Предлагаемое изобретение относится к металлургии, более конкретно к производству арматурных стержней для сейсмостойких железобетонных строительных конструкций.
В качестве ближайшего аналога предлагаемого изобретения выбран известный из патента JP 9095734 способ производства сейсмостойкого арматурного стержня, включающий закалку при ускоренном внешнем охлаждении части стального горячекатаного стержня, имеющего в осевом направлении одинаковые механические свойства и однородную структуру металла, при сохранении одного и того же поперечного сечения стержня. В соответствии с известным из JP 9095734 способом проводят многократную горячую прокатку стержня из сейсмостойкой стали. В процессе прокатки выполняют ускоренное водяное охлаждение всей поверхности прокатного изделия, и охлаждение проката после завершения прокатки для получения требуемой структуры металла по всему прокатному изделию. В результате по длине стержня получают структурно-однородное состояние металла, без дискретных, в осевом направлении, изменений механических свойств металла.
Несмотря на то что предложенный в JP 9095734 способ получения арматурного стержня позволит изготовлять арматурные стержни с повышенными свойствами общей пластичности, характеристики металла такого стержня не позволят обеспечить необходимую сопротивляемость строительной конструкции высокодинамичным сейсмическим воздействиям на объекты, а именно не позволят металлу арматурных стержней железобетонных элементов строительных объектов деформироваться без разрушений металла под действием интенсивных растягивающих нагрузок: ударного и/или динамического характера, и могут оказаться не эффективными при значительных вынужденных колебаниях, и при больших деформациях крупных зданий и сооружений в зоне сейсмического события.
Предлагаемое изобретение устранит недостаток известного решения, и позволит повысить пластичность стальных арматурных стрежней на предельных нагрузках арматурного металла, а следовательно, и добиться надёжности арматурного стержня в экстремальных для объекта условиях сейсмического воздействия. То есть с использованием предлагаемого изобретения повысится стойкость к сейсмическим воздействиям на строительные конструкции даже при ударных воздействиях, как и при больших пластических деформациях арматурного металла, входящего в состав железобетонных элементов и блоков строительных конструкций. Кроме того, предлагаемое изобретение повысит технологичность металлургического производства арматурных стержней повышенной сейсмостойкости, используемых в строительных конструкциях.
Физическую основу изобретения составляет дискретизация структурного состояния металла протяженного изделия по его длине, то есть отказ от однородности структурного состояния металла по всей длине горячекатаного длинномерного изделия. В результате будут созданы физические условия для появления на одном и том же стержне, при его одноосном растяжении, множества очагов локальных объёмных деформаций в ходе и в результате процесса интенсивного осевого растяжения единого стального стержня.
Такое явление в строительной стали физически возможно, и достижимо, если напряжения в металле арматурного стержня превышают уровень временного сопротивления арматурного металла. И именно в этих случаях результаты такого явления в деформируемом металле оказываются востребованными для повышения сопротивляемости объектов динамическим воздействиям сейсмического происхождения. Востребованность больших общих деформаций арматурного металла строительных объектов удовлетворяется с использованием предлагаемого изобретения на следующих основаниях. Особо большие общие деформации растяжения достигаются за счёт системы из множества участков, на каждом из которых при растяжении создаются условия местного деформирования. Местные (локальные) деформации металла при одноосном растяжении стального стержня за пределом его временного сопротивления, - существенно, то есть кратно, - превосходят относительные общие равномерные деформации металла при одноосном растяжении этого же стержня при напряжениях, не превосходящих предела его временного сопротивления. Это физическое явление не используется в технике в настоящее время, поскольку оно при растяжении стандартного структурно однородного образца обычно является малозначимым. Малая значимость этого явления обусловлена следующим фактом. При общем одноосном растяжении стального стержня основную роль в общем удлинении играет равномерное удлинение, а местное (локальное) неравномерное удлинение металла проявляется только на одном и весьма коротком участке стержня: участке так называемой "шейки растяжения". Однако такое явление нашло бы себе эффективное применение, если бы был найден способ создания на одном стержне множества участков местных деформаций вместо одной такой "шейки растяжения".
Ожидаемый технический результат будет достигнут за счет того, что предложен способ производства дискретноструктурированного сейсмостойкого арматурного стержня, включающий нагрев и закалку ускоренным внешним охлаждением части стального горячекатаного стержня, имеющего в осевом направлении одинаковое сечение. В отличие от известных решений производится закалка металла только на выбранных участках стержня. Участки, подвергаемые закалке, в осевом направлении более короткие, по сравнению с участками, не подвергаемыми закалке. Эти участки, распределены по периодическому закону вдоль всей длины горячекатаного арматурного стержня.
В зависимости от конкретных условий производства и/или условий эксплуатации строительных конструкций, при изготовлении которых будут использованы арматурные стержни, полученные заявленным способом, могут быть предусмотрены следующие предпочтительные операции:
закалка металла стержня на коротких участках с шагом коротких закалённых участков порядка 5÷10 диаметров стержня;
закалка может выполняться после общего равномерного печного нагрева стального горячекатаного стержня;
закалка может выполняться с прокатного нагрева, то есть после выхода стержня из последней чистовой прокатной клети;
перед закалкой может выполняться нагрев только для предназначенных под закалку участков остывшего стального горячекатаного стержня;
нагрев предназначенных под закалку участков остывшего стального горячекатаного стержня может выполняться при помощи газовой горелки;
для закалки может использоваться интенсивное водное охлаждение на выбранных участках стального горячекатаного стержня;
закалка участков стального горячекатаного стержня может выполняться потоком охлаждающего газа, например потоком воздуха.
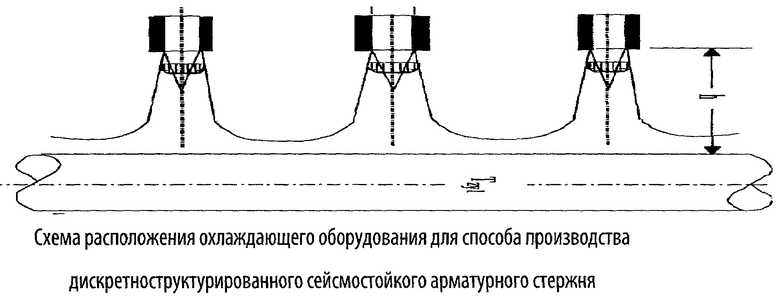
Предложенный способ поясняется схемой размещения оборудования (чертеж), предназначенного для осуществления закалки. Получающаяся ширина каждого участка закалки вдоль длины стержня зависит от технической мощности охлаждающих средств, и от сечения стержня.
Производство дискретно-структурированного сейсмостойкого арматурного стержня, согласно предложенному способу, будет осуществлено следующим образом.
При сейсмических событиях природного и техногенного характера железобетонные строительные конструкции подвергаются значительным деформациям, эти деформации приводят к пластическим растяжениям и к разрывам арматурных стержней железобетонных конструкций. Наиболее высокие требования к показателям пластичности металла предусмотрены именно для сейсмостойкого проката арматурных стержней. Соответственно для предотвращения растяжений и разрывов арматурных стержней необходимо обеспечение высоких показателей пластичности металла арматурных стержней при динамическом или ударном растяжении металла.
Для изготовления дискретно-структурированного сейсмостойкого арматурного стержня берется стальной горячекатаный стержень с традиционными механическими свойствами металла. Металл такого стержня в осевом направлении имеет однородную структуру горячекатаной стали, и одинаковые, то есть неизменные вдоль всей неопределённо большой длины стержня, механические свойства металла. Поперечное сечение исходного стержня также является одинаковым на всем его протяжении. На готовом стержне выполняют закалку металла стержня на выбранных отдельных коротких участках его длины. Предпочтительно, что выполняется закалка металла стержня на коротких участках. Короткие участки стержня, представленные металлом со структурой закалки, например с металлом мартенситной структуры, периодически чередуются с более протяжёнными участками стержня, имеющими исходную структуру горячекатаного металла. То есть, бывшая в исходном состоянии проката однородной структура металла исходного горячекатаного стержня с традиционными механическими свойствами, эта структура становится не однородной именно в осевом направлении, а переменной.
В результате металл стального арматурного стержня дискретно структурируется вдоль своей длины, и представляет сумму чередующихся по периодическому закону участков одного металла, по химическому составу, но структурно различающихся. Основные участки, с исходной структурой горячекатаного арматурного металла, предпочтительной длиной 5÷10 диаметров стержня, прерываются более короткими участками стержня, и на этих более коротких участках стержня твёрдость металла существенно более высокая и превышает 50 единиц по шкале Виккерса. При протяженности участков менее 5 диаметров может быть получено излишне жёсткое напряженное состояние металла при пластическом деформировании растяжением, результатом чего может явиться охрупчивание деформируемого металла. При протяженности этих участков стержня, большей чем 10 диаметров, сокращается количество шеек растяжения и соответственно уменьшается вклад локальных деформаций в общую пластичность металла арматурного стержня. Различие твердости металла на закаленных участках стержня и на участках, не подвергнутых закалке, должно быть достаточно ощутимым, чтобы служить препятствием развитию именно равномерной деформации металла при осевом растяжении стержня. В то же время это различие не должно быть излишне велико, чтобы не вызывать закалочных трещин в арматурном металле и не приводить к усложнениям технологии гибки готового стального стержневого арматурного проката. Конкретное соотношение протяженности закаленных и незакаленных участков стержня определяется экспериментально с учётом типа и марки арматурной стали.
Закалка выбранных участков стержня может быть выполнена: с прокатного нагрева после выхода из последней чистовой прокатной клети, или по завершении общего равномерного печного нагрева ранее прокатанного, но уже остывшего стального стержня, или после нагрева на остывшем стальном горячекатаном стержне конкретных участков арматурного стержня, предназначенных под закалку. Нагрев предназначенных под закалку участков остывшего стального горячекатаного стержня может выполняться при помощи перемещаемой газовой горелки (системы газовых горелок). Для закалки участков стального горячекатаного стержня может быть использована водная спрейерная (струйная) закалка, закалка потоком охлаждающего газа, например воздуха. Закалка выбранных участков производится на распылительных стендах местного охлаждения. Распылительные стенды могут быть установлены неподвижно и включаться на период до полного остывания металла в зоне принудительного охлаждения. Распылительные стенды или же иное оборудование для местного охлаждения размещаются вдоль стержня в соответствии с выбранным периодическим законом.
В результате по длине стержня оказываются «расставленными» жесткие короткие поперечные преграды равномерному удлинению при растяжении стержня. Физически этими преградами является множество коротких закаленных участков из металла этого же стержня, разделяющих незакаленные и более длинные участки металла с меньшей твердостью. Таким образом, общее равномерное удлинение стержня в целом, под действием единой осевой растягивающей нагрузки, становится невозможным, поскольку короткие закаленные участки металла повышенной твердости будут являться микроструктурными препятствиями равномерному удлинению стержня в направлении его длины, и создадут ухудшенные условия пластической деформации общего равномерного растяжения. При растяжении стержня возникнет множество местных участков пластической деформации металла стержня, в результате даже при одноосном растяжении стержня металл деформируется не однородно и не одноосно. При осевом растяжении стержня, вдоль его длины, возникает множество работающих отдельно, структурно изолированных, и металлофизически разделённых участков локального пластического деформирования. На каждом из этих участков под действием осевой нагрузки, превышающей временное сопротивление, независимо развивается процесс деформирования, и возникает своя собственная «шейка растяжения» («шейка утонения»). Эта новая деформация не равномерна по длине изделия, поскольку замкнута внутри участка, ограниченного с обеих сторон металлом со структурным состоянием закаленного металла. Возможность получения множества «шеек утонения» при растяжении одного стержня пропорционально количеству полученных шеек утонения увеличивает пластичность арматурного металла в его предельно деформированном состоянии. А надёжность арматурного проката важна именно при таком состоянии металла в условиях сейсмического воздействия на объект.
Таким образом, предложенное изобретение позволит повысить пластичность арматурных стрежней, следовательно, и прочностные свойства арматурных стержней, используемых в составе строительных конструкций, и тем самым повысить стойкость к сейсмическим воздействиям строительных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕЙСМОСТОЙКОГО АРМАТУРНОГО СТЕРЖНЯ | 2008 |
|
RU2393261C1 |
| СПОСОБ СВАРКИ И НАПЛАВКИ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ СЕЙСМОСТОЙКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2400336C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННОГО ИЗДЕЛИЯ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2381849C1 |
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2377373C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ С ПОВЫШЕННОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ | 2010 |
|
RU2455389C2 |
| АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ | 2015 |
|
RU2608927C1 |
| СПОСОБ СНИЖЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В АРМАТУРЕ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 1993 |
|
RU2062848C1 |
| Высокопрочный низкотемпературный свариваемый арматурный стержень | 2021 |
|
RU2774692C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ КОЛОННЫ И ЕЕ ОГОЛОВКА | 2005 |
|
RU2308585C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ КАТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ПРОКАТА ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2394923C1 |
Изобретение относится к металлообработке. Для повышения ресурса стальных изделий за счет повышения прочности и износоустойчивости арматурный горячекатаный стальной стержень подвергают закалке путем ускоренного охлаждения, при этом закалку стержня осуществляют в осевом направлении на участках более коротких по сравнению с участками, не подвергаемыми закалке, с чередованием их по периодическому закону вдоль всей длины горячекатаного арматурного стержня при сохранении одного и того же поперечного сечения стержня. Изобретение повысит сейсмическую стойкость железобетонных строительных конструкций. 8 з.п. ф-лы, 1 ил.
1. Способ производства дискретно-структурированного сейсмостойкого арматурного стержня, включающий закалку путем ускоренного охлаждения стального горячекатаного стержня, при этом закалку стержня осуществляют в осевом направлении на участках более коротких по сравнению с участками, не подвергаемыми закалке, с чередованием их по периодическому закону вдоль всей длины горячекатаного арматурного стержня при сохранении одного и того же поперечного сечения стержня.
2. Способ по п.1, в котором закалку выполняют на участках, расположенных вдоль длины горячекатаного стержня с шагом порядка 5-10 диаметров стержня.
3. Способ по п.1, в котором закалку участков стержня выполняют после общего равномерного печного нагрева стального горячекатаного стержня.
4. Способ по п.1, в котором закалку участков стержня выполняют после выхода горячекатаного стержня из последней чистовой прокатной клети.
5. Способ по п.1, в котором закалку выполняют после нагрева металла на предназначенных под нее участках остывшего стального горячекатаного стержня.
6. Способ по п.5, в котором нагрев предназначенных под закалку участков остывшего стального горячекатаного стержня выполняют при помощи газовой горелки.
7. Способ по любому из пп.1-6, в котором закалку участков стального горячекатаного стержня выполняют водой.
8. Способ по любому из пп.1-6, в котором закалку участков стального горячекатаного стержня выполняют потоком охлаждающего газа.
9. Способ по п.8, в котором закалку участков стального горячекатаного стержня выполняют потоком воздуха.
| АРМАТУРНЫЙ СТЕРЖЕНЬ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2008 |
|
RU2377373C1 |
| Способ термоупрочнения арматурных стержней | 1982 |
|
SU1216220A1 |
| Способ термической обработки с использованием тепла прокатного нагрева | 1990 |
|
SU1782241A3 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2158313C1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| СПОСОБ ПОЛУЧЕНИЯ (Е)-4-ФЕНИЛ-3-БУТЕН-2-ОНА | 2011 |
|
RU2481321C1 |

