобретения.
В приведенном выше первом варианте осуществления описан случай, в котором печь 7 выдержки/охлаждения включает в себя восемь пар средств 21 обеспечения выдержки и распылительных сопел 22, обращенных к обеим поверхностям стальной плиты I, но число средств 21 обеспечения выдержки и распылительных сопел 22 может быть каким угодно.
В приведенном выше первом варианте осуществления был описан случай, в котором печь 7 выдержки/охлаждения включает в себя одну пару распылительных сопел 22 и одну пару средств 21 обеспечения выдержки, расположенных поочередно вдоль направления линии, но вдоль направления линии может быть поочередно расположено любое число пар средств 21 обеспечения выдержки и любое число распылительных сопел 22. В этом случае, кроме того, можно также регулировать пары распылительных сопел, целиком размещенные непрерывно вдоль направления линии. Таким же образом можно регулировать средства 21 обеспечения выдержки, целиком размещенные непрерывно вдоль направления линии.
В упомянутых выше первом и втором вариантах осуществления дается объяснение случая, показанного на фиг.3, в котором печь 7 выдержки/охлаждения была установлена на присутствие в ней как участка 15 выдержки, так и участка 16 охлаждения в зависимости от условий производства стали типа А, скорости линии В и степени нанесения покрытия С; случая, показанного на фиг.4, в котором печь 7 выдержки/охлаждения установлена на присутствие в ней только участка 15 выдержки в зависимости от условий производства стали типа D, скорости линии Е и степени нанесения покрытия F; и случая, показанного на фиг.5, в котором печь 7 выдержки/охлаждения установлена на присутствие в ней участка 15 выдержки путем эксплуатации обдувочных устройств 41 при установке их на состояние остановки, но печь 7 выдержки/охлаждения может быть легко переустановлена на любую из трех установок от (1) до (3), где (1) - установка на присутствие только участка 15 выдержки, (2) - установка на присутствие только участка 16 охлаждения и (3) - установка на присутствие как участка 15 выдержки, так и участка 16 охлаждения. Кроме того, в этом случае может быть легко установлено соотношение между участком 15 выдержки и участком 16 охлаждения и взаиморасположение участка 15 выдержки и участка 16 охлаждения.
В упомянутых выше первом и втором вариантах осуществления была описана производственная установка 1 для случая, в котором газоструйные сопла 5, быстродействующая нагревательная печь 6, печь 7 выдержки/охлаждения и охладительная печь 8 расположены в этом порядке снизу вверх над резервуаром ванны 2 для нанесения покрытия, но производственная установка 1 может быть также сконфигурирована и по-иному. В частности, между быстродействующей нагревательной печью 6 и печью 7 выдержки/охлаждения можно также разместить специальную печь выдержки для выдерживания стальной плиты I при 500-650°С, что позволит осуществлять выдержку стальной плиты I даже за пределами печи 7 выдержки/охлаждения.
В упомянутом выше втором варианте осуществления описан случай с одной парой обдувочных устройств 41 блока 40 обеспечения выдержки печи 7 выдержки/охлаждения, но в печи 7 выдержки/охлаждения может быть установлено любое число обдувочных устройств 41. При этом обдувочные устройства 41 могут быть расположены любым образом. Например, еще одну пару обдувочных устройств 41 из пар обдувочных устройств 41, показанных на фиг.5, можно расположить над парой распылительных сопел 22, расположенной второй от дна печи 7 выдержки/охлаждения, показанной на чертеже. Когда длина дна печи 7 выдержки/охлаждения является большой, помещая другие обдувочные устройства 41, можно сократить время переключения зоны охлаждения на зону выдержки и ускорить ответную реакцию.
Далее, для фиг.5 описан случай, в котором две пары распылительных сопел 22 и одна пара блока 40 обеспечения выдержки поочередно расположены вдоль направления линии, но вдоль направления линии можно поочередно расположить любое число пар блока 40 обеспечения выдержки и любое число пар распылительных сопел 22. В этом случае можно также регулировать все множество пар распылительных сопел 22, непрерывно расположенных вдоль направления линии. Аналогичным образом, можно также регулировать все множество пар блока 40 обеспечения выдержки, непрерывно расположенных вдоль направления линии.
Следует отметить, что блок 40 обеспечения выдержки может быть также выполнен в виде структуры, в которой обдувочное устройство 41 спарено с выпускным устройством 42, т.е. структуры, в которой обдувочное устройство 41 и выпускное устройство 42 расположены так, что они обращены одно к другому через стальную плиту I, или структуры, в которой имеется множество таких пар.
В упомянутом выше втором варианте осуществления описан случай обдувочных устройств 41 блока 40 обеспечения выдержки печи 7 выдержки/охлаждения, вдувающих горячий воздух в главный корпус 20 для нагрева стальной плиты I, но, когда обдувочные устройства 41 находятся на участке 16 охлаждения, обдувочные устройства 41 могут также вдувать охлаждающий воздух в главный корпус 20 для охлаждения стальной плиты I охлаждающим воздухом.
ПРИМЕРЫ
Примеры настоящего изобретения приводятся в сравнении со сравнительными примерами.
Пример I
Вначале будет описан случай использования печи выдержки/охлаждения для выдержки стальной плиты, а затем для ее охлаждения. В таблице 2 представлены результаты использования производственной установки настоящего изобретения и производственной установки традиционного типа для производства оцинкованной горячим погружением стальной плиты из испытуемых материалов типов стали с составами, показанными в таблице 1, в различных типах условий производства. Отметим, что длина (в направлении линии) печи выдержки/охлаждения производственной установки настоящего изобретения была сделана равной 25 м. Для производственной установки традиционного типа длину (в направлении линии) печи для выдержки фиксированного типа сделали равной 14,2 м, а длину (в направлении линии) охладительной печи фиксированного типа сделали равной 10,8 м. При этом концентрация Аl в ванне для нанесения покрытия была установлена равной 0,134 мас.% как на производственной установке настоящего изобретения, так и на производственной установке традиционного типа.
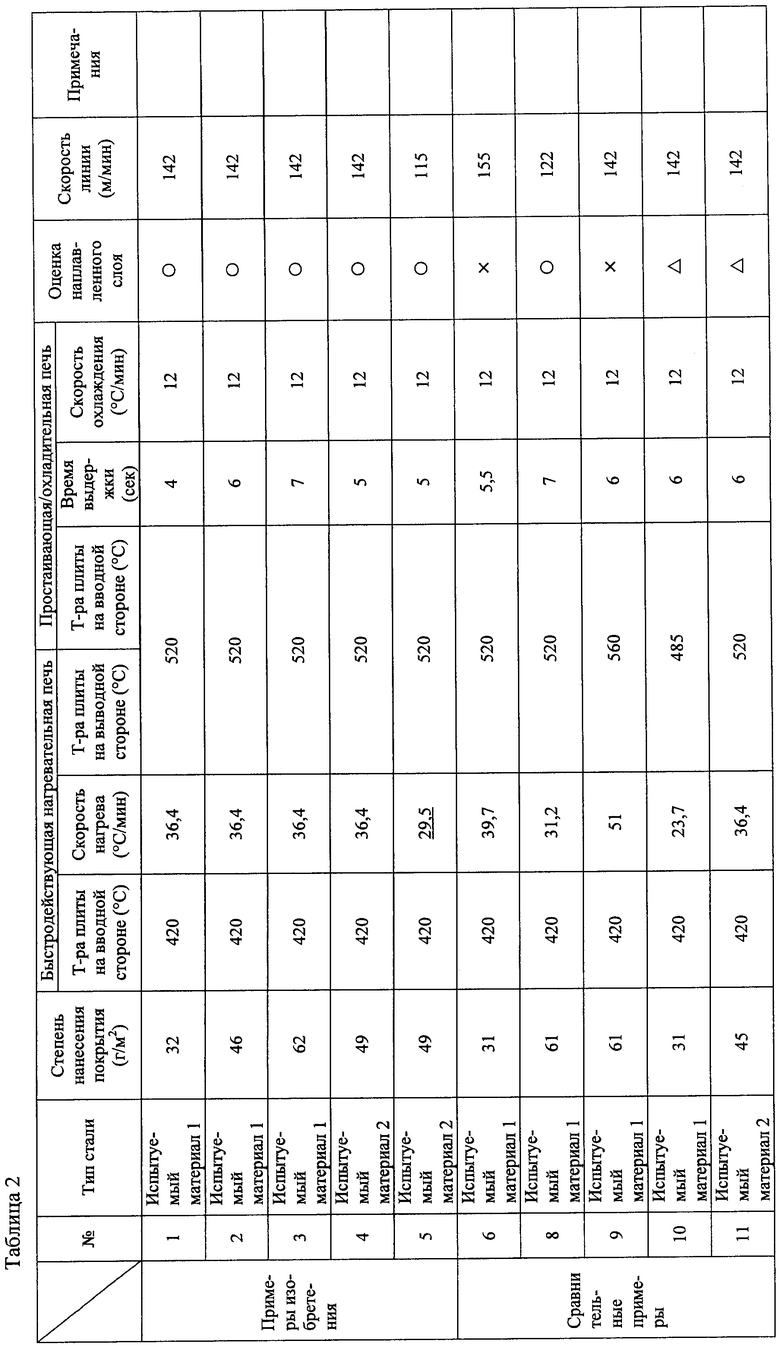
При оценивании наплавленных слоев в таблице 2 случаи, где наплавленный слой полученной оцинкованной горячим погружением стальной плиты представляет собой оптимальный слой сплава, в основном состоящего из δ1-фазы, отмечены оценкой «Ο»; случаи, где ζ-фаза и Г-фаза являются избыточными, отмечены оценкой «Δ»; и случаи, где имеются не подвергшиеся легированию дефекты, отмечены оценкой «×».
Из условий производства оцинкованной горячим погружением стальной плиты прежде всего рассмотрим случай с варьированием степени нанесения покрытия. Как следует из таблицы 2, в примерах № 1-3 согласно настоящему изобретению с использованием испытуемого материала 1, когда степень нанесения покрытия была изменена от 32 до 62 г/м2, изобретатели изменили соотношение участка выдержки и участка охлаждения печи выдержки/охлаждения, не меняя скорости линии (142 м/мин) и скорости нагрева быстродействующей нагревательной печи (36,4°С/мин), оптимально выдержали испытательный материал 1 и оказались способными получить оцинкованную горячим погружением стальную плиту с оптимальным наплавленным слоем, ни разу не меняя скорость линии. Кроме того, изобретатели могли производить ровные изменения в степени нанесения покрытия без какого-либо воздействия на отжиговую печь и другие устройства на линии.
В отличие от этого в сравнительных примерах № 6-8 согласно существующему уровню техники с использованием испытуемого материала 1, когда степень нанесения покрытия изменяли до 31, 46 и 61 г/м2, изобретатели изменяли скорость линии до 155, 142 и 122 м/мин с целью обеспечения оптимального времени выдержки для испытуемого материала 1. В сравнительном примере № 7 получен оптимальный наплавленный слой, но в сравнительном примере 6 был достигнут верхний предел скорости линии установки, т.е. 155 м/мин, оптимальное время выдержки (4 сек) для испытуемого материала 1 не могло быть обеспечено, и вследствие этого наплавленный слой полученной оцинкованной горячим погружением стальной плиты имел дефекты легирования. Далее, в сравнительном примере № 8 было обеспечено оптимальное время выдержки (7 сек) для испытуемого материала 1 и могла быть получена оцинкованная горячим погружением стальная плита с оптимальным слоем сплава, но скорость линии при этом была крайне низка (122 м/мин), в результате чего резко снизилась производительность. Этим путем, т.е. рассчитывая лишь на изменения в степени нанесения покрытия с помощью скорости линии, в некоторых случаях оказывается невозможно их использовать из-за верхнего предела скорости линии установки, либо же существенным образом страдает производительность.
Далее, в сравнительных примерах № 9 и 10 согласно существующему уровню техники с использованием испытуемого материала 1, когда степень нанесения покрытия изменяли соответственно до 61 и 31 г/м2, изменяли и скорость нагрева быстродействующей нагревательной печи (до 51,0 и 23,7°С/сек), не изменяя при этом время выдержки с целью оптимального выдерживания испытуемого материала 1. Однако в сравнительном примере 9 скорость нагрева была чрезмерно высокой (51,0°С/сек), в результате чего возникали дефекты легирования. Далее, в сравнительном примере № 10 скорость нагрева была чрезмерно низкой (23,7°С/сек), в результате чего слой сплава оцинкованной горячим погружением стальной плиты оказался в состоянии с избыточными ζ-фазой и Г-фазой.
Далее, рассмотрим случай с изменением типа стали как одного из условий при производстве оцинкованной горячим погружением стальной плиты. Как следует из таблицы 2, в примере 4 согласно настоящему изобретению оцинкованную горячим погружением стальную плиту изготовляют с заменой типа стали, а именно испытуемого материала 1 на испытуемый материал 2. И в этом случае также путем корректировки соотношения участка выдержки и участка охлаждения в печи выдержки/охлаждения можно оптимальным образом выдерживать испытуемый материал 2 и производить оцинкованную горячим погружением стальную плиту с оптимальным слоем сплава.
В отличие от сказанного в сравнительном примере № 11 согласно существующему уровню техники оцинкованную горячим погружением стальную плиту получают, меняя тип стали от испытуемого материала 1 на испытуемый материал 2, но оптимально выдержать испытуемый материал 2 оказалось невозможно. Наплавленный слой оцинкованной горячим погружением стальной плиты в конечном результате перешел в состояние с избыточной Г-фазой.
Рассмотрим далее случай с изменением скорости линии как одного из условий при производстве оцинкованной горячим погружением стальной плиты. Как следует из таблицы 2, в примере 5 согласно настоящему изобретению с использованием испытуемого материала 2 скорость линии была понижена до 115 м/мин по сравнению со 142 м/мин в примере 4 с использованием того же испытуемого материала 2. И в этом случае также путем корректировки соотношения участка выдержки и участка охлаждения в печи выдержки/охлаждения можно оптимальным образом выдерживать испытуемый материал 2 и производить оцинкованную горячим погружением стальную плиту с оптимальным слоем сплава.
Пример II
Далее описывается случай использования печи выдержки/охлаждения для охлаждения стальной плиты, а затем для ее выдержки. В таблице 4 представлены результаты использования производственной установки настоящего изобретения и производственной установки традиционного типа для производства оцинкованной горячим погружением стальной плиты из испытуемых материалов типов стали с составами, показанными в таблице 3, в различных типах условий производства. Отметим, что длина (в направлении линии) печи для выдержки производственной установки настоящего изобретения была сделана равной 25 м. Производственная установка традиционного типа имела длину (в направлении линии) печи для выдержки фиксированного типа, равную 14,2 м, и длину (в направлении линии) охладительной печи фиксированного типа, равную 10,8 м. При этом концентрация Аl в ванне для нанесения покрытий была установлена равной 0,134 мас.% как на производственной установке настоящего изобретения, так и на производственной установке традиционного типа.
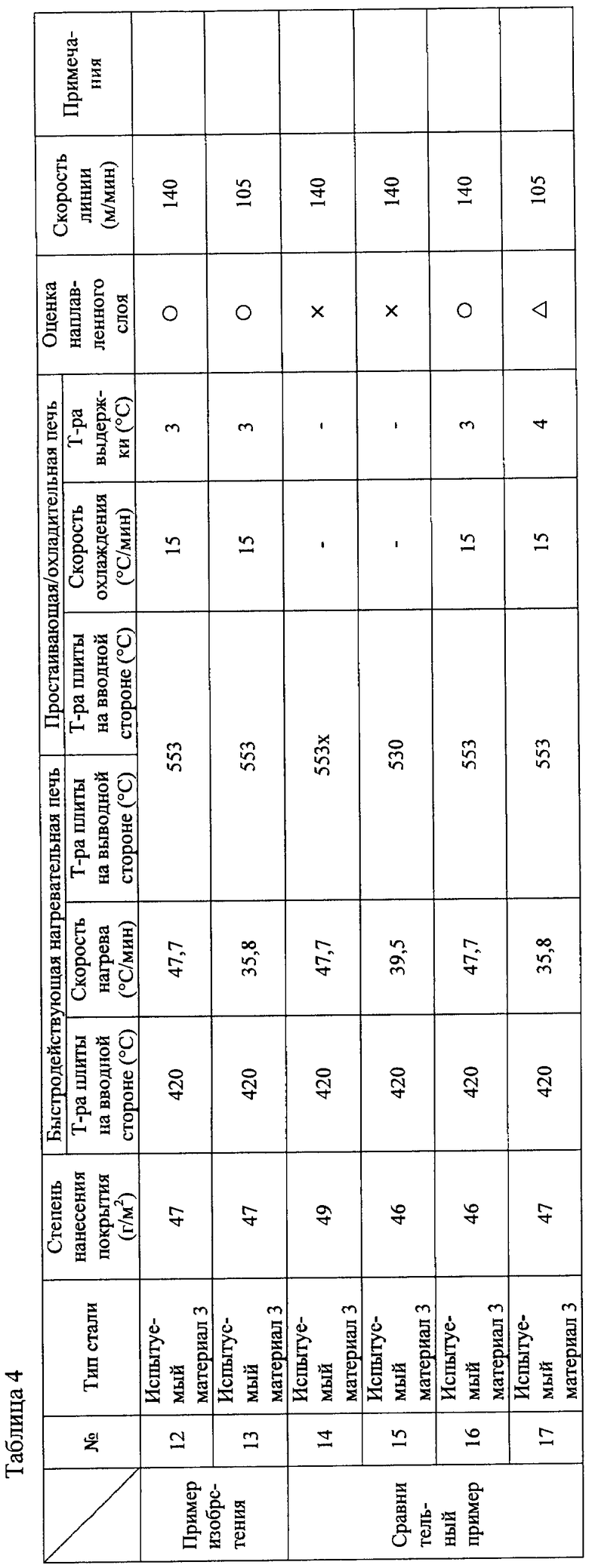
При оценивании наплавленных слоев в таблице 2 случаи, где наплавленный слой полученной оцинкованной горячим погружением стальной плиты представляет собой оптимальный слой сплава, в основном состоящего из δ1-фазы, отмечены оценкой «Ο»; случаи, где ζ-фаза и Г-фаза являются избыточными, отмечены оценкой «Δ»; и случаи, где имеются не подвергшиеся легированию дефекты, отмечены оценкой «×».
В зависимости от типа стали после осуществления выброса нужного количества Fe в слой сплава благодаря начальному нагреву в некоторых случаях стальную плиту следует немедленно охладить, чтобы предотвратить выброс избытка Fe и получение в результате этого плохого внешнего вида, а также следует поддерживать нужную температуру, чтобы образовался слой сплава, состоящего в основном из δ1-фазы. Как следует из таблицы 4, в примерах № 12 и 13 согласно настоящему изобретению с использованием испытуемого материала 1, если используется производственная установка настоящего изобретения, даже если изменить скорость линии до 140 м/мин и 105 м/мин, как в указанных примерах, путем регулирования соотношения участка выдержки и участка охлаждения печи выдержки/охлаждения можно непрерывно поддерживать оптимальную температуру на выводной стороне быстродействующей нагревательной печи и сохранять температуру после охлаждения в печи выдержки/охлаждения. Благодаря этому можно производить оцинкованную горячим погружением стальную плиту с оптимальным слоем сплава.
В отличие от сказанного в сравнительном примере № 14 согласно существующему уровню техники с использованием испытательного материала 3 даже при той же самой температуре на выходе быстродействующей нагревательной печи, как примерах № 12 и 13, т.е. при 553°С, если не охлаждать стальную плиту, а выдерживать ее при температуре выдержки 553°С в печи выдержки/охлаждения, выбрасывается избыточное количество Fe и ухудшается внешний вид наплавленного слоя оцинкованной горячим погружением стальной плиты.
Далее, в сравнительном примере № 15 согласно существующему уровню техники с использованием испытуемого материала 3, если предотвратить выброс избыточного Fe, снизив температуру быстродействующей нагревательной печи до 530°С, объем диффузии Fe станет недостаточным и в результате этого слой сплава оцинкованной горячим погружением стальной плиты окажется слабо легированным.
Далее, сравнительные примеры № 9 и 10 согласно существующему уровню техники с использованием испытуемого материала 3 показывают результаты случая размещения охладительной печи фиксированного типа на выводной стороне быстродействующей нагревательной печи. В случае желания поддерживать оптимальную температуру выдержки после охлаждения стальной плиты необходима корректировка скорости линии. С этой целью скорости линии в примерах № 16 и 17 доводят соответственно до 140 м/мин и 105 м/мин. В этом случае в примере № 16 плиту можно было бы выдерживать при оптимальной температуре выдержки и производить оцинкованную горячим погружением стальную плиту с оптимальным слоем сплава. Однако в примере № 17 температура выдержки была недостаточной и объем диффузии Fe был недостаточен, по причине чего наплавленный слой оцинкованной горячим погружением стальной плиты становится плохо легированным.
Применимость в промышленности
Настоящее изобретение в особенности полезно для установки по производству оцинкованной горячим погружением стальной плиты для производства оцинкованной горячим погружением стальной плиты.
Согласно настоящему изобретению при производстве оцинкованной горячим погружением стальной плиты путем соответствующей установки участков зоны выдержки для выдерживания нагретой стальной плиты и зоны охлаждения для ее охлаждения и взаиморасположения участка выдержки и участка охлаждения с целью соответствия быстрым заменам типа стали, степени нанесения покрытия и другим внешним факторам можно облегчить производство оцинкованной горячим погружением стальной плиты благодаря устойчиво оптимальным условиям производства и при этом можно производить высококачественную оцинкованную горячим погружением стальную плиту с улучшенными характеристиками текучести и адгезии. В частности, реакция со стороны процесса на установку участков зоны выдержки и зоны охлаждения и взаиморасположения участка выдержки и участка охлаждения является быстрой, что облегчает проведение работы.
Изобретение относится к производству оцинкованной горячим погружением стальной плиты с последующим ее легированием. Установка включает быстродействующую нагревательную печь, установленную над резервуаром ванны для нанесения покрытий и характеризующуюся нагревательной способностью со скоростью нагрева 30°С/сек или выше при пиковой температуре 500°С или выше, и печь для выдержки/охлаждения, установленную над указанной быстродействующей нагревательной печью для обработки движущейся вверх в вертикальном направлении стальной плиты, выходящей из указанной быстродействующей нагревательной печи, путем выдержки и/или охлаждения. Указанная печь для выдержки/охлаждения состоит из участка выдержки, включающего средства обеспечения выдержки для выдерживания стальной плиты при 500-650°С, и участка охлаждения, включающего средства охлаждения для охлаждения стальной плиты со средней скоростью охлаждения 5°С/сек или выше. Соотношение длин обоих участков в печи легко переустанавливается, и легко переустанавливается расположение указанных участка выдержки и участка охлаждения. Изобретение облегчает производство высококачественной оцинкованной горячим погружением стальной плиты, обладающей высокими характеристиками текучести и адгезии за счет ее обработки в оптимальных условиях в каждый момент времени несмотря на быстрые изменения типа стали, степени нанесения покрытия и других внешних факторов. 2 н. и 8 з.п. ф-лы, 5 ил., 4 табл.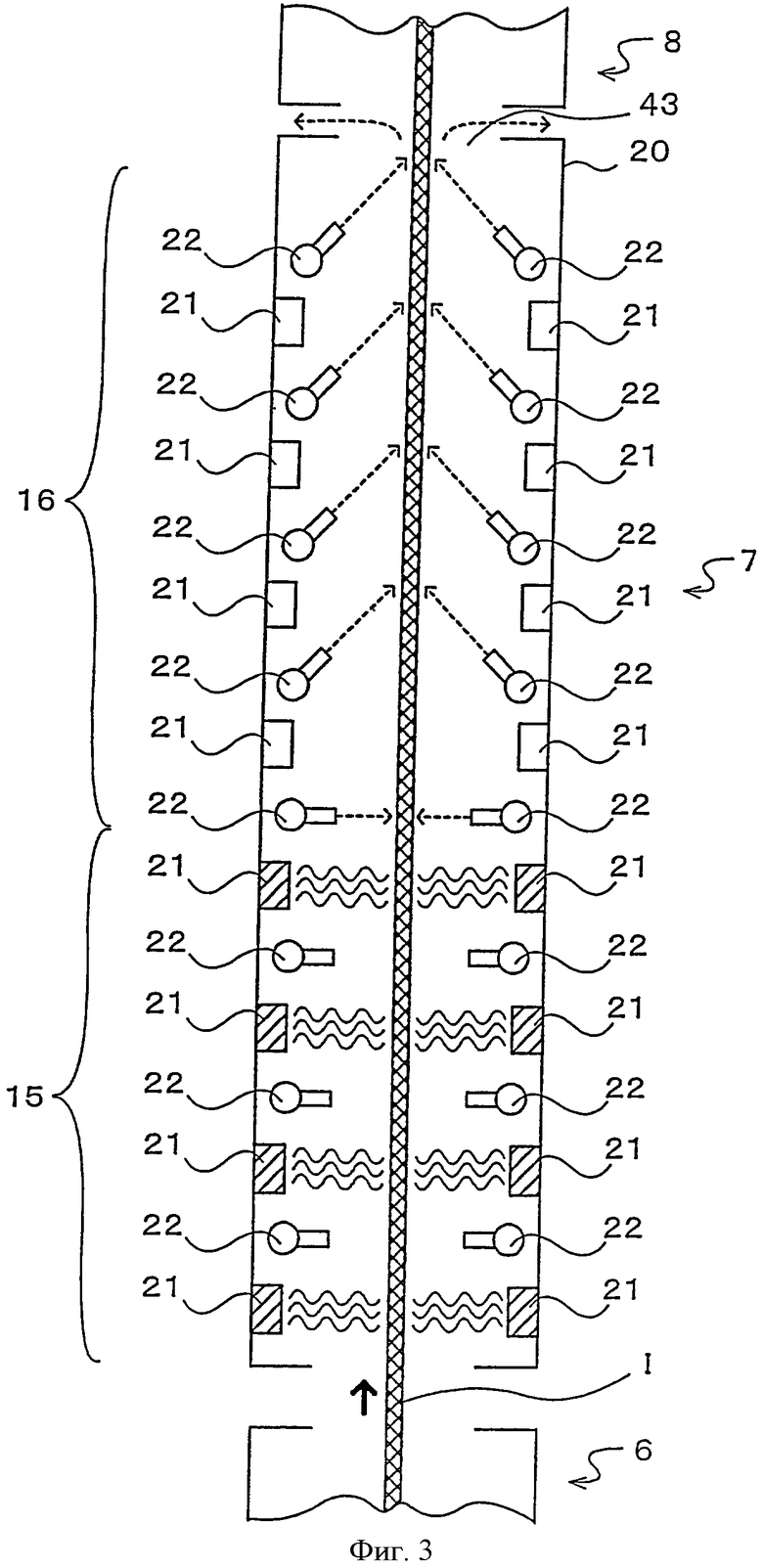
1. Установка для производства оцинкованной горячим погружением стальной плиты в ванне для нанесения покрытия с последующим легированием плиты, включающая быстродействующую нагревательную печь, установленную над резервуаром ванны для нанесения покрытий и характеризующуюся нагревательной способностью со скоростью нагрева 30°С/с или выше при пиковой температуре 500°С или выше, и печь для выдержки/охлаждения, установленную над указанной быстродействующей нагревательной печью для обработки движущейся вверх в вертикальном направлении стальной плиты, выходящей из указанной быстродействующей нагревательной печи, путем выдержки и/или охлаждения, причем указанная печь для выдержки/охлаждения состоит из участка выдержки, включающего средства обеспечения выдержки для выдерживания стальной плиты при 500-650°С, и участка охлаждения, включающего средства охлаждения для охлаждения стальной плиты со средней скоростью охлаждения 5°С/с или выше, и при этом соотношение длин обоих участков в печи легко переустанавливается и легко переустанавливается расположение указанных участка выдержки и участка охлаждения.
2. Установка по п.1, в которой, по меньшей мере, одна пара указанных средств обеспечения выдержки, обращенная к обеим поверхностям движущейся стальной плиты в указанной печи выдержки/охлаждения, и, по меньшей мере, одна пара указанных средств охлаждения, обращенная к обеим поверхностям движущейся стальной плиты, могут быть поочередно расположены вдоль направления движения стальной плиты.
3. Установка по п.1 или 2, в которой указанные средства охлаждения распыляют охлаждающую среду на стальную плиту через распылительные сопла.
4. Установка по п.3, в которой указанные распылительные сопла сконфигурированы так, чтобы их выпускные отверстия могли поворачиваться относительно оси, параллельной направлению стальной плиты, причем указанные распылительные сопла на границе указанного участка выдержки и указанного участка охлаждения могут распылять охлаждающий газ перпендикулярно стальной плите и образовывать барьер для потока газа.
5. Установка по п.1 или 2, в которой указанные средства обеспечения выдержки имеют обдувочные устройства для нагрева стальной плиты горячим воздухом.
6. Установка по п.5, в которой указанные средства обеспечения выдержки имеют выпускные устройства на выводной стороне указанных обдувочных устройств.
7. Установка по п.1 или 2, в которой указанные средства обеспечения выдержки представляют собой радиационные нагревательные устройства для радиационного нагрева стальной плиты.
8. Установка по п.1 или 2, в которой в указанной печи выдержки/охлаждения образованы выпускные окна вверху указанной печи выдержки/охлаждения и/или в местах, которые могут стать пограничными между указанным участком выдержки и указанным участком охлаждения.
9. Установка по п.1 или 2, в которой между указанной быстродействующей нагревательной печью и указанной печью выдержки/охлаждения расположена специальная печь выдержки для выдерживания стальной плиты при 500-650°С.
10. Способ производства оцинкованной горячим погружением стальной плиты, включающий обработку стальной плиты в ванне для нанесения покрытий с последующим легированием плиты в установке по любому из пп.1-9.
| JP 63121644 A, 25.05.1988 | |||
| Устройство для докрепления резьбовых соединений обсадных труб в скважине | 1985 |
|
SU1283352A1 |
| СПОСОБ МАСКИРОВКИ ЭЛЕКТРОМАГНИТНЫХ КАНАЛОВ УТЕЧКИ РЕЧЕВЫХ СИГНАЛОВ ЗВУКОУСИЛИТЕЛЬНОЙ АППАРАТУРЫ | 2005 |
|
RU2277758C1 |
| JP 10298730 A, 10.11.1998 | |||
| JP 3400289 B2, 28.04.2003 | |||
| УСТАНОВКА НЕПРЕРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2003 |
|
RU2249059C1 |

