Область техники
Настоящее изобретение относится, главным образом, к установке для изготовления изделий известным методом прессования и, в частности, к подаче отмеренных порций материала в полость формовочной пресс-формы.
Уровень техники
Отмеренные порции материала, подаваемые в полость формовочной пресс-формы, обычно получают путем отделения от полосы экструдированного материала.
Полоса может иметь круговое, кольцевое или близкое к ним поперечное сечение.
Для правильного формования изделия в компрессионной пресс-форме геометрическая конфигурация отделенной от полосы отмеренной порции материала должна быть правильной и не иметь поверхностных дефектов.
Таким образом, отделение от полосы отмеренной порции материала имеет очень важное значение.
Следует заметить, что отделенные от полосы отмеренные порции эластичны и иногда клейки; этот факт дает возможность последующему описанию быть более понятным.
Также надо отметить, что устройства для отделения и извлечения отмеренной порции обычно расположены согласно известной технологии на поворотной платформе, примыкающей при вращении к выпускному (литьевому) отверстию, которое зафиксировано и может быть расположено ниже или выше устройств для отделения и извлечения.
В обоих случаях извлекающие устройства состоят из U-образных элементов со слегка расходящимися лопастями, связанных с пневматическим устройством для удержания порций или для их опускания куда требуется; каждый элемент представляет собой раструб, обращенный вперед в направлении вращения поворотной платформы, на которой он установлен.
Более точно, раструб расположен «выше по течению» (термины «выше по течению» и «ниже по течению», употребляемые в дальнейшем, связаны с направлением вращения поворотной платформы).
Вышеупомянутые устройства известны как захватные извлекающие элементы или просто захватные элементы и будут именоваться так в дальнейшем.
Из предшествующего уровня техники известны отделяющие или отрезающие отмеренную порцию устройства, связанные с выпускным отверстием и выполненные с возможностью совместной работы с захватными элементами.
Согласно известной технологии вышеупомянутые отделяющие или отрезающие устройства расположены ниже по течению, чем захватный элемент, и к тому же жестко закреплены.
Также известны системы, состоящие из разновидности пружинных ножниц, в которых отсекающий отмеренную порцию элемент одновременно толкает пластичный материал в пресс-форму.
Известные решения имеют ряд недостатков, проистекающих из того факта, что действие захватного элемента вызывает деформацию или неточность в отмеренной порции, что негативно влияет на качество формованного изделия.
Скорость, с которой обрезается полоса материала, зависит от производительности машины и поэтому не может быть оптимальным образом скорректирована до желаемой оптимальной скорости для отделения от полосы отмеренной порции.
В известной технологии отмеренные порции, отделенные от полосы, сначала входят в контакт с захватным элементом, который толкает их по касательной вперед относительно выпускного отверстия и потом в контакт с отрезающим устройством, состоящим из режущего ножа, который отрезает материал на выпускном отверстии только в той части отмеренной порции, которая после отделения находится вдали от этого отверстия.
Эта часть отрезанной отмеренной порции может также оказаться оторванной, потому что, если скорость отрезания не является подходящей, то в расплавленном материале преобладают вязкоэластичные перемещения, что приводит к обрыванию вместо отрезания материала в области отделения.
Поэтому та часть отмеренной порции, которая последней покинет выпускное отверстие, никогда не подвергнется точному отрезанию либо потому, что отрезающие устройства срабатывают, когда вышеупомянутая часть уже отделена от полосы, либо потому, что скорость их срабатывания не является подходящей.
Поэтому упомянутая выше порция имеет поверхность со следами обрыва из-за вхождения захватного элемента в контакт с выпускным отверстием.
Сущность изобретения
Задачей настоящего изобретения является устранение вышеуказанных недостатков путем применения простых, надежных и экономичных решений.
Эта задача решается согласно изобретению посредством создания способа отделения порции экструдированного материала от непрерывной полосы, выходящей из экструдера, который содержит прохождение перед выпускным отверстием извлекающего устройства, связанного с, по меньшей мере, одним отрезающим элементом, так что каждая порция, отделенная упомянутым, по меньшей мере, одним отрезающим элементом, улавливается соответствующей полостью извлекающего устройства, и подачи порции от извлекающего устройства в полость пресс-формы компрессионной формовочной пресс-формы, при этом извлекающее устройство выполнено с возможностью перемещения независимо от упомянутого, по меньшей мере, одного отрезающего элемента, причем извлекающее устройство и упомянутый, по меньшей мере, один отрезающий элемент имеют скорости, векторы которых отличаются друг от друга.
Отрезающий элемент имеет корпус, по существу, содержащийся в плоскости отсечения и удерживающийся в этой плоскости во время отрезания, причем упомянутый, по меньшей мере, один отрезающий элемент имеет температуру ниже, чем температура подлежащего отрезанию материала. Разница температур между отрезающим элементом и материалом, подлежащим обработке, зависит от различных факторов, таких как массы отрезающих элементов, их скорости относительно обрабатываемого материала и его свойства пластичности и вязкости. Приемлемая разность между температурой обрабатываемого материала и температурой отрезающего элемента должна быть, по меньшей мере, 5°С, предпочтительно больше 20°С и возможно, по меньшей мере, 50°С в зависимости от подлежащего обработке материала.
В способе согласно изобретению извлекающее устройство перемещают по окружности. При этом, по меньшей мере, один отрезающий элемент также могут перемещать по окружности или он может совершать планетарное движение. Предпочтительно извлекающее устройство и упомянутый, по меньшей мере, один отрезающий элемент перемещают по соосным окружностям. Причем в этом случае извлекающее устройство и упомянутый, по меньшей мере, один отрезающий элемент перемещают по окружностям с параллельными, но разными осями.
В другом аспекте изобретения создана установка для отделения порции экструдированного материала от непрерывной полосы, выходящей из экструдера, содержащая выпускное отверстие экструдера и извлекающее устройство, связанное, по меньшей мере, с одним отрезающим элементом, двигающимся перед указанным выпускным отверстием, так что каждая порция, отделенная упомянутым, по меньшей мере, одним отрезающим элементом, улавливается соответствующей полостью извлекающего устройства, причем компрессионная формовочная пресс-форма имеет полость пресс-формы для приема порции от извлекающего устройства, при этом извлекающее устройство выполнено с возможностью независимого перемещения от упомянутого, по меньшей мере, одного отрезающего элемента, причем упомянутый, по меньшей мере, один отрезающий элемент и извлекающее устройство выполнены таким образом, что они имеют скорости, векторы которых отличаются друг от друга. Причем отрезающий элемент имеет корпус, по существу, содержащийся в плоскости отсечения и удерживающийся в этой плоскости во время отрезания.
Как правило, отрезающий элемент выбирают из группы, включающей механические, гидравлические и тепловые устройства.
Установка согласно изобретению может дополнительно содержать охлаждающее устройство контура охлаждения, предусмотренное в упомянутом, по меньшей мере, одном отрезающем элементе.
В одном варианте упомянутый, по меньшей мере, один отрезающий элемент содержит нож, который может быть выполнен в виде прямолинейного ножа. В другом варианте, по меньшей мере, один отрезающий элемент содержит струю текучей среды или содержит лазерный луч.
В установке согласно изобретению упомянутая выше полость имеет U-образное сечение, открытое в направлении движения, и ось, параллельную выпускному отверстию.
Установка предпочтительно содержит первую поворотную платформу, несущую извлекающее устройство, и вторую поворотную платформу, несущую упомянутый, по меньшей мере, один отрезающий элемент. Причем первая и вторая поворотные платформы могут вращаться как в одном направлении, так и в противоположных направлениях. Предпочтительно первая и вторая поворотные платформы расположены соосно. Возможен вариант, когда первая и вторая поворотные платформы вращаются вокруг различных осей.
Предпочтительно ножи упомянутого, по меньшей мере, одного отрезающего элемента прикреплены ко второй поворотной платформе и вращаются вокруг своих осей, совершая планетарное движение.
В установке согласно изобретению выпускное отверстие может быть направлено вверх, при этом упомянутая полость закрыта сверху и открыта снизу или выпускное отверстие направлено вниз, тогда упомянутая полость открыта сверху и снизу.
Установка может дополнительно содержать третью поворотную платформу, несущую пневматическое устройство для облегчения прохождения порции от упомянутой полости к полости пресс-формы.
По существу согласно изобретению отрезающие элементы работают отдельно от извлекающих устройств, которые движутся относительно выпускного отверстия со скоростью, в векторном смысле, отличающейся от скорости, с которой движется захватный элемент; таким образом, скорость, с которой обрезается полоса, формируя отмеренные порции, не зависит от производительности установки.
Как указано выше, отрезающие элементы могут быть механическими, гидравлическими или тепловыми. Они могут состоять из высокоскоростной струи текучей среды или лазерного луча. В случае гидравлического или механического отрезающего элемента отрезающие элементы имеют температуру, которая меньше, чем температура материала, подлежащего обработке на величину, достаточную для локального увеличения вязкости материала в зоне отрезания или непосредственно около нее, без отрицательного влияния на температуру и, следовательно, на пластичность остальной части отмеренной порции. Поэтому отрезающие элементы в изобретении предпочтительно, но не обязательно, охлаждаются внешними устройствами. Вышеупомянутые охлаждающие устройства могут состоять просто из контура с охлаждающей жидкостью, предусмотренного в корпусе отрезающего устройства и соединенного шарнирным соединением с невращающимися неподвижными частями установки.
В простейшей реализации отрезающие элементы состоят из прямолинейного неохлаждаемого ножа, хотя нож в действительности может иметь любую форму и может также включать в себя охлаждающие устройства.
Отрезающие элементы могут двигаться впереди или следовать за прохождением захватного элемента в зависимости от их типа. Изобретение предусматривает различные примеры реализации, один из которых описан ниже посредством неограничивающего примера.
Вышеупомянутая реализация содержит неохлаждаемый прямолинейный нож, но она, очевидно, может также включать ножи различного типа, например охлаждаемые ножи.
Отрезающие элементы удобно, но не обязательно, располагать на одном уровне с выпускным отверстием; в зависимости от скорости отрезающих устройств или их типа последние могут также быть расположены на расстоянии от этого отверстия.
Устройства для извлечения и перемещения отмеренных порций из выпускного отверстия, также известные как захватные элементы, обычно расположены по окружности на равном расстоянии на первой вспомогательной поворотной платформе, поворачивающейся одновременно с основной поворотной платформой.
Иногда отрезающие элементы расположены по окружности на второй вспомогательной поворотной платформе на равном расстоянии друг от друга и от оси вращения этой платформы.
Каждое отрезающее устройство может быть зафиксировано относительно вспомогательной поворотной платформы или поворачиваться вокруг своей оси подобно тому, как планета вращается вокруг своей оси, которая сама вращается вокруг оси вспомогательной поворотной платформы. Такое размещение облегчает возможность придания отрезающим элементам желаемой скорости.
Две окружности, по которым выровнены отрезающие элементы и захватные элементы, касаются в точке, которая совмещается с осью выпускного отверстия. Выпускное отверстие пресса может быть направлено вниз или вверх, как правило, в вертикальном направлении, причем отрезающие элементы всегда расположены между выпускным отверстием и захватным элементом. Если выпускное отверстие направлено вниз, захватные элементы должны быть направлены как вниз, так и вверх, и третья вспомогательная поворотная платформа может быть предусмотрена для облегчения продвижения отмеренной порции материала от первой извлекающей и передающей поворотной платформы в полость пресс-формы.
В простейшей реализации устройства оси первой и второй поворотных платформ соосны и направления вращения платформ совпадают, но очевидно, что направления вращения поворотных платформ могут также быть противоположными и что оси вращения двух поворотных платформ могут быть расположены или с одной и той же стороны, или с противоположных сторон выпускного отверстия.
Отделенная от полосы отмеренная порция остается в захватном элементе, который улавливает ее, или непосредственным прилипанием, если проявляется адгезия, или посредством действия воздуховсасывающего устройства, или посредством механического удержания, используя известное явление разбухания экструдируемого потока, или разбухание отмеренной порции ниже по течению выпускного отверстия.
Любые пневматические устройства, следовательно, действуют совместно или с захватными элементами на первой вспомогательной извлекающей и перемещающей поворотной платформе, или с захватными элементами возможной третьей вспомогательной платформы, всасывая для удерживания порции и выдувания их, где необходимо, в полость пресс-формы.
Эксплуатационные и конструктивные характеристики изобретения будут видны из последующего подробного описания частной реализации устройства со ссылками на фигуры сопровождающих чертежей.
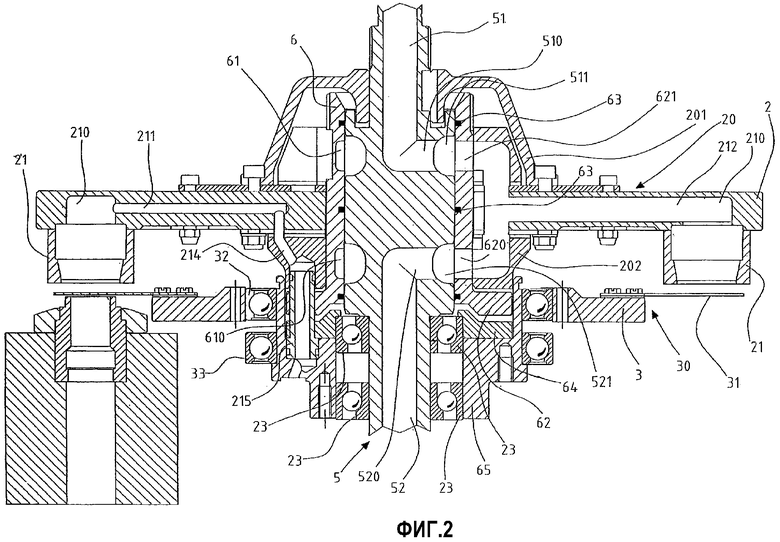
Фиг.1 представляет схематический вид в плане установки согласно изобретению для прессования колпачков.
Фиг.2 представляет ее часть в увеличенном масштабе с частично выделенными деталями.
На фиг.1 и 2 представлена площадка 1 поворотной платформы 10, схематично изображенная сверху, на которой установлено множество формовочных пресс-форм 11, предназначенных для совместной работы с таким же числом пуансонов (не показанных на чертежах).
Пресс-формы 11 расположены на равном расстоянии по окружности 12 площадки 1 соосно с осью поворота 13 площадки 1.
Со стороны поворотной платформы 10 расположена площадка 2 первой вспомогательной поворотной платформы 20 для извлечения отмеренной порции, содержащая число (m) U-образных захватных элементов 21 с вогнутостью, обращенной в направлении вращения поворотной платформы 20.
Соосно и ниже площадки 2 расположена площадка 3 второй вспомогательной поворотной платформы 30, несущая отрезающие элементы, на периферии которой на равном расстоянии расположено число (n) ножей 31.
Поворотные платформы 20 и 30 вращаются в одном направлении.
Число (n) ножей 31 больше числа захватных элементов 21, как минимум, на один, то есть, по меньшей мере, равно (m+1).
Ниже ножей 31 и вровень с ними расположено выпускное отверстие 4 экструдера, из которого выходит полоса экструдированного материала.
Отношение скорости площадки 2 к скорости площадки 3 равно отношению (m):(n), которое, как правило, равно (m):(m+1).
Благодаря различию скоростей площадок 2 и 3 и тому факту, что число захватных элементов меньше числа ножей на один, каждый нож следует за захватным элементом пока в течение одного полного оборота площадки 2 он не располагается точно ниже этого элемента, тогда как в течение следующего полного оборота он следует за захватным элементом, который движется впереди его по направлению вращения.
Точка, в которой ножи лежат точно под захватными элементами, всегда одна и та же и соответствует оси нижнего выпускного отверстия 4 экструдера.
Фиг.2 представляет сечение поворотных платформ 2 и 3 в двух радиальных видах.
Неподвижная центральная опора 5, жестко скрепленная с основанием установки (не показано), представляет собой два осевых канала 51 и 52, которые не связаны друг с другом, но заканчиваются на их близко расположенных концах двумя радиальными каналами 510 и 520, сообщающимися с двумя кольцевыми каналами 511 и 521, и присоединены на противоположных концах к всасывающему оборудованию.
На внешней стороне опоры 5 установлена втулка 6, имеющая в основании фланец 62 и два кольцевых канала 61 и 610, расположенных напротив каналов 511 и 522 в опоре 5. Два сквозных отверстия 621 и 620, предусмотренные в стенке втулки 6, соединяют каналы 61 и 610 с внешней частью.
Кольцевые уплотнения 63 герметизируют внутреннюю часть вышеупомянутых каналов.
Нижняя часть опоры 5 поддерживает через подшипники 23 поворотную платформу 20, которая может поворачиваться при помощи приводных средств (не показаны), и включает площадку 2.
Более детально, площадка 2 зажата между верхней частью корпуса 201 и нижней частью корпуса 202; нижняя часть корпуса скреплена при помощи средств (не показанных) с фланцем 62 втулки 6, которая прикреплена к пластине 64, контактирующей с верхним подшипником 23; пластина 64 прикреплена к нижней втулке 65 с переменным поперечным сечением, которая поддерживает корпус 202, фланец 62 и пластину 64 в таком порядке, начиная сверху.
На периферии площадки 2 расположены на равном расстоянии шесть захватных элементов 21, каждый из которых соединен с верхней полостью 210, в которую выходят два изолированных канала 211 и 212.
Канал 211 соединяет каждый захватный элемент с устройством подачи сжатого воздуха и продолжен в сторону, спускаясь ниже к расширенной части втулки 65 через каналы 214, предусмотренные в корпусе 202, отверстие во фланце 62 и соединительное отверстие во втулке 65; маленькая втулка 215 с герметичным уплотнением расположена в соответствующих отверстиях корпуса 202, фланца 62 и втулки 65.
В каждую из полостей 210 (следует заметить, что, как указано, левая сторона фиг.2 представляет собой сечение по плоскости, слегка отличающейся от плоскости, сечение которой представлено в правой стороне) также приходит канал 212, расположенный сбоку от канала 211; около центра площадки 2 канал 212 разветвляется на две ветви, которые открываются напротив каналов 61, 510 и 610, 521 соответственно, через соответствующие отверстия 621 и 521, предусмотренные во втулке 6.
Снаружи втулки 65 подшипник 32 с возможностью вращения поддерживает площадку 3 поворотной платформы 30, на которой на равном расстоянии размещены семь ножей 31.
Подшипник 33 с возможностью вращения поддерживает втулку 65 не представленным здесь способом.
Режущая часть ножа ориентирована в направлении вращения площадки 3, которая вращается в том же направлении, что и площадка 2, но с отличающейся скоростью. В приведенном примере скорость площадки 3 равна семи шестых скорости площадки 2.
Средства, которые вращают обе площадки, не представлены подробно, так как они представляют собой устройства обычного типа, содержащие верхний шкив, прикрепленный к площадке 3, и нижний шкив, прикрепленный к втулке 65; они имеют соответственно различные диаметры и соединены посредством двух отдельных приводных ремней с одним ведущим шкивом, синхронно соединенным со средствами, которые вращают поворотную платформу 1.
Функционирование изобретения далее будет описано при помощи фигур.
Полоса, от которой отрезаются отмеренные порции, непрерывно выходит из выпускного отверстия с такой контролируемой скоростью, при которой получают порции желаемого размера.
Захватные элементы, установленные на первой вспомогательной платформе, проходят ниже выпускного отверстия на таком расстоянии от него, которое дает возможность проходить ножам второй вспомогательной поворотной платформы.
Скорость первой вспомогательной поворотной платформы и скорость основной поворотной платформы, несущей пресс-формы, синхронизированы так, чтобы захватный элемент всегда находился над полостью пресс-формы в точке касания окружностей двух поворотных платформ, несущих захватные элементы и пресс-формы соответственно.
В приведенном примере вторая вспомогательная поворотная платформа, несущая ножи, расположена соосно с первой вспомогательной платформой и поэтому вращается в том же направлении.
Как указано, скорость второй вспомогательной поворотной платформы регулируется относительно скорости первой вспомогательной поворотной платформы в отношении числа ножей к числу захватных элементов, так что захватный элемент и нож проходят одновременно под выпускным отверстием пресса с различными скоростями.
Несмотря на то, что в описанном примере первая и вторая поворотные платформы соосны и вращаются в одном и том же направлении, вышеупомянутые поворотные платформы могут быть и несоосными и вращаться в противоположных направлениях; регулировка их скоростей такова, чтобы прохождение ножей под выпускным отверстием всегда было одновременно с присутствием захватного элемента и чтобы каждый захватный элемент всегда проходил над полостью пресс-формы без ножа между ними.
Отмеренная порция, которая улавливается каждым захватным элементом, потом подается в полость пресс-формы, установленной на основной поворотной платформе, под действием воздушной струи, которая вытекает из канала, присутствующего в первой вспомогательной поворотной платформе, как в приведенном примере, или из канала, присутствующего в третьей вспомогательной платформе.
Последнее будет в случае, если выпускное отверстие направлено вверх.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВА И СПОСОБЫ ОБРАБОТКИ ПОРЦИЙ ТЕКУЧЕГО МАТЕРИАЛА | 2006 |
|
RU2420399C2 |
| УСТРОЙСТВО ДЛЯ ПРЯМОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2340451C2 |
| УСТРОЙСТВО ДЛЯ КОМПРЕССИОННОГО ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2003 |
|
RU2318663C2 |
| УСТРОЙСТВА И СПОСОБ ДЛЯ ПЕРЕДАЧИ ПЛАСТМАССЫ В ФОРМОВОЧНУЮ МАШИНУ | 2005 |
|
RU2359825C2 |
| ФОРМОВАНИЕ КОНТЕЙНЕРОВ | 2005 |
|
RU2359827C2 |
| ПРЕСС-ФОРМЫ ДЛЯ ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИ ПРЕСС-ФОРМЫ | 2006 |
|
RU2427464C2 |
| СПОСОБ КОМПРЕССИОННОГО ФОРМОВАНИЯ ПОЛУКРИСТАЛЛИЧЕСКИХ ПОЛИМЕРОВ | 2001 |
|
RU2283758C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРЯМОГО ПРЕССОВАНИЯ | 2016 |
|
RU2703160C2 |
| ДЕРЖАТЕЛЬ ДЛЯ ПРОДУКТА В ВИДЕ "ИЗДЕЛИЯ НА ПАЛОЧКЕ" И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2322072C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ТВЕРДЫХ СЫПУЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2495383C2 |
Способ отделения порции экструдированного материала от выходящей из экструдера непрерывной полосы заключается в прохождении перед выпускным отверстием извлекающего устройства, связанного с, по меньшей мере, одним отрезающим элементом так, что каждая порция, отделенная, по меньшей мере, одним отрезающим элементом, улавливается соответствующей полостью извлекающего устройства, и подаче порции от извлекающего устройства в полость пресс-формы компрессионной формовочной пресс-формы. При этом извлекающее устройство выполнено с возможностью перемещения независимо от, по меньшей мере, одного отрезающего элемента, причем извлекающее устройство и, по меньшей мере, один отрезающий элемент имеют скорости, векторы которых отличаются друг от друга. Установка для отделения порции экструдированного материала от непрерывной полосы, выходящей из экструдера, содержит выпускное отверстие экструдера и извлекающее устройство, связанное, по меньшей мере, с одним отрезающим элементом, двигающимся перед выпускным отверстием так, что каждая порция, отделенная, по меньшей мере, одним отрезающим элементом, улавливается соответствующей полостью извлекающего устройства. Компрессионная формовочная пресс-форма имеет полость пресс-формы для приема порции от извлекающего устройства. Извлекающее устройство выполнено с возможностью независимого перемещения от, по меньшей мере, одного отрезающего элемента, причем, по меньшей мере, один отрезающий элемент и извлекающее устройство выполнены таким образом, что они имеют скорости, векторы которых отличаются друг от друга. Технический результат, который достигается при использовании способа и установки по изобретениям, заключается в обеспечении простого и точного отрезания отмеренной порции материала, особенно последней порции материла для исключения ее отрыва. 2 н. и 25 з.п. ф-лы, 2 ил.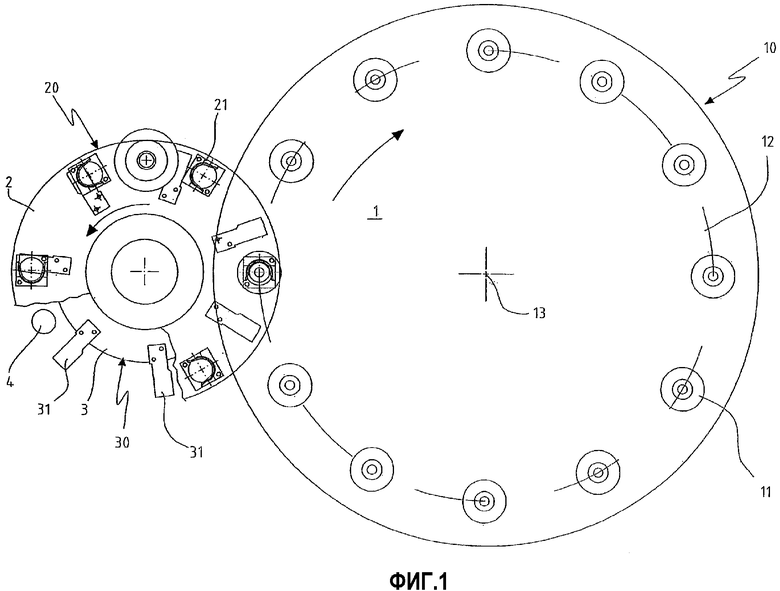
| US 3955605 А, 11.05.1976 | |||
| US 5807592 А, 15.09.1998 | |||
| US 4277431 А, 07.07.1981 | |||
| US 2894285 А, 14.07.1959 | |||
| US 4640673 А, 03.02.1987 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2151058C1 |

