Изобретение относится к области термообработки деталей и может быть использовано в машиностроительной промышленности для упрочнения рабочих поверхностей рельс и колес подвижного состава. В частности изобретение относится к способу поверхностной электроконтактной термообработки деталей, в том числе рельс и колес подвижного состава.
Известен способ поверхностной электроконтактной закалки деталей, в котором для получения заданной глубины закаленного слоя контактные ролики прижимают к поверхности обрабатываемой детали давлением 0,6-0,8 от предела текучести материала детали и сообщают им движение с определенной скоростью.
Известен также способ поверхностной электроконтактной закалки деталей, согласно которому нагрев поверхности осуществляют пропусканием электрического тока через контактные элементы, прижимаемые к обрабатываемой детали с определенным давлением и перемещаемые с требуемой скоростью, с последующим охлаждением зоны нагрева. При этом между контактными элементами создается давление на поверхности детали.
Недостатком известных способов является высокий уровень остаточных внутренних напряжений при термообработке рельс и колес подвижного состава, что снижает их эксплуатационную надежность.
Техническим результатом является - уменьшение внутренних напряжений и регулирование износостойкости термообрабатываемой поверхности.
Технический результат достигается тем, что в способе поверхностной электроконтактной термообработки деталей из железоуглеродистых сплавов, включающем нагрев деталей пропусканием электрического тока через контактные элементы, прижимаемые к обрабатываемой поверхности под давлением, и охлаждение зоны нагрева, термообработку поверхности осуществляют в виде полос, расположенных под углом 30-90o к краю детали, шириной 3-20 мм, при расстоянии между ними 2,0-12 мм, при соотношении площадей термообработанных полос и нетермообработанной поверхности 0,3-4:1.
Ширина полосы может быть переменной по длине полосы.
Термообработке подвергаются рельсы и колеса подвижного состава, шестерни и др., при этом у рельса термообрабатывается головка, а у колеса поверхность катания и гребень.
Расположение полос на обрабатываемой поверхности под углом 30-90o позволяет получить в зонах максимального износа достаточно упрочненную поверхность, особенно в зоне поворота рельсового пути. При этом такая термообработка рельс и колес подвижного состава позволяет увеличить скорость движения поездов и уменьшить вероятность схода гребня колес с рельс на поворотах вследствие образования на упрочненной полосами поверхности волнистого /косого/ рельефа, способствующего прижатию колеса к рельсу.
Выполнение полос шириной менее 3 мм определяется деформацией контактных элементов при приложении необходимого давления. При получении полосы более 20 мм возникают большие внутренние напряжения, которые не снижаются увеличением расстояния между полосами. При этом для получения полосы шириной более 20 мм требуются более мощные источники тока. Расстояние между полосами не менее 2 мм нужно для того, чтобы гасить внутренние напряжения, возникающие в термообработанных полосах. Расстояние более 12 мм между полосами приведет к снижению износостойкости поверхности и вибрации из-за волнистости рельефа.
Соотношение площадей термообработанных полос и нетермообработанной поверхности 0,3-4:1 позволяет получить регулируемую износостойкость обрабатываемой поверхности.
Выполнение полосы переменной ширины по длине позволяет увеличить площадь термообработанных полос в зоне наибольшего износа.
В качестве контактного элемента можно использовать профильные ролики, ползуны.
Способ поверхностной электроконтактной термообработки деталей, в том числе рельс и колес подвижного состава, шестерен и др. осуществляется следующим образом.
Контактные элементы на обрабатываемую поверхность колеса подвижного состава или рельса устанавливают последовательно друг за другом и прижимают к ней с требуемым давлением. Включается источник тока и на контактные элементы подается напряжение. При этом контактные элементы устанавливают на обрабатываемые поверхности под углом 30-90o к ее краю. Упрочняемая зона обрабатываемой детали быстро нагревается до температуры термообработки, затем охлаждается. В результате чего формируются термообработанные полосы с требуемой глубиной термообработки (закалки).
В процессе термообработки контактные элементы периодически прижимаются к обрабатываемой детали, после снятия прижимной нагрузки осуществляется шаговое перемещение детали или контактных элементов. Шаг перемещения зависит от расстояния между полосами, получаемыми при термообработке.
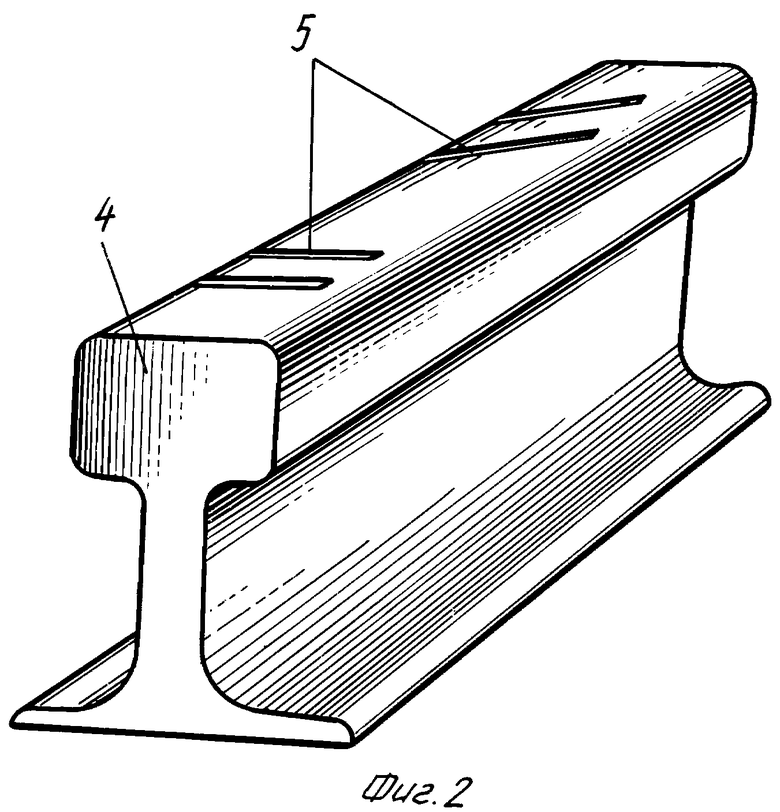
Способ поверхностной электроконтактной термообработки детали поясняется чертежами, где на фиг.1 изображено колесо, на фиг.2 - рельс.
Примеры выполнения способа.
Пример 1.
Поверхностной термообработке подвергается колесо железнодорожного состава, содержащее гребень 1 и поверхность катания 2. На изнашивающихся рабочих поверхностях, соприкасающихся с рельсом, выполняют полосы 3 под углом 70o к краю колеса, т.е. к краю поверхности катания 2 и к краю гребня 1 шириной 6 мм, расстояние между полосами 9 мм. Термообработку поверхности осуществляют путем прижатия контактных элементов к термообрабатываемым полосам, нагрева этой поверхности до температуры 850oС с последующим охлаждением воздушной струей. Глубина закалки составляет 3,8 мм, получается структура троостомартенсит, давление прижима составляет 3,7 кг/мм2. При такой поверхностной термообработке износостойкость поверхности увеличивается в 2-3 раза по сравнению с необработанными деталями.
Пример 2.
Поверхностной термообработке подвергается рельс железнодорожной сети. На головке 4 рельса выполняют полосы 5 под углом 40-70o к краям рельса. Термообработка осуществляется путем прижатия контактных элементов к термообрабатываемым полосам, нагрева этой поверхности до температуры 760oC с охлаждением воздушной струей. В результате получают полосы шириной 10 мм с расстоянием между ними 4 мм. Глубина закалки 2,7 мм, давление прижима то же. Износостойкость обработанной поверхности увеличивается в 2-3 раза.
Пример 3.
Поверхностной термообработке подвергается шестерня. На ней выполняют полосы вдоль зуба под углом 90o к торцу шестерни, ширина полосы зависит от модуля шестерни и может составлять 4-10 мм, расстояние между полосами 2-4 мм. Температура нагрева и скорость охлаждения зависят от материала шестерни, например из стали Ст45 температура термообработки 830oC. Глубина проплавления составляет 1,5 мм. Давление прижима 3,7 кг/мм2.
Согласно изобретению способ поверхностной электроконтактной термообработки позволяет упрочнять колеса подвижного состава и рельсы в зоне соприкосновения. Данный способ может быть широко использован при изготовлении и ремонте колес подвижного состава и рельс, придавая им высокую эксплуатационную стойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2153008C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1999 |
|
RU2153007C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2000 |
|
RU2207384C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1993 |
|
RU2035278C1 |
| СПОСОБ ТЕРМООБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2013 |
|
RU2556257C2 |
| СПОСОБ УПРОЧНЕНИЯ ИЗНАШИВАЕМЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2012 |
|
RU2534885C2 |
| СПОСОБ НАПЛАВКИ ДЛЯ УПРОЧНЕНИЯ РЕЖУЩЕЙ КРОМКИ ИЗДЕЛИЯ | 1997 |
|
RU2112634C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ С ЛОКАЛЬНЫМ ЧЕРЕДОВАНИЕМ СВОЙСТВ | 2021 |
|
RU2779890C1 |
| Способ изготовления остряков стрелочных переводов с использованием промежуточной детали | 2016 |
|
RU2646006C1 |
| Способ и устройство термической обработки сварных соединений рельсов | 2017 |
|
RU2667574C1 |
Изобретение относится к термообработке деталей и может быть использовано в машиностроительной промышленности для упрочнения рабочих поверхностей колес подвижного состава и рельс. Техническим результатом является уменьшение внутренних напряжений и регулирование износостойкости термообрабатываемой поверхности. Сущность изобретения: способ поверхностной электроконтактной термообработки деталей включает нагрев пропусканием электрического тока через контактные элементы, прижимаемые к обрабатываемой поверхности под давлением, охлаждение зоны нагрева. Термообработку поверхности осуществляют в виде полос, расположенных под углом 30-90o к краю детали, шириной 20 мм и расстоянии между ними 2,0-12 мм, при соотношении площадей незакаленных и закаленных участков 1:0,3-4. Ширину полосы можно формировать переменной по длине полосы. 1 з.п.ф-лы, 2 ил.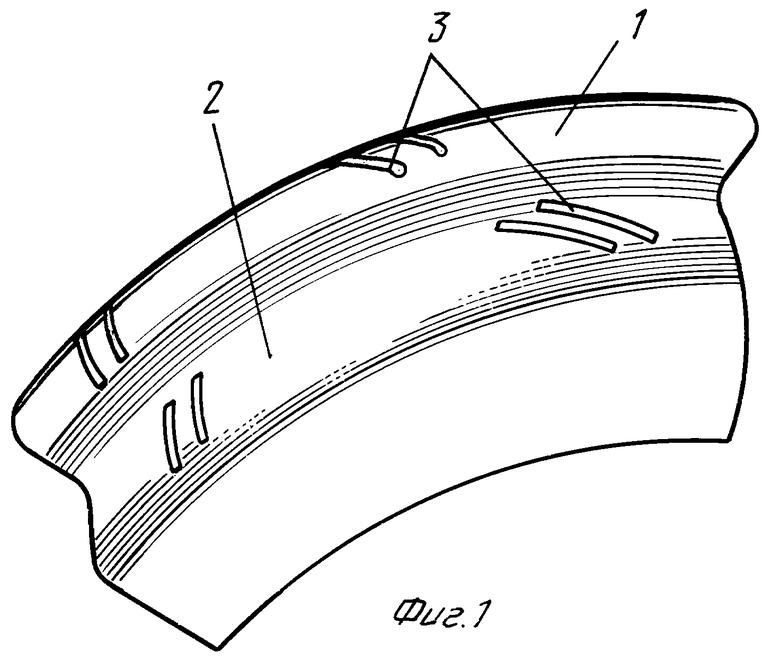
| Способ поверхностной электроконтактной закалки деталей | 1989 |
|
SU1713943A1 |
| Способ поверхностной электроконтактной закалки деталей | 1985 |
|
SU1325092A1 |
| Способ электроконтактного нагрева электропроводных заготовок | 1990 |
|
SU1786123A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2107739C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2430978C1 |
