Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления высокопрочного холоднокатаного стального листа, который обладает превосходной способностью к химической обработке, даже тогда, когда повышено содержание Si, Mn, и т.д. в стали для повышения прочности материала, а также относится к производственному оборудованию для реализации этого способа.
Уровень техники
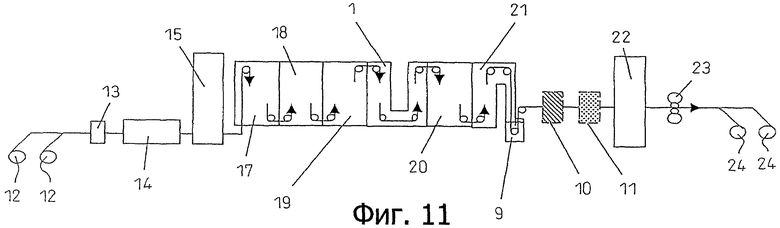
Ранее для изготовления высокопрочного холоднокатаного стального листа использовали печь для отжига непрерывного действия с оборудованием для введения инертного газа в атмосферу печи (см. фиг.11) или использовали комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее подобную печь для отжига непрерывного действия (см. фиг.12).
В печи для отжига непрерывного действия имеется оборудование, показанное на фиг.11, в котором в зоне охлаждения, в общем, используется: охлаждение водой, а именно, охлаждение туманом и охлаждение водой при погружении, охлаждение газом при распылении охлажденного атмосферного газа и/или охлаждение посредством валков, которые охлаждаются при контакте с проходящей внутри охлаждающей средой.
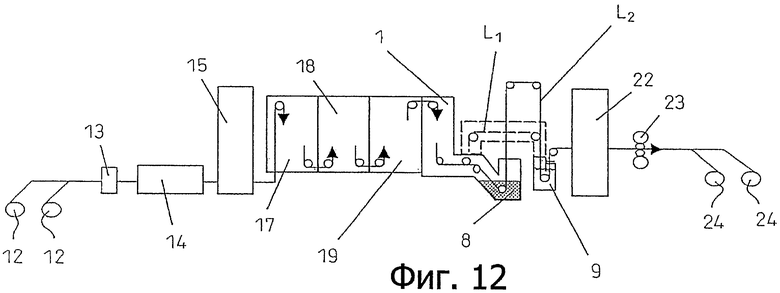
На фиг.12 представлено комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее печь для отжига непрерывного действия, и в котором имеется оборудование для нанесения покрытия (на чертеже видна ванна 8 для горячего цинкования и линия L2 перемещения листа). Во время изготовления оцинкованного стального листа способом горячего цинкования обычно практикуется охлаждение газом при распылении охлажденного атмосферного газа для обеспечения адгезии покрытия.
Кроме того, в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия, при отжиге холоднокатаного стального листа, не подвергаемого горячему цинкованию, как показано пунктирной линией на фиг.12, холоднокатаный стальной лист проходит по линии L1 перемещения съемного типа, которая изолирована от атмосферного воздуха, так же как и другая печь.
При отжиге листа из низкоуглеродистой стали (например, с содержанием Si: 0,2% или меньше) в промышленном оборудовании не возникает особых проблем, связанных со способностью листа к химической обработке.
Однако для повышения прочности стали, равно как и для повышения прочности стального листа, связанного с потребностью снижения веса в автомобильной отрасли, должно быть увеличено содержание элементов Si, Mn, и т.д., которые добавляют для повышения прочности. Если, к примеру, увеличивать содержание Si до около 1,0%, на поверхности стального листа будет оставаться большое количество пленок оксидов Si, оксидов Mn или пленок других оксидов, при этом способность к химической обработке будет ухудшаться, и участки с пленками оксидов Si не будут подвергаться химической обработке, т.е. образуются конверсионные дефекты, называемые «плешинами».
В печи для отжига непрерывного действия при использовании оборудования для охлаждения туманом или для охлаждения водой при погружении или для другого способа охлаждения охлаждаемой зоны водой стальной лист охлаждают в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С или весь этот диапазон температур, после нагрева для рекристаллизации, подвергая поверхность стального листа воздействию воды при температуре стального листа, затем, после выхода стального листа из печи для отжига, стальной лист декапируют или наносят Ni покрытие.
В связи с этим не возникает особых проблем, связанных со способностью листа к химической обработке, даже для высокопрочного холоднокатаного стального листа с повышенным содержанием Si или Mn.
Однако при использовании печи для отжига непрерывного действия с применением газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода, без применения способа охлаждения водой охлаждаемой зоны, в области температур, охватывающей часть диапазона температур стального листа или весь этот диапазон температур, либо при использовании комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия, печь заполняют инертным газом, при этом концентрация кислорода и точка росы в атмосфере печи являются чрезвычайно низкими, в результате чего, в традиционных материалах с низким содержанием Si и Мn, размер оксидной пленки не создает проблем. Оборудование для декапирования или нанесения Ni покрытия на стальные листы после выхода из печи для отжига обычно отсутствует.
В высокопрочном стальном листе, в связи с высоким содержанием Si и Mn, значительно снижается способность листа к химической обработке.
Словосочетание «охлаждающий газ» означает охлаждение стального листа в печи с применением способа охлаждения распылением атмосферного газа, имеющего более низкую температуру, чем температура стального листа; словосочетание «эффузионное охлаждение» означает охлаждение с применением способа охлаждения стального листа при его прохождении через печь, в которую подается атмосферный газ с более низкой температурой, чем температура стального листа; и словосочетание «охлаждение посредством охлаждающего трубопровода» означает охлаждение с применением способа охлаждения стального листа при прохождении по трубам изолированной от газа печной атмосферы охлаждающей среды, которые размещены в печи и охлаждают газ печной атмосферы.
Кроме того, в описании рассматривается печь для отжига непрерывного действия или комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее подобную печь для отжига непрерывного действия, причем в оборудование для отжига непрерывного действия стального листа включена печь для отжига непрерывного действия, в оборудование для горячего цинкования погружением стального листа включена печь для отжига непрерывного действия и в комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав включена печь для отжига непрерывного действия.
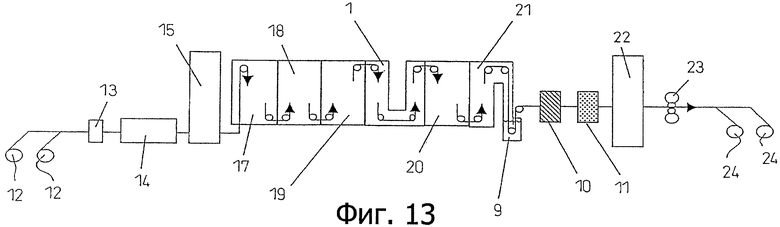
По вышеупомянутой причине, даже при использовании печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона температур стального листа или весь этот диапазон температур, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или при использовании комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением, имеющего подобную печь для отжига непрерывного действия, как представлено на фиг.13 или на фиг.14, на выходе из печи для отжига стальной лист декапируют или наносят Ni покрытие, чтобы избежать формирования «плешин» и восстановить отвечающую техническим условиям способность листа к химической обработке.
Кроме того, в патентной публикации Японии (А) №2006-45615 предлагается способ однократного окисления поверхности стального листа с последующим восстановлением в восстановительной атмосфере для предотвращения снижения способности к химической обработке без проведения травления или нанесения Ni покрытия после отжига.
Раскрытие изобретения
В последние годы наблюдается рост потребности в повышении прочности стали. В связи с этим, содержание Si, Mn или других элементов, повышающих прочность стали, дополнительно увеличивают. Например, Si вводят в количестве вплоть от 1,0 до 2,0%.
При использовании печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона температур стального листа или весь этот диапазон температур, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или при использовании комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия, «плешины» возникают в результате химической обработки, даже если стальной лист декапируют и наносят Ni покрытие после выхода листа из печи для отжига.
Изобретатели исследовали причину этого явления и установили, что подобный дефект связан с пленками оксидов Si или оксидов Mn, которые остаются на поверхности стального листа. Для того чтобы удалить остаточные пленки оксидов Si или оксидов Mn, на практике процесс декапирования листа, выходящего из печи для отжига, был интенсифицирован, в частности, была снижена скорость перемещения листа от 100 м/мин до 30 м/мин и повышена температура декапирования от 70°С до 80°С, но пленки оксидов Si или оксидов Mn продолжали оставаться на поверхности и оставались «плешины», в результате чего химическая обработка становилась проблематичной.
В связи с тем, что обычно для декапирования использовалась единственная ванна, в которую направлялся лист, выходящий из печи для отжига, то для того чтобы интенсифицировать процесс декапирования, было установлено множество ванн декапирования, но скорость перемещения листа была снижена до чрезвычайно низкой скорости, составляющей 30 м/мин. Невозможно ожидать какого-либо существенного восстановления скорости перемещения листа из-за сохранения «плешин», если даже обеспечить достаточное время погружения в ванну декапирования. Кроме того, возникают проблемы, связанные со стоимостью оборудования или местом для его установки.
Эта тенденция становится более выраженной, когда содержание Si составляет 1,0% или более, в особенности, более 1,1% и/или содержание Mn составляет 2.0% или более, в
особенности, более 2,2%.
Настоящее изобретение решает вышеупомянутые проблемы и его задачей является предложить способ и промышленное оборудование, дающие возможность изготовить высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке даже при высоком содержании Si или Mn в стальном листе, при использовании печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть температур стального листа в диапазоне от 600 до 250°С или весь этот диапазон температур, после нагрева для рекристаллизации, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или при использовании комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия.
Чтобы решить вышеупомянутую проблему изобретатели провели всесторонние исследования, в результате которых было установлено, что вместо формирования атмосферы инертного газа, в соответствии с известным уровнем техники, при чрезвычайно низкой концентрации кислорода (например, от десятков до нескольких м.д.) и/или чрезвычайно низкой точке росы (например, от -20 до -60°С) вокруг стального листа в диапазоне температур стального листа в печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть упомянутого выше диапазона температур стального листа или весь этот диапазон температур, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения или охлаждения посредством охлаждающего трубопровода, или в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия для предотвращения окисления стального листа, в соответствии с настоящим изобретением формируют окислительную атмосферу, окисляя Si и Mn и, кроме того, окисляя железо в стальном листе, декапируют лист, и удаляют пленки оксидов Si или оксидов Mn или пленки других оксидов вместе с пленкой оксида железа при декапировании листа на выходе из печи для отжига, в результате появляется возможность получить высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке, без «плешин», даже при высоком содержании Si, Mn, и т.д.
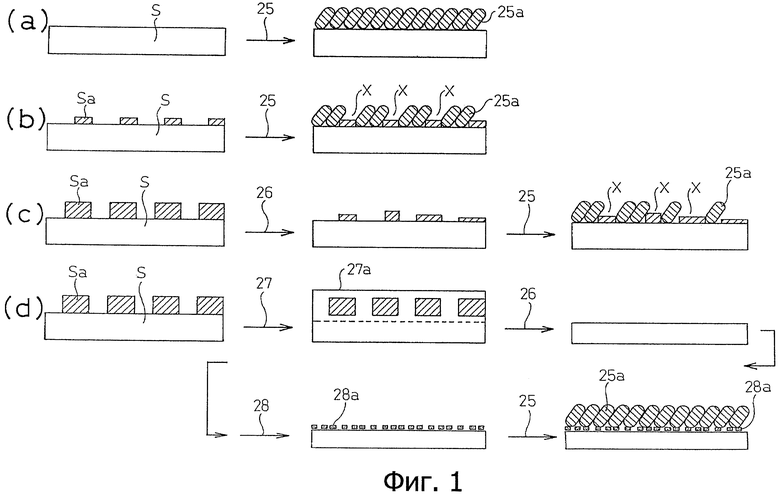
На фиг.1 схематично представлено состояние поверхности стального листа согласно известному уровню техники и согласно настоящему изобретению.
На фиг.1(а)-(с) представлено состояние поверхности обычного стального листа согласно известному уровню техники, тогда как на фиг.1(d) представлено состояние поверхности стального листа согласно настоящему изобретению.
На фиг.1(а) представлено состояние поверхности стального листа при химической обработке 25 стального листа S с небольшим содержанием Si и Mn. Как показано на фиг.1(а), поскольку стальной лист S содержит небольшое количество Si и Mn, химическая обработка 25 вызывает формирование кристаллов 25а конверсионной пленки на поверхности стального листа S без «плешин».
На фиг.1 (b) представлено состояние поверхности стального листа при химической обработке 25 стального листа S с большим содержанием Si и Mn. Как показано на фиг.1(b), поскольку стальной лист S содержит большое количество Si и Mn, на поверхности стального листа S имеются пленки Sa оксидов Si и оксидов Mn. При химической обработке 25 формируются кристаллы 25а конверсионной пленки на поверхности листа без «плешин» X.
На фиг.1 (с) представлено состояние поверхности стального листа при декапировании 26, и после химической обработки 25 стального листа с увеличенным содержанием Si и Mn. Как показано на фиг.1(с), поскольку на поверхности стального листа S дополнительно присутствует Si и Mn, на поверхности стального листа S образуются толстые пленки Sa оксидов Si и оксидов Mn. Даже при травлении 26 они не могут быть полностью удалены. Если затем проводить химическую обработку 25 листа, формируются кристаллы 25а конверсионной пленки на поверхности листа без плешин X.
На фиг.1(d) представлено состояние поверхности стального листа согласно настоящему изобретению. Как показано на фиг.1(d), при повышенном содержании Si и Mn в стальном листе S, на поверхности стального листа S будут формироваться толстые пленки Sa оксидов Si и оксидов Mn, но поверхность стального листа была окислена 27 в окислительной атмосфере для формирования пленки 27а оксида железа, покрывающей пленки Sa оксидов Si и оксидов Mn, и при декапировании 26 пленки Sa оксидов Si и оксидов Mn удаляются вместе с пленкой 27а оксида железа. Одновременно также были удалены мелкие оксиды (оксиды железа и т.д.), формирующие зародыши для осаждения конверсионных кристаллов пленки, что приводит к условиям, при которых затрудняется формирование конверсионной пленки на поверхности листа, поэтому далее проводилось нанесение на поверхность листа железного или Ni покрытия 28, чтобы сформировать пленку 28а железного или Ni покрытия. Затем при химической обработке 25 на поверхности листа поверх пленки 28а железного или Ni покрытия имеется возможность сформировать кристаллы 25а конверсионной пленки, без плешин X.
Настоящее изобретение было создано на основании вышеупомянутых результатов исследования. Способ изготовления высокопрочного холоднокатаного стального листа, обладающего превосходной способностью к химической обработке, с использованием печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона или весь диапазон температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, осуществляют с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или с использованием комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия, чтобы непрерывно отжигать холоднокатаный стальной лист, характеризуется тем, что поверхность стального листа в диапазоне температур стального листа подвергают воздействию окисляющей железо атмосферы таким образом, чтобы поверхность листа была окислена, и впоследствии декапируют лист на выходе из печи для отжига и наносят на лист железное или Ni покрытие толщиной от 1 до 50 мг/м2.
В этом случае при выходе стального листа из печи может быть сформировано окисленное состояние поверхности листа.
Кроме того, способ изготовления высокопрочного холоднокатаного стального листа, обладающего превосходной способностью к химической обработке с использованием печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона или весь диапазон температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, осуществляют с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или с использованием комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия, чтобы непрерывно отжигать холоднокатаный стальной лист, для изготовления высокопрочного холоднокатаного стального листа, характеризуется тем, что во внутреннюю часть печи в диапазоне температур стального листа подают атмосферный газ, содержащий кислород или водяной пар, измеряют концентрацию кислорода или точку росы в печи, регулируют количество подаваемого атмосферного газа, содержащего кислород или водяной пар, в зависимости от результатов измерения, и проводят декапирование листа на выходе из печи для отжига с последующим нанесением железного или Ni покрытия толщиной от 1 до 50 мг/м2.
Способ изготовления высокопрочного холоднокатаного стального листа, обладающего превосходной способностью к химической обработке, характеризуется тем, что стальной лист выводят из печи, чтобы подвергнуть поверхность стального листа воздействию окисляющей железо атмосферы в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С или весь этот диапазон температур, после нагрева для рекристаллизации, затем проводят декапирование листа на выходе из печи для отжига с последующим нанесением железного или Ni покрытия толщиной от 1 до 50 мг/м2.
Кроме того, как описано в пункте 4 формулы изобретения, когда содержание Si составляет от 1,0 до 2,0% и/или содержание Mn составляет от 2,0 до 3,0%, эффект настоящего изобретения проявляется в наибольшей степени.
Более того, производственное оборудование для изготовления высокопрочного холоднокатаного стального листа, обладающего превосходной способностью к химической обработке, содержащее печь для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения, и охлаждения посредством охлаждаемого трубопровода, или содержащее комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее подобную печь для отжига непрерывного действия, снабжено оборудованием для подачи кислорода или водяного пара в окружающую среду стального листа в диапазоне температур стального листа на выходе из печи для отжига, и снабжено оборудованием для декапирования и оборудованием для нанесения железного или Ni покрытия.
В данном случае, функцию оборудования для подачи кислорода или водяного пара может выполнять оборудование для транспортировки стального листа из печи для обеспечения контакта стального листа с наружным воздухом.
Кроме того, производственное оборудование для изготовления высокопрочного холоднокатаного стального листа, обладающего превосходной способностью к химической конверсии, содержащее печь для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или содержащее комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее подобную печь для отжига непрерывного действия, снабжено оборудованием для подачи кислорода или водяного пара к окружающей атмосфере в диапазоне температур стального листа, и снабжено регулирующей аппаратурой, имеющей средства измерения концентрации кислорода или точки росы в печи и регулирующей количество подаваемого атмосферного газа, содержащего кислород или водяной пар, в зависимости от результатов измерения, и снабжено на выходе из печи для отжига оборудованием для декапирования и оборудованием для нанесения железного или Ni покрытия.
Настоящее изобретение основано на новой идее, предусматривающей в охлаждаемой зоне выдержку стального листа в окислительной атмосфере (которую обычно проводили в восстановительной атмосфере), окисляющей Si и Mn и, кроме того, окисляющей Fe на поверхности стального листа, с последующим удалением пленок оксидов Si или оксидов Mn или пленок других оксидов вместе с пленкой оксида железа с поверхности стального листа при декапировании, выполняемом на выходе листа из печи для отжига, что дает возможность изготовить высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке, даже при высоком содержании Si или Mn и т.д. в стальном листе, благодаря обработке в печи для отжига непрерывного действия, в которой охлаждение охлаждаемой зоны, проводимое в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, осуществляется с применением одного или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, или в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования погружением стального листа, имеющем подобную печь для отжига непрерывного действия.
Краткое описание чертежей
Фиг.1 показывает состояние поверхности стальных листов согласно известному уровню техники и согласно настоящему изобретению, (а)-(с) - состояние поверхности стального листа согласно известному уровню техники, в то время как (d) - состояние поверхности стального листа согласно настоящему изобретению.
Фиг.2 - диаграмма, показывающая область окисления железа.
Фиг.3 показывает оборудование для подачи газа.
Фиг.4 показывает оборудование для внешнего перемещения листа.
Фиг.5 показывает основные части комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав.
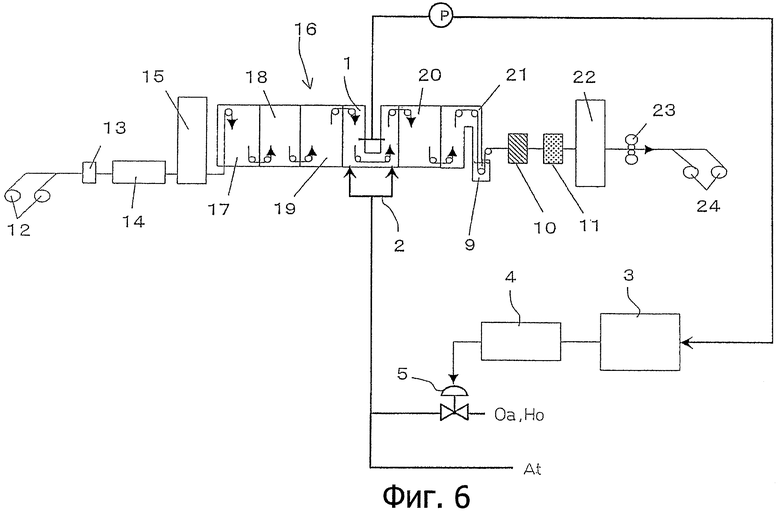
Фиг.6 показывает конфигурацию оборудования, в котором оборудование для подачи газа совмещено с печью для отжига непрерывного действия.
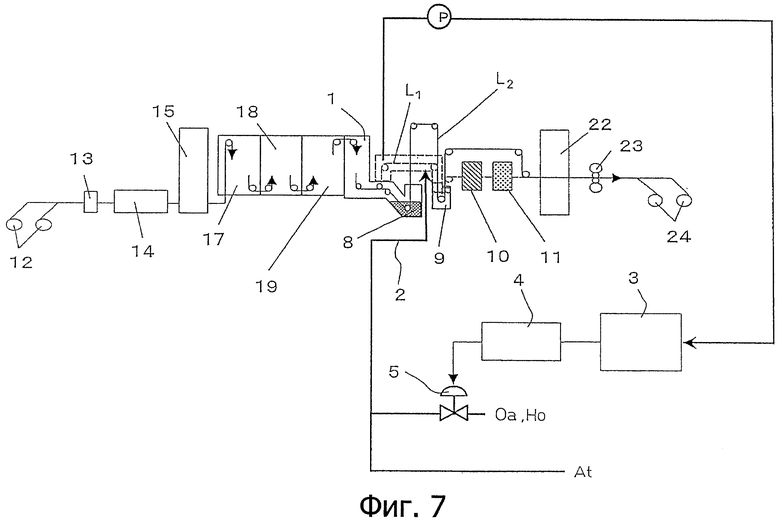
Фиг.7 показывает общую конфигурацию оборудования, содержащего комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, в которое включено оборудование для подачи газа.
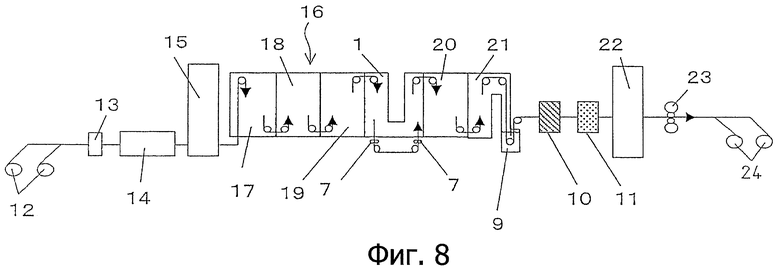
Фиг.8 показывает конфигурацию оборудования, в котором блок для внешнего перемещения листа совмещен с печью для отжига непрерывного действия.
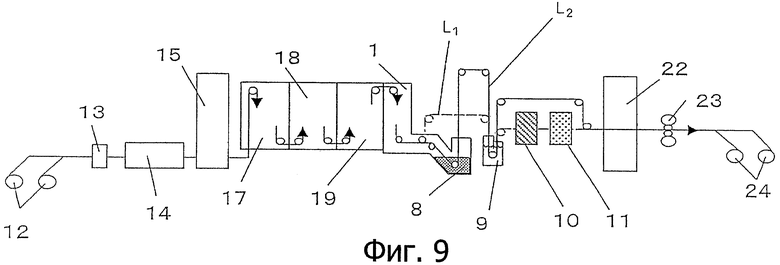
Фиг.9 показывает общую конфигурацию комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, в которое включена байпасная линия.
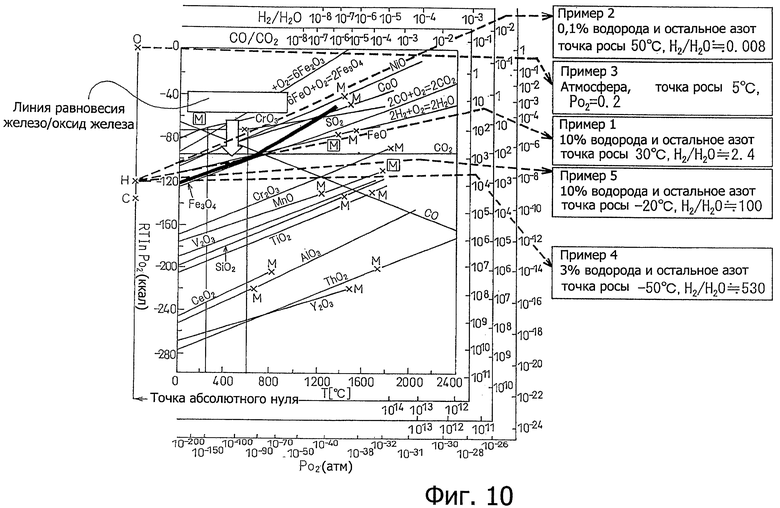
Фиг.10 - диаграмма, показывающая условия окисления для примеров осуществления изобретения и для сравнительных примеров.
Фиг.11 показывает обычную печь для отжига непрерывного действия.
Фиг.12 показывает обычное комбинированное промышленное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее печь для отжига непрерывного действия.
Фиг.13 показывает оборудование для травления и нанесения Ni покрытия на выходе из обычной печи для отжига.
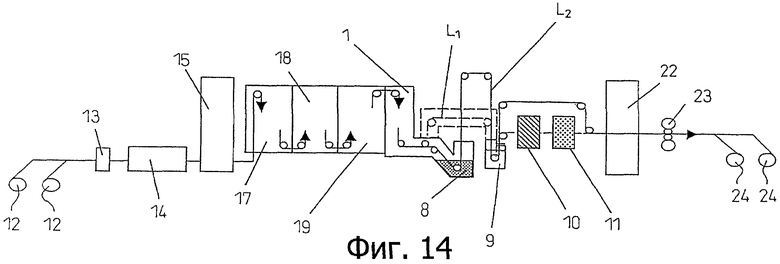
Фиг.14 показывает оборудование для травления и нанесения Ni покрытия на выходе из обычного комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав.
Осуществление изобретения
Согласно настоящему изобретению стальной лист выдерживают в окислительной атмосфере, чтобы окислить не только Si и Mn, но также и железо на поверхности стального листа, и затем удаляют пленки оксидов Si и оксидов Mn или пленки других оксидов вместе с пленкой оксида железа с поверхности стального листа при декапировании листа, выходящего из печи для отжига, причем стальной лист подвергают выдержке при температуре отжига и затем стальной лист окисляют в охлаждаемой зоне. В частности, в середине процесса охлаждения после нагрева для рекристаллизации поверхность стального листа подвергают воздействию окисляющей Fe атмосферы в диапазоне температур стального листа от 250 до 600°С.
В настоящем изобретении применение одного или более способов охлаждения без использования воды таких, как газовое охлаждение, эффузионное охлаждение и охлаждение посредством охлаждаемого трубопровода, охлаждающего охлаждаемую зону, в частности, при охлаждении охлаждаемой зоны, проводимом в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С или весь этот диапазон температур, после нагрева для рекристаллизации, является основным отличительным признаком изобретения.
При охлаждении туманом или охлаждении погружением в воду охлаждение стального листа завершается тем, что он непосредственно подвергается воздействию воды, в то время как при газовом охлаждении, эффузионном охлаждении и охлаждении посредством охлаждаемого трубопровода поверхность стального листа не подвергается воздействию атмосферного газа или внешнего воздуха с высоким содержанием кислорода или с высокой точкой росы, как это происходит в известном уровне техники, в то время как в настоящем изобретении важно подвергнуть поверхность стального листа воздействию атмосферы с высоким содержанием кислорода или с высокой точкой росы.
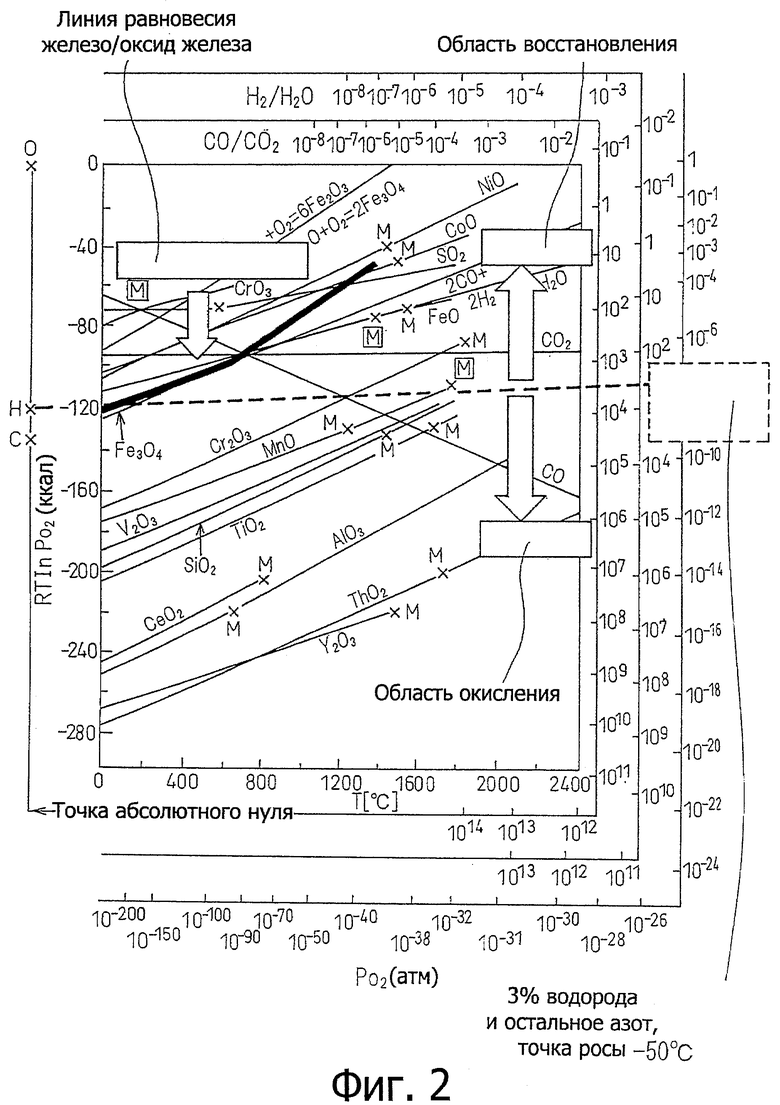
Словосочетание «окисляющая железо атмосфера» означает состояние атмосферы, при котором происходит окисление железа в соответствии с диаграммой состояния равновесия, выполненной на основании термодинамического расчета в диапазоне температур стального листа (например, Zairyo Kankyogaku Nyumon, издание Ассоциации инженеров-коррозионистов, стр.203, Maruzen, 1993).
На фиг.2, например, кислородный потенциал в атмосфере, которая содержит 3% водорода и остальное азот, с точкой росы -50°С, находится на пунктирной линии. Когда кислородный потенциал определенного элемента расположен выше этой пунктирной линии, элемент поддерживается в восстановленном состоянии. Когда кислородный потенциал определенного элемента расположен ниже этой пунктирной линии, элемент поддерживается в окисленном состоянии.
В частности, линия равновесия железо/оксид железа располагается выше пунктирной линии в области температур около 50°С или более, таким образом, в этом диапазоне железо присутствует в восстановленном состоянии, т.е. как металлическое железо.
Кроме того, Si, как показано на фиг.2, располагается ниже пунктирной линии во всем диапазоне температур. При этих условиях Si присутствует в окисленном состоянии, т.е. как SiO2.
Для того чтобы подвергнуть стальной лист воздействию атмосферы, окисляющей железо, например, как показано на фиг.3, можно установить оборудование 2 для подачи газа в печь 1 со струйным охлаждением и подавать кислород или воздух Оа вместе с охлаждающим атмосферным газом At, или подавать водяной пар Но для повышения точки росы. В этом случае, предпочтительно, следует отбирать газ из печи и проводить измерения измерителем концентрации кислорода или индикатором 3 точки росы, направлять результаты измерения в регулирующее устройство 4, приводить в действие клапан 5 устройства 2 подачи газа для регулировки парциального давления кислорода, парциального давления воды и, кроме того, парциального давления водорода и для поддержания окисленного состояния железа.
Если температура стального листа, при которой окисляют железо, будет ниже 250°С, то окисление не будет происходить. К тому же, если температура будет превышать 600°С, то окисление железа будет проходить слишком интенсивно, и будет возрастать загрузка оборудования для декапирования листа при удалении оксида железа. При этом оксид железа осыпается, прилипает к роликам конвейера в печи, что приводит к образованию дефектов на поверхности стального листа. Поэтому температура стального листа для окисления железа, предпочтительно, составляет от 250°С до 600°С, причем, с точки зрения регулировки температуры при обработке, более предпочтительна температура в диапазоне от 300°С до 500°С.
Кроме того, если в охлаждаемой зоне согласно настоящему изобретению скорость охлаждения составляет 1°С/сек или более, нет никакой особой необходимости в ее определении. Медленное охлаждение или эффузионное охлаждение, называемое «температурной выдержкой» или «выдержкой» в печи для перестаривания, также возможно проводить.
Кроме того, охлаждаемая зона согласно настоящему изобретению должна быть охлаждаемой зоной, в которой используется один или более способов газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждаемого трубопровода, проводимых в области температур, охватывающей часть диапазона температур стального листа от 600 до 250°С, после нагрева для рекристаллизации. Далее, если подвергать стальной лист воздействию окислительной атмосферы в диапазоне температур стального листа, то можно получить эффект настоящего изобретения.
Кроме того, даже при повторном нагреве стального листа в середине процесса охлаждения после нагрева не возникает никакой проблемы, если температура повторного нагрева стального листа находится в диапазоне от 600 до 250°С, или при повторном нагреве, выполненном в атмосфере инертного газа.
Если говорить об условиях декапирования для проведения декапирования и удаления пленок оксидов Si или оксидов Mn или пленок других оксидов вместе с пленкой оксида железа с поверхности стального листа, выходящего из печи для отжига, то тип применяемой кислоты, особенно, не ограничен, но соляная кислота или серная кислота являются предпочтительными. Концентрация кислоты составляет, предпочтительно, от 1 до 20 мас.%. Если концентрация кислоты составляет менее 1 мас.%, то декапирование выполняется плохо. В частности, при использовании только одной ванны декапирования в оборудовании для декапирования на выходе из печи для отжига оксидная пленка не может быть полностью удалена.
Кроме того, если концентрация кислоты составляет более 20 мас.%, эффект декапирования заканчивается, достигая насыщения, и затраты на проведение процесса возрастают, что нежелательно.
Температура раствора в ванне декапирования предпочтительно составляет от 60 до 95°С. При температуре менее 60°С так же, как и при пониженной концентрации раствора, оксидная пленка не может быть полностью удалена. При температуре выше 95°С эффект декапирования заканчивается, достигая насыщения. Это нежелательно, так как возрастают затраты на энергию, используемую для повышения температуры.
После декапирования на лист наносят железное или Ni покрытие толщиной от 1 до 50 мг/м2. Это выполняют потому, что в результате декапирования поверхность стального листа становится излишне совершенной, зародыши для осаждения химически конверсионных кристаллов утрачиваются, и способность к химической обработке ухудшается.
Снижение способности к химической обработке проявляется как явление, при котором имеются места, называемые «плешинами», где частично не происходит осаждение пленки, или как явление, при котором фосфофилит (Zn2Fe(PO)2·4H2O), который должен кристаллизоваться и осаждаться на материале стального листа, не будет осаждаться.
Упомянутое выше явление может быть подтверждено наблюдением под электронным микроскопом. Важно, чтобы железное или Ni покрытие было однородно нанесено на всю поверхность.
Указанное явление подтверждается расчетом отношения Р, которое показывает степень кристаллизации фосфофилита, выполненным на основании интенсивности дифракции рентгеновских лучей. Обычно, добиваются значения Р≥0,80 для того, чтобы получить удовлетворительную коррозионную стойкость или кроющие характеристики. Более того, в климатических областях, где для таяния снега используется соль и другие чрезвычайно агрессивные среды, добиваются значения Р≥0,85.
Толщина железного или Ni покрытия для того, чтобы сформировать поверхность, предпочтительную для химической обработки, составляет от 1 до 50 мг/м2. Если толщина железного или Ni покрытия составляет менее 1 мг/м2, оно является слишком тонким, и происходят изменения в конверсионных кристаллах, в то время как, если толщина покрытия составляет более 50 мг/м2, эффект железного или Ni покрытия достигает насыщения и затраты на проведение процесса возрастают, что нежелательно.
Кроме того, между декапированием и нанесением железного или Ni покрытия и/или после нанесения железного или Ni покрытия, предпочтительно, промыть поверхность стального листа, чтобы избежать на поверхности стального листа остатка химикатов и ухудшения качества поверхности.
К тому же, оборудование для декапирования и оборудование для нанесения железного или Ni покрытия, предпочтительно, соединены на выходе из печи для отжига, т.е. печи для отжига непрерывного действия, или в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия, для сокращения продолжительности процесса и затрат, наряду с этим, также возможно использование для декапирования и нанесения железного или Ni покрытия отдельного оборудования из оборудования печи для отжига непрерывного действия или отдельного оборудования из комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия.
При использовании отдельного оборудования для декапирования и для нанесения железного или Ni покрытия, если отпуск проводится в печи для отжига непрерывного действия или в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия, то в процессе отпуска оксидная пленка разрушается и становится инородным веществом. Это приводит к нарушению блеска, кавернам и другим дефектам стального листа, поэтому, предпочтительно, использовать отдельное оборудование для декапирования и нанесения железного или Ni покрытия, и затем проводить отпуск стального листа.
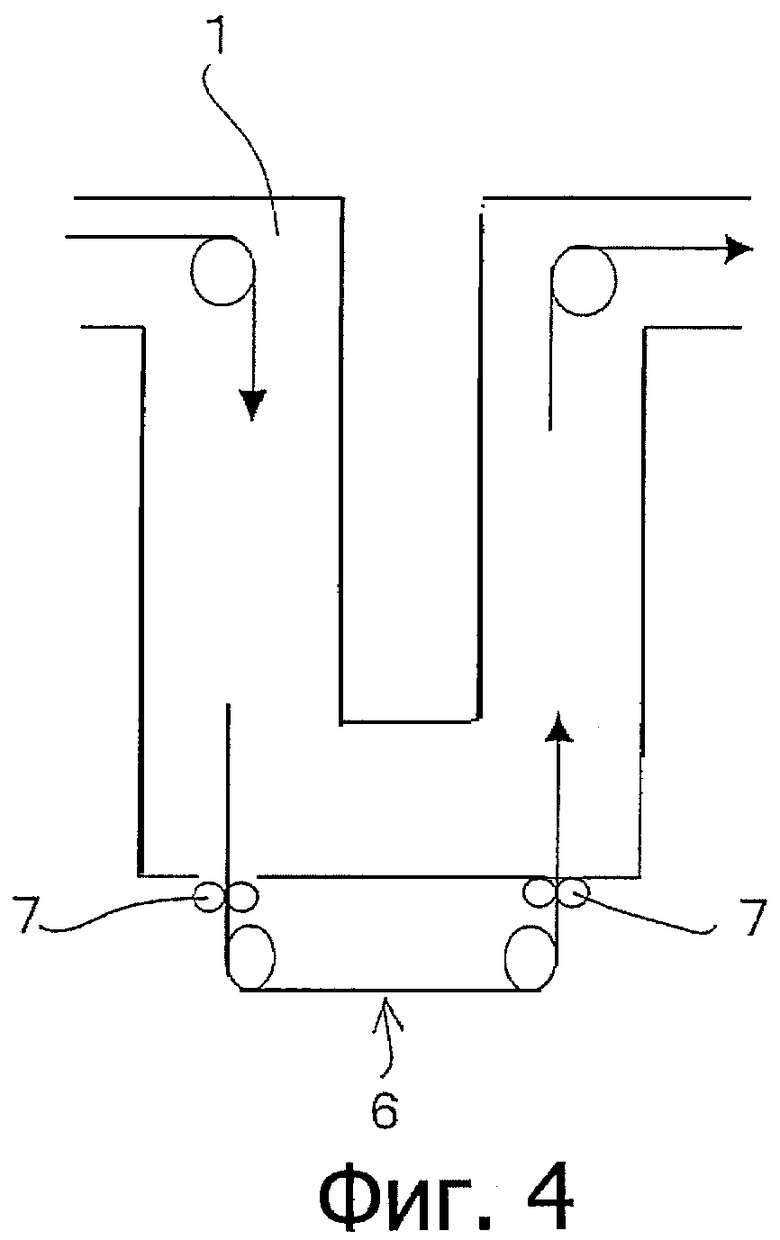
Во время газового охлаждения в качестве простого средства для того, чтобы подвергнуть стальной лист воздействию окисляющей железо атмосферы, как показано на фиг.4, предусмотрен блок 6 для внешнего перемещения листа в середине охлаждаемой зоны в диапазоне температур стального листа от 250 до 600°С. Таким образом, выдерживая стальной лист за пределами печи 1 со струйным охлаждением, можно более надежно окислить железо на поверхности стального листа и сформировать достаточную пленку оксида железа, которая может быть удалена вместе с пленками оксидов Si или оксидов Mn или с пленками других оксидов при последующем декапировании.
Кроме того, предпочтительно, в той части, где стальной лист выходит из печи 1 со струйным охлаждением, или в той части, где он возвращается в печь, установить уплотняющий ролик или другое уплотняющее устройство 7, чтобы отделить атмосферу в печи от внешней среды.
При декапировании листа, выходящего из печи для отжига, и декапировании с удалением пленок оксидов Si или оксидов Mn или пленок других оксидов вместе с пленкой оксида железа, несмотря на то, что на фиг.3 и фиг.4 это не показано, с последующим нанесением на лист железного или Ni покрытия, может быть получен высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке.
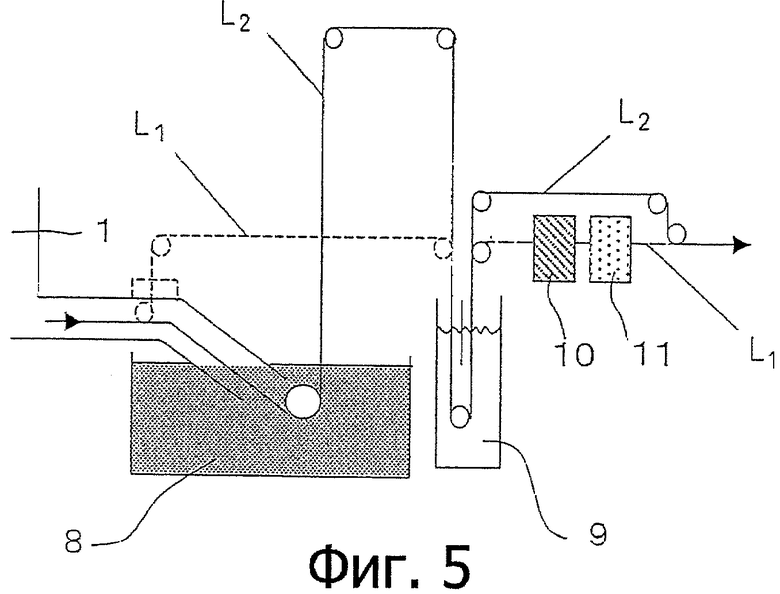
На фиг.5 показан пример проведения выдержки стального листа за пределами печи в середине охлаждаемой зоны в диапазоне температур стального листа от 250 до 600°С в комбинированном оборудовании для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия. Ссылочной позицией 8 обозначена ванна для горячего цинкования погружением, помещенная на выходе из печи 1 со струйным охлаждением, ссылочной позицией 9 обозначен резервуар для закалки в воде, ссылочной позицией 10 обозначено оборудование для декапирования и ссылочной позицией 11 обозначено оборудование для нанесения покрытия (например, оборудование для нанесения Ni покрытия).
При выполнении горячего цинкования погружением стальной лист проходит по линии 1,2 перемещения оцинкованного стального листа, показанной на чертеже сплошной линией, но при использовании комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющем подобную печь для отжига непрерывного действия, которая используется для отжига холоднокатаного стального листа, стальной лист байпасирует ванну 8 горячего цинкования погружением и проходит после печи 1 со струйным охлаждением по линии L1 перемещения стального листа, показанной на чертеже пунктирной линией.
Ранее этот участок байпаса для предотвращения окисления стального листа заполняли тем же самым газом печной атмосферы, что и в печи для отжига стального листа, и отделяли этот участок от внешнего воздуха, но согласно настоящему изобретению, как показано на фиг.5, стальной лист проходит участок байпаса за пределами печи для формирования достаточной пленки оксида железа, которая может быть удалена вместе с пленками оксидов Si или оксидов Mn или с пленками других оксидов при последующем декапировании.
На фиг.6 представлена конфигурация печи для отжига непрерывного действия и представлена конфигурация оборудования, включающего оборудование для подачи газа 2, показанное на фиг.2. Стальной лист, вытянутый из разматывающей катушки 12, проходя через сварочный агрегат 13, вход промывного аппарата 14, вход петлевого устройства 15, входит в печь 16 для отжига непрерывного действия.
Печь 16 для отжига непрерывного действия содержит нагревательную печь 17, томильную печь 18, печь 19 медленного охлаждения (например, газового охлаждения), печь 1 газового охлаждения струйного типа, печь 20 для перестаривания и печь 21 окончательного охлаждения, но иногда печь 20 для перестаривания отсутствует.
Кроме того, на выходе из печи 16 для отжига непрерывного действия последовательно установлены резервуар 9 для закалки в воде, оборудование 10 для декапирования, оборудование 11 для нанесения покрытия, выход петлевого устройства 22, охлаждаемые вальцы 23 и натяжной барабан 24.
Следует отметить, что в качестве оборудования для нанесения покрытий может использоваться оборудование для нанесения Ni покрытия, кроме того, может использоваться оборудование для нанесения железного покрытия. К тому же, печь 1 со струйным охлаждением оснащена оборудованием для подачи газа 2, показанным на фиг.3.
На фиг.7 представлена общая конфигурация оборудования, содержащего комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее печь для отжига непрерывного действия, в которое включено оборудование 2 для подачи газа, показанное на фиг.3. После печи 1 со струйным охлаждением стальной лист проходит, как показано пунктирной линией, байпасируя, ванну 8 горячего цинкования погружением таким образом, чтобы к окружающей атмосфере стального листа в диапазоне температур стального листа от 600 до 250°С подавался кислород, воздух Оа, или водяной пар Но.
Любое из оборудования, которое показано на фиг.6 и фиг.7, предпочтительно, дополнительно снабдить аппаратурой Р для измерения концентрации кислорода или точки росы в печи и снабдить регулирующим устройством 4 для регулировки подачи атмосферного газа, содержащего кислород или водяной пар, в зависимости от результатов измерения.
На фиг.8 представлена конфигурация оборудования, в котором блок 6 для внешнего перемещения листа, показанный на фиг.4, совмещен с печью для отжига непрерывного действия.
На фиг.9 представлена общая конфигурация оборудования, которое содержит комбинированное оборудование для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющее печь для отжига непрерывного действия, в которое включена байпасная линия, показанная на фиг.5.
После печи 1 со струйным охлаждением стальной лист байпасирует ванну 8 горячего цинкования погружением, как показано пунктирной линией, и проходит по линии перемещения стального листа для того, чтобы осуществлялся контакт стального листа с внешним воздухом в диапазоне температур стального листа от 600 до 250°С и формировалась достаточная пленка оксида железа, которая может быть удалена вместе с пленками оксидов Si или оксидов Mn или с пленками других оксидов при последующем декапировании.
Как описано выше, имеются различные типы устройств для окисления стального листа в диапазоне температур стального листа от 250 до 600°С.
Однако в каждом случае, подвергая стальной лист воздействию окислительной атмосферы при температуре стального листа и окисляя Si и Mn и, безусловно, также окисляя железо в поверхностном слое стального листа и удаляя пленки оксидов Si или оксидов Mn или пленки других оксидов вместе с пленкой оксида железа с поверхности стального листа при декапировании стального листа, выходящего из печи для отжига, можно добиться получения высокопрочного холоднокатаного стального листа с хорошей способностью к химической обработке без «плешин», даже при высоком содержании Si, Mn или других элементов.
Настоящее изобретение особенно эффективно при высоком содержании (в мас.%): Si от 1,0 до 2,0% и/или Mn от 2,0 до 3,0%. Даже при содержании Si менее 1,0%, и/или содержании Mn менее 2,0%, несомненно, эффект изобретения выражен, однако он является избыточным.
Согласно известному уровню техники при таком содержании Si или Mn также имеется возможность, удаляя пленки оксидов Si и оксидов Mn, получить высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке, поэтому в настоящем изобретении нижний предел содержания Si установлен 1,0% и нижний предел содержания Mn установлен 2,0%.
Что касается верхних пределов содержания Si и Mn, следует учитывать, что хотя при повышении содержания этих элементов повышается прочность материала, вязкость и другие свойства материала ухудшаются, поэтому верхний предел содержания Si установлен 2,0% и верхний предел содержания Мп установлен 3,0%.
Кроме Si и Mn, содержание других элементов в стальном листе регулируется в соответствии с требованиями пользователя по качеству поверхностности, внутренним дефектам, пределу прочности, удлинению, локальной пластичности, раздаче отверстий, ударной вязкости, свариваемости, по предотвращению ухудшения свойств материала в зоне сварки, термическому упрочнению, старению, прессуемости в горячем состоянии, и т.д.
Сталь, например, в дополнение к Si и Mn, может содержать (в мас.%): С: от 0,01 до 0,3%, Р: от 0,0001 до 0,15%, S: от 0,0001 до 0,02%, Аl: от 0,001 до 0,4% и N: от 0,0002 до 0,02% и остальное Fe и неизбежные примеси и может содержать, в соответствии с требуемыми характеристиками, один или более элементов Ti, Nb, V, Zr, W, Mo, Cr, Ni, Cu, Ca, PЗM, B, Mg или La, Се, и другие элементы на основе лантаноидов в диапазоне от 0,0001 до 1%.
Кроме того, при использовании печи для отжига непрерывного действия или комбинированного оборудования для холодной прокатки стального листа/горячего цинкования стального листа погружением в расплав, имеющего подобную печь для отжига непрерывного действия, обычно, чтобы предотвратить окисление стального листа, печь заполняют инертным газом, главным образом, содержащим азот и т.д., и изолируют для предотвращения контакта с внешним воздухом.
При изоляции печи способ охлаждения из области высоких температур не ограничивается охлаждением туманом, охлаждением при погружении в воду, газовым охлаждением, эффузионным охлаждением, охлаждением посредством охлаждающего трубопровода и охлаждением посредством валков. Ранее, как известно, устанавливали изолирующее устройство, представляющее собой водяную завесу на выходе из печи для отжига, которая также использовалась для окончательного охлаждения, называемого «закаливанием в воде».
При окончательном охлаждении в данном случае стальной лист охлаждают водой от температуры около 250°С до общепринятой температуры около 80°С. Поскольку для охлаждения используется вода, железо на поверхности стального листа окисляется с формированием пленки оксида железа, но, согласно настоящему изобретению и в соответствии с известным уровнем техники, сформированная пленка оксида железа при этой закалке в воде не определяет способность стального листа к химической обработке.
Как полагают, причина этого состоит в том, что, в отличие от настоящего изобретения, при проведении закалки в воде стального листа, температура которого составляет менее 250°С, формируется чрезвычайно тонкая пленка оксида железа, а не толстая пленка оксида железа, удаляемая вместе с пленками оксидов Si или оксидов Mn или пленками других оксидов, как в настоящем изобретении.
Примеры
Для проведения испытаний изобретатели использовали высокопрочные листы, изготовленные из стали четырех типов: от А до D. Отжиг проводили с использованием печи для отжига непрерывного действия при одинаковых условиях (850°С - 60 сек, 10% водорода и остальное азот, точка росы -40°С) и газовое охлаждение проводили при одинаковых условиях (5% водорода и остальное азот, точка росы -60°С). Ниже условия окисления, условия декапирования и условия осаждения покрытия сведены в таблицу 1.
Сталь Типа A: Si: 0,7%, Mn: 2,8%
Сталь Типа В: Si: 1,0%, Mn: 1,8%
Сталь Типа С: Si: 1,3%, Mn: 1,2%
Сталь Типа D: Si: 1,8%, Mn: 1,5%
Декапирование в 5% соляной кислоте
Погружение в течение 5 сек
Следует отметить, что условия окисления для примеров осуществления настоящего изобретения и для сравнительных примеров показаны пунктирными линиями на фиг.10. Если точки пересечения этих пунктирных линий с температурой (от 250 до 600°С) находятся выше линии равновесия железо/оксид железа, то железо окислено, если они находятся ниже этой линии равновесия, то железо восстановлено.
Во всех примерах 1-3 осуществления настоящего изобретения в диапазоне температур от 250°С до 600°С эти точки пересечения расположены ниже линии равновесия железо/оксид железа. При этих условиях происходит окисление стального листа и формируется оксид железа.
Далее, в сравнительном примере 4 и 5 наоборот эти точки пересечения расположены ниже линии равновесия железо/оксид железа.
При этих условиях происходит восстановление оксидов железа, и железо присутствует на поверхности листа только как чистое железо.
Изобретатели изменяли типы стали, условия окисления, температуру окисления листа и толщину нанесенного Ni покрытия с целью изготовления высокопрочного холоднокатаного стального листа, и оценивали его внешний вид после химической обработки, и измеряли отношение Р. Результаты сведены в таблицу 2.
В этом случае производилась оценка внешнего вида образцов стального листа после химической обработки, при этом образцы без «плешин» и с однородной зернистостью были оценены как «хорошие», а образцы с «плешинами» были оценены как «плохие».
Отношение Р определяется отношением интенсивности дифракции рентгеновских лучей Р/(Р+Н) фосфофилита Р от плоскости (100) и гопейта Н от плоскости (020). В таблице 2 способность стального листа к химической обработке при отношении Р, составляющем 0,85 или более, обозначается «⊚» и считается очень хорошей, при отношении Р от 0,80 до менее 0,85, обозначается «о» и считается хорошей, а при отношении Р, составляющем менее 0,80, обозначается «Χ» и считается плохой.
Примеры 1-11 являются примерами осуществления настоящего изобретения. Все примеры демонстрируют хорошую способность стального листа к химической обработке. С другой стороны, в сравнительных примерах 12, 13, 15, 16, и 18 не проводилось преднамеренное окисление железа на поверхности листа, поэтому конверсионные дефекты были вызваны остаточными оксидами Si или оксидами Mn.
В сравнительном примере 14 при окислении стального листа температура окисления была слишком высокой и образовывались оксиды большой толщины, в результате чего, оксидная пленка не могла быть удалена при последующем декапировании и оставалась, являясь причиной возникновения конверсионных дефектов.
В сравнительном примере 17 температура на выходе из печи была слишком низкой, поэтому окисление стального листа не продолжалось, в результате оставались оксиды Si или оксиды Mn, которые не удалялись, и наблюдалось наличие конверсионных дефектов.
В сравнительных примерах 19 и 20 на сталь после декапирования не было нанесено Ni покрытие, поэтому конверсионная пленка осажденного фосфофилита имела большое количество «плешин», и способность стального листа к химической обработке была низкой.
Из приведенных выше данных видно, что в соответствии с настоящим изобретением, даже при увеличении содержания Si, Mn, и т.д. в стали для повышения прочности стального листа, имеется возможность изготовить высокопрочный холоднокатаный стальной лист, обладающий превосходной способностью к химической обработке.
Настоящее изобретение, как описано выше, позволяет изготовить высокопрочный холоднокатаный стальной лист с высоким содержанием Si, Mn, и т.д. в стали, который обладает превосходной способностью к химической обработке. Это свидетельствует о том, что изобретение, в частности, способствует расширению области применения высокопрочного стального листа в автомобильной промышленности.

Изобретение относится к области металлургии, в частности к изготовлению холоднокатаного стального листа. Для получения стального листа, обладающего превосходной способностью к химической обработке, используют печь для отжига непрерывного действия, в которой после нагрева холоднокатаного листа для рекристаллизации осуществляют охлаждение в области температур, охватывающей часть диапазона температур листа или весь диапазон температур стального листа от 600 до 250°С с применением одного или более средств газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода, или комбинированного оборудования, имеющего подобную печь непрерывного действия для отжига холоднокатаного листа и ванну горячего цинкования погружением в расплав, в котором стальной лист после печи проходит байбасируя ванну горячего цинкования, при этом стальной лист выдерживают в указанном диапазоне температур стального листа в окисляющей железо атмосфере для окисления поверхности листа, затем декапируют лист при выходе из печи для отжига и наносят на лист железное или никелевое покрытие толщиной от 1 до 50 мг/м2. 4 н. и 4 з.п. ф-лы, 14 ил., 2 табл.
1. Способ изготовления высокопрочного холоднокатаного стального листа, обладающего способностью к химической обработке, включающий использование печи для отжига непрерывного действия, в которой после нагрева холоднокатаного листа для рекристаллизации осуществляют охлаждение в области температур, охватывающей часть диапазона температур листа или весь диапазон температур стального листа от 600 до 250°С с применением одного или более средств газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода, или комбинированного оборудования, имеющего подобную печь непрерывного действия для отжига холоднокатаного листа и ванну горячего цинкования погружением в расплав, в котором стальной лист после печи проходит, байбасируя ванну горячего цинкования, отличающийся тем, что стальной лист выдерживают в указанном диапазоне температур стального листа в окисляющей железо атмосфере для окисления поверхности листа, затем декапируют лист при выходе из печи для отжига и наносят на лист железное или никелевое покрытие толщиной от 1 до 50 мг/м2.
2. Способ по п.1, отличающийся тем, что после нагрева для рекристаллизации стальной лист перемещают вне печи, чтобы подвергнуть поверхность стального листа воздействию окисляющей железо атмосферы в области температур, охватывающей часть диапазона или весь диапазон температур стального листа от 600 до 250°С.
3. Способ по любому из пп.1 и 2, отличающийся тем, что указанный высокопрочный холоднокатаный стальной лист содержит, мас.%: Si - от 1,0 до 2,0 и/или Mn - от 2,0 до 3,0.
4. Способ изготовления высокопрочного холоднокатаного стального листа, обладающего способностью к химической обработке, включающий использование печи для отжига непрерывного действия, в которой после нагрева холоднокатаного листа для рекристаллизации осуществляют охлаждение в области температур, охватывающей часть диапазона или весь диапазон температур стального листа от 600 до 250°С с применением одного или более средств газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода, или комбинированного оборудования, имеющего подобную печь непрерывного действия для отжига холоднокатаного листа и ванну горячего цинкования погружением в расплав, в котором стальной лист после печи проходит байбасируя ванну горячего цинкования, отличающийся тем, что во внутреннюю часть печи при указанном диапазоне температур стального листа подают атмосферный газ, содержащий кислород или водяной пар, измеряют концентрацию кислорода или точки росы в печи, регулируют количество подаваемого атмосферного газа, содержащего кислород или водяной пар, и в зависимости от результатов измерения поддерживают окисленное состояние поверхности листа, затем декапируют лист на выходе из печи для отжига и затем наносят железное или никелевое покрытие толщиной от 1 до 50 мг/м2.
5.Способ по п.4, отличающийся тем, что указанный высокопрочный холоднокатаный стальной лист содержит, мас.%: Si - от 1,0 до 2,0 и/или Mn - от 2,0 до 3,0.
6. Производственное оборудование для изготовления высокопрочного холоднокатаного стального листа, обладающего способностью к химической обработке, содержащее печь непрерывного действия для отжига, одно или более средств газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода для охлаждения листа в области температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, или комбинированное оборудование, имеющее подобную печь непрерывного действия для отжига и ванну горячего цинкования стального листа погружением в расплав с участком байпаса, отличающееся тем, что оно снабжено средством для подачи кислорода или водяного пара к окружающей атмосфере стального листа в указанном диапазоне температур, средством для декапирования стального листа и средством для нанесения железного или никелевого покрытия на стальной лист на выходе из печи для отжига.
7. Производственное оборудование по п.6, отличающееся тем, что оно снабжено средством, обеспечивающим транспортировку стального листа из печи для воздействия на стальной лист кислорода или водяного пара и контакта стального листа с наружным воздухом.
8. Производственное оборудование для изготовления высокопрочного холоднокатаного стального листа, обладающего способностью к химической обработке, содержащее печь непрерывного действия для отжига, одно или более средств газового охлаждения, эффузионного охлаждения и охлаждения посредством охлаждающего трубопровода для охлаждения листа в области температур, охватывающей часть диапазона или весь диапазон температур стального листа от 600 до 250°С, после нагрева для рекристаллизации, или комбинированное оборудование, имеющее подобную печь непрерывного действия для отжига и ванну горячего цинкования стального листа погружением в расплав с участком байпаса, отличающееся тем, что оно снабжено средством для подачи кислорода или водяного пара к окружающей атмосфере стального листа при температуре стального листа в указанном диапазоне температур, аппаратурой, измеряющей концентрацию кислорода или точку росы в печи, регулирующим устройством для регулировки количества подаваемого атмосферного газа, содержащего кислород или водяной пар, в зависимости от результатов измерения, средством для декапирования стального листа и средством для нанесения железного или никелевого покрытия на стальной лист на выходе из печи для отжига.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Способ непрерывного отжига холоднокатаной стальной полосы из малоуглеродистой стали и устройство для его осуществления | 1980 |
|
SU1139376A3 |
| Способ изготовления стальных холоднокатаных листов | 1981 |
|
SU986944A1 |
| БАШЕННАЯ ПЕЧЬ | 1996 |
|
RU2113514C1 |
| УСТАНОВКА ДВОЙНОГО НАЗНАЧЕНИЯ ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА И НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В ГОРЯЧУЮ ВАННУ | 2001 |
|
RU2255138C2 |

