Изобретение относится к устройствам и способам получения порций текучих материалов, в частности порций из пластика, путем отрезания текучего материала, выходящего из экструдера. Порции, полученные таким образом, могут обрабатываться впоследствии компрессионным прессованием под давлением для получения предметов, в частности, предварительно отформованных заготовок для емкостей, таких как бутылки.
Изобретение также относится к устройствам и способам для отбраковывания возможных дефектных порций, чтобы эти порции не подвергались компрессионному прессованию.
Известное устройство компрессионного прессования порций из пластика содержит экструдер, из которого пластик выходит в выходном направлении. Устройство также содержит режущее средство для отделения порций от пластика, выходящего из экструдера. Режущее средство содержит множество ножей, вращающихся вокруг оси, параллельно выходному направлению. Каждый нож снабжен лезвием, расположенным на плоскости, перпендикулярной к выходному направлению, и остающимся на этой плоскости во время вращения.
Пластик выходит из экструдера непрерывно. Таким образом, когда нож отрезает порцию, то сам пластик, от которого порция уже была отделена, продолжает выходить из экструдера. Эта порция из пластика может прилипать к лезвию, преждевременно охлаждаясь, и оказывать осевое давление на нож, которое может деформировать лезвие, ухудшая точность резки.
В патенте США 4640673 описан конкретный тип устройства компрессионного прессования порций пластика, снабженного экструдером и парой ножей, выполненных с возможностью вращения вокруг своей оси и отрезания пластика через заданные интервалы, выходящего из экструдера, при этом отделяя друг от друга порции пластика.
Ножи вращаются вокруг оси вращения с угловой скоростью, которая изменяется в соответствии с заданной закономерностью. В частности, угловая скорость ножей относительно высокая, когда ножи отделяют порции от пластика, выходящего из экструдера. Сразу после отрезания порций угловая скорость ножей снижается. Для того чтобы ножи двигались с переменной угловой скоростью, устройство согласно патенту США 4640673 имеет пару эллиптических зубчатых колес, установленных между ножами и электродвигателем, который вращает ножи. Эллиптические зубчатые колеса выполнены таким образом, чтобы обеспечивать изменение угловой скорости ножей в соответствии с требуемой закономерностью.
Недостатком устройства согласно патенту США 4640673 является его посредственная универсальность. Действительно, если нужно изменить закономерность изменения угловой скорости ножей, например, по причине изменения экструдируемого пластика, или изменения его температуры, или из-за того, что необходимо изменить длину порций, то необходимо будет демонтировать пару ранее использовавшихся эллиптических зубчатых колес и заменить их новой парой эллиптических зубчатых колес, которые будут приводить в действие ножи с требуемой угловой скоростью. Эта операция, в дополнение к тому, что надо остановить работу устройства, достаточно сложная и очень продолжительная по времени. Еще один недостаток известных устройств заключается в том, что режущее средство имеет поверхности, к которым пластик, находящийся при выходе из экструдера в тестообразном состоянии, имеет тенденцию прилипать при резании. Эти явления налипания действительно ухудшают точность и чистоту отрезания пластика, и их результат: дефектные порции. Кроме того, налипание пластика, температура которого высокая, приводит к значительному износу ножей, которые поэтому должны часто заменяться с соответствующим увеличением эксплуатационных расходов устройства.
В патенте США 4277431 описан способ обеспечения отмеряемого количества экструдируемого материала для приемного средства, согласно которому экструдируемый материал отделяется гибким и упругим лезвием, которое контактирует с поверхностью отреза на выходе экструдера во время каждого поворота и сгибается из нерабочего положения в отогнувшееся назад положение.
В WО 2004/039553 описано устройство для удаления порций пластмассового материала из экструдера с помощью по меньшей мере одного удаляющего элемента, выполненного с возможностью перемещения относительно экструдера и снабженного емкостью для приема удаленных порций. Этот удаляющий элемент содержит отделяющий элемент, отрезающий пластик вдоль отделяющего края, проходящего через материал.
В патенте Великобритании 2178359 описано устройство, содержащее экструдер и вращающийся режущий инструмент для отрезания синтетического полимера, выходящего в расплавленном состоянии из отверстия экструдера.
В ЕР 1101587 описано устройство для доставки множества шариков пластика в полости для компрессионного прессования шариков в виде укупорочного устройства для бутылок или прокладок для этих устройств. Это устройство вводит расплавленные шарики пластика в несколько формовочных блоков, причем каждый блок имеет ряд полостей.
В ЕР 1101586 описано вращающееся режущее средство, отделяющее расплавленный шарик пластика от сопла и помещающее расплавленный шарик пластика в гнездо пресс-формы. Поток воздуха в радиальном направлении направляют вдоль режущего лезвия вращающегося режущего средства для переноса расплавленного шарика пластика от лезвия режущего средства в гнездо пресс-формы.
В патенте Швейцарии 443647 описано выдачное устройство для распределения порций формуемого пластмассового материала, в котором используется струя воздуха под давлением для того, чтобы выпустить порцию в гнездо пресс-формы.
Целью изобретения является усовершенствование известных устройств и способов для получения порций текучего материала, в частности за счет повышения точности и эффективности отрезания. Другой целью является создание устройства и способа, которые позволят отрезать порции чисто и точно от текучего материала, выходящего из экструдера.
Еще одна цель изобретения заключается в обеспечении возможности изменения скорости режущих средств простым и быстрым способом, даже если необходимо изменить закономерность изменения скорости движения режущего средства.
Изобретение также направлено на создание способа, который позволит быстро отрезать порции текучего материала.
Изобретение также направлено на обеспечение значительного уменьшения налипания текучего материала на режущем средстве.
Изобретение также направлено на усовершенствование устройств отбраковки возможных дефектных порций текучих материалов.
Согласно первому аспекту изобретения предложено устройство, содержащее экструдер, имеющий выдачное отверстие для экструдирования текучего материала в выходном направлении через выдачное отверстие, и режущее средство для отделения порций от текучего материала, при этом режущее средство выполнено с возможностью перемещения с составляющей движения, параллельной выходному направлению.
Согласно второму аспекту изобретения предложен способ, согласно которому экструдируют текучий материал вдоль выходного направления и отделяют порцию от текучего материала режущим средством, при этом отделение включает в себя перемещение режущего средства с составляющей движения, параллельной выходному направлению.
Благодаря этим двум аспектам изобретения обеспечивается устройство и способ, которые позволяют выполнять точное и чистое отрезание текучего материала, выходящего из выдачного устройства. Составляющая движения вдоль выходного направления заставляет режущее средство удаляться от той порции текучего материала, выходящего из экструдера, от которой порция уже была отделена. Это обстоятельство уменьшает контакт между режущим средством и текучим материалом. Таким образом, снижается риск налипания текучего материала на режущее средство. Кроме того, текучий материал преждевременно не охлаждается из-за контакта с режущим средством. И, наконец, снижается давление, которое воздействует на режущее средство со стороны текучего материала, выходящего из экструдера, что делает более трудной деформацию режущего средства.
Согласно третьему аспекту изобретения предложено устройство, содержащее экструдер для экструдирования текучего материала, режущее средство, выполненное с возможностью перемещения по траектории, для отделения порции от текучего материала, приводное средство для приведения в движение режущего средства с переменной скоростью по траектории, при этом приводное средство содержит электронное средство изменения скорости.
Благодаря этому третьему аспекту изобретения можно получить очень универсальное устройство, в котором закономерность изменения скорости можно легко изменять. В частности, если необходимо изменить порядок изменения скорости режущего средства по причине, например, изменения текучего материала или его температуры или также если изменились размеры порции, то достаточно будет перепрограммировать электронное средство изменения скорости. Это можно сделать очень быстро, поскольку отсутствует необходимость в замене механических компонентов устройства, что требовалось делать в устройствах известного уровня техники. Электронное средство изменения скорости позволяет выдерживать неизменной скорость режущего средства в нужных пределах, например, в то время, когда отрезается текучий материал, выходящий из экструдера. Это не было возможно с эллиптическими зубчатыми колесами согласно патенту США 4640673.
Согласно четвертому аспекту изобретения предложен способ, согласно которому экструдируют текучий материал, перемещают режущее средство по траектории со скоростью, необходимой для отделения порции от текучего материала, изменяют скорость по траектории, при этом изменение предусматривает обеспечение упомянутой скорости в значениях выше нуля.
Согласно одному из вариантов осуществления настоящего изобретения эту скорость делают равной нулю. Это означает, что режущее средство останавливают на упомянутой траектории.
Согласно еще одному из вариантов осуществления настоящего изобретения изменение предусматривает обеспечение значения этой скорости меньше нулевой. Это означает, что режущее средство движется назад.
Благодаря этому аспекту изобретения можно отрезать порции текучего материала быстро и чисто. Останавливая или перемещая назад режущее средство, когда то не отрезает порцию, можно увеличить продолжительность интервала, в течение которого режущее средство не взаимодействует с текучим материалом. Это позволяет уменьшить продолжительность интервала, в течение которого режущее средство взаимодействует с текучим материалом и, следовательно, позволяет увеличить скорость, с которой отрезается порция. Таким образом, резание осуществляется чисто, что уменьшает риск образования наростов, которые легко кристаллизуются и могут вызвать дефекты на формуемых предметах.
Согласно пятому аспекту изобретения предложено устройство, содержащее экструдер для экструдирования текучего материала, режущее средство для отделения порции от текучего материала, охлаждающий контур для охлаждения режущего средства, при этом режущее средство имеет первую пластинчатую часть и вторую пластинчатую часть, между которыми образован канал охлаждающего контура.
Благодаря пятому аспекту изобретения можно получить устройство, которое позволит значительно уменьшить налипание текучего материала на режущем средстве, когда порция отделяется от текучего материала, выходящего из экструдера. Канал, образованный между первой и второй пластинчатыми частями, позволяет эффективно снизить температуру внешних поверхностей режущего средства и, следовательно, уменьшить налипание текучего материала.
Согласно шестому аспекту изобретения предложено устройство, содержащее экструдер для экструдирования текучего материала, режущее средство для отделения порции от текучего материала, причем режущее средство имеет рабочую поверхность, выполненную с возможностью взаимодействия с текучим материалом, при этом режущее средство имеет нагревающее средство для нагревания рабочей поверхности.
Согласно седьмому аспекту изобретения предложен способ, включающий экструдирование текучего материала, отделение порции от текучего материала режущим средством, при этом способ дополнительно включает нагревание режущего средства.
Благодаря шестому и седьмому аспектам изобретения можно уменьшить налипание текучего материала на режущем средстве, когда оно взаимодействует с текучим материалом для отделения порций материала.
С помощью нагревания режущего средства до температуры, немного более высокой, чем температура плавления нарезаемого текучего материала, предотвращается отверждение текучего материала при контакте с режущим средством. Это предотвращает накопление твердых остатков текучего материала на режущем средстве. С другой стороны, если режущее средство будет нагрето до температуры, гораздо более высокой, чем температура плавления текучего материала, то возможные остатки текучего материала, скопившиеся на режущем средстве, будут распадаться или испаряются под действием тепла, что позволит содержать режущее средство по существу чистым.
Согласно восьмому аспекту изобретения предложено устройство, содержащее экструдер, имеющий выдачное отверстие для экструдирования текучего материала в выходном направлении через выдачное отверстие, режущее средство для отделения порции от текучего материала и отбраковывающее средство для отбраковки возможной дефектной порции, при этом отбраковывающее средство содержит отклоняющее средство для отклонения возможной дефектной порции от выходного направления.
Согласно девятому аспекту изобретения предложен способ, включающий экструдирование текучего материала в выходном направлении, отделение порции от текучего материала, отбраковку возможной дефектной порции, при этом отбраковка включает в себя отклонения возможной дефектной порции от выходного направления.
Благодаря восьмому и девятому аспектам изобретения можно получить устройство, в котором возможные дефектные порции отбраковываются просто и эффективно сразу после их отделения от экструдированного текучего материала. Таким образом, дефектные порции, особенно если их габарит не соответствует возможности их перемещения, не могут поступать на перемещающее средство, расположенное после режущего средства, и обусловливать остановку устройства.
Согласно десятому аспекту изобретения предложено устройство, содержащее перемещающее средство для перемещения порции текучего материала из положения удаления в положение доставки, принимающее средство для приема порции в положении доставки, отбраковывающее средство для отбраковки возможной дефектной порции, при этом отбраковывающее средство установлено до положения доставки.
Согласно одиннадцатому аспекту изобретения предложен способ, включающий перемещения порции текучего материала от положения удаления в положение доставки, прием порции в положении доставки, отбраковку возможной дефектной порции, при этом отбраковку осуществляют до положения доставки.
Благодаря десятому и одиннадцатому аспектам изобретения можно оптимизировать положение отбраковывающего устройства вдоль перемещающего средства. Будучи установленным до положения доставки, отбраковывающее средство предотвращает необходимость того, чтобы перемещающее средство намеренно снижало скорость для отбраковки возможных дефектных порций. Перед положением доставки перемещающее средство перемещается уже само с относительно малым ускорением для того, чтобы не подвергать перемещаемую порцию излишнему напряжению. С другой стороны, после положения доставки, когда порция уже выпущена к принимающему средству, перемещающее средство движется с большим ускорением, которое никак не ограничивается отбраковывающим средством.
Изобретение можно понять лучше и его можно лучше осуществить со ссылкой на прилагаемые чертежи, которые иллюстрируют некоторые приводимые в качестве примера и не ограничивающие варианты его осуществления, на которых:
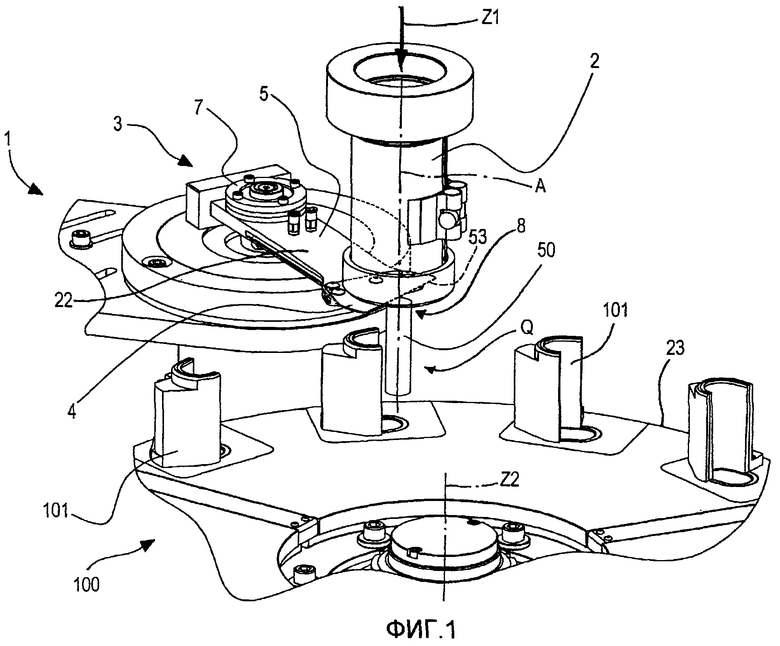
Фиг.1 представляет собой вид в перспективе части устройства компрессионного прессования порций из пластика.
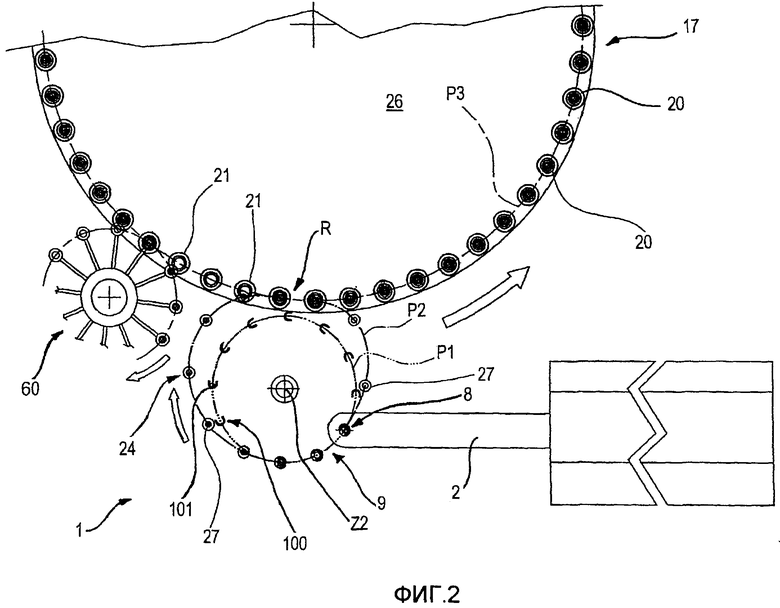
Фиг.2 представляет собой вид сверху устройства, показанного на фиг.1.
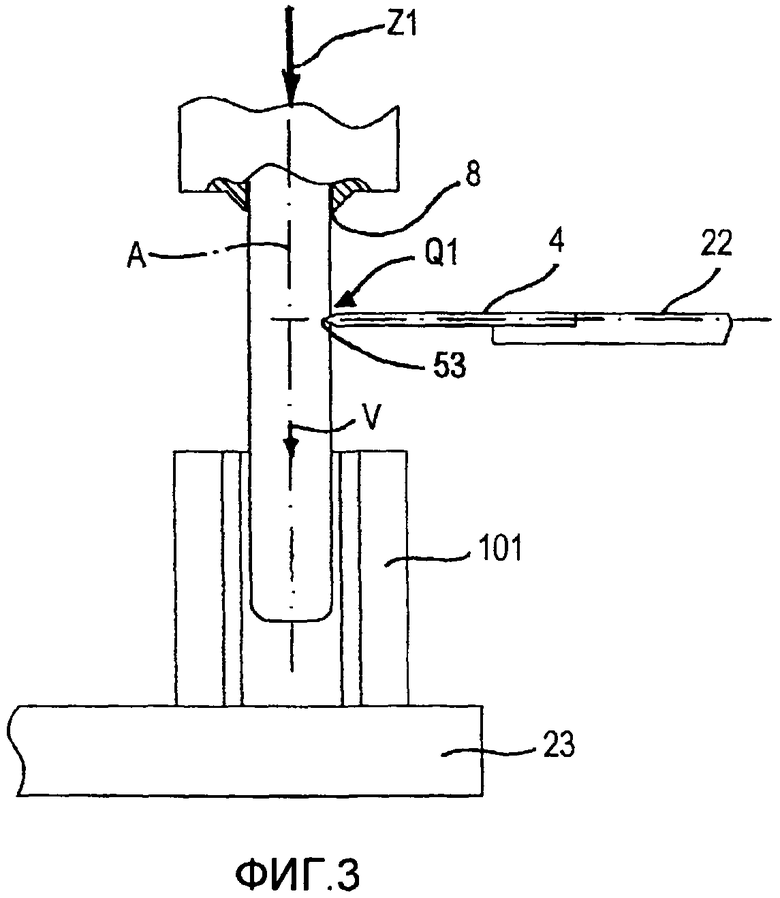
Фиг.3 представляет собой вид спереди в частичном и схематичном сечении режущего средства для отрезания порции пластика на начальном этапе резания.
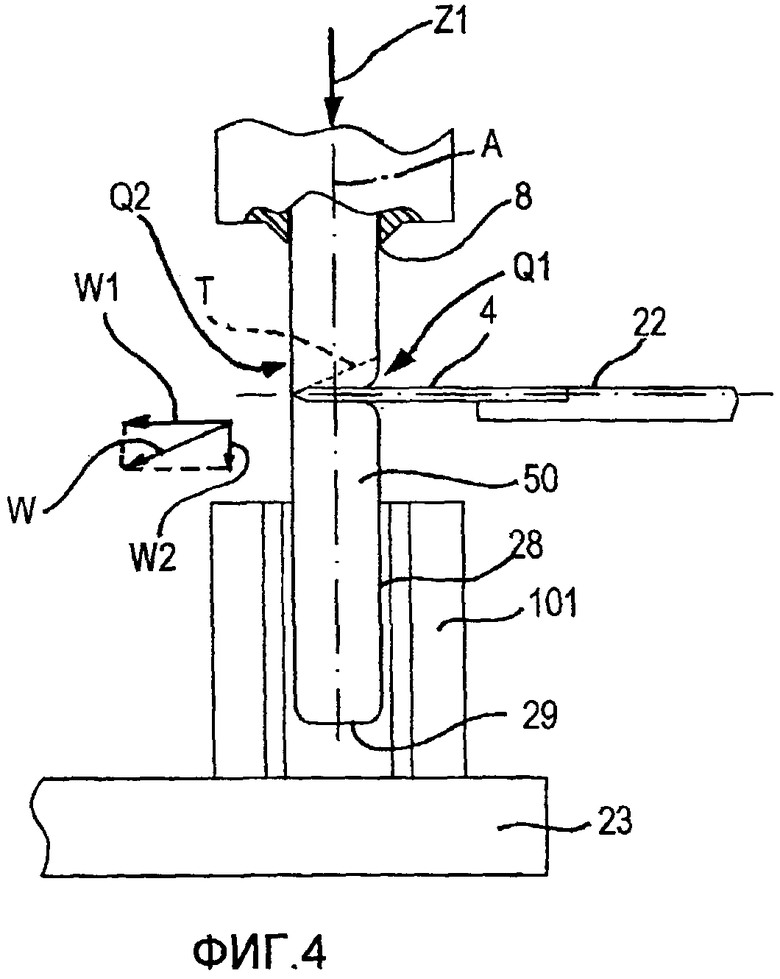
Фиг.4 представляет собой вид, аналогичный виду на фиг.3 и показывающий режущее средство на конечном этапе резания.
Фиг.5 представляет собой схематичный вид спереди режущего средства в альтернативном варианте осуществления.
Фиг.6 представляет собой схематичный вид, показывающий геометрическое расположение режущего средства, показанного на фиг.5.
Фиг.7 представляет собой график, схематически показывающий, как изменяется скорость режущего средства, показанного на фиг.5, согласно первому варианту осуществления.
Фиг.8 представляет собой график, схематически показывающий, как изменяется скорость режущего средства, показанного на фиг.5, согласно второму варианту осуществления.
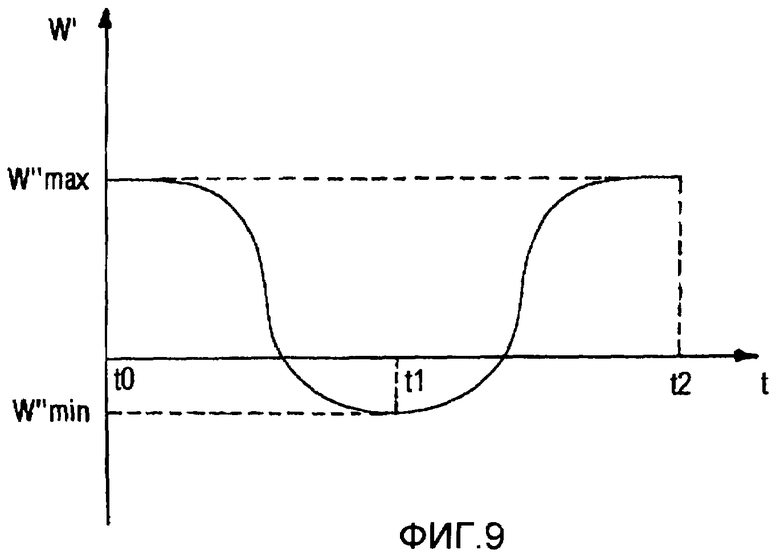
Фиг.9 представляет собой график, схематически показывающий, как изменяется скорость режущего средства, показанного на фиг.5, согласно третьему варианту осуществления.
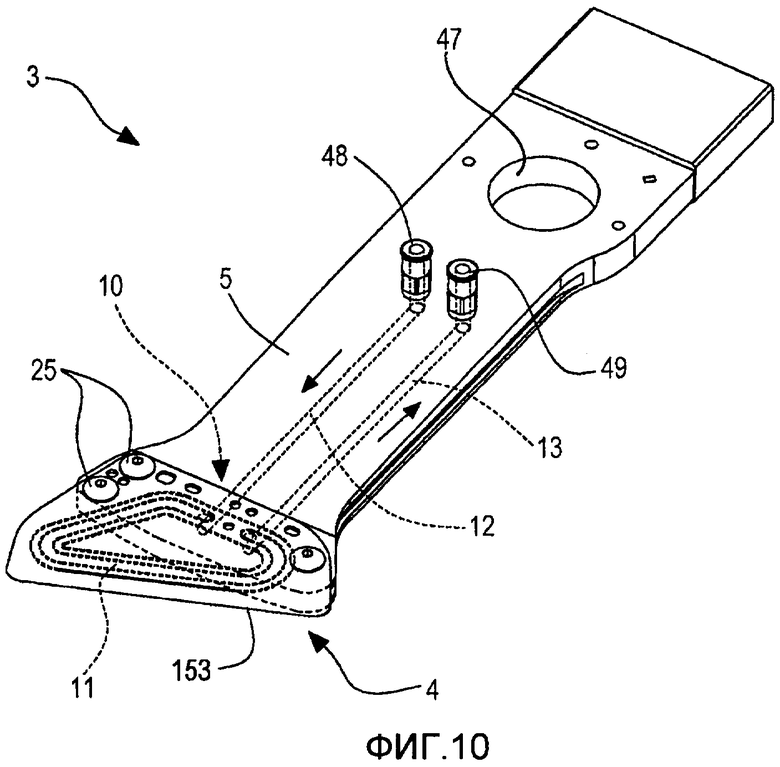
Фиг.10 представляет собой вид в перспективе ножа режущего средства, показанного на фиг.5.
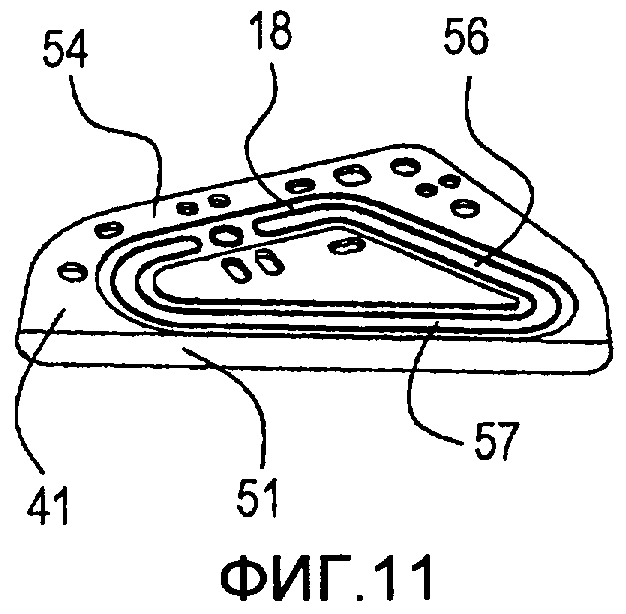
Фиг.11 представляет собой вид в перспективе первой пластинчатой части ножа, показанного на фиг.10.
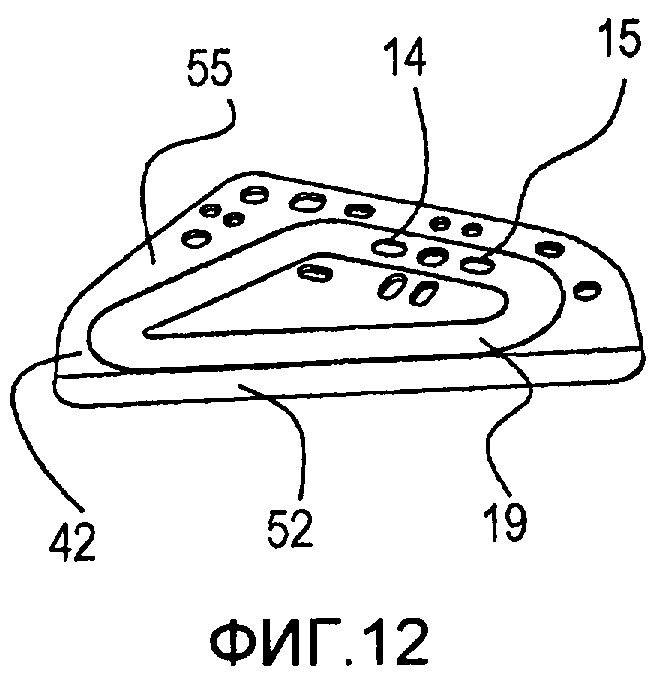
Фиг.12 представляет собой вид в перспективе второй пластинчатой части ножа, показанного на фиг.10.
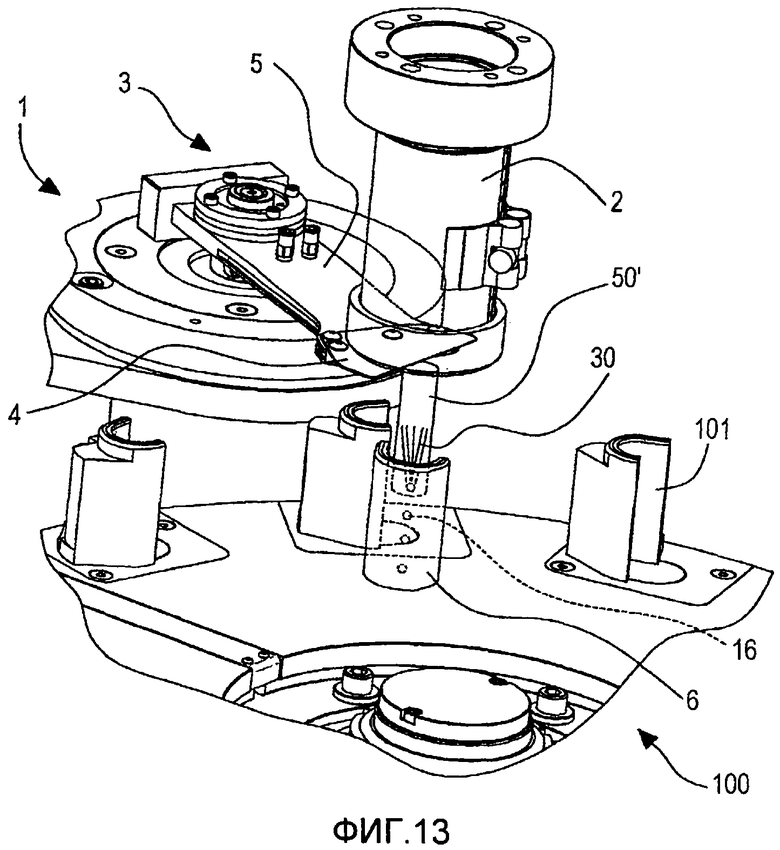
Фиг.13 представляет собой вид, аналогичный представленному на фиг.1, который показывает устройство в соответствии с альтернативным вариантом осуществления, содержащий отклоняющее средство для отбраковки возможной дефектной порции, выходящей из экструдера.
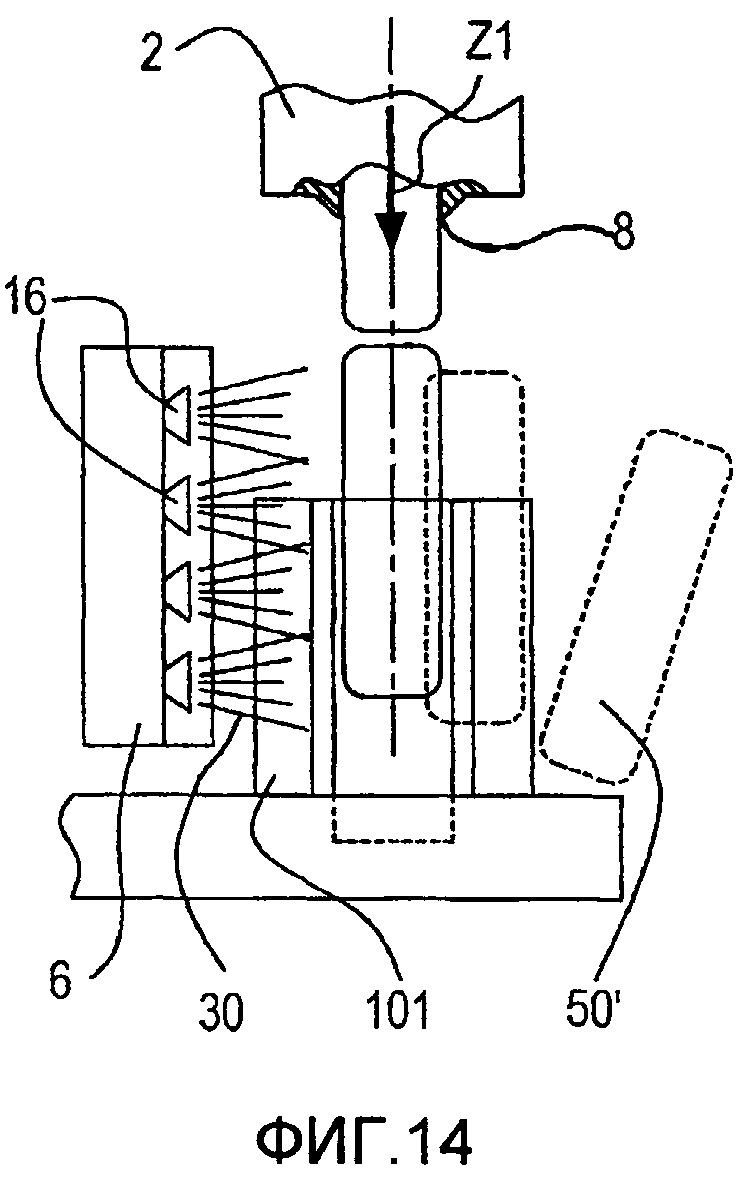
Фиг.14 представляет собой отклоняющее средство в увеличенном виде, показанном на фиг.13.
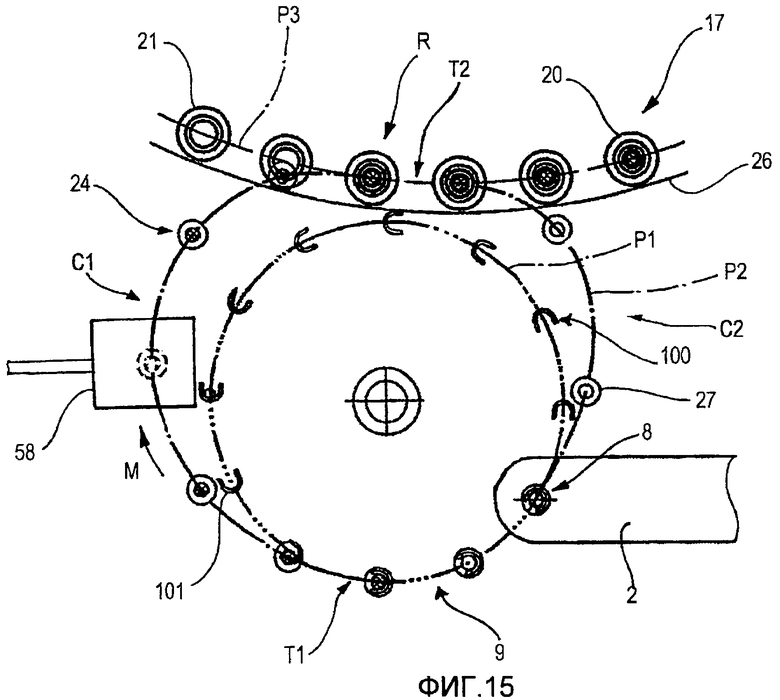
Фиг.15 представляет собой вид сверху перемещающего средства устройства, показанного на фиг.1, вместе с отбраковывающим средством.
Со ссылкой на фиг.1 и 2 показано устройство 1 для компрессионного прессования порций 50 пластика для получения объектов, например, таких как предварительно отформованные заготовки для емкостей, в частности для бутылок. Устройство содержит экструдер 2 с выдачным отверстием 8, через которое пластик экструдируется в направлении выходной оси А, расположенной в направлении Z1.
Устройство 1 также включает в себя режущее средство 3, которое режет пластик, выходящий из экструдера 2, для отделения от него порций 50.
Под режущим средством 3 установлено перемещающее средство 9 для перемещения порций 50, отрезанных режущим средством 3, в формующее средство 17, содержащее множество форм 20, установленных по окружности поворотного магазина 26. Каждая форма 20 имеет матрицу 21 и пуансон (не показан), выполненные с возможностью перемещения относительно друг к другу между открытым положением, в котором порция 50 может быть помещена внутрь матрицы 21, и закрытым положением, в котором порцию 50 формуют с получением предварительно отформованной заготовки. Последнюю извлекают из формы 20 с помощью извлекающего устройства 60.
Перемещающее средство 9 содержит первое перемещающее средство 100, содержащее первый поворотный магазин 23, выполненный с возможностью поворота вокруг оси Z2 вращения. По окружности первого поворотного магазина 23 установлен ряд первичных перемещающих элементов 101, каждый из которых в поперечном сечении имеет С-образную форму и вогнутость, в которую может помещаться порция 50. Под этой вогнутостью расположен воронкообразный элемент (не показан), через который порция 50 может перемещаться ко второму перемещающему средству 24 перемещающего средства 9.
Второе перемещающее средство 24 имеет множество вторых перемещающих элементов 27, каждый из которых имеет форму полого цилиндра. Каждый перемещающий элемент 27 имеет нижний конец, который может закрыться или открываться закрывающим средством (не показано).
Первые перемещающие элементы 101 выполнены с возможностью перемещения вдоль по существу круговой первой траектории P1, вдоль которой каждый первый перемещающий элемент 101 получает порцию 50, отрезанную режущим средством 3, в положении Q удаления, показанном на фиг.1. Когда первый перемещающий элемент 101 движется по первой траектории Р1, порция 50 опускается под действием силы тяжести вдоль стенок первого перемещающего элемента 101, и после того, как она пройдет через соответствующий воронкообразный элемент, доставляется ко второму перемещающему элементу 27.
Вторые перемещающие элементы 27 выполнены с возможностью перемещения вдоль второй траектории Р2, которая находится ниже первой траектории Р1. Когда каждый второй перемещающий элемент 27 движется по второй траектории Р2, он получает порцию 50 от первого перемещающего элемента 101, который находится выше, и в положении R доставки выпускает порцию 50 внутрь находящейся ниже матрицы 21. Последняя движется по существу по круговой третьей траектории Р3, проходящей ниже уровня второй траектории Р2.
Как показано фиг.1, режущее средство 3 имеет нож 22 с лезвием 4, установленным на опорном элементе 5. Лезвие 4 имеет по существу плоскую геометрию и имеет режущую кромку 53 по существу прямолинейной формы и расположенную на плоскости, образуемой лезвием 4. Нож 22 поворачивается приводным средством 7 таким образом, чтобы проходить периодически ниже отверстия 8 экструдирования и отрезать пластик, выходящий из экструдера 2.
На фиг.3 и 4 показан альтернативный вариант осуществления устройства 1, в котором нож 22 двигается прямолинейно, и не вращается, как показано на фиг.1. Пластик выдается экструдером 2 непрерывно и движется вдоль оси А в выходном направлении Z1 по существу с постоянной выходной скоростью V. Лезвие 4 движется по прямолинейной траектории Т, которая находится на плоскости, наклонной относительно выходной оси А. То есть лезвие 4 имеет составляющую движения, параллельную выходному направлению Z1, и еще одну составляющую движения, перпендикулярную к выходному направлению Z1. Составляющая движения, параллельная выходному направлению Z1, направлена от выдачного отверстия 8 к первому перемещающему средству 100.
На фиг.3 показан нож 22 на начальном этапе резания: лезвие 4 достигло пластика и начинает отделять порцию 50 от первоначальной части Q1 пластика. Когда лезвие 4 продолжает резать пластик, первоначальная часть Q1 движется в выходном направлении, удаляясь от выдачного отверстия 8. Также и лезвие 4, двигаясь вдоль траектории Т, удаляется от выдачного отверстия 8, в результате чего на этапе окончательного отрезания согласно фиг.4 лезвие 4 отделяет порцию 50 от окончательной части Q2 пластика, которая находится приблизительно на том же уровне, что и первоначальная часть Q1, но в положении, диаметрально противоположном первоначальной части Q1.
Таким образом, можно получать порции 50 пластика, которые ограничены боковой поверхностью 28 и двумя концевыми поверхностями 29, причем концевые поверхности 29 по существу ортогональны боковой поверхности 28.
Лезвие 4 движется со скоростью W, имея составляющую резания W1, перпендикулярную к выходному направлению Z1, и сопутствующую составляющую W2, параллельную выходному направлению Z1. Составляющая W1 резания позволяет лезвию 4 отделять порцию 50 от пластика, выходящего из выдачного отверстия 8, и сопутствующая составляющая W2 позволяет лезвию 4 двигаться в том же направлении, что и пластик во время его отрезания. Сопутствующая составляющая W2 может быть больше выходной скорости V выхода пластика из экструдера 2 или быть равной этой скорости. Если сопутствующая составляющая W2 больше выходной скорости V пластика, то лезвие 4 будет отрывать порцию 50 от пластика, выходящего из выдачного отверстия 8, что позволит легче отделять порцию 50 от пластика.
Контакт между режущим средством 3 и пластиком также сводится к минимуму, поскольку если сопутствующая составляющая W2 превышает выходную скорость V, то пластик будет контактировать только с режущей кромкой 53 лезвия 4. Это позволит уменьшить осевое усилие, которое пластик, выходящий из выдачного отверстия 8, оказывает на лезвие 4. Т.е. первоначальная часть Q1 по существу не давит вниз на лезвие 4, поскольку лезвие 4 удаляется от выдачного отверстия 8 вместе с или даже немного быстрее, чем первоначальная часть Q1. Таким образом, удается избежать деформаций лезвия 4, которые возникают из-за осевого усилия от выходящего из выдачного отверстия 8 пластика; это позволяет поддерживать хорошую точность резания. Более того, для пластика, выходящего из выдачного отверстия 8, становится труднее прилипать к лезвию 4. Наконец, пластик меньше охлаждается при контакте с лезвием 4.
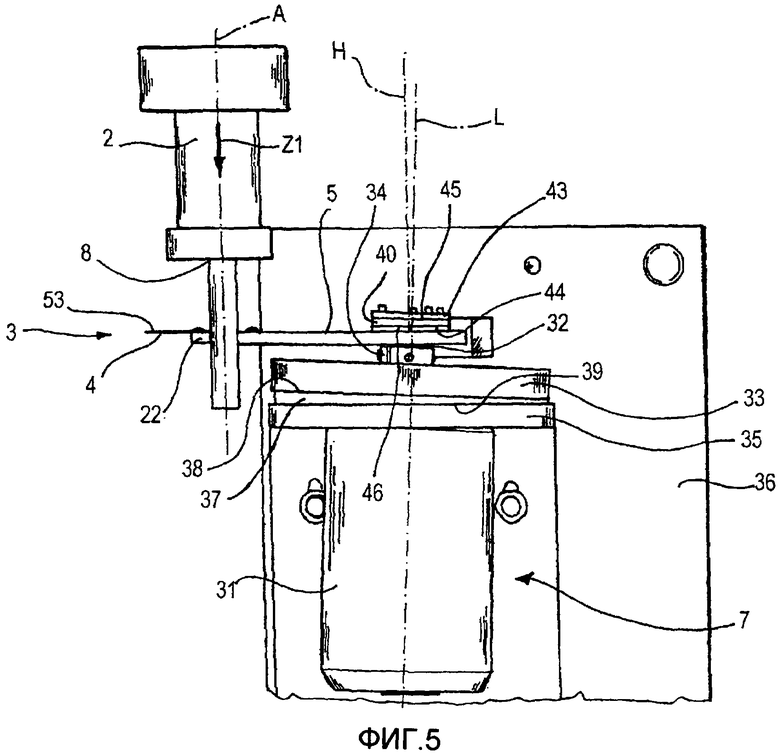
На фиг.5 показан вариант осуществления устройства 1, в котором режущее средство 3 вращается при помощи приводного средства 7, как уже упомянуто со ссылкой на фиг.1, и движется от выдачного отверстия 8 во время резания. Приводное средство 7 состоит из электродвигателя 31, имеющего вал 32 двигателя, проходящий вдоль оси L. Электродвигатель 31 закреплен на фланце 33 с помощью фиксатора 34, установленного на валу 32 двигателя. Фланец 33, в свою очередь, закреплен фиксирующими средствами (не показаны) на опорном кронштейне 35, установленном на станине 36 устройства 1. Между фланцем 33 и опорным кронштейном 35 установлена прокладка 37, образованная первой поверхностью 38, обращенной к фланцу 33, и второй поверхностью 39, обращенной к опорному кронштейну 35. Поскольку первая поверхность 38 и вторая поверхность 39 не параллельны друг другу, то фланец 33, по существу перпендикулярный валу 32 двигателя, может быть наклонен относительно опорного кронштейна 35. Последний образует опорную плоскость для прокладки 37, которая по существу перпендикулярна выходной оси А. Прокладка 37 обеспечивает, таким образом, наклон продольной оси L вала 32 двигателя относительно выходной оси А, вдоль которой пластик выходит из экструдера 2.
На валу 32 двигателя установлен нож 22 с помощью еще одной прокладки 40, расположенной между первой пластиной 43 и второй пластиной 44. Первая пластина 43 закреплена на валу 32 двигателя по существу перпендикулярно продольной оси L. Вторая пластина 44 закреплена на опорном элементе 5 ножа 22 и по существу параллельна плоскости, образуемой лезвием 4. Дополнительная прокладка 40 ограничена первой поверхностью 45, которая контактирует с первой пластиной 43, а также второй поверхностью 46, которая контактирует со второй пластиной 44. Первая поверхность 45 и вторая поверхность 46 наклонены относительно друг друга. Таким образом, прокладка 40 обеспечивает установку ножа 22 на валу 32 двигателя таким образом, чтобы ось H, перпендикулярная плоскости, образуемой лезвием 4, была не параллельна продольной оси L вала 32 двигателя. Другими словами, благодаря дополнительной прокладке 40 лезвие 4 расположено на плоскости, наклонной относительно продольной оси L.
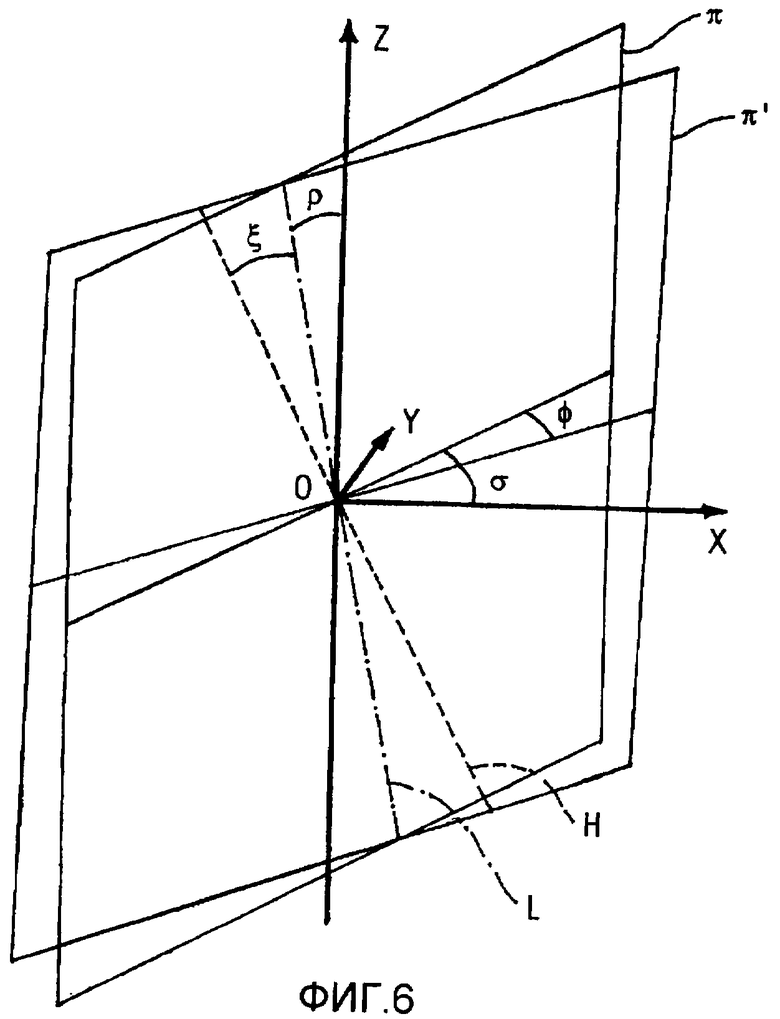
Положения продольной оси L, оси H и выходной оси А, показанные на фиг.5, поясняются на фиг.6. На фиг.6 показана Декартова система координат XYZ, в которой плоскость XY совпадает с плоскостью, образуемой лезвием 4, в теоретическом случае, когда лезвие 4 расположено на плоскости, перпендикулярной к выходному направлению Z1, и вращается, сохраняя свое положение на этой плоскости. Плоскость XZ содержит выходную ось А и продольную ось вала двигателя в теоретическом случае, в котором лезвие 4 находится на плоскости, перпендикулярной к выходному направлению Z1, и вращается, оставаясь на этой плоскости. Декартова ось Z поэтому параллельна выходной оси А, вдоль которой пластик выходит из экструдера 2. Началом координат 0 Декартовой системы координат XYZ была выбрана точка пересечения между продольной осью вала двигателя и плоскостью, на которой расположено лезвие 4, в теоретическом случае, в котором лезвие 4 расположено на плоскости, перпендикулярной выходному направлению Z1, и вращается, оставаясь на этой плоскости. Для получения ситуации, показанной на фиг.5, предполагается, что продольная ось L вала 32 двигателя и ось Н вращаются вокруг начала координат 0. Ось Н, показанная на фиг.6, поэтому является осью, проходящей через начало координат 0 и ортогонально к плоскости, на которой расположено лезвие 4 в конфигурации, показанной на фиг.5.
Следует отметить, что продольная ось L и ось Н пересекаются, несмотря на то, что они не параллельны друг другу. Выходная ось А, с другой стороны, наклонена по отношению к продольной оси L и к оси H.
Можно определить плоскость π, в которой лежат Декартова ось Z и продольная ось L. Плоскость π образует первый угол σ с Декартовой плоскостью XZ, в то время как продольная ось L вала 32 двигателя образует на плоскости π второй угол ρ с Декартовой осью Z. Первый угол σ и второй угол ρ позволяют полностью определить положение продольной оси L в Декартовой системе координат XYZ.
Кроме того, можно определить дополнительную плоскость π', которая содержит продольную ось L и ось Н. Плоскость π и дополнительная плоскость π' пересекаются по продольной оси L. Дополнительная плоскость π' получена поворотом плоскости π на третий угол φ вокруг продольной оси L. На дополнительной плоскости π' ось Н, которая перпендикулярна к плоскости, образуемой лезвием 4, создает четвертый угол ξ с продольной осью L вала 32 двигателя. Третий угол φ и четвертый угол ξ позволяют полностью определить положение оси Н по отношению к продольной оси L.
Во время работы электродвигатель 31 вращает нож 22 вокруг продольной оси L, в результате чего лезвие 4 движется по замкнутой траектории и пересекается периодически с пластиком, выходящим из экструдера 2. Положения осей, показанные на фиг.5 и 6, обеспечивают, чтобы лезвие 4 при взаимодействии с пластиком имело составляющую движения, направленную вдоль выходного направления Z1, и дополнительную составляющую движения, перпендикулярную к выходному направлению Z1. В этом случае лезвие 4 при нарезании пластика движется от выдачного отверстия 8 и сопровождает порцию 50, которая движется вдоль выходного направления Z1. Это позволяет получать более точную порцию и более чистый отрез, как показано выше на фиг.3 и 4.
Принимая расположение осей, показанное на фиг.6, можно также вращать лезвие 4 таким образом, чтобы при отрезании порции 50 часть режущей кромки 53, которая взаимодействует с пластиком, имела составляющую скорости вдоль выходного направления Z1, равную или больше скорости V выхода текучего материала из экструдера 2.
Также можно обеспечить, чтобы область лезвия 4, которая взаимодействует с пластиком после режущей кромки 53, имела составляющую скорости вдоль выходного направления Z1, которая будет равна или больше скорости V, с которой текучий материал выходит из экструдера 2. Таким образом, область лезвия 4, которая взаимодействует как последняя область с пластиком, не сможет выталкивать пластик, выходящий из экструдера 2, в сторону выдачного отверстия 8. Соответствующим подбором значений углов σ, ρ, φ и ξ можно свести к минимуму контакт между лезвием 4 и пластиком, когда отрезается порция, и обеспечить, в частности, чтобы лезвие 4 контактировало с пластиком по существу только вдоль режущей кромки 53. Это обеспечивает получение преимуществ, описанных выше со ссылкой на фиг.3 и 4.
Электродвигателем 31 можно управлять электронным средством изменения скорости, выполненным с возможностью изменения скорости W΄ режущего средства 3, в частности ножа 22, вдоль его траектории вокруг продольной оси L. В частности, электродвигателем 31 может быть серводвигатель, т.е. двигатель, связанный, например, с другим двигателем, который приводит в действие формующий поворотный магазин 26 или второе перемещающее средство 24.
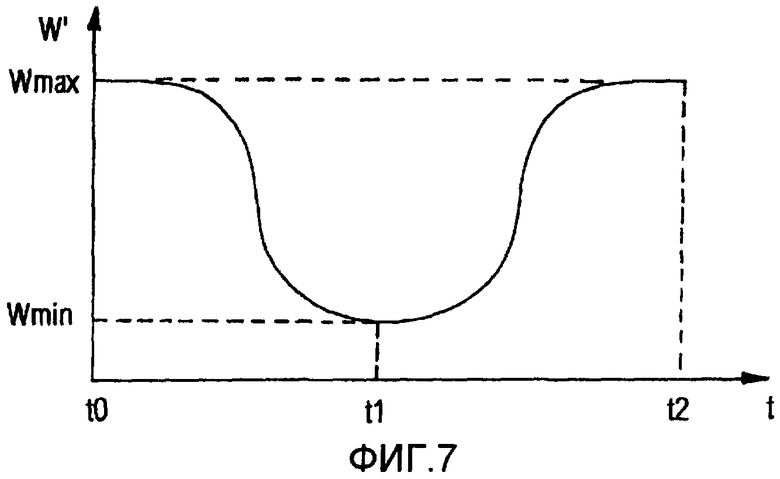
На фиг.7 приведен график, который схематически показывает изменение скорости W΄ в зависимости от времени t. В начальный момент t0, в который нож 22 отделяет порцию 50 от пластика, выходящего из экструдера 2, скорость W΄ равна максимальному значению Wmax. Далее, электронное средство изменения скорости замедляет нож 22, скорость которого W΄ достигает минимального значения Wmin в промежуточный момент времени t1. После промежуточного значения времени t1 скорость W΄ увеличивается до тех пор, пока не достигнет снова максимального значения Wmax в конечный момент времени t2, непосредственно перед тем, как начнется отрезание новой порции 50 пластика.
Благодаря электронному средству изменения скорости, при необходимости, можно легко изменять максимальное и минимальное значения скорости W΄. В частности, можно выбирать значение скорости W΄ режущего средства 3, когда оно отрезает порцию 50, в зависимости от типа пластика, образующего порцию, и от его температуры. Причем, изменяя скорость W΄ режущего средства 3, можно изменять период времени между отрезанием двух последовательных порций, т.е. изменять длину порции 50. Следует отметить, что электронное средство изменения скорости позволяет изменять скорость W΄ режущего средства 3 очень быстро и просто, без необходимости замены механических элементов.
Благодаря электронному средству изменения скорости скорость W΄ режущего средства 3 может быть изменена на неположительную, т.е. она может принимать нулевые значения или значения меньше нуля. С другой стороны, при использовании эллиптических зубчатых колес согласно патенту США 4640673 скорость ножей может принимать только положительные значения.
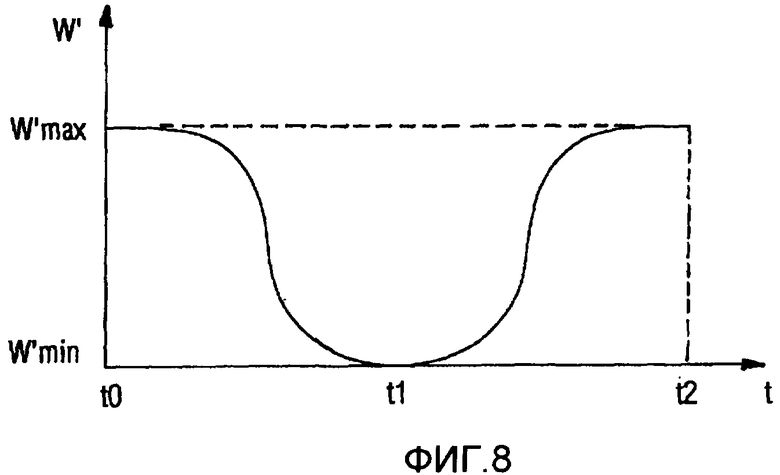
В частности, в варианте осуществления согласно фиг.8 скорость W΄ ножа имеет минимальное значение W΄min, которое равно нулю. Это означает, что нож 22 после отрезания порции 50, двигаясь с максимальной скоростью W΄max, замедляет свое движение до полной остановки. После остановки нож 22 ускоряется до тех пор, пока его скорость снова не достигнет максимального значения W΄max в конечный момент времени t2, в который можно отрезать порцию 50.
В еще одном варианте осуществления согласно фиг.9 скорость W΄ ножа 22 можно изменять между максимальным значением W˝max, которое больше нуля, и минимальным значением W˝min, которое меньше нуля. В этом случае нож 22 после отрезания порции 50 на максимальной скорости W˝max замедляется до полной остановки, и затем он двигается назад по своей траектории. После того, как скорость ножа 22 достигнет минимального значения W˝min, он ускоряется до максимальной скорости W˝max, которую он достигает непосредственно перед отрезанием новой порции 50.
Используя нож 22, который двигается со скоростью согласно фиг.7-9, можно чисто отрезать пластик и получать порции без задиров. При этом, когда нож 22 режет пластик, он движется быстро, что позволяет получить чистый срез. После отрезания пластика нож 22 замедляет свое движение, и при этом нож 22, так сказать, «тратит время», пока количество пластика, достаточное для формирования порции 50, не выйдет из экструдера 2. Это обстоятельство усугубляется, если нож 22 останавливается между отрезанием одной порции и следующей порции, как показано на фиг.8, или возвращается назад, как показано на фиг.9.
Перемещая нож 22 назад, можно увеличить промежуток, на котором нож 22 может ускоряться пред отрезанием следующей порции 50. При этом, когда нож 22 взаимодействует с пластиком, выходящим из экструдера 2, он может иметь очень большое ускорение, которое позволяет ему резать пластик чисто и точно, без нежелательных отрывов или растяжений.
Также следует отметить, что при помощи электронного средства изменения скорости можно перемещать нож 22 с постоянной скоростью при самом отрезании порции 50.
Электронное средство изменения скорости, которое позволяет изменять скорость движения ножа 22, как показано на фиг.7-9, можно использовать не только с режущим средством 3 типа, показанного на фиг.5, но также и с режущим средством, которое перемещается перпендикулярно выходному направлению пластика, поступающего из экструдера 2. С другой стороны, режущее средство 3 согласно фиг.5 и 6 тоже может перемещаться с постоянной скоростью.
Как показано на фиг.10, опорный элемент 5 может иметь удлиненную плоскую форму и может быть снабжен наконечником, на котором съемным образом крепится лезвие 4, например, с помощью винта 25. На дальнем конце опорного элемента 5, напротив упомянутого выше наконечника, выполнено фиксирующее отверстие 47, через которое опорный элемент 5 можно прикрепить к валу 32 двигателя.
Режущее средство 3 может иметь охлаждающий контур, в котором может циркулировать охлаждающая текучая среда, например вода. Охлаждающий контур 10 содержит охлаждающий канал 11, выполненный в лезвии 4, подающий канал 12 и выпускной канал 13.
Подающий канал 12 и выпускной канал 13 соединены друг с другом посредством охлаждающего канала 11, что позволяет охлаждающей текучей среде, соответственно, поступать на лезвие 4 и удаляться с него. Подающий канал 12 соединен с входом охлаждающей текучей среды через впускной соединитель 48, и выпускной канал 13 соединен с выходом охлаждающей текучей среды через выходной соединитель 49.
Лезвие 4 имеет первую пластинчатую часть 41 и вторую пластинчатую часть 42, показанные соответственно на фиг.11 и 12. Первая пластинчатая часть 41 и вторая пластинчатая часть 42 имеют по существу одинаковую форму в плане и имеют соответственно первую внутреннюю поверхность 54 и вторую внутреннюю поверхность 55, и в собранном состоянии, согласно фиг.10, они контактируют друг с другом. Первая пластинчатая часть 41 и вторая пластинчатая часть 42 имеют соответственно первую режущую часть 51 и вторую режущую часть 52, которые в собранном состоянии образуют зону 153 режущей кромки, которая отрезает порцию 50. На первой внутренней поверхности 54 имеется открытый канал 56, который образован канавкой, имеющей в горизонтальной проекции по существу форму открытого треугольника. Открытый канал 56 имеет ряд прямолинейных участков, в число которых входит охлаждающий участок 57, проходящий вблизи первого режущего участка 51 и по существу параллельно первому режущему участку 51. В собранном состоянии открытый канал 56 закрыт второй пластинчатой частью 42, в результате чего образуется охлаждающий канал 11.
Для предотвращения утечки охлаждающей текучей среды между первой пластинчатой частью 41 и второй пластинчатой частью 42 может быть вставлено уплотнение 19, состоящее, например, из плоского элемента из эластомерного материала, имеющего форму, соответствующую форме открытого канала 56. В этом случае на первой пластинчатой части 41 можно обеспечить опорную поверхность 18 для вмещения на ней уплотнения 19. Открытый канал 56 выполнен на дне опорной поверхности 18. В собранном режущем средстве уплотнение 19 сжато между первой пластинчатой частью 41 и второй пластинчатой частью 42, что предотвращает утечку охлаждающей текучей среды.
Подающий канал 12 проходит в охлаждающий канал 11 через первое проходное отверстие 14. Аналогично выпускной канал 13 соединен с охлаждающим каналом 11 через второе проходное отверстие 15. Первое отверстие 14 и второе отверстие 15 выполнены во второй пластинчатой части 42.
В варианте осуществления, который не показан, охлаждающий канал 11 может быть выполнен из двух противоположно расположенных открытых каналов, которые получены соответственно в первой пластинчатой части 41 и во второй пластинчатой части 42.
Охлаждающий контур 10, через который протекает охлаждающая текучая среда, позволяет эффективно снизить температуру режущего средства 3, особенно зону 153 режущей кромки лезвия 4. За счет этого можно значительно уменьшить налипание пластика на лезвии 4 при резании, что позволит отрезать порцию 50 точно и чисто. Причем снижение температуры и уменьшение налипания позволяют ограничить износ и ухудшение свойств режущего средства 3, в частности первого режущего участка 51 и второго режущего участка 52.
В варианте осуществления, который здесь не показан, режущее средство 3 может иметь нагревающее средство для нагревания лезвия 4, в частности, около зоны 153 режущей кромки. Нагревающее средство может иметь нагревающий контур, структурно аналогичный контуру 10 согласно фиг.10-12, в котором циркулирует нагретая текучая среда. Либо нагревающее средство может содержать электрическое сопротивление или любой другой известный тип нагревающего устройства. Нагревающее средство выполнено с возможностью нагревания лезвия 4 до температуры, которая больше температуры плавления пластика, выходящего из экструдера 2. В частности, если нагревающее средство нагревает лезвие 4 до температуры выше упомянутой температуры плавления, то пластик, отрезаемый режущим средством 3, не может отвердевать при контактировании с лезвием 4 и отлагаться на нем. Таким образом, предотвращается образование на лезвии 4 остатков пластика, которые могли бы ухудшить точность резания. Если, с другой стороны, нагревание означает нагрев лезвия 4 до температуры, гораздо более высокой, чем температура плавления пластика, то возможные отложения пластика, которые накапливаются на лезвии 4, разлагаются и испаряются под действием тепла.
Как показано на фиг.13 и 14, устройство 1 может содержать отклоняющее средство 6, отбраковывающее возможную дефектную порцию 50', отклоняя ее от выходного направления Z1, вдоль которого пластик выходит из экструдера 2.
Отклоняющее средство 6 имеет одно или более сопел 16, которые расположены ниже режущего средства 3 и могут выпускать под струи 30 текучей среды под давлением, обычно сжатый воздух, которые попадают на дефектную порцию 50'. Струи 30 имеют давление, которое может развить значительное осевое усилие, чтобы отбросить дефектную порцию 50' далеко от экструдера 2, и от режущего средства, и также от перемещающего средства 9. Например, в случае согласно фиг.13 и 14 дефектная порция 50' отбрасывается от первого поворотного магазина 23. Отклоняющее средство 6 предотвращает, таким образом, попадание дефектной порции 50' в соответствующий первый перемещающий элемент 101 первого перемещающего средства 100. Отклоняющее средство 6 может использоваться при пуске устройства 1 для того, чтобы отбраковать возможную дефектную порцию 50', длина которой в выходном направлении Z1 меньше заданного предела. Такие порции невозможно надлежащим образом доставлять перемещающим средством 9. При этом упомянутые порции могут расположиться поперек выходного направления Z1 по время прохождения ими воронкообразных элементов первого перемещающего средства 100. Если это происходит, дефектные порции 50' закупоривают воронкообразные элементы, вызывая необходимость останавливать устройство 1, чтобы удалить их из воронкообразных элементов.
На фиг.15 показан вариант осуществления устройства 1, содержащего отбраковывающее средство 58 для отбраковки возможных дефектных порций, когда те доставляются перемещающим средством 9, в частности, вторым перемещающим средством 24. Отбраковывающее средство 58 приводится в действие, когда оно определяет, что экструдер 2 выдал порцию, которая не свободна от дефектов, несмотря на то, что имеет достаточную длину, чтобы ее можно было перемещать перемещающим средством 9. Отбраковывающее средство 58 может содержать, например, пневматическое устройство, аналогичное соплам 16, описанным со ссылкой на фиг.13 и 14, и которое выталкивает дефектную порцию из отбраковывающего средства 58 и может удалять дефектные порции 50' через нижний конец соответствующего второго перемещающего элемента 27 через заранее открывшееся закрывающее средство.
Отбраковывающее средство 58 расположено перед положением R доставки в направлении М движения второго перемещающего средства 24. При этом, когда дефектная порция отбраковывается, второе перемещающее средство 24 имеет относительно малое ускорение согласно приводимому ниже пояснению.
На второй траектории P2 второго перемещающего средства 24 можно определить отрезок Т1, по существу совпадающий с дугой первой траектории Р1 первого перемещающего средства 100. Вдоль отрезка Т1 каждый первый перемещающий элемент 101 по существу налагается на соответствующий второй перемещающий элемент 27, в результате чего имеется относительно длительный период времени, в течение которого порция 50 может перейти с первого перемещающего элемента 101 на второй перемещающий элемент 27.
Аналогично можно определить еще один отрезок Т2, на котором вторая траектория Р2 второго перемещающего средства 24 и третья траектория Р3 формующего средства 17 по существу совпадают. На этом еще одном отрезке Т2 порция 50 имеет относительно продолжительное время для того, чтобы ее переместили со второго перемещающего средства 24 к формующему средству 17.
На отрезке Т1 скорость второго перемещающего средства 24 по существу та же, что и скорость первого перемещающего средства 100. Аналогично, на следующем отрезке Т2 скорость второго перемещающего средства 24 по существу та же, что и скорость формующего средства 17.
Между отрезком Т1 и еще одним отрезком Т2 образован отправной криволинейный отрезок С1, в котором ускорение второго перемещающего средства 24 обеспечивается ниже предельного значения - для предотвращения излишнего напряжения порции 50, которая в этой зоне содержится внутри соответствующего второго перемещающего элемента 27. Между еще одним отрезком Т2 и отрезком Т1 образован возвратный криволинейный отрезок С2, в котором ускорение второго перемещающего средства 24 выше, поскольку здесь отсутствует риск повреждения порций 50, уже доставленных к формующему средству 17. Кроме того, это обстоятельство позволяет ограничивать общие размеры второго перемещающего средства 24 в возвратном криволинейном отрезке С2. За счет размещения отбраковывающего средства 58 между отрезком Т1 и еще одним отрезком Т2, т.е. в отправном криволинейном отрезке С1, облегчается отбраковка дефектных порций. Фактически отбраковывающее средство действует в зоне второй траектории Р2, в которой ускорение второго перемещающего средства 24 выдерживается на относительно низких значениях. Поэтому отсутствует необходимость в замедлении второго перемещающего средства 24 для того, чтобы сделать возможной отбраковку.
В варианте осуществления, которое не показано, в отправном криволинейном отрезке С1 можно определить отрезок, в котором второе перемещающее средство 24 имеет постоянную скорость и, следовательно, нулевое ускорение. В этом случае отбраковывающее средство 58 расположено на отрезке с постоянной скоростью, в котором легче отбраковывать возможную дефектную порцию 50', поскольку здесь какие-либо силы инерции на нее не воздействуют.
В одном из вариантов осуществления устройство 1 может содержать и отбраковывающее средство 58, и отклоняющее средство 6. В этом случае отклоняющее средство 6 используется для отбраковки дефектных порций 50', выданных при пуске устройства 1. Эти порции фактически могут быть слишком короткими, и поэтому их не следует перемещать перемещающим средством 9. Отбраковывающее средство 58, с одной стороны, используется для отбраковки возможных дефектных порций, которые производятся, когда устройство 1 работает нормально. Эти порции обычно имеют достаточную длину для их перемещения перемещающим средством 9, но при этом имеют дефекты, которые не позволяют получить предварительно отформованную заготовку хорошего качества.
В альтернативном варианте осуществления устройство 1 может содержать только отбраковывающее средство 58 и может не иметь отклоняющего средства 6. Это возможно, например, когда экструдер 2 снабжен объемным насосом, который толкает пластик к выдачному отверстию 8. Объемный насос по существу позволяет обеспечить неизменный расход пластика, что сводит почти к нулю риск получения порций, которые настолько короткие, что их не следует перемещать перемещающим средством 9.
Экспериментально было обнаружено, что если экструдер 2 снабжен объемным насосом, то при пуске устройства 1 возможные дефекты скапливаются в определенном количестве первоначальных порций, выпущенных из выдачного отверстия 8. Таким образом, можно отрегулировать отбраковывающее средство 58 таким образом, чтобы оно автоматически отбраковало заданное число первых порций при пуске устройства 1. Это техническое решение устранит необходимость в усложненных средствах управления, которые предназначены для определения того момента, когда экструдер 2 во время пуска устройства 1 начинает выпускать порции приемлемого качества.
Подразумевается, что на отличительные признаки, изложенные в описании чертежей со ссылкой на конкретный вариант осуществления, можно притязать и в отношении любого другого раскрываемого варианта осуществления или как на таковые.
Устройство содержит экструдер, имеющий выдачное отверстие для экструдирования текучего материала вдоль выходного направления через выдачное отверстие и режущее средство для отделения порции от текучего материала, причем режущее средство выполнено с возможностью перемещения с составляющей движения, параллельной выходному направлению. Технический результат при использовании заявленной группы изобретений позволяет повысить точность и эффективность отрезания порций от текучего материала, выходящего из экструдера, уменьшить налипание текучего материала на режущее средство. 2 н. и 54 з.п. ф-лы, 15 ил.
1. Устройство для отрезания порций текучего материала, содержащее экструдер (2), имеющий выданное отверстие (8) для экструдирования текучего материала в выходном направлении (Z1) через выдачное отверстие (8), перемещающее средство (9) для перемещения порции (50) текучего материала к формующему средству (17), режущее средство (3), расположенное между экструдером (2) и перемещающим средством (9), для отделения порции (50) от текучего материала, и приводное средство (7) для вращения режущего средства (3), причем режущее средство (3) имеет режущую кромку (53), которая наклонена относительно выходного направления (Z1), в результате чего режущее средство (3) периодически проходит между экструдером (2) и перемещающим средством (9) с составляющей движения, параллельной выходному направлению (Z1), и с еще одной составляющей движения, перпендикулярной выходному направлению (Z1).
2. Устройство по п.1, в котором составляющая движения направлена таким образом, чтобы обеспечить перемещение режущего средства (3) от выдачного отверстия (8), когда порция (50) отрезается.
3. Устройство по п.1, в котором приводное средство содержит двигатель (7), имеющий вал (32) двигателя, проходящий вдоль продольной оси (L).
4. Устройство по п.3, в котором двигатель представляет собой электродвигатель (31).
5. Устройство по п.3, в котором продольная ось (L) наклонена относительно выходной оси (А), вдоль которой текучий материал выходит из выданного отверстия (8), причем выходная ось (А) параллельна выходному направлению (Z1).
6. Устройство по п.5, в котором выходная ось (А) является вертикальной.
7. Устройство по п.5, дополнительно содержащее прокладку (37), расположенную между фланцем (33) приводного средства (7) и опорным средством (35) для прикрепления приводного средства (7) к станине (36) устройства (1).
8. Устройство по п.7, в котором прокладка (37) ограничена первой поверхностью (38), которая контактирует с фланцем (33), и второй поверхностью (39), которая контактируют с опорным средством (35), при этом первая поверхность (38) наклонена относительно второй поверхности (39).
9. Устройство по п.7, в котором фланец (33) по существу перпендикулярен продольной оси (L), а опорное средство (35) образует опорную плоскость для прокладки (37), при этом опорная плоскость по существу перпендикулярна выходной оси (А).
10. Устройство по п.3, в котором режущее средство (3) содержит режущий элемент (4), который расположен на плоскости, наклоненной относительно продольной оси (L).
11. Устройство по п.10, в котором режущая кромка (53) выполнена в режущем элементе (4) и расположена на наклонной плоскости.
12. Устройство по п.10, в котором продольная ось (L) наклонена относительно выходной оси (А), вдоль которой текучий материал выходит из выданного отверстия (8), при этом выходная ось (А) параллельна выходному направлению (Z1), а наклонная плоскость перпендикулярна оси (Н), которая пересекает продольную ось (L) в точке (О) наклонной плоскости, причем ось (Н) наклонена относительно выходной оси (А).
13. Устройство по п.3, дополнительно содержащее отделяющее средство (40), расположенное между первой пластиной (43), неподвижной относительно вала (32) двигателя, и второй пластиной (44), неподвижной относительно режущего средства (3).
14. Устройство по п.13, в котором отделяющее средство (40) ограничено первой поверхностью (45), контактирующей с первой пластиной (43), и второй поверхностью (46), контактирующей со второй пластиной (44), причем первая поверхность (45) наклонена относительно второй поверхности (46).
15. Устройство по п.1, в котором приводное средство (7) имеет электронное средство изменения скорости для изменения скорости вращения (W') режущего средства (3).
16. Устройство по п.15, в котором электронное средство изменения скорости выполнено с возможностью обеспечения изменения скорости вращения (W') между минимальным значением (Wmin; W'min; W''min) и максимальным значением (Wmax; W'max; W''max).
17. Устройство по п.16, в котором минимальное значение (W'min) равно нулю.
18. Устройство по п.16, в котором минимальное значение (W'min) отрицательное.
19. Устройство по п.1, дополнительно содержащее охлаждающий контур (10) для охлаждения режущего средства (3).
20. Устройство по п.19, в котором режущее средство (3) содержит первую пластинчатую часть (41) и вторую пластинчатую часть (42), между которыми образован канал (11) охлаждающего контура (10).
21. Устройство по п.20, в котором на первой пластинчатой части (41) образован открытый канал (56), выполненный с возможностью его перекрытия второй пластинчатой частью (42) для образования канала (11).
22. Устройство по п.20, в котором канал (11) в горизонтальной проекции имеет форму по существу открытого треугольника.
23. Устройство по п.20, в котором канал (11) имеет охлаждающий участок (57), который расположен вблизи от зоны (153) режущей кромки режущего средства (3).
24. Устройство по п.23, в котором охлаждающий участок (57) по существу параллелен зоне (153) режущей кромки.
25. Устройство по п.20, в котором первая пластинчатая часть (41) и вторая пластинчатая часть (42) образуют в собранном виде лезвие (4) режущего средства (3), причем лезвие (4) установлено с возможностью съема на опорном элементе (5).
26. Устройство по п.20, в котором охлаждающий контур (10) содержит подающий канал (12) и выпускной канал (13), по которым охлаждающая текучая среда может соответственно входить в канал (11) и выходить из него.
27. Устройство по п.26, в котором первая пластинчатая часть (41) и вторая пластинчатая часть (42) образуют в собранном состоянии лезвие (4) режущего средства (3), причем лезвие (4) установлено с возможностью съема на опорном элементе (5), а подающий канал (12) и выпускной канал (13) выполнены в опорном элементе (5).
28. Устройство по п.26, в котором вторая пластинчатая часть (42) имеет первое отверстие (14), через которое подающий канал (12) проходит в канал (11).
29. Устройство по п.28, в котором вторая пластинчатая часть (42) имеет второе отверстие (15), через которое выпускной канал (13) сообщается по текучей среде с каналом (11).
30. Устройство по п.1, в котором режущее средство (3) снабжено нагревающим средством для нагревания рабочей поверхности режущего средства (3), при этом рабочая поверхность выполнена с возможностью взаимодействия с текучим материалом.
31. Устройство по п.30, в котором нагревающее средство содержит контур, в котором может циркулировать нагреваемая текучая среда.
32. Устройство по п.30, в котором нагревающее средство представляет собой устройство электрического сопротивления.
33. Устройство по п.1, дополнительно содержащее отбраковывающее средство (6; 58) для отбраковки возможной дефектной порции (50').
34. Устройство по п.33, в котором отбраковывающее средство (6; 58) содержит отклоняющее средство (6) для отклонения возможной дефектной порции (50') от выходного направления (Z1).
35. Устройство по п.34, в котором отклоняющее средство (6) содержит по меньшей мере одно сопло (16) для выпуска струи (30) текучей среды под давлением, которая попадает на возможную дефектную порцию (50').
36. Устройство по п.35, в котором по меньшей мере одно сопло содержит по меньшей мере одно пневматическое сопло (16) для выпуска сжатого воздуха.
37. Устройство по п.1, в котором перемещающее средство (9) выполнено с возможностью приема порции (50), отрезанной режущим средством (3), в положении (Q) удаления и доставки порции (50) к формующему средству (17) в положении (R) доставки.
38. Устройство по п.37, в котором отбраковывающее средство (6; 58) содержит отклоняющее средство (6) для отклонения дефектной порции (50') от выходного направления (Z1), при этом отклоняющее средство (6) расположено между режущим средством (3) и перемещающим средством (9) для предотвращения поступления дефектной порции (50') к перемещающему средству (9).
39. Устройство по п.37, дополнительно содержащее отбраковывающее средство (6; 58) для отбраковки дефектной порции (50'), при этом отбраковывающее средство (58) расположено перед положением (R) доставки для удаления дефектной порции (50') из перемещающего средства (9).
40. Устройство по п.37, в котором перемещающее средство (9) содержит первое перемещающее средство (100) для приема порции (50) в положении (Q) удаления и второе перемещающее средство (24) для приема порции (50) из первого перемещающего средства (100) и доставки ее к формующему средству (17).
41. Устройство по п.40, дополнительно содержащее отбраковывающее средство (6; 58) для отбраковки дефектной порции (50'), причем отбраковывающее средство (58) расположено перед положением (R) доставки для удаления дефектной порции (50') из перемещающего средства (9), при этом отбраковывающее средство (58) расположено на траектории (Р2) второго перемещающего средства (24) для удаления дефектной порции (50') из второго перемещающего средства (24).
42. Устройство по п.1, в котором формующее средство (17) выполнено с возможностью обеспечения компрессионного прессования порции (50).
43. Устройство по п.42, в котором формующее средство (17) содержит множество форм (20), установленных по окружности поворотного магазина (26).
44. Устройство по п.42, в котором формующее средство (17) содержит матрицу (21), взаимодействующую с пуансоном для формования из порции (50) предварительно отформованной заготовки емкости.
45. Устройство по п.1, в котором режущее средство (3) представляет собой одиночный нож (22).
46. Способ отрезания порций текучего материала, включающий экструдирование текучего материала вдоль выходного направления (Z1) через выдачное отверстие (8) экструдера (2), отделение порции (50) от текучего материала с помощью вращающегося режущего средства (3), имеющего режущую кромку (53), наклонную относительно выходного направления (Z1), и перемещение порции (50) к формующему средству (17) перемещающим средством (9), причем во время отделения режущее средство (3) проходит между экструдером (2) и перемещающим средством (9) с составляющей движения, параллельной выходному направлению (Z1), и с еще одной составляющей движения, перпендикулярной выходному направлению (Z1).
47. Способ по п.46, в котором составляющая движения направлена таким образом, что, когда порцию (50) отрезают, обеспечивают перемещение режущего средства (3) от выдачного отверстия (8).
48. Способ по п.47, в котором во время отделения зона (53) режущей кромки (53) режущего средства (3) имеет составляющую скорости (W2) вдоль выходного направления (Z1), которая по существу равна выходной скорости (V) текучего материала из выдачного отверстия (8).
49. Способ по п.47, в котором во время отделения зона (53) режущей кромки режущего средства (3) имеет составляющую скорости (W2) вдоль выходного направления (Z1), которая превышает выходную скорость (V) текучего материала из выдачного отверстия (8).
50. Способ по п.48, в котором во время отделения зона режущего средства (3), взаимодействующая с текучим материалом после зоны (53) режущей кромки (53), имеет соответствующую составляющую скорости вдоль выходного направления (Z1), которая по существу равна выходной скорости (V).
51. Способ по п.48, в котором во время отделения зона режущего средства (3), взаимодействующая с текучим материалом после зоны (53) режущей кромки, имеет соответствующую составляющую скорости вдоль выходного направления (Z1), которая больше выходной скорости (V).
52. Способ по п.46, в котором режущее средство (3) вращают вокруг продольной оси (L), которая наклонена относительно выходной оси (А), вдоль которой текучий материал выходит из экструдера (2) во время экструдирования, причем выходная ось (А) параллельна выходному направлению (Z1).
53. Способ по п.52, в котором режущее средство (3) содержит режущий элемент (4), расположенный по существу на плоскости, наклоненной относительно продольной оси (L).
54. Способ по п.46, в котором текучий материал представляет собой пластик.
55. Способ по п.46, дополнительно включающий компрессионное прессование порции (50) при помощи формующего средства (17).
56. Способ по п.55, в котором компрессионное прессование включает в себя получение предварительно отформованной заготовки емкости из порции (50).
| WO 2004039553 A1, 13.05.2004 | |||
| US 4277431 A, 07.07.1981 | |||
| ОРГАНАЙЗЕР | 2000 |
|
RU2178359C1 |
| Центробежная турбомашина | 1983 |
|
SU1101586A1 |
| Станок для отрезки литников с устройством для возврата отрезанных литников на переплавку | 1950 |
|
SU94187A1 |

