Изобретение относится к способу и устройствам для обработки дозированных количеств или доз текучего материала. В частности, изобретение относится к способу и устройствам, используемым при компрессионном формовании дозированных количеств пластмассы для получения изделий, таких как заготовки для тары, например, бутылок.
Один аспект изобретения относится к способу и устройству для передачи или введения дозированных тел из полимерного материала в более или менее вязком жидком состоянии, дозированными с помощью, по меньшей мере, одного выхода дозирования полимерного материала, в полости пресс-формы формовочной машины, имеющей карусель, которая непрерывно вращается, при компрессионном формовании изделий из полимерного материала. Другой аспект изобретения относится к способу и соответствующим средствам для манипулирования телами из полимерного материала в более или менее вязком жидком состоянии, подлежащими передаче в полости пресс-форм формовочной машины при компрессионном формовании пластмассовых изделий.
Компрессионное формирование изделий осуществляется посредством перемещения пуансона относительно и внутри полой матрицы. Пуансон вводится с помощью давления внутрь полой матрицы, в которой расположено дозированное тело более или менее вязкого жидкого полимерного материала, в частности, термопластичной смолы. Частным применением изобретения является формование заготовок, предназначенных для последующего изготовления (обычно посредством ориентированного формования раздувом) пластмассовых бутылок. Тем не менее, применения могут быть различными и могут изменяться.
Заготовки для изготовления бутылок и т.п. обычно содержат верхнее горлышко, снабженное выступами, и полое тело, расположенное ниже горлышка, при этом полое тело является по существу гладким и удлиненным в осевом направлении.
Обычно традиционные формовочные машины для изготовления изделий из полимерного материала посредством компрессионного формования содержат карусель, которая несет множество матриц, и соответствующее множество пуансонов над ней. Карусель может вращаться как непрерывно, так и прерывисто.
Карусель вращается вокруг вертикальной оси, и каждая матрица во время одного поворота принимает пластмассовое тело дозированного количества (дозу), нагретое до необходимой температуры, чтобы пластмасса была достаточно текучей. Затем доза проходит фазу сжатия после совместного сближения (до закрывания пресс-формы) пуансона и матрицы. За этой фазой следует после заданного периода времени открывание пресс-формы и извлечение заготовки из машины.
С формовочной машиной соединен экструдер, который выдает полимерный материал в более или менее вязком жидком состоянии. Этот материал разделяется на тела дозированного количества (дозы), которые затем переносятся в полости матриц машины.
Если дозированное тело (доза) полимерного материала имеет относительно небольшую массу, то известен ее перенос в матрицы вращающейся машины с помощью передаточного устройства, имеющего подходящие извлекающие элементы (так называемые «руки»), которые перемещаются последовательно по круговому пути. На этом пути извлекающие элементы захватывают дозу из неподвижного дозировочного выхода экструдера полимерного материала и отпускают ее в точке, в которой путь проходит по касательной и выше пути прохождения матриц.
Это отпускание должно происходить очень быстро в момент времени, в котором извлекающий элемент находится сверху от полости матрицы и соосно с ней. Это возможно, в частности, лишь в случае доз относительно небольшой массы, например, доз, подходящих для формования колпачковых крышек для закрывания обычных пластмассовых бутылок с минеральной водой или другими газированными напитками.
Если, с другой стороны, необходимо формовать изделия из полимерного материала, которые имеют относительно большую массу, такие как заготовки из полиэтилентерефталата (РЕТ), которые используются в настоящее время на рынке, для изготовления (с помощью операции известного ориентированного формования раздувом) обычных пластмассовых бутылок, то загрузка дозированного тела из полимерного материала внутрь матрицы является очень сложной операцией.
Действительно, в этом случае практически невозможно передавать дозы из извлекающих элементов в полости матриц с помощью действия, которое происходит почти мгновенно, поскольку дозы имеют относительно большую длину, и, таким образом, требуется достаточное время для выполнения этой передачи. Это время не обеспечивается в раскрытых обычных передаточных устройствах.
Для преодоления этого недостатка была предложена формовочная машина (патентная заявка WO 03/047834), в которой дозы выдаются дозаторным устройством, имеющим множество дозировочных выходов, которые последовательно перемещаются по круговому и горизонтальному пути. Матрицы не перемещаются по простому круговому пути, однако имеют возможность перемещения в радиальном направлении относительно карусели и поэтому могут следовать на определенной дуге по дальнейшему круговому пути выдающих дозы выходов, отклоняясь от обычного кругового пути. Таким образом, на определенной части пути (и тем самым определенное время) дозировочный выход расположен соосно и над полостями матрицы, и его перемещение совпадает с перемещением матрицы.
Однако раскрытое в WO 03/047834 решение имеет недостаток сложности и высокой стоимости соответствующей формовочной машины. Действительно, машины, согласно WO 03/047834, являются очень сложными как в отношении обычно очень большого количества матриц, так и выполняемых многочисленных операций, а также относительно высокой скорости, с которой они желательно должны работать. Наконец, требуется очень точное позиционирование матриц, а их перемещение относительно карусели сильно затрудняет их позиционирование.
Кроме того, в предложенном решении, основанном на радиальном перемещении матриц, невозможно достичь в общей части пути правильного равенства перемещений матриц и дозировочных выходов, которое тем не менее необходимо. Действительно, периферийная скорость матрицы изменяется при изменении ее радиального положения, в то время как с дозировочными выходами этого не происходит, поскольку их радиальное положение является неизменным. В результате, в указанной общей части пути дозировочные выходы не могут удерживаться соосно с находящейся ниже матрицей, и поэтому передача дозы не может быть правильной; в действительности, если диаметр дозы близок к минимальному диаметру полости, то даже невозможно выполнять передачу.
Указанные выше недостатки усугубляются тем, что средства, с помощью которых осуществляются операции передачи доз, различных по форме и содержанию, неизбежно имеют поверхности, которые приходят в контакт с этими полимерными телами в жидком вязком состоянии.
Другой недостаток уровня техники связан с тем, что полимерный материал доз имеет тенденцию прилипать к поверхностям средств, с которыми они приходят в соприкосновение, за счет своего физического состояния (более или менее вязкое жидкое состояние при температуре, которая обычно превышает 200°С, если это полиэтилентерефталат).
Указанное действие прилипания неизбежно мешает перемещению полимерного тела, создавая серьезные трудности, в частности, если предусмотрено перемещение тела лишь под действием силы тяжести. Например, если полимерное тело должно стекать под действием силы тяжести по поверхности, которая принимает ее, то тенденция приклеивания к поверхности будет мешать перемещению в такой степени, что это делает невозможной предусмотренную операцию.
Или же, если дозы падают в полости, то дозы могут прилипать к стенкам полостей, в частности, если полости имеют относительно узкую и глубокую форму. Если это происходит, то невозможно правильно позиционировать дозы внутри полостей. Если, например, дозированное полимерное тело имеет относительно большой объем по сравнению с полостью, то имеется серьезная опасность того, что полимерное тело будет выступать над полостью настолько, что невозможно закрывать матрицу во время фазы сжатия с помощью пуансона.
В частности, во время формования заготовок для бутылок с емкостью не менее одного литра полость матрицы имеет относительно узкую и удлиненную форму. Поэтому имеется относительно большая опасность того, что опускающаяся доза придет в соприкосновение с боковой стенкой полости, прежде чем она достигнет дна.
Указанные выше недостатки приклеивания дозы к поверхностям, с которыми она приходит в соприкосновение, сильно усугубляются тем, что опускание дозы происходит при непрерывном перемещении матрицы по круговому пути, причем перемещении с относительно высокой скоростью. Действительно, за счет центробежного действия, которое на него действует, полимерное тело толкается к боковой стенке полости.
Следует отметить, что когда дозы относительно небольшой массы передаются в полость матрицы, то дозы могут катиться или вращаться, поскольку они имеют по существу сферическую форму. Когда, с другой стороны, дозы имеют относительно большую массу и относительно сложную форму, что происходит при формовании заготовок из РЕТ, то обычно необходимо располагать дозы в полости пресс-формы с заданной ориентацией их продольной оси.
Кроме того, между дозой и поверхностями, с которыми она приходит в соприкосновение, происходит эффективный перенос тепла, который локализован в зоне соприкосновения, что изменяет регулярное и по существу равномерное распределение тепла в полимерном теле. В частности, могут создаваться чрезмерные, хотя и локальные, падения температуры, которые могут вызывать микрокристаллизацию или микроотвердевание полимерного материала. Таким образом, создаются центры неоднородности в полимерном материале, которые могут затем вызывать неровности и дефекты конечного изделия.
Другой недостаток уровня техники связан с тем, как извлекающие элементы передаточного устройства поднимают дозу из зоны выдачи дозировочного выхода.
Каждый извлекающий элемент в действительности обычно снабжен вогнутой контактной поверхностью, открытой с одной стороны, предназначенной для соударения с дозой сразу после ее выхода из дозировочного выхода, толкания ее с горизонтальной составляющей и направления ее при ее опускании для переноса в полость матрицы. За счет соударения между дозой и извлекающим элементом происходит повторный удар дозы с контактной поверхностью. За счет этого доза может выступать далеко из извлекающего элемента или же может занимать на вогнутой поверхности извлекающего элемента положение, которое непригодно для последующего опускания.
Дополнительно к этому, с передаточным средством обычно соединено режущее средство, подходящее для разрезания выходного потока полимерного материала, выходящего из дозировочного выхода, для отделения дозы в момент времени, непосредственно перед контактом с извлекающим элементом. Режущее средство может содержать, например, множество лезвий, каждое из которых прикреплено к соответствующему элементу манипулирования.
Во время операции отрезания лезвия придают дозе толчок с горизонтальной составляющей, которая аналогично указанному выше соударению с контактной поверхностью может привести к выступанию дозы далеко из извлекающего элемента или же может приводить к неправильному позиционированию дозы.
Этот дефект особенно важен, если доза имеет значительную массу и, в частности, имеет относительно сильно удлиненную форму.
Другой недостаток уровня техники состоит в том, что известные режущие средства имеют довольно сложную конструкцию. Действительно, должно быть предусмотрено несколько лезвий, число которых соответствует числу извлекающих элементов, и каждое лезвие должно быть правильно закреплено на извлекающем элементе и требует заточки или замены при чрезмерном износе.
В US 5863571 раскрыта машина для изготовления тары, такой как бутылки, посредством обработки нагреванием, затем формования раздувом пластмассовых заготовок. Машина включает, по меньшей мере, две литейные формы раскладного типа, расположенные на периферии кругового конвейера. Машина дополнительно включает устройство для тепловой обработки заготовок, в котором шаг между продольными осями двух последовательных заготовок меньше шага между продольными осями двух смежных полостей, принадлежащих одной и той же пресс-форме, а также средства для изменения шага между заготовками.
В US 6349838 раскрыто устройство, содержащее устройство экструдирования смолы, устройство для отрезания и подачи расплавленной массы и устройство компрессионного формования для формования заготовки. Устройство для отрезания и подачи расплавленной массы содержит резак, предусмотренный на вращающейся головке, и комбинацию наружного захватного средства для захвата расплавленной массы и внутреннего захватного элемента.
В US 5811044 раскрыто устройство для отделения капель от расплавленного экструдата, транспортировки капель и подачи капель в пресс-формы для компрессионного формования. Устройство содержит основание и диск, имеющий ось вращения, опирающуюся на основание, для вращения вокруг оси. Множество передаточных гнезд установлено на диске по окружности на расстоянии друг от друга. Сопло экструдера имеет выходное сопло для экструдирования горячего расплавленного экструдата на пути движения каждого передаточного гнезда, так что экструдат входит в полость передаточного гнезда, а движение передаточного гнезда приводит к отделению пластмассовой капли от экструдата.
В US 5807592 раскрыто устройство, содержащее вращающуюся карусель, снабженную блоками компрессионного формования для изделий, изготовленных из пластмассы. Каждый блок содержит пресс-форму, имеющую формовочную полость, в которую вносится доза пластмассы с помощью подающей головки, которая вращается снаружи карусели, при этом указанная доза извлекается из экструдера с помощью извлекающего элемента, который жестко соединен с головкой.
В JP 2000-280248 раскрыто устройство, содержащее направляющее средство для синтетической смолы, имеющее проходящее по существу вертикально направляющее отверстие. По меньшей мере, часть направляющего отверстия имеет форму перевернутого усеченного конуса с постепенно сужающимся вниз поперечным сечением. За счет такого выполнения синтетическая смола, падающая из разрезающего и удерживающего механизма, может падать через направляющее отверстие в заданную зону формовочного устройства.
В WO 03/047831 раскрыто устройство для заполнения пресс-форм для компрессионного формования пластмассовых изделий, в которых заданные дозы текучего пластмассового материала вводятся в раздаточное устройство, которое скользит над заполнительным каналом. Каждая заданная доза выталкивается из камеры соответствующего раздаточного устройства посредством опускания поршня.
Целью изобретения является улучшение устройств и способов обработки дозированных количеств текучего материала, в частности, для компрессионного формования пластмасс.
Другой целью является создание устройства, которое обеспечивает передачу, например, дозированных количеств пластмассы в рабочие средства, подходящие для обработки указанных изделий, например, формовочные средства, правильное позиционирование изделий в рабочих средствах, даже когда такие изделия имеют относительно большой объем и относительно сложную форму.
Другой целью является создание устройства, которое обеспечивает достаточное время для передачи изделий, например, дозированных количеств пластмассы, имеющих большую массу и относительно сложную форму, внутрь рабочих средств, подходящих для обработки указанных изделий, например, формовочных средств.
Другой целью является создание устройства, которое способно манипулировать дозированными количествами текучего материала, в частности, пластмассы, без чрезмерного приклеивания дозированных количеств к взаимодействующим поверхностям устройства, с которыми они приходят в соприкосновение.
Другой целью является создание устройства, которое способно манипулировать дозированными количествами текучего материала, в частности, пластмассы, в котором дозированные количества не охлаждаются чрезмерно и неравномерно вследствие соприкосновения с взаимодействующими поверхностями устройства.
Другой целью является создание устройства, снабженного режущим средством для отделения дозированного количества текучего материала из раздаточного устройства, в котором предусмотрено указанное режущее средство, имеющее относительно простую конструкцию.
Другой целью является создание устройства, содержащего дозировочное устройство для выдачи дозированных количеств из дозировочного устройства, в котором режущее средство может чисто и эффективно отрезать дозированные количества, которые правильно принимаются передаточными средствами.
Согласно первому аспекту данного изобретения предлагается устройство, содержащее:
- формовочное средство, перемещаемое по первому пути для компрессионного формования доз пластмассы;
- множество передаточных средств для передачи указанных доз в указанные формовочные средства;
- множество рычажных средств, при этом каждое рычажное средство связано с соответствующим передаточным средством, для перемещения указанных передаточных средств по второму пути, имеющему одну часть, по существу совпадающую с другой частью указанного первого пути.
Согласно второму аспекту изобретения предлагается устройство, содержащее:
- рабочее средство, перемещаемое по первому пути для взаимодействия с объектами;
- передаточное средство для передачи указанных объектов в указанное рабочее средство;
- множество рычажных средств для перемещения указанных передаточных средств по второму пути, имеющему одну часть, по существу совпадающую с другой частью указанного первого пути,
характеризующееся тем, что указанное рычажное средство содержит первое рычажное средство, шарнирно соединенное со вторым рычажным средством, связанным с указанным передаточным средством.
Согласно третьему аспекту изобретения предлагается устройство, содержащее:
- рабочее средство, перемещаемое по первому пути для взаимодействия с объектами;
- множество передаточных средств для передачи указанных объектов в указанное приводное средство;
- множество рычажных средств, опирающихся на опорное средство, при этом каждое рычажное средство связано с соответствующим передаточным средством, для перемещения указанных передаточных средств по второму пути, имеющему одну часть, по существу совпадающую с другой частью указанного первого пути,
характеризующееся тем, что рычажное средство указанного множества рычажных средств выполнено с возможностью перемещения лишь с одной степенью свободы относительно указанного опорного средства.
Более детально, изобретение предлагает вращающуюся передаточную машину, имеющую множество непрерывно вращающихся передаточных камер, при этом каждая камера подходит для содержания полимерного тела и его последующей передачи в полость матрицы. Камеры имеют боковую поверхность, которая закрыта, и могут содержать все полимерное тело или же могут иметь частично открытую боковую поверхность и могут содержать тело лишь частично внутри камеры. Действие размещения сдвигает полимерное тело с помощью движения, имеющего горизонтальную составляющую.
Передаточная машина содержит подходящие подвижные средства, предназначенные для последовательного перемещения передаточных камер по одному и тому же пути так, что этот путь имеет часть, согласованную с путем движения матриц, на которой каждая передаточная камера расположена соосно с полостью матрицы и над ней, и ее движение согласовано с движением матрицы, при этом указанная передача в полость матрицы выполняется на этой части. Устройство дополнительно содержит средства, предназначенные для передачи отдельных полимерных тел с дозировочного выхода в передаточные камеры.
За счет первого, второго и третьего аспектов изобретения обеспечивается относительно длинный путь прохождения и тем самым соответствующее продолжительное время для передачи изделий или доз из передаточных средств в формовочные средства или в рабочие средства.
В частности, при компрессионном формовании пластмассовых доз можно осуществлять эффективную и правильную передачу доз внутрь полостей формовочных средств, начиная от дозирующего полимерный материал устройства, даже если дозы имеют относительно большую массу, что имеет место при формовании заготовок из полиэтилентерефталата, используемых для изготовления обычных пластмассовых бутылок для минеральной воды или других газированных напитков.
Кроме того, обеспечивается более точное позиционирование пластмассовых доз, что позволяет улучшать технологию компрессионного формования для всех применений. Кроме того, когда формовочные средства содержат множество пуансонов, взаимодействующих с соответствующими матрицами, то расстояние между пуансонами и матрицами в зоне, в которой дозы вводятся в матрицы, является относительно небольшим и по существу равно длине дозы, что позволяет увеличивать скорость формовочного цикла.
В одном варианте выполнения передаточная машина содержит опору, вращающуюся синхронно с формовочной машиной, на которой установлены формовочные средства, и каждую передаточную камеру несет механизм, вращаемый вращающейся опорой. Механизм может иметь две степени свободы относительно опоры. Подходящие фиксирующие средства вызывают движение механизма относительно углового положения вращающейся опоры для однозначного задания перемещения и пути передаточной камеры во время каждого оборота опоры. Это достигается за счет указанной выше согласующей части путей движения.
Согласно четвертому аспекту изобретения предлагается устройство, содержащее:
- формовочное средство для компрессионного формования доз пластмасс;
- передаточное средство, перемещаемое по петлевому пути для передачи указанных доз в указанное формовочное средство;
характеризующееся тем, что оно содержит другое передаточное средство, перемещаемое по другому петлевому пути, для передачи указанных доз в указанное передаточное средство.
Согласно пятому аспекту изобретения предлагается устройство, содержащее:
- передаточное средство для передачи указанного дозированного количества текучего материала из положения извлечения в положение выдачи;
- приемное средство для приема указанного дозированного количества в указанном положении выдачи, при этом указанное приемное средство задает форму для указанного дозированного количества;
характеризующееся тем, что во время указанной передачи предусмотрено изменение формы указанному дозированному количеству для получения из указанного дозированного количества предварительного изделия указанной формы.
В одном варианте выполнения форма и тем самым также размеры дозированного количества текучего материала, который может быть, в частности, пластмассой, геометрически задаются внутри внутренней полости передаточных камер, так что дозированное количество можно затем правильно вводить в полость.
В частности, передаточная камера снабжена внутренней полостью, ограниченной по сторонам цилиндрической боковой поверхностью, поперечный размер которой не больше минимального поперечного размера зоны входа в полость.
Дозированное количество вводится в передаточную камеру с формой, которая может отличаться от формы внутренней полости камеры, и она физически задается с помощью передаточной камеры. Другими словами, дозированное количество принимает форму, которая стремится к форме боковой поверхности, ограничивающей внутреннюю полость передаточной камеры. Дозированное количество стремится принять форму внутренней полости передаточной камеры в зависимости от вязкости материала (которая, в свою очередь, является функцией присущих полимеру признаков, в частности, типа полимера и его молекулярного веса), температуры и от времени, проведенного в передаточной камере.
Кроме того, в одной версии предусмотрено «моделирование» дозированного количества так, чтобы придать ему заданную форму с использованием текучей среды, подаваемой внутрь передаточной камеры.
Когда дозированное количество затем подается внутрь полости матрицы, то дозированное количество имеет форму, которая позволяет ей проникать в полость без соприкосновения во время ее опускания с боковыми стенками полости. Даже если происходит соприкосновение между дозированным количеством и боковыми стенками полости, то это соприкосновение не создает помех опусканию дозированного количества и его правильному позиционированию внутри матрицы.
Это особенно полезно в случае, когда полость является относительно глубокой или узкой относительно массы дозированного количества и/или рабочая скорость устройства относительно высока.
Кроме того, за счет формы задающих форму средств прохождение дозированного количества из передаточной камеры в матрицу может происходить так быстро, что можно отказаться от согласующей части пути согласно первым трем аспектам изобретения. В этой согласующей части каждая передаточная камера устанавливалась соосно полости матрицы и над ней.
Могут быть дополнительно предусмотрены средства, пригодные для полного или частичного уменьшения склеивания между дозированным количеством и внутренней контактной поверхностью передаточной камеры.
В целом, за счет пятого и шестого аспектов изобретения передача дозированного количества из передаточного средства в формовочное средство выполняется очень быстро и правильно. Кроме того, контакт между средством, которое манипулирует дозированным количеством, и самим дозированным количеством исключается или, по меньшей мере, ограничивается. Это уменьшает опасность прилипания дозированного количества к взаимодействующим поверхностям, с которыми оно приходит в соприкосновение, и расположение самого дозированного количества в нежелательных положениях.
Кроме того, задающие форму средства позволяют придавать дозированному количеству форму, подходящую для оптимального формования, что обеспечивает получение изделия, имеющего наилучшие физические и химические свойства.
Было, например, установлено, что форма дозированного количества, обеспечивающая возможно большее соответствие дозированного количества полости пресс-формы, в которую оно введено, приводит к наилучшим результатам относительно качества полученного изделия. Если же, с другой стороны, дозированное количество имеет форму, которая очень отличается от формы полости, в которую оно введено, то во время компрессионного формования дозированное количество испытывает вредную локальную деформацию и получается изделие с худшим физическим и химическим качеством.
Согласно седьмому аспекту изобретения предлагается устройство, содержащее передаточное средство для передачи дозированного количества текучего материала из положения извлечения в положение выдачи, характеризующееся тем, что с указанным передаточным средством связано антиадгезионное средство для предотвращения значительного прилипания указанного дозированного количества к указанному передаточному средству.
За счет седьмого аспекта изобретения исключается или, по меньшей мере, минимизируется контакт между передаточным средством и дозированным количеством, что устраняет указанные выше недостатки и делает возможным использование средств и способов, которые иначе практически не применимы.
В частности, достигается более точное позиционирование дозированного количества, что обеспечивает, в частности, улучшение технологии компрессионного формования для всех применений.
В одном варианте выполнения антиадгезионное средство содержит подающее средство для образования слоя текучей среды, расположенного между взаимодействующими поверхностями передаточного средства, с которыми дозированное количество приходит в соприкосновение. Слой текучей среды имеет признаки, которые полностью или частично уменьшают склеивание между дозированным количеством и взаимодействующей поверхностью.
Текучая среда является, в частности, газом, в частности, воздухом. Тем не менее можно использовать другой газ, например, азот, диоксид углерода или другие.
Слой текучей среды образуется посредством подачи текучей среды через часть передаточного средства, в которой расположена взаимодействующая поверхность, так что текучая среда выходит из этой поверхности и распределяется по этой поверхности. С этой целью часть передаточного средства, в которой расположена взаимодействующая поверхность, имеет распределенные каналы, через которые подается и выходит текучая среда. Эти каналы являются относительно небольшими и многочисленными и распределены на взаимодействующей поверхности.
В одном варианте выполнения взаимодействующая поверхность расположена на стенке, выполненной из материала, который является пористым, для обеспечения прохождения через него текучей среды. Подающее средство воздействует на пористую стенку, при этом подающее средство способно подавать текучую среду так, что текучая среда проходит через пористую стенку с выходом на взаимодействующей поверхности.
В качестве альтернативного решения может быть предусмотрена пористая стенка или стенки, в которых выполнены многочисленные отверстия для обеспечения прохождения через них текучей среды, при этом эти отверстия распределены в зоне, где происходит соприкосновение с дозированным количеством. Например, эти отверстия могут быть распределены по спирали для обеспечения максимально возможного покрытия взаимодействующей поверхности.
Согласно одному альтернативному решению пористая стенка заменена стенкой, выполненной из множества элементов, соединенных вместе для обеспечения множества относительно тонких линий раздела, образованных и распределенных подходящим образом на взаимодействующей поверхности. Через эти отверстия проходит текучая среда.
Было установлено, что за счет промежуточного расположения текучей среды с достаточным давлением и скоростью потока (которые изменяются от одного применения к другому и которые можно относительно просто измерять) между контактной поверхностью и полимерным телом можно полностью или, по меньшей мере, частично уменьшить действие приклеивания дозированного количества настолько, что оно практически становится не липким и не прилипает к взаимодействующей поверхности.
Действительно, посредством формирования слоя текучей среды с подходящими значениями расхода и давления, которые обычно относительно небольшие (достаточно одного или нескольких бар), соприкосновение между дозированным количеством и взаимодействующей поверхностью практически исключается. Если все же происходит соприкосновение, то оно имеет локальный характер и ограниченную длительность. В этой связи было экспериментально установлено, что ограничение времени контакта между дозированным количеством и взаимодействующей поверхностью относительно небольшими значениями приводит к соответствующему ограниченному действию макроскопического склеивания; если время склеивания составляет несколько микросекунд, то действие макроскопического действия практически равно нулю.
Это можно объяснить тем, что для получения склеивающего действия требуется время контакта, которое не меньше времени реакции, так чтобы в действие могли вступать силы физико-химического склеивания. Это время реакции зависит от материала, температуры и местного давления. Текучая среда непрерывно прерывает этот процесс, так что не происходит склеивания или даже полностью исключается соприкосновение.
Указанное выше действие, создаваемое слоем текучей среды, дополнительно усиливается тепловой обработкой текучей среды, подаваемой между дозированным количеством и взаимодействующей поверхностью, с целью понижения температуры поверхности дозированного количества и/или взаимодействующей поверхности.
Охлажденная текучая среда при прохождении через стенку или простом соприкосновении как с взаимодействующей поверхностью, так и с поверхностью дозированного количества понижает, по меньшей мере, поверхностно их температуру, что увеличивает вязкость дозированного количества, что уменьшает приклеивание текучего материала. Действительно, было установлено, что если время контакта увеличивается (с микросекунд до миллисекунд), то необходимо понизить температуру стенки для исключения склеивания.
В указанном выше случае, когда взаимодействующая поверхность расположена на стенке, выполненной из пористого материала, или если текучая среда проходит через относительно узкие отверстия, текучая среда сама по себе оказывает охлаждающее действие в канале через стенку за счет своего расширения при выходе. Охлаждающее действие текучей среды полностью отличается от охлаждающего действия, достигаемого за счет относительно продолжительного физического контакта с взаимодействующей поверхностью передаточного средства дозированного количества. Действительно, в первом случае имеет место своего рода микроохлаждение, которое влияет лишь на самый поверхностный слой дозированного количества и распределяется по его полной поверхности равномерным и гомогенным образом. С другой стороны, в случае контакта между дозированным количеством и передаточным средством при отсутствии текучей среды имеется сильное и относительно глубокое охлаждение, которое ограничено относительно небольшой частью дозированного количества, что имеет вредные последствия для формируемого изделия.
Кроме того, текучая среда исключает проникновение полимерного материала внутрь пор или внутрь других отверстий, предусмотренных на взаимодействующей поверхности.
В другом варианте выполнения для уменьшения склеивания взаимодействующая поверхность приводится в колебания с помощью подходящего средства (например, сонотрода).
Было экспериментально установлено, что посредством приведения взаимодействующей поверхности в колебания с подходящими значениями частоты и интенсивности (которые изменяются от применения к применению и которые можно легко контролировать), можно полностью или, по меньшей мере, частично уменьшить действие приклеивания дозированного количества к взаимодействующей поверхности, так что на практике дозированное количество становится не липким и не прилипает к взаимодействующей поверхности. Объяснение этому явлению заключается в том, что в каждом цикле вибрации создается эффект прикрепления и последующего местного отсоединения дозированного количества, и поскольку интервалы времени, в которые дозированное количество прилипает к взаимодействующей поверхности, являются чрезвычайно короткими, то исключается макроскопическое прилипание дозированного количества к взаимодействующей поверхности.
Кроме того, можно принять в качестве гипотезы, что вибрация создает систему волн сжатия, которая действует как сжатый воздух, расположенный между взаимодействующей поверхностью и дозированным количеством, аналогично слою сжатого воздуха.
В другом варианте выполнения средство против прилипания содержит покрытие взаимодействующей поверхности материалом, имеющим противодействующие приклеиванию свойства относительно дозированного количества.
Согласно восьмому аспекту изобретения предлагается устройство, содержащее передаточное средство, снабженное вогнутой частью для передачи дозированного количества текучего материала из положения извлечения в положение выдачи, характеризующееся тем, что оно дополнительно содержит ограничительное средство, взаимодействующее с указанным передаточным средством, для ограничения указанного дозированного количества в указанной вогнутой части.
В одном варианте выполнения передаточное средство содержит множество манипуляторных элементов, каждое из которых снабжено контактной поверхностью, подходящей для толкания дозированного количества с горизонтальной составляющей и его направления во время опускания. Манипуляторные элементы перемещаются по замкнутому пути, который пересекает зону выдачи дозировочного выхода текучего материала, для соударения с дозированным количеством и извлечения его.
Каждый манипуляторный элемент соединен с удерживающим средством или ограничительным средством, подходящим для создания, вместе с контактной поверхностью, по меньшей мере, частично закрытой зоны, которая способна удерживать горизонтально дозированное количество внутри. Предусмотрено также средство, которое пригодно для привода удерживающего средства синхронно с действием дозированного выхода и с перемещением соответствующего манипуляторного элемента, так что зона для удерживания дозированного количества по существу закрыта вокруг момента времени, в который полимерное тело выходит из дозировочного выхода.
Контактная поверхность каждого манипуляторного элемента может быть вогнутой поверхностью, открытой с одной стороны. Каждое удерживающее средство предназначено для закрывания, по меньшей мере, частично вогнутости соответствующего манипуляторного элемента.
За счет восьмого аспекта изобретения, когда передаточное средство находится в извлекающем положении для извлечения дозированного количества, то дозированное количество заключено внутри вогнутой части передаточного средства с помощью ограничительного средства. В результате, несмотря на действие отскока за счет соударения дозированного количества с передаточным средством и/или несмотря на толчок, оказываемый любым режущим средством, дозированное количество не может выходить из вогнутой части передаточного средства. Наоборот, дозированное количество фиксируется внутри передаточного средства в правильном положении для последующей передачи в положение выдачи.
Согласно девятому аспекту изобретения предлагается устройство, содержащее формовочное средство для компрессионного формования дозированного количества пластмассы и вводящее средство, проходящее вдоль продольной оси, для передачи дозированного количества указанной пластмассы в полое средство указанного формовочного средства, при этом указанное вводящее средство имеют форму и размер вдоль указанной продольной оси, которые обеспечивают ввод указанного вводящего средства в указанное полое средство для извлечения указанного дозированного количества.
Вводящее средство может содержать проходной канал для дозированных количеств, который имеет трубчатую форму и снабжен входом, который соединяется с выходом дозировочного устройства. Проходной канал вставляется, по меньшей мере, частью своего нижнего конца внутрь полости пресс-формы на значительную часть осевой длины проходного канала. Дозированное количество опускается через проходной канал, а затем выпускается в полость пресс-формы через выход канала.
За счет вводящего средства дозированное количество не приходит в соприкосновение с боковыми стенками формовочного средства. Дозированное количество выпускается с помощью вводящего средства в зоне дна формовочного средства, так что даже если дозированное количество приходит в соприкосновение с боковыми стенками формовочного средства, то дозированное количество принимает достаточно правильное положение внутри формовочного средства.
Согласно десятому аспекту изобретения предлагается устройство, содержащее формовочное средство для компрессионного формования дозированного количества пластмасс, экструзионное устройство для экструзии указанных пластмасс, режущее средство для отделения указанного дозированного количества от указанного экструзионного устройства, характеризующееся тем, что указанное режущее средство содержит единственный режущий элемент.
За счет девятого аспекта изобретения можно получать устройство, имеющего очень простую конструкцию, которое обеспечивает отделение дозированного количества из экструзионного устройства. Поскольку присутствует единственный режущий элемент, то операции установки и технического обслуживания режущего элемента в устройстве упрощаются.
Согласно одиннадцатому аспекту изобретения предлагается устройство, содержащее передаточное средство для передачи дозированного количества текучего материала из положения извлечения в положение выдачи, режущее средство для отделения указанного дозированного количества от экструзионного устройства, характеризующееся тем, что предусмотрено упорное средство, при этом указанное упорное средство расположено противоположно указанному режущему средству для взаимодействия с указанным дозированным количеством.
За счет одиннадцатого аспекта изобретения можно отделять дозированное количество из подающего устройства чистым и эффективным образом. Упорное средство фактически предотвращает вытягивание режущим средством дозированного количества далеко из передаточного средства.
Кроме того, упорное средство удерживает дозированное количество вблизи передаточного средства, даже когда дозированное количество соударяется с передаточным средством. Это обеспечивает правильное позиционирование дозированного количества в передаточном средстве.
Согласно двенадцатому аспекту изобретения предлагается устройство, содержащее передаточное средство для передачи дозированного количества текучего материала из положения извлечения в положение выдачи, при этом указанное передаточное средство содержат первое передаточное средство, перемещаемое в основном на первом уровне, характеризующееся тем, что указанное передаточное средство содержит второе передаточное средство для подачи указанного дозированного количества в указанное первое передаточное средство, при этом указанное второе передаточное средство выполнено с возможностью перемещения в основном на втором уровне.
В одном варианте выполнения предусмотрено формовочное средство, расположенное в положении выдачи для компрессионного формования дозированного количества.
За счет этого аспекта изобретения можно улучшить передачу дозированных количеств, например, в формовочное средство. Первое передаточное средство придает устройству большую универсальность, поскольку его путь перемещения можно согласовывать как с путем перемещения формовочного средства, так и с путем перемещения второго передаточного средства.
Для лучшего понимания изобретения и его осуществления ниже приводится описание некоторых приведенных в качестве примера и не ограничивающих изобретение вариантов выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - устройство для передачи пластмассовых доз, выдаваемых дозировочным средством, в формовочные средства указанных доз, на виде сверху;
фиг. 2 - деталь фиг. 1 в увеличенном масштабе;
фиг. 3 - кинематический аспект фиг. 2;
фиг. 4 - рычажное средство устройства, согласно фиг. 2, в увеличенном масштабе;
фиг. 5 - второй вариант выполнения рычажного средства устройства, согласно фиг. 2;
фиг. 6 - рычажное средство, согласно фиг. 5, в увеличенном масштабе;
фиг. 7 - третий вариант выполнения рычажного средства устройства, согласно фиг. 2;
фиг. 8 - рычажное средство, согласно фиг. 7, в увеличенном масштабе;
фиг. 9 - четвертый вариант выполнения рычажного средства устройства, согласно фиг. 2;
фиг. 10 - рычажное средство, согласно фиг. 9, в увеличенном масштабе;
фиг. 11-16 - разрез в вертикальной плоскости последовательности фаз, выполняемых устройством, согласно фиг. 2, при передаче доз пластмассы из дозировочного средства в формовочное средство;
фиг. 17-22 - разрез в вертикальной плоскости последовательности фаз, выполняемых вариантом устройства, согласно фиг. 2, при передаче доз пластмассы из дозировочного средства в формовочное средство;
фиг. 23 - вариант устройства, согласно фиг. 2, в котором второе передаточное средство содержит множество дозировочных выходов;
фиг. 24 - разрез по общей оси в вертикальной плоскости устройства, согласно фиг. 2;
фиг. 25 - осевой разрез первого передаточного средства устройства, согласно фиг. 1;
фиг. 26 - осевой разрез варианта первого передаточного средства, согласно фиг. 2;
фиг. 27 - осевой разрез другого варианта первого передаточного средства, согласно фиг. 2;
фиг. 28 - разрез в плоскости XXVIII-XXVIII на фиг. 27;
фиг. 29 - осевой разрез другого варианта первого передаточного средства, согласно фиг. 2;
фиг. 30 - осевой разрез другого варианта первого передаточного средства, согласно фиг. 2;
фиг. 31 - разрезы в вертикальной осевой плоскости последовательности фаз, осуществляемых первым передаточным средством, согласно фиг. 25, при передаче доз пластмассы из дозировочного средства в формовочное средство;
фиг. 32 - осевой разрез другого варианта первого передаточного средства, согласно фиг. 2;
фиг. 33 - разрезы в вертикальной осевой плоскости последовательности фаз, осуществляемых вариантом первого передаточного средства, при передаче доз пластмассы из дозировочного средства в формовочное средство;
фиг. 34 - первое передаточное средство, согласно фиг. 32, в увеличенном масштабе;
фиг. 35 - вариант первого передаточного средства, согласно фиг. 34;
фиг. 36 - другой вариант первого передаточного средства, согласно фиг. 34;
фиг. 37 - другой вариант первого передаточного средства, согласно фиг. 34;
фиг. 38 - второе передаточное средство устройства, согласно фиг. 2, в изометрической проекции;
фиг. 39 - второе передаточное средство, согласно фиг. 38, на виде сверху;
фиг. 40 - разрез в плоскости XL-XL на фиг. 39;
фиг. 41 - осевой разрез варианта второго передаточного средства, согласно фиг. 38;
фиг. 42 - разрез в плоскости XLII-XLII на фиг. 39;
фиг. 43 - вариант устройства, согласно фиг. 2, содержащего режущее средство для доз пластмассы, выходящих из дозировочного средства, и в котором второе передаточное средство для доз содержит ограничительное средство;
фиг. 44 -устройство, согласно фиг. 43, на виде сверху, в котором определенные детали не изображены, а другие детали добавлены, для отображения кинематического поведения второго передаточного средства;
фиг. 45-48 - последовательные рабочие фазы передаточного средства, согласно фиг. 43, в увеличенном масштабе;
фиг. 49-51 - передаточное средство и режущее средство, согласно фиг. 43, в последовательности рабочих фаз, содержащихся между фазами, показанными на фиг. 47 и 48;
фиг. 52-55 - разрезы по линиям LII-LII, LIII-LIII, LIV-LIV, LV-LV соответственно на фиг. 45-48;
фиг. 56 и 57 - два разреза передаточного средства, согласно фиг. 51-54, в двух дополнительных рабочих фазах после извлечения дозы из дозировочного средства;
фиг. 58 - второе передаточное средство, согласно фиг. 43, в отличающейся рабочей фазе, в изометрической проекции;
фиг. 59 - осевой разрез варианта второго передаточного средства;
фиг. 60 - другой вариант выполнения второго передаточного средства, на виде сверху;
фиг. 61 - вариант устройства, согласно фиг. 42, в изометрической проекции;
фиг. 62-64 - частичные разрезы второго передаточного средства, согласно фиг. 61, в соединении с режущим средством и дозировочным средством, в последовательных рабочих фазах, в увеличенном масштабе;
фиг. 65 - осевой разрез вводящего средства для дозы пластмассы, подаваемой дозировочным средством в передаточное средство;
фиг. 66-70 - последовательность фаз введения дозы в формовочное средство;
фиг. 71 - деталь варианта дозировочного средства, согласно фиг. 64, в увеличенном масштабе;
фиг. 72-76 - последовательность фаз введения дозы в формовочное средство с помощью варианта дозировочного средства, согласно фиг. 65;
фиг. 77 - другой вариант вводящего средства, согласно фиг. 65;
фиг. 78 - деталь вводящего средства, согласно фиг. 77, в увеличенном масштабе;
фиг. 79-83 - последовательность фаз введения дозы в формовочное средство с помощью варианта дозировочного средства, согласно фиг. 77;
фиг. 84 - другой вариант вводящего средства, согласно фиг. 65;
фиг. 85-89 - последовательность фаз введения дозы в формовочное средство с помощью варианта дозировочного средства, согласно фиг. 84;
фиг. 90 - другой вариант вводящего средства, согласно фиг. 65;
фиг. 91 - другой вариант вводящего средства, согласно фиг. 65;
фиг. 92 - трубчатая стенка вводящего средства, согласно фиг. 91, на виде снаружи;
фиг. 93 - вариант вводящего средства, согласно фиг. 65;
фиг. 94 - режущее средство для дозы пластмассы, выходящей из подающего средства, на виде сверху;
фиг. 95 - разрез в плоскости XCV-XCV на фиг. 94.
Согласно варианту выполнения, показанному на фиг. 1-4, предлагается устройство для передачи пластмассовых доз или дозированных количеств или дозированных тел D, в частности, из полимерных пластмасс, дозированных дозировочным средством, состоящим из неподвижного дозировочного выхода или порта 11 для полимерного материала, принадлежащего дозировочному средству 10, например, экструзионному средству, в формовочные средства, содержащие множество матриц 21, которые несет формовочная машина или формовочное устройство 20, имеющее карусель, которая вращается, например, непрерывно.
Экструзионное средство 10 является средством известного типа и показано лишь схематично на фигурах. Как известно, в экструзионном средстве 10 пластмасса нагревается до подходящей температуры (например, около 270-300°С в случае полиэтилентерефталата), для приведения пластмассы в более или менее вязкое жидкое состояние, так что пластмасса приобретает достаточную мобильность для выхода из неподвижного дозировочного выхода 11.
Дозировочный выход 11 выдает непрерывное экструдированное тело М (имеющее обычно круглое поперечное сечение) текучей пластмассы, которое равномерно разделяется с образованием последовательности пластмассовых доз D; например, предусмотрен нож 13 (или несколько ножей), который работает вблизи выхода 11, разрезая экструдированное тело М с разделением его в последовательность доз D.
Матрицы 21 вращаются вдоль первого кругового пути, который проходит в горизонтальной плоскости, с помощью карусели 26, имеющей вертикальную ось, обычного формовочного устройства 20, работающего с непрерывным движением, которое содержит множество верхних пуансонов 27, которые также несет карусель 26, предназначенных для вхождения в полости соответствующих матриц 21, для формования с помощью сжатия желаемых пластмассовых изделий (например, заготовок), как показано на фиг. 15 и 16.
Матрица 21, показанная на фиг. 15 и 16, предназначена для формования заготовок, пригодных для последующего изготовления (обычно посредством формования раздувом) бутылок из термопластичной смолы (в частности, полиэтилентерефталата). Эти заготовки содержат горлышко, имеющее конечную форму, предусмотренную для бутылок, и полый корпус, предназначенный для формования из него корпуса тары в фазе изготовления бутылки. В этом случае матрица 21 образована вогнутой нижней частью 21а и верхней частью 21b со сквозной полостью. Нижняя часть 21а имеет полость, поверхность которой является вогнутой и гладкой, по существу, цилиндрической, которая задает форму наружной поверхности полого корпуса заготовки, в то время как верхняя часть 21b имеет сквозную полость, поверхность которой является вогнутой и которая задает форму наружной поверхности горлышка. Поскольку последнее снабжено радиальными выступами, то указанная верхняя часть 21b разделена, по меньшей мере, на две половины (в показанном случае их две), которые предназначены для поперечного перемещения друг от друга для освобождения заготовки. Указанные вогнутые поверхности двух частей 21а и 21b образуют полость матрицы 21.
Очевидно, что изобретение также применимо к матрицам, в которых полость имеет другую форму, например, при отсутствии указанной верхней части 21b. Кроме того, матрица 21 может быть предусмотрена для других изделий.
Матрица 21 вращается с помощью карусели 26 вместе с другими матрицами 21.
В конце поворота формовочного устройства 20 расположена машина или устройство 60 для удаления заготовок из устройства 20.
Для переноса полимерных доз D от неподвижного дозировочного выхода 11 в полости матриц 21 предусмотрена первая передаточная машина или передаточное устройство 40, которое вращается вокруг вертикальной оси, имея первое передаточное средство, содержащее множество непрерывно вращаемых передаточных камер 50, при этом каждая камера 50 подходит для размещения полимерной дозы D и ее последующей передачи в полость матрицы 21.
Передаточное устройство 40 содержит подвижное средство, предназначенное для последовательного перемещения передаточных средств и содержащее, согласно варианту выполнения, показанному на фиг. 1-4, круговую опору 46, расположенную в горизонтальной плоскости, вращающуюся синхронно с формовочным устройством вокруг вертикального вала 47, имеющего неподвижную ось. Кроме того, указанное подвижное средство дополнительно содержит множество механизмов или рычажных средств 41, каждое из которых несет на своем свободном конце соответствующее передаточное средство или передаточную камеру 50. Каждое рычажное средство 41 имеет две степени свободы относительно опоры 46 и содержит фиксирующее средство, подходящее для задания движения рычажного средства 41 относительно углового положения вращающейся опоры 46.
В частности, согласно варианту выполнения, показанному на фиг. 2-4, каждое рычажное средство 41 состоит из манипулятора, имеющего два элемента или рычага, шарнирно соединенных друг с другом, при этом первый элемент или рычаг 41а имеет внутренний конец, шарнирно соединенный с вращающейся опорой 46, а другой конец шарнирно соединен со вторым элементом или рычагом 41b. Рычаг 41b имеет свободный наружный конец, который несет передаточную камеру 50.
Для последовательности элементов 41а рычажных средств 41 фиксирующее средство содержит соответствующую первую неподвижную колею 45А, воздействующую на первые ведомые средства, например, направляющие колеса 42, которые несут элементы 41а, и, соответственно, вторую неподвижную колею 45В для последовательности элементов 41b, воздействующих на вторые ведомые средства, например, направляющие колеса 42b, которые несут элементы 41b. Все это выполняется так, что однозначно задается перемещение передаточной камеры 50 во время каждого оборота вращающейся опоры 46.
Эти колеи 45А и 45В сдерживают подходящие точки двух элементов 41а и 41b рычажных средств 41 для следования по соответствующим путям; в каждом угловом положении каждого рычажного средства 41 относительно неподвижной части устройства положение элементов 41а и 41b остается однозначно заданным относительно опоры 46, и поэтому перемещение рычажного средства 41, а следовательно, путь Р2 передаточных камер 50 и их перемещение по пути Р2 остается однозначно заданным в комбинации с перемещением опоры 46.
Второй вариант выполнения рычажного средства 41 первого передаточного устройства 40, показанный на фиг. 5 и 6, отличается от предыдущего варианта выполнения тем, что каждое рычажное средство 41 содержит первый элемент 41а, внутренний конец которого шарнирно поворачивается на вращающейся опоре 46 с помощью шарнира 48, и второй элемент 41b, свободный конец которого несет передаточную камеру 50. Этот элемент 41b вместо шарнирного соединения с первым элементом 41а соединен с первым элементом 41а призматически, то есть элемент 41b имеет возможность скользить в осевом направлении (без какого-либо другого перемещения) относительно первого элемента 41а, который имеет форму короткой трубы или направляющей. Так же, как в предшествующем варианте выполнения (смотри фиг. 2), здесь также предусмотрена первая неподвижная колея 45А, воздействующая на первые ведомые средства, например, направляющие колеса 42а, несомые рычагами 49, прикрепленными к элементам 41а, и вторая неподвижная колея 45В, воздействующая на вторые ведомые средства, например, направляющие колеса 42b, несомые на внутреннем конце элементов 41b. Все это выполняется так, что однозначно задается перемещение передаточной камеры 50 во время каждого оборота опоры 46.
В третьем варианте выполнения рычажного средства 41, показанном на фиг. 7 и 8, каждое рычажное средство 41 содержит манипулятор, имеющий два элемента или рычага 41а, 41b, шарнирно соединенные друг с другом, первый элемент или рычаг 41а которого шарнирно соединен на одном конце с вращающейся опорой 46, и второй элемент или рычаг 41b несет передаточную камеру 50. Несмотря на это, для каждого манипуляторного рычажного средства 41 передаточное устройство 40 содержит третий элемент или рычаг 42, шарнирно соединенный с вращающейся опорой 46 и фиксированный на манипуляторном рычаге 41. В частности, третий элемент 42 является сплошным и шарнирно соединен с вращающейся опорой 46 на внутреннем конце и со вторым элементом 41b на другом конце с образованием вместе с рычагом 41 манипуляторного четырехсторонника. Перемещение манипуляторного четырехстороннего механизма, заданное тремя элементами 41а, 41b и 42, относительно опоры 46 ограничивается с помощью единственной неподвижной колеи 45С. Например, каждое рычажное средство 41 имеет ведомое средство 42с, например, направляющее колесо, шарнирно соединенное с манипуляторной осью между двумя рычагами 41а и 41b, фиксированными с двух сторон для следования колее 45С. Это сдерживает подходящую точку указанного манипуляторного четырехсторонника для следования по заданному пути и однозначно определяет в комбинации с движением опоры 46 путь Р2 движения передаточной камеры 50 и ее перемещение по пути Р2.
В четвертом варианте выполнения рычажного средства 41, показанном на фиг. 9 и 10, каждое рычажное средство 41 содержит элемент или рычаг 41d, несомый вращающейся опорой 46 и ограниченный относительно опоры 46 ограничением, имеющим единственную степень свободы. В частности, каждый элемент 41d имеет на своем наружном конце соответствующую передаточную камеру 50 и призматически соединен с короткой трубой или втулкой 461, закрепленной на вращающейся опоре 46, относительно которой он может скользить в осевом направлении. В качестве альтернативного решения, элемент 41d может быть шарнирно соединен с вращающейся опорой 46, все еще с ограничением, имеющим единственную степень свободы. Предусмотрена единственная неподвижная колея 45D, воздействующая на ведомые средства 42d, например, направляющие колеса, расположенные на элементе 41d так, чтобы однозначно задавать путь Р2 передаточных камер 50 во время одного оборота опоры 46 и их перемещение по этому пути.
Можно подходящим образом выполнять путь колеи 45А, 45В, 45С, 45D так, что путь Р2, по которому перемещаются последовательно передаточные камеры 50 (см. фиг. 3, 5, 7 и 9), имеет часть Т1, которая согласована с круговым путем Р3 движения матриц. Вдоль указанной части Т1 каждая передаточная камера 50 расположена по существу соосно с полостью матрицы 21 и над ней, и движение каждой передаточной камеры 50 согласовано с движением матрицы 21. Вдоль этой части Т1 затем происходит передача полимерных доз D из камер 50 в полости матриц 21.
За счет обеспечения подходящей длины части Т1, в которой путь Р2 согласован с путем Р3, за счет совпадения движений в этой части Т1 обеспечивается относительно длительное время (в зависимости от скорости вращения формовочного устройства 20 и длины согласованной части Т1), во время которого можно передавать каждую дозу D в полость матрицы при удерживании передаточной камеры 50 сверху, точно соосно с ней.
Для обеспечиваемого изобретением применения можно использовать также другие рычажные средства и механизмы 41, которые отличаются от раскрытых выше и тем не менее эквивалентных им в смысле принципа действия и получаемых кинематических эффектов, согласно идее изобретения.
В вариантах выполнения, показанных на фиг. 1-10, путь Р3 матриц 21 является круговым, и поэтому согласующая часть Т1 также является круговой. Тем не менее, путь Р3 можно выполнять с другой формой. Например, он может иметь прямую часть, вдоль которой также задается часть Т1. В этом случае отсутствует или почти отсутствует центробежное воздействие на полимерную дозу.
В устройстве, согласно изобретению, предусмотрены вторые передаточные средства, подходящие для передачи полимерных доз D с дозировочного выхода 11 в передаточные камеры 50. Эти передаточные средства могут быть предназначены для перемещения полимерных доз посредством сдвигания их из фиксированной точки, из которой они выходят (дозировочного выхода 11), и их передачи посредством перемещения, имеющего горизонтальную составляющую, к передаточным камерам 50, как происходит в вариантах выполнения, показанных на предшествующих фигурах, и в вариантах выполнения, раскрываемых ниже. В качестве альтернативного решения, можно выполнять передачу лишь с помощью вертикального опускания полимерной дозы D из неподвижного дозировочного выхода непосредственно к передаточной камере 50. В этом случае предусмотрены соединенные с выходом элементы, например, поршень, который толкает и отрезает экструдированный материал, один или несколько ножей, которые отрезают экструдированный материал, и т.д., которые обеспечивают удаление полимерной дозы с дозировочного выхода и его опускание за счет силы тяжести или других факторов, например, за счет толкания с помощью сжатого воздуха, в передаточную камеру, которая расположена под выходом.
Согласно варианту выполнения, показанному на фиг. 1-16, для переноса полимерных доз D с дозировочного выхода 11 к передаточной камере 50, предусмотрена вторая передаточная машина или второе передаточное устройство 30, имеющее множество манипуляторных средств или вторых передаточных средств 31, которое непрерывно вращается. Каждое второе передаточное средство 31 имеет вогнутую внутреннюю поверхность 32b, имеющую U-образное поперечное сечение, которое открыто на одной стороне, предназначенную для соприкосновения с полимерными дозами D. Поверхность 32b проходит в осевом направлении вдоль по существу вертикальной оси и имеет форму, которая задает канал, который открыт с одной стороны и способен направлять полимерные дозы D посредством их протекания в соприкосновение с поверхностью 32b.
Второе передаточное устройство 30 имеет подвижное средство, обеспечивающее последовательную работу манипуляторных средств 31, так что они переносят посредством относительного сдвига в поперечном направлении пластмассовые дозы D, выходящие из дозировочного выхода 11, и размещают пластмассовые дозы D по одной в передаточных камерах 50.
Указанное подвижное средство содержит круговую опору 36, расположенную на горизонтальной плоскости, вращающуюся синхронно с формовочной мышиной вокруг вертикального вала, коаксиального валу 47 опоры 46 (или вокруг вала 361', расположенного на расстоянии от вала 47, как показано на фиг. 7), имеющей неподвижную ось, на периферии которой закреплено манипуляторное средство 31, как показано на фиг. 17-20. Манипуляторное средство 31 расположено открытой стороной поверхности 32b, направленной по касательной вперед, относительно направления вращения.
Путь Р4, по которому перемещаются вогнутые внутренние контактные поверхности 32b, проходит в горизонтальной плоскости и расположен ниже и на небольшом расстоянии от дозировочного выхода 11 (тем не менее достаточном для исключения соударения с нижним концом экструдированного тела М, которое опускается из выхода), так что верхний конец вогнутой внутренней контактной поверхности 32b проходит под выходом 11, где расположен нож 13. Кроме того, указанный путь Р4 расположен выше и на небольшом расстоянии от пути Р2 камер 50, так что нижний конец вогнутой внутренней контактной поверхности 32b перемещается с касанием верхнего конца камер 50.
Путь Р4, по которому проходят средства 31, является круговым и имеет часть, обозначенную позицией Т2 на фиг. 3, 5, 7 и 9, которая согласована с путем Р2 передаточных камер 50. На этой части Т2 каждое манипуляторное средство 31 находится в положении, которое почти соосно и расположено над передаточной камерой, и движение манипуляторного средства 31 согласовано с движением передаточной камеры 50. Поскольку путь, по которому проходят средства 31, строго круговой, поскольку средства 31 жестко закреплены на опоре 36, то путь Р2 передаточных камер 50 является путем, который за счет подходящей формы пути неподвижных колей 45 отклоняется от кругового пути и совпадает с указанной частью Т2 пути Р4 манипуляторных средств 31. Дозировочный выход 11 расположен вблизи входного конца указанной части Т2.
Во время использования средство 31 проходит под дозировочным выходом 11, где доза D, которая была только что отрезана с помощью ножа 13, входит в полость, образованную вогнутой внутренней контактной поверхностью 32b и толкается ею за счет контакта с приданием горизонтального перемещения. В то же время доза D движется также вниз под действием силы тяжести, скользя по контактной поверхности 32b как по направляющей с последующим падением в расположенную внизу передаточную камеру 50. Эта передача осуществляется вдоль части Т2, на которой, как указывалось выше, контактная поверхность 32b находится выше и почти соосно с передаточной камерой 50 и перемещается синхронно с ней.
За счет части Т2, на которой путь Р4 согласован с путем Р2, причем часть Т2 имеет подходящую длину, а также за счет совпадения перемещений в этой части Т2 обеспечивается относительно продолжительное время (зависящее от скорости вращения формовочного устройства 20 и длины части Т2), в течение которого можно обеспечивать правильную передачу каждой дозы D из дозировочного выхода 11 в передаточную камеру 50.
Нижняя часть 33 поверхности 32b закрыта и сужается для обеспечения правильного опускания изделия D в антиадгезионное седло.
На фиг. 11-14 показаны явновыраженные фазы передачи полимерных доз D из дозировочного выхода 11 к передаточным камерам 50 через манипуляторные средства 31, причем все фазы происходят на указанной согласованной части Т2.
На фиг. 11 показана доза D, которая как раз вошла в полость поверхности 32b и была как раз отделена от экструдированного тела М с помощью ножа 13. Эта фаза соответствует положению Q1 на фиг. 3.
На фиг. 12-14 показано опускание полимерного тела D по поверхности 32b до его полного вхождения в расположенную внизу передаточную камеру (смотри фиг. 14).
На фиг. 15 и 16 показаны явновыраженные фазы передачи полимерной дозы D из передаточной камеры 50 в полость расположенной ниже матрицы 21, при этом все фазы происходят на указанной согласованной части Т1.
На фиг. 21, 22 показан вариант выполнения устройства, в котором сжатая текучая среда, например, воздух или другой газ, вводится в передаточную камеру 50 над дозой D для создания направленной вниз нагрузки с целью ускорения выхода дозы D через нижнюю часть указанной камеры.
Для этой цели предусмотрено первое закрывающее средство для закрывания верхнего входа передаточной камеры 50, в котором образовано одно или несколько отверстий, через которые с помощью подходящего дозирующего сжатую среду средства текучая среда принудительно подается в камеру 50 для выброса с помощью давления полимерной дозы D через нижний выход. В показанном варианте выполнения первое закрывающее средство содержит закрывающие тела 54, расположенные с возможностью закрывания верхнего входа передаточной камеры 50 каждый раз, когда камера расположена подходящим образом над полостью матрицы. Когда достигается это положение, то сжатая текучая среда направляется через отверстия 54а, которые образованы в теле 54, вниз внутрь передаточной камеры 50 для толкания вниз расположенной внизу дозы D.
Закрывающие тела 54 закреплены под наружной кромкой вращающегося опорного диска 36а второго передаточного устройства 30. Указанный опорный диск 36а соединен и расположен концентрично опоре 36, которая несет манипуляторные средства 31, и имеет такой диаметр, что его наружная кромка находится над путем прохождения матриц 21. Кинематические признаки машины 30 и формовочного устройства 20 находятся в таком соотношении, что для каждой передаточной камеры 50, которая расположена над полостью матрицы 21, закрывающее тело 54 расположено с закрыванием верхнего входа передаточной камеры 50. В этой фазе сжатая текучая среда вводится через тело 54 для толкания полимерной дозы D вниз в расположенную внизу полость в положении выдачи. Таким образом, закрывающие тела 54 действуют в качестве выбрасывающего средства для выброса полимерной дозы D из передаточной камеры 50.
Согласно варианту выполнения, показанному на фиг. 23 и 24, второе передаточное устройство 30 для передачи доз D от дозировочного выхода 11 к передаточным камерам 50 содержит вращающуюся карусель 15, связанную с неподвижным дозировочным выходом 11, несущую на периферии множество вторичных дозировочных выходов 16, пригодных для дозирования пластмасс, которые перемещаются вдоль кругового пути Р5, лежащего в горизонтальной плоскости. А именно, карусель 15 вращается вокруг вертикальной центральной оси 15А и имеет верхний вход 152, расположенный на оси 15А, который соединен посредством вращающегося соединительного шарнира 151 с неподвижным выходом 11. Шарнир 151 обеспечивает непрерывность соединения для прохождения текучей среды между неподвижным выходом 11 и вращающимся входом 52.
Внутри карусели 15 образован центральный канал 153, который ведет от входа 152 и проходит вдоль оси 15А, и образовано множество поперечных каналов 154, которые радиально отходят от нижнего конца центрального канала 153 и обеспечивают такое же множество вторичных выходов 16, направленных вниз по вертикальной оси, распределенных по периферии карусели 15 и расположенных на одинаковом расстоянии от оси 15А и расположенных на одинаковом угловом расстоянии друг от друга. Каждый выход 16 предназначен для дозирования экструдированного тела из пластмассы, и с каждым из них связано средство для разделения экструдированного тела на множество доз D. Например, этим разделительным средством является закрывающее средство 17, которое можно перемещать в осевом направлении внутри выхода для закрывания выходных отверстий 161 выходов 16, разделяя тем самым полимерное экструдированное тело. В качестве альтернативного решения, разделительное средство может быть ножом (не изображен).
Указанная карусель 15 с соответствующими связанными элементами уже известна; например, она принадлежит к типу, раскрытому в патентной заявке РСТ/ЕР2003/07325, поданной тем же заявителем.
Подвижное средство передаточных камер 50 предназначено для последовательного перемещения камер 50 так, что их путь Р2 имеет часть, согласованную с путем Р5 вторичных дозировочных выходов 16 (эта часть обозначена позицией Т1 на фиг. 23), на которой каждая передаточная камера 50 расположена почти коаксиально и ниже вторичного выхода 16, и перемещение передаточной камеры 50 согласовано с перемещением вторичного выхода 16, при этом на этой части происходит передача полимерной дозы D в передаточную камеру 50.
При использовании экструдированное пластмассовое тело непрерывно опускается из дозировочного выхода 11 и через каналы 153 и 154 достигает вторичные выходы 16. Выходы 16 работают синхронно с движением карусели 15, последовательно выдавая по одной полимерной дозе D (или несколько доз одновременно), при прохождении указанной части Т5, на которой они находятся точно над камерами 50, и в этой части дозы D падают под действием силы тяжести внутрь находящейся внизу передаточной камеры 50.
За счет части Т5, в которой путь Р2 согласован с путем Р5, при этом часть Т5 имеет подходящую длину, и за счет совпадения перемещений вдоль части Т5 обеспечивается относительно длительное время, зависящее от скорости вращения формовочного устройства 20 и длины части Т5, в течение которого обеспечивается передача доз D из каждого вторичного дозировочного выхода 16 в расположенную внизу передаточную камеру 50.
В вариантах выполнения рычажного средства 41, показанных на фиг. 7 и 9, в согласованных частях Т1, Т2 и Т5 движение (траектория и скорость) передаточных камер 50, в отличие от предыдущих вариантов выполнения, не полностью согласовано с движением матриц 21 или, соответственно, с движением манипуляторных средств 31 или вторичных дозировочных выходов 16, однако тем не менее достаточно точно приближается к этим движениям.
Первое передаточное средство 50 может содержать влияющее на форму средство, предназначенное для модификации геометрической формы и одновременно соответствующих размеров пластмассовой дозы D для обеспечения опускания пластмассовой дозы D в полость матрицы 21 без соприкосновения со стенками полости во время опускания и тем самым правильного введения в полость матрицы.
Изменяющие форму средства находят применение, в частности, в случае, когда полость матрицы является относительно глубокой и узкой относительно массы полимерной дозы D и/или при относительно высоких рабочих скоростях. Типичным случаем является формование заготовок из полиэтилентерефталата, используемых для изготовления обычных пластмассовых бутылок для минеральной воды или других газированных напитков, поскольку в этом случае полость является относительно глубокой и узкой по отношению к массе дозы.
Согласно одному варианту выполнения форма внутренней полости 50а передаточной камеры 50 оказывает влияние на геометрическую форму полимерной дозы D. Другими словами, доза D вводится в передаточную камеру 50 с формой, которая может отличаться от формы внутренней полости 50а камеры, и изменяется полостью физически в том смысле, что доза D принимает одинаковую с ней форму, в частности, форму боковой поверхности за счет присущей ей текучести и пластичности.
Как указывалось выше, за счет влияющего на форму средства можно обеспечивать такое быстрое прохождение полимерной дозы из передаточной камеры в полость матрицы, что указанная часть Т1, в которой путь Р2 согласован с путем Р3, в которой каждая передаточная камера 50 находится в положении, почти соосном с полостью матрицы 21 и над ней, может не потребоваться.
Согласно варианту выполнения, показанному на фиг. 11-16, 25, 27, 28, внутренняя полость 50а передаточной камеры 50 ограничена по бокам внутренней поверхностью 51b боковой стенки 51, поверхность которой является цилиндрической с вертикальными образующими, возможно с круговым сечением, и ее поперечный размер не превышает минимальный поперечный размер входной зоны полости матрицы.
В показанном, например, на фиг. 15 и 16 случае верхняя часть 21b полости матрицы имеет диаметр, который меньше диаметра цилиндрической боковой поверхности нижней части 21а. В этом случае диаметр внутренней полости 50а меньше диаметра полости верхней части 21b.
И наоборот, если цилиндрическая внутренняя поверхность полости нижней части 21а матрицы имеет диаметр, который меньше диаметра полости в верхней части 21b.
Когда доза D освобождается из камеры 50 внутрь полости расположенной внизу матрицы 21, доза D имеет форму, обеспечивающую ее прохождение в полость без соприкосновения с боковыми стенками полости во время опускания или же даже в случае возникновения контакта без помех опусканию и правильному позиционированию дозы D внутри матрицы 21.
Поперечный размер (диаметр) внутренней полости 50а не может быть меньше поперечного размера, принимаемого дозой D, выходящей из дозировочного выхода 11, для обеспечения лучшего введения дозы D в камеру 50.
Внутренняя полость 50а передаточной камеры 50 дополнительно к боковому ограничению цилиндрической и замкнутой боковой стенкой 51 может быть закрыта у дна вторым закрывающим средством, содержащим нижнюю базовую стенку 52, предназначенную для попеременного закрывания и открывания с помощью неизображенного средства.
Верхнее основание внутренней полости 50а можно закрывать с помощью первого закрывающего средства 53, состоящего из верхней базовой стенки, которую можно открывать и закрывать с помощью неизображенного средства.
В фазе, в которой передаточная камера 50 принимает полимерную дозу D из дозировочного выхода 11, верхняя стенка 53 находится в открытом положении, в то время как нижняя стенка 52 находится в закрытом положении. Во время фазы, в которой передаточная камера 50 передает полимерную дозу D в полость, верхняя стенка 53 находится в закрытом положении, в то время как нижняя стенка 52 находится в открытом положении.
В показанном варианте выполнения нижняя базовая стенка 52 является плоской и в закрытом положении лежит в горизонтальной плоскости. Для достижения открытого положения нижняя базовая стенка 52 перемещается по той же указанной горизонтальной плоскости, которая находится вблизи нижней кромки боковой стенки 51. В частности, указанная нижняя базовая стенка 52 поворачивается относительно боковой стенки 51 вокруг шарнира 521, имеющего вертикальную ось, соединенную со стенкой 51.
Аналогичным образом, верхняя базовая стенка 53 является плоской и для перехода в открытое положение она перемещается, оставаясь в горизонтальной плоскости, в которой она находится в закрытом положении. В частности, указанная верхняя базовая стенка 53 поворачивается относительно боковой стенки 51 вокруг шарнира 531, имеющего вертикальную ось, соединенную со стенкой 51.
При соприкосновении дозы D с внутренней поверхностью полости 50а передаточной камеры 50, в частности, с внутренней боковой поверхностью 51b и с внутренней поверхностью 52b нижней стенки 52, камера 50 содержит антиадгезионное средство для полного или частичного уменьшения склеивания, вызванного этим соприкосновением.
Согласно одному варианту выполнения передаточной камеры 50, показанному на фиг. 25, указанное антиадгезионное средство содержит дозировочное устройство, способное подавать текучую среду, в частности, газ, например, воздух, в полость камеры 50. Подаваемая текучая среда образует зазор между внутренней поверхностью передаточной камеры 50 и полимерной дозой D для уменьшения действия склеивания между полимерной дозой D и внутренней контактной поверхностью.
Боковая стенка 51 и нижняя базовая стенка 52 передаточной камеры 50 предпочтительно являются пористыми для обеспечения прохождения текучей среды через их толщину. В этом случае предусмотрена вторая боковая стенка 51', которая находится снаружи и коаксиально боковой стенке 51 и которая окружает боковую стенку 51 и соединена с ней у верхней и нижней кромок. Между двумя стенками 51 и 51' задана боковая камера 51а, которая окружает на 360° пористую боковую стенку 51 и проходит по всей ее высоте или почти по всей высоте. Боковая камера 51 соединена со средством (не изображено), предназначенным для пропускания сжатого газа через канал 59 и входы 56 в камеру 51а и из нее через пористую стенку 51 внутрь передаточной камеры 50.
Кроме того, предусмотрена вторая наружная базовая стенка 52', которая расположена под нижней стенкой 52 и соединена с нею вдоль наружной кромки. Между двумя стенками 52 и 52' задана боковая камера 52а, которая проходит по всей высоте базовой стенки 52, которая соединена со средством (не изображено), предназначенным для подачи сжатого газа в камеру 52а и из нее через пористую стенку 52 внутрь передаточной камеры 50.
Сжатый газ направляется в камеры 52а и 51а и оттуда проходит через пористые стенки 52 и 51 для образования зазора или слоя газа, который оказывается между внутренними поверхностями 52b и 51b стенок 52 и 51 и наружной поверхностью полимерной дозы D. Этот зазор, наполненный газом, предотвращает контакт между полимерной дозой D и стенками 52 и 51 или же, по меньшей мере, уменьшает время контакта и размер контактных зон, что уменьшает адгезионное действие между полимерной дозой D и стенками 52, 52, способствуя эффективному стеканию вниз дозы.
Было установлено, что за счет расположения зазора, заполненного текучей средой с достаточными величинами давления и расхода (которые изменяются от одного применения к другому и которые относительно просто проверить) между контактной поверхностью и полимерной дозой D, можно полностью или, по меньшей мере, частично исключить прилипание полимерной дозы D настолько, что она практически становится не липкой и не прилипает к поверхности.
Действительно, за счет образования зазора, заполненного текучей средой с подходящими величинами расхода и давления, которые обычно относительно небольшие (достаточно одного или нескольких бар), исключается контакт между полимерной дозой D и контактной поверхностью. Если, тем не менее, происходит соприкосновение, то оно всегда локальное и ограничено во времени. В этой связи было экспериментально доказано, что посредством ограничения времени контакта между полимерной дозой D и поверхностью относительно низкими величинами обеспечивается соответственно небольшое действие макроскопического прилипания. Если время склеивания составляет несколько микросекунд, то действие макроскопического склеивания практически равно нулю.
Это явление можно объяснить тем, что для получения действия склеивания требуется время контакта, которое не меньше величины (времени реакции), которая необходима для проявления физико-химических сил склеивания. Это время реакции является функцией материала, температуры и местного давления. Зазор, заполненный текучей средой, вызывает непрерывное прерывание процесса, так что не происходит максимального склеивания или же даже исключается контакт.
Отличные результаты были получены при выполнении этих пористых стенок из материала, поры которого имеют диаметр между 5·10-3 мм и 20·10-3 мм, и при подаче газа в камеры 51а и 52а с давлением 0,5-1 бар.
На фиг. 31 показана работа передаточной камеры 50 согласно фиг. 25. Передаточная камера 50 первоначально расположена в положении, в котором она принимает дозу D, например, ниже и почти соосно с дозировочным выходом 11 (положение Р1). Затем камера 50 перемещается во второе положение Р2, расположенное над полостью матрицы, в частности, над и почти соосно с полостью матрицы, в которую камера 50 передает полимерную дозу D.
Перемещение камеры 50 является относительным, то есть перемещение может происходить вследствие сдвига камеры, в то время как подающее пластмассу средство неподвижно и в то время как матрица перемещается, или же в соответствии с другими и отличающимися комбинациями перемещений.
Во время фазы, в которой передаточная камера 50 принимает дозу D из дозировочного выхода 11, верхняя стенка 53 находится в открытом положении, в то время как нижняя стенка 52 находится в закрытом положении. Во время фазы, в которой передаточная камера 50 выдает полимерную дозу в полость матрицы, верхняя стенка 53 находится в закрытом положении, в то время как нижняя стенка 52 находится в открытом положении. В указанной фазе, в которой передаточная камера 50 находится в положении Р2' для опускания полимерной дозы D в полость матрицы, когда нижняя базовая стенка 52 открыта, в то время как верхняя базовая стенка 53 удерживается закрытой, сжатый газ, подаваемый в камеру 50 через стенки 51 и 53, создает эффект «выстрела» и быстро и эффективно выталкивает дозу D внутрь находящейся внизу матрицы.
Как показано на фиг. 26, в качестве альтернативы пористой стенке можно предусматривать стенки из непористого материала, в которых может быть предусмотрено множество небольших отверстий 57 для обеспечения прохода через них текучей среды, при этом небольшие отверстия распределены в зоне возможного контакта с полимерной дозой D. Например, эти отверстия 57 могут быть распределены по спирали для обеспечения максимально возможного покрытия зоны контакта. В соответствии с другим альтернативным решением пористая стенка заменена стенкой, выполненной из множества элементов, собранных так, что образуется множество относительно узких линий раздела, которые имеют подходящую форму и подходящим образом распределены в контактной зоне, так что через них может проходить поток текучей среды.
Это указанное выше благоприятное действие, создаваемое зазором, заполненным текучей средой, дополнительно усиливается тепловой обработкой текучей среды, подаваемой между контактной поверхностью и полимерной дозой D, для понижения температуры поверхности полимерной дозы D и/или контактной поверхности.
Для этой цели могут быть предусмотрены средства (не изображены), предназначенные для тепловой обработки текучей среды или газа для понижения его температуры. В этом случае зазор, заполненный газом и образованный между внутренней поверхностью передаточной камеры 50 и наружной поверхностью полимерной дозы D, также обеспечивает эффективный теплообмен с массой стенок 52 и 51 и с наружной поверхностью полимерной дозы D, который можно использовать для облегчения протекания полимерной дозы D. Охлажденная текучая среда за счет прохождения через стенку или простого соприкосновения как с контактными поверхностями 51b и 52b, так и с поверхностью полимерной дозы D, по меньшей мере, поверхностно понижает их температуру, увеличивая тем самым вязкость полимерной дозы D, что уменьшает липкость пластмассы. Действительно, было обнаружено, что если время контакта увеличивается (от микросекунд до миллисекунд), то необходимо понижать температуру стенок для предотвращения склеивания. В указанном выше случае, в котором контактная поверхность расположена на стенке, выполненной из пористого материала, или же текучая среда проходит через относительно узкие отверстия, текучая среда сама по себе имеет благоприятный «эффект охлаждения» за счет своего расширения при выходе, при прохождении через стенку. Очевидно, что температуру текучей среды можно регулировать для исключения чрезмерного, хотя и локального, охлаждения полимерной дозы D, чтобы не вызывать микрокристаллизации материала или образования любых зародышей неоднородности в материале. В любом случае действие охлаждения полимерной дозы D, создаваемое с помощью текучей среды, полностью отличается от действия, достигаемого извне за счет непосредственного, относительно продолжительного физического контакта дозы с контактной поверхностью манипуляторного средства для доз. Действительно, в первом случае имеет место своего рода микроохлаждение, которое воздействует лишь на поверхностный слой полимерной дозы D и распределено по всей ее поверхности регулярно и гомогенно. С другой стороны, в случае контакта между полимерной дозой D и манипуляторным средством имеет место сильное и относительно глубокое охлаждение, ограниченное относительно небольшой частью дозы, что имеет, как указывалось выше, неблагоприятные последствия для формируемого изделия.
В качестве альтернативного решения, газ можно подавать внутрь передаточной камеры 50 в виде потока, который направлен по касательной к контактным поверхностям 52b, 51b, так что создается зазор, который соприкасается с поверхностями. Присутствие сжатого газа в передаточной камере 50 имеет также важный положительный эффект в фазе, в которой передаточная камера 50 находится в части Т1 для выполнения опускания полимерной дозы D в полость матрицы 21. Когда нижняя базовая стенка 52 открыта, в то время как верхняя базовая стенка 53 удерживается закрытой, сжатый газ, подаваемый в камеру 50 через стенки 51 и 53, создает действие «выстрела», которое быстро и эффективно выталкивает дозу D внутрь находящейся внизу полости. Это благоприятное действие обеспечивается посредством подачи газа внутрь камеры 50 различными путями, например, как указывалось выше, через пористую стенку 51. Это действие можно усилить посредством подачи газа через одно или несколько отверстий 57, показанных на фиг. 26, также предусмотренных в верхней базовой стенке 53. Указанный газ используется для толкания полимерной дозы D вниз, внутрь полости матрицы.
В качестве альтернативного решения, указанное действие можно получать также посредством выполнения верхней базовой стенки 53 из пористого материала и пропускания через него газа в камеру 50. А именно, как показано на фиг. 25, предусмотрена вторая базовая стенка 53', расположенная снаружи и над стенкой 53 и соединенная с ней вдоль наружной кромки. Между двумя стенками 53 и 53' создается тонкая верхняя камера 53а, которая проходит по всей длине базовой стенки 53 и которая в свою очередь соединена со средствами, предназначенными для подачи сжатого газа в камеру 53а и из нее через пористую стенку 53 в передаточную камеру 50, во время фазы, в которой нижняя базовая стенка 52 закрыта.
В качестве альтернативного решения, как показано на фиг. 26, может быть предусмотрено одно или несколько отверстий 57 в верхней базовой стенке 53, также значительного диаметра, для подачи текучей среды в камеру 50 с целью толкания полимерной дозы D вниз.
На фиг. 27 показан вариант выполнения передаточной камеры 50, которая по существу одинакова с показанной на фиг. 25 камерой, и отличается от нее тем, что верхняя базовая стенка 53 вместо выполнения из пористого материала имеет одно или несколько отверстий 57, также значительного диаметра, для подачи текучей среды в камеру 50 для толкания вниз полимерной дозы D.
Вариант выполнения, показанный на фиг. 29, по существу аналогичен передаточной камере 50 на фиг. 26, от которой она отличается тем, что нижняя базовая стенка 52 не является пористой, но аналогично боковой стенке 51 снабжена множеством небольших отверстий 57' или множеством тонких разделительных линий для прохождения текучей среды. Верхняя базовая стенка 53 имеет одно или несколько отверстий 57.
В качестве альтернативного решения, как показано на фиг. 32, верхняя базовая стенка 53 может быть не предусмотрена. В этом случае, поскольку полимерная доза D имеет размеры, в частности, размеры диаметра, которые меньше или одинаковы с размерами полости матрицы 21, то полимерная доза D может падать внутрь этой полости под действием силы тяжести.
В показанном на фиг. 32 варианте выполнения нижняя базовая стенка 52 не является цельной, а состоит из двух элементов 525, которые выполнены с возможностью поворота относительно боковой стенки 51 вокруг соответствующих шарниров, имеющих вертикальную ось, соединенную со стенкой 51. Два элемента 525 при повороте до соприкосновения друг с другом в закрытом положении закрывают выход из камеры 50 и образуют пористую стенку 52. С другой стороны, при повороте наружу в открытое положение они обеспечивают выход дозы D.
Нижняя стенка 52 может быть также не предусмотрена. В этом случае, как показано на фиг. 37, отсутствие нижней стенки 52 можно компенсировать особыми способами дозирования газа, так что газ удерживает на весу полимерную дозу D, предотвращая ее опускание из передаточной камеры. Это действие, очевидно, прекращается, когда полимерная доза D должна опускаться в полость. В частности, на фиг. 37 показана камера 50, в которой боковая стенка сплошная и непористая. Камера 50 не имеет нижней базовой стенки, и для предотвращения опускания полимерной дозы D предусмотрено пневматическое опорное средство, содержащее петлевой контур 511, расположенный под нижней кромкой боковой стенки 51 вокруг нижнего выхода камеры 50, без создания помех для выхода полимерной дозы D. В контур 511 подается с помощью одного или нескольких входов 512 сжатый газ для создания с помощью подходяще ориентированных выходов 513 струй текучей среды, направленных вверх внутрь нижнего выхода камеры 50. С помощью подходящей калибровки давления подаваемой текучей среды можно удерживать на весу полимерную дозу D внутри камеры 50, предотвращая опускание полимерной дозы D через нижний выход. Естественно, что подача текучей среды в контур 51 дозируется, когда желательно остановить опускание дозы D, и, наоборот, подача прерывается, когда желательно обеспечить опускание полимерной дозы D.
Текучую среду можно подходящим образом направлять также для создания зазора, заполненного текучей средой, для предотвращения приклеивания полимерной дозы D к контактной поверхности.
Согласно одному варианту выполнения передаточного средства, предназначенного для изменения формы полимерной дозы D, показанному на фиг. 30, вогнутая боковая стенка 51, которая ограничивает передаточную камеру 50, имеет боковое отверстие 520, например, для введения полимерной дозы D сбоку. Камера 50 содержит пневматическое формирующее средство, пригодное для подачи сжатой текучей среды, направленной к внутренней поверхности 51b боковой стенки 51 на дозу D через боковое отверстие 520 с целью влияния на форму дозы. В частности, боковая стенка 51 камеры 50 имеет U-образное поперечное сечение и на двух свободных концах имеет два вертикальных канала 521', соединенных каналами 522 с источником сжатой текучей среды (не изображен). Вертикальные каналы 521' снабжены несколькими отверстиями 523, предназначенными для подачи струй текучей среды в направлении отверстия 520. Таким образом, на форму полимерной дозы D влияет как контакт с боковой стенкой 51 при промежуточном расположении слоя текучей среды, так и динамическое действие текучей среды, подаваемой через отверстия 523.
Согласно другому варианту выполнения для влияния на форму полимерной дозы D, показанной на фиг. 26, предусмотрено пневматическое формующее средство, которое предназначено для подачи сжатой текучей среды в передаточную камеру 50, воздействующей на боковую поверхность полимерной дозы D, для изменения ее геометрической формы. Передаточная камера 50 по существу одинакова с показанной на фиг. 25 камерой, но вместо выполнения пористой стенка 51 имеет множество отверстий 57, с диаметром больше пор, через которые проходит сжатая текучая среда, например, воздух, во внутреннюю полость 50а, при этом текучая среда направляется на боковую поверхность полимерной дозы D для оказания влияния на ее форму. В частности, диаметр поперечного сечения полимерной дозы D уменьшается так, что обеспечивается ее опускание в полость матрицы 21 без соприкосновения с ее стенками.
За счет этого решения можно оказывать влияние на форму дозы D регулируемым образом, изменяя лишь параметры текучей среды, вводимой в передаточную камеру 50 без изменения ее геометрических параметров. Такие же отверстия 57 могут быть предусмотрены также в верхней базовой стенке 53, но прежде всего для выталкивания вниз полимерной дозы D при ее передаче в полость матрицы.
В передаточной камере 50, показанной на фиг. 33 и 34, предусмотрено антиадгезионное средство для полного или частичного уменьшения склеивания между полимерной дозой D и внутренней поверхностью передаточной камеры 50.
В этом случае камера 50, в частности, ее внутренние поверхности 51b, 52b, вибрируют с постоянной частотой для предотвращения или, по меньшей мере, частичного уменьшения действия макроскопического склеивания между полимерной дозой D и внутренними поверхностями. Было на практике установлено, что при подходящих величинах вибрации, даже если пластмасса является липкой, даже при создании пластмассой точек склеивания на микроскопическом уровне, эти точки склеивания имеют, тем не менее, очень небольшой размер и, прежде всего, сохраняются чрезвычайно короткое время, так что макроскопическая сила склеивания между материалом и контактной поверхностью является относительно небольшой, и резко снижается действие склеивания между такой контактной поверхностью 51b и полимерной дозой D. А именно, в варианте выполнения, показанном на фиг. 33 и 34, на наружную поверхность передаточной камеры 50 воздействует создающее колебания средство 55, предназначенное для приведения передаточной камеры 50 в колебания с величинами частоты, обеспечивающими исключение или, по меньшей мере, уменьшение действие склеивания между полимерной дозой D и внутренней поверхностью 51b, 52b.
Отличные результаты были получены посредством возбуждения колебаний, действующих в плоскости, перпендикулярной вертикальной оси передаточной камеры 50, с частотой 300 импульсов в секунду в случае пластмассы РЕТ.
Другой вариант выполнения передаточной камеры 50 (не изображен) предусматривает для полного или частичного уменьшения склеивания между полимерной дозой D и внутренней поверхностью передаточной камеры 50 тонкий слой антиадгезионного покрытия, расположенного с покрытием внутренней поверхности полости 50а камеры 50, при этом указанный тонкий слой выполнен из материала, имеющего антиадгезионные свойства относительно полимерной дозы D, например, из PTFE (Teflon ®), наружная поверхность которого задает указанную контактную поверхность с полимерной дозой D.
Вариант выполнения передаточной камеры 50, показанный на фиг. 35, отличается от показанного на фиг. 34 тем, что базовые стенки 52, 53 являются пористыми для обеспечения прохождения текучей среды или газа через их толщину.
Вариант выполнения на фиг. 36 отличается от варианта выполнения, показанного на фиг. 34, тем, что верхняя базовая стенка 53 является непористой, но имеет одно или несколько отверстий 57 для прохождения текучей среды.
Согласно варианту выполнения средства 31, показанному на фиг. 38, 39 и 40, манипуляторное средство содержит антиадгезионное средство для полного или частичного уменьшения склеивания между полимерной дозой D и внутренней поверхностью 32b, с которой доза D приходит в соприкосновение.
Средство 31 содержит изогнутую стенку 32, открытую с одной стороны, внутренняя поверхность которой задает контактную поверхность 32b. Нижняя концевая часть 33 стенки 32 выполнена круговой и закрытой и имеет осевое сечение, которое слегка сужается вниз.
Средство 31 содержит дозировочное средство, предназначенное для образования зазора или слоя текучей среды, например, газа, вдоль внутренней поверхности 32b с целью полного или частичного уменьшения склеивания между полимерной дозой D и внутренней поверхностью.
В частности, изогнутая стенка 32 (включая ее нижнюю часть 33) является пористой для обеспечения прохождения через нее газа и дополнительно содержит вторую трубчатую стенку 320, которая находится снаружи и коаксиально с изогнутой стенкой 32, при этом нижний и верхний концы второй трубчатой стенки 320 соединены с изогнутой стенкой 32. Между двумя стенками 32 и 320 образована камера 34, которая окружает изогнутую пористую стенку 32 и проходит по всей ее длине или почти по ее полной длине, при этом указанная камера 32 соединена со средством 38 (изображено лишь частично на фиг. 40), предназначенное для подачи сжатого газа внутрь камеры 34, при этом газ выходит на контактной поверхности 32b.
Камера 34 разделена на верхнюю часть 34' и нижнюю часть 34”, питаемые соответственно через канал 35' и канал 35”, при этом каналы разделены для обеспечения подачи в две части камеры 34 текучих сред, имеющих различные параметры давления с целью обеспечения лучшего управления опусканием дозы D.
Отличные результаты были получены со стенкой 32, выполненной из пористого материала, имеющего указанные выше относительно передаточной камеры 50 параметры. Кроме того, аналогично указанному выше могут быть предусмотрены средства (не изображены на фигурах), предназначенные для теплового кондиционирования газа для понижения его температуры, с указанными выше признаками и результатами.
В качестве альтернативного решения, газ можно подавать к контактной поверхности 32b в виде потока, касательного к поверхности, так что образуется зазор, который приходит в контакт с поверхностью.
Зазор, заполненный текучей средой, между контактной поверхностью 32b манипуляторного средства 31 и полимерной дозой D создает указанные выше благоприятные действия, указанные относительно передаточной камеры 50.
На фиг. 41 и 42 показан альтернативный вариант выполнения антиадгезионного средства для полного или частичного уменьшения склеивания между дозой D и внутренней поверхностью 32b манипуляторного средства 31. Манипуляторное средство 31 и, в частности, внутренняя поверхность 32b вибрируют с величинами частоты, обеспечивающими исключение или, по меньшей мере, частичное уменьшение действия макроскопического склеивания между дозой D и внутренней поверхностью. А именно, в варианте выполнения, показанном на фиг. 41 и 42, на наружную поверхность манипуляторного средства 31 воздействует создающее колебания средство 55, предназначенное для приведения в колебания изогнутой стенки 32 с частотами, предотвращающими или, по меньшей мере, уменьшающими действие склеивания между дозой D и внутренней поверхностью 32b.
В качестве альтернативного решения, для полного или частичного уменьшения действия склеивания между полимерной дозой D и внутренней поверхностью 32b манипуляторного средства 31 предусмотрен тонкий слой покрытия, который расположен на внутренней поверхности изогнутой стенки 32, при этом указанный тонкий слой выполнен с антиадгезионными свойствами относительно дозы D, например, PTFE (Teflon ®), наружная поверхность которого образует указанную контактную поверхность с дозой.
На фиг. 65-70 показано устройство, содержащее дозировочное средство 10, предназначенное для выдачи пластмассовых доз из дозировочного выхода или порта 11, расположенного в нижнем положении, т.е. на нижней поверхности 12 дозировочного средства 10.
Пластмассу сначала нагревают до подходящей температуры для перевода пластмассы в более или менее вязкое жидкое состояние, так что она приобретает достаточную мобильность, например, до температуры около 300°С в случае полиэтилентерефталата (РЕТ). Затем пластмассу под действием давления подают по каналу 130 внутрь дозировочного средства 10, которое подает ее к дозировочному выходу 11.
Кроме того, дозировочное средство 10 содержит заслонку 14, предназначенную для отделения некоторого количества материала, которое задает дозу D, от выходного конца экструдированного тела М вязкого жидкого материала, выдаваемого по каналу 130.
В частности, согласно варианту выполнения, показанному на фиг. 65-70, заслонка 14 имеет вид подвижной в вертикальном направлении поршневой вставки внутри цилиндрической и вертикальной полости 150, которая заканчивается на нижней поверхности 12, нижний конец которой задает дозировочный выход или порт 11. Канал 130 заканчивается в полости 150 в точке 131, расположенной как раз перед выходом 11. Заслонка 14 обычно расположена над точкой 131 для обеспечения выхода потока материала из точки 131 и опускания через нижнюю часть полости 150. За счет перемещения заслонки 14 вниз за точку 131 прерывается экструдированное тело М и от него отделяется конечная концевая часть, которая образует дозу, подлежащую вводу в полость.
Показанная на фигурах матрица 21 работает с помощью формовочного устройства и предназначена для формования заготовок, подходящих для последующего изготовления, обычно посредством формования раздувом, бутылок из термопластичного полимера (в частности, полиэтилентерефталата). Эти заготовки содержат горлышко, имеющее конечную форму, предусмотренную в бутылке, и полое тело, предназначенное, во время фазы изготовления бутылки, для формирования корпуса бутылки. В этом случае матрица образована вогнутой нижней частью 210 и верхней частью 220 со сквозной полостью. Нижняя часть 210 имеет по существу цилиндрическую вогнутую и гладкую поверхность 211, которая придает форму наружной поверхности полого тела заготовки, в то время как верхняя часть 220 имеет сложные поверхности 221, которые придают форму наружной поверхности горлышка. Поскольку горлышко снабжено радиальными выступами, то указанная верхняя часть 220 разделена, по меньшей мере, на две половины (в показанном случае их две), предназначенные для поперечного перемещения друг от друга для освобождения заготовки. Две вогнутые поверхности 211 и 221 образуют полость матрицы 21.
Очевидно, что изобретение можно использовать также с матрицами, в которых полость имеет другую форму, например, если отсутствует указанная верхняя часть 220, а нижняя часть 210 имеет более простую форму.
Матрицу несет тело 25, которое обычно приводится в движение формовочной каруселью (не изображена на фигурах), содержащей множество непрерывно движущихся матриц. Тело 25 и соответствующая матрица могут соединяться с каруселью или отсоединятся от нее и перемещаться с помощью карусели во время некоторых фаз рабочего цикла, а в других фазах они могут отсоединяться от карусели; в последнем случае матрицы переносятся челноками.
Предусмотрено вводящее средство 300, имеющее проходной канал 310 для доз, который имеет трубчатую форму и снабжен входом 310а на верхнем конце и выходом 310b на нижнем конце.
Проходной канал 310 предназначен для соединения на своем входе 310а с дозировочным выходом 11 дозировочного устройства 10. В частности, в варианте выполнения, показанном на фиг. 65, верхний конец канала 310 закреплен на нижнем основании дозировочного средства 10 и дозировочный выход 11 согласован с входом 310а.
Нижняя часть 311 канала 310, на котором расположен выход 310b, предназначена для введения в полость на значительную часть осевой длины полости. Указанная часть 311 может занимать почти всю осевую длину канала 310.
Используемый способ предусматривает введение проходного канала вместе с выходом 11 дозировочного средства 10, по меньшей мере, нижней концевой частью в полость на значительную часть осевой длины проходного канала, и через него доза опускается и в конечном итоге попадает внутрь полости через выход проходного канала.
На фиг. 66-70 показана последовательность фаз, выполняемых в показанном на фиг. 65 устройстве, при введении дозы в полость матрицы согласно первому варианту выполнения.
Сначала проходной канал 310 подводится к полости матрицы, так что оси проходного канала 310 и полости матрицы по существу совпадают (см. фиг. 66). Затем матрица и дозировочное средство 10 вертикально перемещаются относительно друг друга, так что нижняя часть 311 проходного канала 310 располагается в полости матрицы (см. фиг. 67, 68 и 69).
В показанном примере дозировочное средство 10 удерживается на постоянном уровне, в то время как лишь матрица перемещается вертикально. В качестве альтернативного решения, можно вертикально перемещать дозировочное средство 10 или же можно перемещать оба компонента.
Экструдированное тело М продвигается вдоль канала 130 (см. фиг. 66), а затем также вдоль нижней концевой части вертикальной полости 150 и наконец вдоль проходного канала 310 (см. фиг. 67). Затем часть экструдированного тела М, расположенная ниже точки 131, достигает заданной длины, заслонка 14 опускается вниз, которая перехватывает экструдированное тело М, отделяя его нижнюю концевую часть, которая задает пластмассовую дозу D (см. фиг. 68).
Затем (см. фиг. 69) материал опускается вдоль канала 310, пока не достигнет его выхода 310b. В этой точке во время выхода дозы D из выхода 310b канала 310 канал удаляется из полости матрицы с помощью перемещения, по существу одинакового, но противоположного перемещению опускания дозы D относительно канала (см. фиг. 70). В конечном итоге канал полностью извлекается из полости матрицы, возвращаясь в исходное положение указанного цикла (см. фиг. 66).
Таким образом, можно видеть, что доза D протекает по проходному каналу 310 к дну полости матрицы без соприкосновения с боковой поверхностью полости, что является действительно желательным.
Чем ближе выход канала 310 приближается к дну полости матрицы, тем меньше опасность соприкосновения дозы D с боковой стенкой, и дополнительно к этому доза занимает внутри полости более правильное положение.
Однако если желательно уменьшить относительный вертикальный ход между группой, образованной дозировочным средством 10 и вводящим средством 300, и матрицей, то можно уменьшить длину нижней части 311, вводимой в полость матрицы.
В таком случае эта длина изменяется в соответствии с различными факторами, например, в соответствии с геометрией полости матрицы; чем больше отношение между диаметром и осевой длиной, тем меньше может быть длина части 311. Указанная длина может изменяться в соответствии с условиями перемещения матрицы. Если матрица неподвижна или не подвержена заметным центробежным силам, то длина нижней части 311 может быть меньше.
В общем случае доза D должна иметь поперечное сечение, которое возможно ближе к поперечному сечению полости матрицы. В результате проходная часть канала 310 может быть возможно ближе к проходному сечению полости матрицы, с учетом механической стойкости, которую должна иметь стенка канала 310. Тем не менее, должен быть просвет, поскольку эта стенка проходит вдоль осевой поверхности полости матрицы без соприкосновения с ней, и дополнительно к этому необходимо создавать зазор между стенкой и поверхностью полости, который обеспечивает выход воздуха, вводимого в матрицу.
В варианте выполнения, показанном на фиг. 66-70, доза D после отделения от материала, выходящего из канала 130 с помощью заслонки 14, опускается по каналу 310 под действием силы тяжести.
Опускание дозы D может быть принудительным посредством ввода сжатой текучей среды в точке над дозой D, расположенной внутри проходного канала 310, для способствования опусканию и выходу дозы снаружи выхода 310b канала. Обычно текучая среда является газом, например, воздухом, но может быть другим газом, например, азотом, диоксидом углерода или другим газом.
В частности, заслонка 14 после отделения определенного количества материала, образующего дозу D, от нижнего конца экструдированного тела, выходящего из канала 130, дозирует сжатую текучую среду из своей нижней концевой поверхности, например, когда устройство находится в состоянии, показанном на фиг. 68.
Для этой цели в соответствии с решением, показанным на фиг. 71, заслонка 14 имеет головку 141, снабженную относительно тонкими сквозными отверстиями 142, и осевой канал, соединенный с источником (не изображен) сжатой текучей среды. В качестве альтернативного решения, то же действие и результат можно получить с помощью проходных отверстий различной формы или с помощью пористого материала, снабжаемого тем же источником.
В качестве альтернативного решения, в варианте выполнения, показанном на фиг. 72-76, опускание дозы D выполняется принудительно с помощью заслонки 14, которая действует в качестве поршня и толкает дозу вдоль канала 310.
Первая часть цикла ввода дозы (см. фиг. 72, 73 и 74) одинакова с первой частью цикла, раскрытого выше применительно к фиг. 66, 67 и 68. Канал 310 подводится к полости матрицы так, что оси канала 310 и полости матрицы по существу совпадают. Затем матрица и дозировочное средство 10 перемещаются вертикально относительно друг друга так, что нижняя часть 311 располагается в полости матрицы. В то же время материал продвигается по каналу 130 (см. фиг. 72), а затем также по проходному каналу 310 (см. фиг. 73). Затем опускается заслонка 14, которая прерывает материал, отделяя нижнюю концевую часть от экструдированного тела М, которая задает дозу D материала (см. фиг. 74).
Во второй части цикла заслонка опускается по каналу 310, толкая дозу D подобно поршню вдоль канала D, пока доза D не дойдет до выхода 310b канала 310. Затем во время выхода дозы D из выхода 310b канала 310 канал 310 извлекается из полости матрицы с перемещением, которое по существу одинаково и противоположно перемещению опускания заслонки 14 и дозы D относительно канала 310 (см. фиг. 76). Наконец, проходной канал 310 полностью выводится наружу из полости матрицы, и заслонка 14 возвращается в исходное положение указанного выше цикла (см. фиг. 72).
Заслонка 14 может иметь чистовую обработку, покрытия и технические решения, которые предназначены для предотвращения склеивания с пластмассой.
Вариант выполнения, показанный на фиг. 77 и 78, отличается от предыдущих тем, что доза D протекает вдоль внутренней поверхности 320b трубчатой стенки 320' проходного канала 310 за счет того, что с помощью подходящего дозировочного средства образуется зазор, заполненный текучей средой, например, воздухом, диоксидом углерода, азотом или другим газом, вдоль внутренней поверхности 320b для полного или частичного уменьшения прилипания между дозой D и внутренней поверхностью. Согласно показанному варианту выполнения проходной канал 310 содержит внутреннюю трубчатую стенку 320', осевая полость которой задает проходную полость для дозы D, при этом стенка 320' является пористой для обеспечения прохождения текучей среды через стенку 320'. Канал 310 содержит вторую трубчатую стенку 330, которая расположена снаружи и коаксиально с пористой стенкой 320', при этом нижний конец второй трубчатой стенки 330 соединен с пористой стенкой 320', и верхнюю опору 370, имеющую петлевую полость 370а, которая окружает верхнюю концевую часть пористой стенки 320'. Между двумя стенками 320' и 330 и опорой 370 образован зазор, который задает камеру 340, которая окружает пористую трубчатую стенку 320' на 360° и проходит по всей ее длине или почти по всей длине. Камера 340 соединена со средством (не изображено), предназначенным для подачи сжатой текучей среды внутрь камеры 340 через вход 350, выполненный в опоре 370.
Сжатая текучая среда подается в камеру 340 во время опускания дозы D вдоль внутренней поверхности 320b. Текучая среда проходит через пористую стенку 320', создавая слой текучей среды, который оказывается расположенным между внутренней поверхностью 320b и наружной поверхностью дозы D. Этот слой текучей среды предотвращает контакт между дозой D и стенкой 320' или же, по меньшей мере, уменьшает продолжительность и размер зон контакта, что уменьшает действие макроскопического склеивания между дозой D и стенкой 320', обеспечивая эффективное и предпочтительное стекание вниз дозы D.
Отличные результаты были получены за счет выполнения стенки 320' из пористого материала, поры которого имеют диаметр между 5·10-3 мм и 20·0-3 мм, и подачи текучей среды с давлением между 0,5 и 1 бар в камеру 340.
В качестве альтернативного решения, текучую среду можно подавать внутрь проходного канала 310 в потоке, который проходит непосредственно по касательной к внутренней поверхности 320', так что образуется слой, который приходит в контакт с поверхностью 320'.
В то же время этот слой текучей среды создает также эффективный теплообмен с массой стенки 320' и с наружной поверхностью дозы D, который можно предпочтительно использовать для способствования протеканию дозы. В частности, можно предусмотреть средства (не изображены) для кондиционирования температуры текучей среды, так что она при прохождении через стенку 320' понижает затем как температуру наружной поверхности дозы D, так и температуру внутренней поверхности 320b проходного канала 310. Понижение температуры поверхности дозы увеличивает ее вязкость и тем самым уменьшает ее склеивание со стенкой 320'. Это благоприятное действие усиливается при понижении температуры стенки 320'.
Эту температуру регулируют так, чтобы предотвращать чрезмерное, хотя и локальное, охлаждение дозы D, вызывающее микрокристаллизацию материала или появление зародышей неоднородностей в материале.
Текучая среда, которая подается внутрь канала 310, частично эвакуируется вверх по каналу и частично проходит ко дну полости и эвакуируется отсюда вверх по тонкому зазору, который образуется между наружной поверхностью канала 310 и поверхностью полости.
На фиг. 79-83 показана последовательность фаз, выполняемых средством, показанным на фиг. 77 и 78, для ввода полимерной дозы D в полость матрицы.
Вводящее средство 300 сначала подводится к полости матрицы так, что по существу совпадают ось полости и ось проходного канала 310 (см. фиг. 79 и 80). Затем перемещаются матрица и дозировочное средство вертикально относительно друг друга так, что проходной канал 310 располагается в полости матрицы (см. фиг. 81 и 82).
В показанном примере дозировочное средство 10 удерживается на постоянном уровне, в то время как лишь матрица перемещается вертикально. В качестве альтернативного решения, можно вертикально перемещать дозировочное средство 10 или оба компонента. В то же время экструдированное тело М проходит по каналу 130, затем также через нижнюю концевую часть вертикальной полости 150 и наконец вдоль трубчатой стенки 310 (см. фиг. 80). Когда часть экструдированного тела М, расположенная ниже точки 131, достигает заданной длины, то опускается заслонка 14, которая перехватывает экструдированное тело М, отделяя его нижнюю концевую часть, которая задает пластмассовую дозу D (см. фиг. 81). Затем (см. фиг. 82) пластмасса опускается вдоль проходного канала 310, пока не достигнет выхода 310b канала. В этой точке, во время выхода полимерной дозой D из выхода 310b, проходной канал 310 удаляется из полости матрицы с помощью перемещения, которое по существу одинаково и противоположно направлено движению опускания полимерной дозы D относительно трубчатой стенки (см. фиг. 83).
Таким образом, проходной канал 310 полностью выводится наружу полости матрицы, возвращаясь в исходное положение указанного выше цикла (см. фиг. 79).
Таким образом, полимерная доза D протекает по проходному каналу 310 до дна полости матрицы без соприкосновения с боковой поверхностью полости, что является действительно желаемым.
Вариант выполнения, показанный на фиг. 84, отличается от предыдущего варианта выполнения присутствием нескольких антиадгезионных средств, предназначенных для облегчения протекания полимерной дозы D по каналу 310.
Проходной канал 310 и, в частности, его внутренняя поверхность 320b вибрирует с частотой, предотвращающей или, по меньшей мере, уменьшающей действие склеивания между дозой и внутренней поверхностью 320b. Было действительно установлено, что при подходящих величинах вибрации, даже если материал липкий, даже если материал создает точки склеивания на микроскопическом уровне, эти точки склеивания имеют очень малую протяженность и остаются в течение экстремально короткого времени, так что удельная сила склеивания между материалом и стенкой канала 310 является относительно очень небольшой. Кроме того, можно предположить в качестве гипотезы, что вибрация создает систему волн давления, которая действует как сжатый воздух, расположенный между контактной поверхностью и дозой аналогично сжатому воздуху. В результате на макроскопическом уровне резко уменьшается склеивание между каналом 310 и дозой D, так что доза протекает по каналу почти без трения.
А именно, в варианте выполнения, показанном на фиг. 84, на верхний конец канала 310 воздействует создающее колебания средство 55, предназначенное для приведения в колебания канала 310 с величинами частоты, предотвращающими или, по меньшей мере, уменьшающими, как указывалось выше, действие склеивания между дозой и внутренней поверхностью. Отличные результаты были получены с помощью вибраций, действующих в плоскости, перпендикулярной вертикальной оси канала 310 при частоте 300 импульсов в секунду в случае дозы полиэтилентерефталата.
На фиг. 85-89 показана последовательность фаз, выполняемых устройством, показанным на фиг. 84, во время ввода дозы D в полость матрицы.
Сначала проходной канал подводят к полости матрицы, так что оси проходного канала 310 и полости матрицы по существу совпадают (см. фиг. 85 и 86). Затем матрица и дозировочное средство 10 перемещаются вертикально относительно друг друга, так что нижняя часть проходного канала 310 вводится в матрицу (см. фиг. 87 и 88). При этом дозировочное средство 10 удерживается на постоянном уровне, в то время как лишь матрица перемещается вертикально. Очевидно, что в качестве альтернативного решения, можно перемещать вертикально дозировочное средство 10 или оба компонента.
В то же время экструдированное тело М проходит по каналу 130, затем по нижней концевой части вертикальной полости 150 и наконец вдоль проходного канала 310 (см. фиг. 86). Когда часть экструдированного тела М, расположенная ниже точки 131, достигает заданной длины, то опускается заслонка 14, которая перехватывает экструдированное тело М, отделяя его нижнюю концевую часть, которая задает пластмассовую дозу D (см. фиг. 87).
Затем (см. фиг. 88) материал опускается вдоль трубчатой стенки 310, пока не достигнет выхода 310b канала. В этой точке, во время выхода дозы D из выхода 310b, проходной канал 310 удаляется из полости матрицы с помощью перемещения, которое по существу одинаково и противоположно направлению движения опускания дозы относительно проходного канала (см. фиг. 89).
Наконец, проходной канал 310 полностью выводится наружу полости матрицы, возвращаясь в исходное положение указанного выше цикла (см. фиг. 85).
Таким образом, доза D протекает по проходному каналу 310 до дна полости матрицы без соприкосновения с боковой поверхностью полости.
Опускание дозы D может быть принудительным посредством ввода сжатой текучей среды в точке выше дозы D, расположенной внутри трубчатой стенки 310 для облегчения опускания и эвакуации дозы снаружи выхода 310b проходного канала. Если предусмотрена указанная заслонка 14 для отделения количества материала, образующего дозу D, от нижнего конца экструдированного тела М, то заслонка 14 может быть выполнена так, чтобы подавать сжатый воздух на своей нижней концевой поверхности.
В частности, с помощью заслонки 14, после отделения количества материала, которое образует дозу D, от нижнего конца экструдированного тела М, выходящего из канала 130, подается сжатый воздух из ее нижней концевой поверхности. Например, когда устройство находится в состоянии, показанном на фиг. 87.
Поток воздуха, выдаваемый головкой заслонки 14, можно использовать лишь для удаления материала дозы D с головки.
На фиг. 90 показан другой вариант выполнения, который отличается от предыдущего варианта выполнения, поскольку в нем предусмотрено антиадгезионное средство другого типа, отличающееся от предшествующих средств, для облегчения протекания дозы D вдоль проходного канала 310.
В этом случае проходной канал 310 содержит тонкий слой внутреннего покрытия 371 из материала, имеющего антиадгезионные свойства относительно дозы D, например, из PTFE (Teflon ®), внутренняя поверхность которого образует контактную поверхность с дозой.
В то время как в вариантах выполнения, согласно фиг. 65 и 84, верхний конец проходного канала 310 закреплен непосредственно в контакте с нижней поверхностью 12 дозировочного средства 10, в варианте выполнения, показанном на фиг. 77, оставлено пространство 170 между входом 310а канала 310 и дозировочным выходом 11 дозировочного средства 10, который может оставаться открытым, хотя канал 310 и средство 10 удерживаются соединенными друг с другом.
Одной из функций этого пространства 170 является предотвращение в основном переноса тепла посредством проводимости между корпусом дозировочного средства 10 и каналом 310. Действительно, средство 10 необходимо поддерживать на относительно высокой температуре, поскольку подлежащая обработке пластмасса внутри него должна иметь относительно низкую вязкость. Таким образом, желательно теплоизолировать канал 310 относительно средства 10 для обеспечения относительно низкой температуры канала 310 для облегчения протекания дозы по каналу. Другой функцией пространства 170 является эвакуация наружу текучей среды, которая вводится внутрь канала 310 через пористую стенку 320', в частности, если эта текучая среда охлаждается для предотвращения чрезмерного понижения текучей средой температуры нижней части дозировочного средства 10, с которой текучая среда приходит в контакт.
Кроме того, это пространство 170 можно использовать для скольжения ножа (не изображен) параллельно нижней поверхности 12, который отделяет дозу D от материала, протекающего вдоль полости 150, в качестве альтернативы заслонке, показанной на фиг. 65 и 84.
Вариант выполнения, показанный на фиг. 91 и 92, отличается от предыдущих вариантов выполнения тем, что предусмотрено охлаждение канала 310 с целью полного или частичного уменьшения склеивания полимерной дозы D с внутренней поверхностью канала 310. За счет уменьшения температур контактной поверхности уменьшается температура полимерной дозы, по меньшей мере, на поверхности и таким образом увеличивается ее вязкость, что приводит к уменьшению склеивания пластмассы с контактной поверхностью.
Согласно показанному варианту выполнения проходной канал 310 содержит внутреннюю трубчатую стенку 420, осевая полость которой задает проходную полость для полимерной дозы D и внутренняя поверхность 320b которой задает контактную поверхность с полимерной дозой D. Трубчатая стенка 420 имеет канавку 440, выполненную на ее наружной боковой поверхности в виде двойной спирали, намотанной на наружную боковую поверхность трубчатой стенки 420, при этом указанная двойная спираль имеет два захода 450а и 450b, расположенные на верхнем конце стенки 420. Нижние концы двух спиралей соединены друг с другом через соединительный виток 460, расположенный на нижнем конце трубчатой стенки 420. Под указанным витком 460 имеется уплотнительная шайба 500.
Наконец, наружная боковая поверхность стенки 420 окружена тонкой и липкой наружной оболочкой 470, которая действует в качестве наружной стенки для канала 460 и для витка 460. Таким образом, образуется единый непрерывный канал с закрытым поперечным сечением, который выполнен в толще канала 310, который начинается от захода 450а (или 450b), опускается в виде спирали к концевому концу стенки 420, переходит в другую спираль через нижний виток 460, поднимается в виде спирали к верхнему концу стенки 420 и наконец выходит через заход 450b (или 450а).
Указанный канал соединен со средством (не изображено), предназначенным для подачи сжатой охлаждающей текучей среды вдоль канала с целью понижения до подходящей величины температуры трубчатой стенки 420. Охлаждающая текучая среда подается в непрерывный канал через вход 480 и выходит из канала через выход 490.
Вводящее средство 300 может быть связано с любым подходящим средством подачи полимерной дозы, которое отличается от дозировочного средства 10, показанного на фиг. 65-91, т.е. способным подавать отдельные полимерные дозы к вводящему средству 300 у входа трубчатой стенки 310. Например, такое подающее средство может состоять из второго передаточного или манипуляторного средства, так называемой «руки» показанного на фиг. 38-40 типа.
На фиг. 43 показан вариант выполнения второго передаточного средства 30 для передачи полимерных доз D, выдаваемых из дозировочного устройства 100, содержащего экструзионное средство 10 и неподвижный дозировочный выход или порт 11.
Дозировочный выход 11 выдает по существу в вертикальном направлении непрерывное экструдированное тело М (обычно имеющее круглое поперечное сечение) жидкой пластмассы, которое разделяется равномерным образом с образованием последовательности полимерных доз D заданной длины.
Дозировочное устройство 100 содержит также средство для разделения экструдированного тела М. В частности, как показано на фиг. 43 и 52-55, указанное средство содержит нож 13, связанный с экструзионным средством 11, вращающийся в поперечной плоскости относительно направления выдачи экструдированного тела М. Нож 13 снабжен режущей поверхностью или лезвием 13а, которое работает вблизи выхода 11 и разрезает экструдированное тело М, разделяя его тем самым в последовательность доз D, имеющих заданную длину и отделенных друг от друга.
Второе передаточное устройство 30 содержит множество передаточных или манипуляторных средств 31, которые непрерывно вращаются по круговому пути Р4, который, как показано на фиг. 43 и 44, пересекается с зоной выдачи пластмассового экструдированного тела М.
Как показано на фиг. 58, каждое передаточное средство 31 имеет изогнутую вогнутую стенку 32 с U-образным поперечным сечением, которая открыта с одной стороны и которая предназначена для контакта с полимерной дозой D через соответствующую внутреннюю контактную поверхность 32b. Вогнутая стенка 32 проходит в осевом направлении в соответствии с по существу вертикальной осью и имеет форму для задания канала, который открыт с одной стороны и способен направлять полимерную дозу D, облегчая ее прохождение в контакте с вогнутой поверхностью 32.
Кроме того, как показано на фиг. 52-58, для обеспечения правильного опускания полимерной дозы D каждое манипуляторное средство 31, известное как «рука», снабжено полой нижней концевой частью 33 в виде воронки, сужающейся вниз и открытой внизу.
Кроме того, второе передаточное устройство 30 имеет подвижное средство, предназначенное для последовательной работы манипуляторного средства 31, которое передает в поперечном направлении дозы D, выходящие из дозировочного выхода 11, и отпускает дозы D по одной внутри передаточных камер 50 первого передаточного устройства 40.
Указанное подвижное средство содержит круговую опору 36, которая, расположенная в горизонтальной плоскости, предназначена для вращения вокруг вертикального вала 361', имеющего неподвижную ось, синхронно с действием дозировочного устройства 100.
На периферии указанной вращающейся опоры 36 закреплено манипуляторное устройство 31, которое расположено открытой стороной поверхности 32b, повернутой по касательной, вперед относительно направления вращения.
При каждом полном обороте вращающейся опоры 36 вогнутая контактная поверхность 32b каждого манипуляторного средства 31 приходит в положение, которое почти коаксиально с дозировочным выходом 11, и соударяется с полимерной дозой D, удаляя ее из зоны выдачи непосредственно после отрезания дозы D с помощью ножа 13.
В частности, как показано на фиг. 52-55, круговой путь Р4 проходит в горизонтальной плоскости, расположенной под дозировочным выходом 11, так что верхний конец контактной поверхности 32b проходит на небольшом расстоянии от него, при этом между ними расположено лезвие 13а ножа 13.
Как показано на фиг. 52, расстояние, которое отделяет верхний конец поверхности 32b от дозировочного выхода 11, является достаточным для исключения его соударения с нижним концом пластмассового экструдированного тела М, которое после удаления полимерной дозы D продолжает выходить из выхода 11.
Передаточное устройство 30 содержит ограничительные средства 80, каждое из которых предназначено для закрывания, по меньшей мере, частично вогнутости контактной поверхности 32b манипуляторного средства 31, и приводные средства 85, предназначенные для перемещения указанных ограничительных средств 80, синхронно как с действием дозировочного устройства 100, так и с перемещением соответствующего манипуляторного средства 31.
Приводное средство 95 предназначено для работы так, что в части пути Р4, в которой каждое манипуляторное средство 31 приближается к дальнему положению, вогнутость контактной поверхности 32b открыта для обеспечения вхождения полимерной дозы D, в то время как вогнутость контактной поверхности 32b по существу закрыта в момент, когда полимерная доза D извлекается из дозировочного выхода 11.
Таким образом, несмотря на соударение с контактной поверхностью 32b и несмотря на толчок, оказываемый лезвием 13а ножа 13, полимерная доза D не может выступать наружу вогнутости движущегося вперед манипуляторного средства 31, поскольку полимерная доза D удерживается в горизонтальном направлении ограничительным средством 80.
Согласно первому варианту выполнения, показанному на фиг. 43 и 44, каждое ограничительное средство 80 (из которых на фиг. 43 и 44 показано для ясности лишь одно) содержит вогнутую часть 23 в виде дверцы, которая подвижна относительно соответствующего манипуляторного средства 31 и предназначена для закрывания вогнутости контактной поверхности 32b.
Как детально показано на фиг. 58, каждая вогнутая часть или дверца 23 содержит вогнутую поверхность 23b, имеющую U-образное поперечное сечение, открытое с одной стороны и проходящую в осевом направлении в соответствии с по существу вертикальной осью, при этом вогнутая поверхность 23b предназначена для закрывания вогнутости контактной поверхности 32b, для создания вместе с ней углубления, содержащего полимерную дозу D, имеющего, в частности, по существу эллиптическое поперечное сечение.
Дверца 23 закреплена на конце рычага 24, который поворачивается на вращающейся опоре 36 и может колебаться посредством поворота вокруг вертикальной оси 240 в горизонтальной плоскости между положением открывания и положением закрывания вогнутости соответствующего манипуляторного средства 31 под управлением приводного средства. Каждое приводное средство 85 соединено с вращающейся опорой 36 и соединено со свободным концом соответствующего совершающего колебания рычага 24.
Каждое приводное средство 85 имеет одну степень свободы относительно вращающейся опоры 36 и связано с управляющим элементом, который задает движение приводного средства 85 в соответствии с угловым положением вращающейся опоры 36 относительно неподвижной части устройства с целью однозначного задания движения соответствующей дверцы 23 во время каждого оборота опоры 36. Как показано на фиг. 43 и 44, управляющий элемент содержит фасонную пластину 88, которая лежит в горизонтальной плоскости над вращающейся опорой 36 с расположенными между ними колебательным рычагом 24 и приводным средством 85, при этом фасонная пластина 88 опирается на вертикальный вал 361', так что она остается неподвижной относительно неподвижной части устройства.
Каждое приводное средство 85 содержит качающийся рычаг 86, шарнирно соединенный с помощью по существу вертикальной оси 860 с вращающейся опорой 36, при этом качающийся рычаг 86 имеет первый конец, снабженный колесом 89, предназначенным для следования боковому профилю 88А фасонной пластины 88, которая действует в качестве кулачка, и второй конец, соединенный с колебательным рычагом 24 через соединительный стержень 87.
А именно, при рассматривании сверху, качающийся рычаг 86 является по существу V-образным телом, шарнирно закрепленным на вершине, которое имеет первую ветвь 86, которая лежит по существу в одной плоскости с соответствующим колебательным рычагом 24, и вторую ветвь 86b, которая лежит по существу в одной плоскости с кулачком 88. Соединительный стержень 87 лежит по существу в той же плоскости, что и колебательный рычаг 24 и ветвь 86а качающегося рычага 86, при этом соединительный стержень соединен с ними в соответствующих частях, имеющих меньшую толщину. Колесо 89 опирается на часть 86b качающегося рычага 86, так что он остается в одной плоскости с кулачком 88.
Наконец, каждое приводное средство 85 содержит пружину 85, которая за счет соединения качающегося рычага 86 с шарниром, закрепленным на вращающейся опоре 36, удерживает указанное колесо 89 в контакте с боковым профилем 88А кулачка 88.
Таким образом, для каждого углового положения вращающейся опоры 36 относительно кулачка 88 однозначно определяется положение приводного средства 85 и тем самым положение колебательного рычага 24 относительно опоры 36. В результате перемещение каждой дверцы 23 является функцией положения соответствующего манипуляторного средства 31 вдоль кругового пути в комбинации с движением опоры 36.
Работа второго передаточного устройства 30 для передачи полимерных доз D от дозировочного устройства 100 к пресс-формам 21 формовочного устройства 20 происходит в соответствии с фазами, раскрываемыми ниже и показанными на фиг. 43, 44, 45-48, 49-51 и 52-57.
На фиг. 44 схематично показаны все манипуляторные средства 31 второго передаточного устройства 30 и для каждого манипуляторного средства 31 показано соответствующее ограничительное средство 80 с дверцей 23 в правильном соответствующем положении.
На фиг. 45-48 и 52-57 показана последовательность различных рабочих фаз двух манипуляторных средств 31, при этом одно манипуляторное средство 31 находится в заднем положении с соответствующим ограничительным средством в удаленном положении, а другое манипуляторное средство находится в переднем положении с соответствующим ограничительным средством 80, втянутым лишь частично для большей ясности, дверца 23 которого упирается в закрытом положении. Кроме того, на фиг. 45-48 и 52-57 показаны пунктирными линиями и схематично передаточные камеры 50 ниже первого передаточного устройства 40.
Дозировочный выход 11 не показан, но показано в разрезе лишь экструдированное тело М, которое выходит из выхода 11.
Как показано на фиг. 45 и 52, рабочий цикл устройства, как обычно, начинается сразу же после прохождения манипуляторного средства 31 в переднем положении зоны выдачи пластмассового экструдированного тела М и удаления полимерной дозы D, которая заключается в углубление, образованное манипуляторным средством 31 и дверцей 23, т.е. в закрытом положении.
С этого момента манипуляторное средство в заднем положении начинает приближаться к положению удаления полимерной дозы D и поэтому, как показано на фиг. 45, дверца 23 переводится соответствующим колебательным рычагом 24 в открытое положение для открывания полости контактной поверхности 32b.
В этом положении дверца 23 находится на радиальном расстоянии от оси вращения вращающейся опоры 36, которое меньше радиального расстояния между указанной осью и пластмассовым экструдированным телом М, выходящим из дозировочного выхода 11.
В первой рабочей фазе, показанной на фиг. 46 и 53, за счет поворота вращающейся опоры 36 дверца 23 постепенно проходит за дозировочный выход 11 без создания помех пластмассовому экструдированному телу М, выходящему из дозировочного выхода 11, в то время как соответствующее манипуляторное средство 31 все еще находится в заднем положении относительно дальнего положения.
Во время второй рабочей фазы, показанной на фиг. 47 и 54, за счет поворота колебательного рычага 24 в направлении закрытого положения, т.е. в направлении, противоположном направлению вращения вращающейся опоры 36, дверца 23 постепенно приближается к дозировочному выходу 11 и к соответствующему манипуляторному средству 31, пока дверца 23 по существу не закрывает полость контактной поверхности 32b, когда манипуляторное средство 31 одновременно приближается к положению удаления, как показано на фиг. 48.
В частности, во время первой фазы поворот колебательного рычага 23 создает постепенное перемещение дверцы 23 от оси вращения вращающейся опоры 36, пока дверца 23 не будет расположена вдоль пути Р4 манипуляторного средства 31 по потоку ниже дозировочного выхода 11.
Как показано на фиг. 49-51, синхронно с перемещением дверцы 23 и манипуляторного средства 31 происходит разрезание пластмассового экструдированного тела М ножом 13.
В частности, когда манипуляторное средство 31 находится вблизи положения удаления, нож 13 поворачивается с очень быстрым движением вокруг своей оси вращения, так что лезвие 13а разрезает пластмассовое экструдированное тело М, отделяя от него дозу D. Указанное разрезание заканчивается в момент непосредственно перед соударением между контактной поверхностью 32b манипуляторного средства 31 и полимерной дозой D, которая уже находится внутри полости поверхности 32b, по существу закрытой дверцей 23, как показано на фиг. 51.
Начиная с этого момента, как показано на фиг. 55-57, полимерная доза D толкается контактной поверхностью 32b с горизонтальным перемещением и одновременно также перемещается вниз под действием силы тяжести, пока доза D не выйдет из манипуляторного средства 31.
Опускание полимерной дозы D происходит во время прохождения манипуляторного средства 31 по части Т2 кругового пути Р4 для передачи внутрь расположенной внизу передаточной камеры 50.
Как показано на фиг. 44, 56 и 57, вдоль части Т2 дверцы 23 продолжают закрывать вогнутость контактной поверхности 32b манипуляторного средства 31.
В конце указанной части Т2, после передачи дозы D в расположенную внизу камеру 50, колебательный рычаг 24 поворачивается в направлении положения открывания с целью постепенного перемещения дверцы 23 от манипуляторного средства 31, пока дверца 23 не расположится снова в первоначальном положении для удаления новой полимерной дозы D.
На фиг. 59 показан вариант выполнения манипуляторного средства 31 и соответствующего ограничительного средства 80, в котором предусмотрено средство, которое предназначено для образования зазора, заполненного текучей средой, вдоль контактных поверхностей указанных средств для полного или частичного уменьшения действия склеивания между полимерной дозой и указанными поверхностями и для обеспечения протекания полимерной дозы быстро и равномерно.
Манипуляторное средство 31 по существу содержит верхнюю часть 360 и нижнюю часть 366, которые коаксиальны друг с другом. Верхняя часть 360 имеет открытую изогнутую стенку 361, внутренняя поверхность которой задает контактную поверхность 32b с полимерной дозой D.
Дверца 23 ограничительного средства 80 содержит вторую стенку 230, внутренняя поверхность которой задает поверхность 23b дверцы 23, предназначенную для прихождения в контакт с полимерной дозой D. Изогнутая стенка 361 является пористой для обеспечения прохождения через нее текучей среды. Кроме того, предусмотрена наружная трубчатая стенка 362, которая коаксиальна и соединена вдоль концевых кромок с изогнутой стенкой 361 с образованием закрытой камеры 363, которая окружает изогнутую пористую стенку 361 и проходит по всей ее длине или почти по всей длине. Вторая изогнутая стенка 230 также является пористой для обеспечения прохождения текучей среды через нее, и дополнительно к этому она соединена со второй трубчатой стенкой 231, которая коаксиальна и соединена вдоль концевых кромок со второй изогнутой стенкой 230 с образованием второй закрытой камеры 232, которая окружает изогнутую пористую стенку 230 и проходит по всей ее длине или почти по всей длине.
Нижняя часть 366 манипуляторного средства 31 содержит изогнутую стенку 367, имеющую поперечное сечение закрытого профиля и конически сужается вниз, задавая нижнюю воронкообразную часть, соответствующую нижней части 33, показанной на фиг. 58, предназначенную для направления полимерной дозы D при ее опускании. Изогнутая стенка 367 является пористой для обеспечения прохождения через нее текучей среды и соединена с третьей трубчатой стенкой 368, которая коаксиальна и соединена вдоль концевых кромок с изогнутой стенкой 367 с образованием закрытой петлевой камеры 369, которая окружает изогнутую пористую стенку 367 и проходит по всей ее длине или почти по всей длине.
Текучая среда или сжатый газ подается в разные камеры 363, 232, 369 с помощью каналов, которые не изображены. Текучая среда проходит через пористые стенки 361, 230, 367 и образует на контактных поверхностях зазор или слой газа, предназначенный для полного или частичного предотвращения склеивания с дозой D.
Согласно варианту выполнения, показанному на фиг. 59, нижняя часть 366 разделена на два последовательных сегмента, каждый из которых имеет соответствующую камеру 369, отделенную от другой аналогичной камеры 369. В эти камеры можно подавать текучие среды, имеющие различные физические признаки (давление, температуру) с целью лучшего управления опускания дозы D.
В качестве альтернативного решения, могут быть предусмотрены различные средства для полного или частичного уменьшения склеивания между полимерной дозой D и контактной поверхностью 32b каждого манипуляторного средства 31.
Указанные средства могут содержать тонкий покрывающий слой, расположенный для покрытия полости манипуляторного средства 31, из материала, имеющего антиадгезионные свойства относительно полимерной дозы D, например, из PTFE, поверхность которого задает указанную контактную поверхность 32b с полимерной дозой D.
Согласно одному частному варианту выполнения второго передаточного устройства 30, показанному на фиг. 60, с каждым манипуляторным средством 31 соединено ограничительное средство 80, содержащее пару дверец 37, шарнирно соединенных вертикальной осью с периферией контактной поверхности 32b и предназначенных для закрывания ее вогнутости, и средства, предназначенные для открывания и закрывания указанных дверец 37 синхронно с движением манипуляторного средства, так что вогнутость является открытой, когда поверхность 32b проходит под дозировочным выходом 11, и закрывается мгновенно после входа полимерной дозы D в вогнутость.
На фиг. 60 схематично показано устройство 30, манипуляторные средства 31 которого имеют указанные дверцы 37. Средство 31, расположенное в положении R1, находится в точке прохождения под дозировочным выходом 11, и дверцы 37 находятся в открытом положении. Средство 31, расположенное в следующем положении R2, имеет дверцы 37 уже закрытыми для заключения внутри себя полимерной дозы D. Средство 31, расположенное в следующем положении R3, также имеет дверцы 37 закрытыми и заключает внутри себя полимерную дозу D. Между положением R3 и положением R4 происходит опускание дозы D снаружи средства 31, и в последующих остальных положениях средство 31 удерживает дверцы 37 в закрытом положении.
Этот частный вариант выполнения используется, если имеется опасность того, что соударение полимерной дозы D с контактной поверхностью 32b создаст отдачу, которая опустит дозу D из вогнутости поверхности. В этом случае доза D остается тем не менее заключенной внутри вогнутости поверхности 32b.
Одна версия раскрытого варианта выполнения предусматривает использование лишь одной дверцы 37.
На фиг. 61 показан другой вариант выполнения устройства, содержащий дозировочное средство 100, например, экструзионное устройство, которое выдает экструдированную пластмассу по существу в вертикальном направлении. Пластмасса может выходить из дозировочного устройства 100 посредством прохождения сверху вниз. Устройство дополнительно содержит режущее средство, которое может быть снабжено единственным режущим элементом, например, ножом 13, установленным в опорном устройстве, которое может вращаться вокруг по существу вертикальной оси вращения. Таким образом, нож 13 вращается в поперечной плоскости и, в частности, по существу перпендикулярно направлению выхода пластмассы из дозировочного устройства 100.
Под экструзионным устройством 100 и ножом 13 расположено второе передаточное средство 30, содержащее передаточную карусель, которая может вращаться вокруг по существу вертикальной оси. Передаточная карусель содержит круговую опору 36, в периферийной зоне которой расположены передаточные средства или манипуляторные средства 31, содержащие соответствующие вогнутые элементы, имеющие U-образное поперечное сечение. Манипуляторные средства 31 могут быть указанного выше типа и могут быть снабжены антиадгезионным средством.
Когда передаточная карусель вращается, то манипуляторное средство 31 движется по петлевому пути и, в частности, по круговому пути. Направление вращения манипуляторного средства 31 по этому круговому пути не соответствует другому направлению вращения ножа 13. В примере, показанном на фиг. 61, передаточная карусель, на которой установлено манипуляторное средство 31, вращается по часовой стрелке, в то время как опорное устройство перемещает нож 13 против часовой стрелки.
Ниже второго передаточного устройства 30 расположено первое передаточное устройство 40, которое несет передаточные камеры 50, с помощью которых обеспечивается передача доз D в формовочное средство.
В одном варианте выполнения, который не изображен, первое передаточное устройство 40 может быть не предусмотрено. В этом случае манипуляторное средство 31 доставляет дозы D непосредственно к формовочному средству.
Устройство, показанное на фиг. 61, содержит упорные средства 180, противоположные передаточным или манипуляторным средствам 31, для взаимодействия с дозами D. Упорное средство 180 содержит упорный элемент 81, на котором выполнена вогнутая часть или поверхность 81b, имеющая U-образное поперечное сечение, открытое на одной стороне, и проходящая в осевом направлении в соответствии с по существу вертикальной осью. Вогнутая часть 81b обращена к вогнутой поверхности 32b передаточного средства 31, когда передаточное средство 31 находится вблизи дозировочного устройства 100.
Упорный элемент 81 приводится в возвратно-поступательное прямолинейное движение с помощью приводного средства 85, содержащего один или несколько линейных исполнительных механизмов 82, например, пневматического или гидравлического типа. В частности, упорный элемент 81 перемещается вдоль прямолинейной траектории, которая проходит по существу по касательной к круговому пути, по которому перемещается манипуляторное средство 31.
На фиг. 62-64 схематично показаны последовательные рабочие фазы устройства, показанного на фиг. 61.
В первоначальной фазе, показанной на фиг. 62, нож 13 посредством прохождения под дозировочным выходом 11 отделяет дозу D от пластмассового экструдированного тела М, выходящего из устройства. Как показано стрелкой F1, манипуляторное средство 31 приближается к дозе D для удаления дозы D из дозировочного устройства 100 и передачи дозы D в соответствующую передаточную камеру 50. Одновременно к дозе D приближается упорный элемент 81 с противоположной стороны относительно части, из которой приходит манипуляторное средство 31, как показано стрелкой G1. Верхний конец дозы D опирается на вогнутую часть 81b упорного элемента 81.
Таким образом, упорный элемент 81 действует в качестве упора относительно ножа 13, когда доза D отделяется от пластмассового экструдированного тела М, что обеспечивает правильное выполнение отрезания дозы D, исключая разрывание или вытягивание пластмассового экструдированного тела М. Кроме того, упорный элемент 81 ограничивает сдвигание дозы D и предотвращает ее перемещение от манипуляторного средства 31. Если упорный элемент 81 отсутствует, то доза D за счет своей большой вязкости может прилипать к ножу 13 и протягиваться ножом далеко от манипуляторного средства 31. Действительно, нож 13 вращается в направлении, не соответствующем направлению вращения передаточной карусели, и, как показано стрелкой Н1, имеет тенденцию протягивать дозу D от манипуляторного средства 31, которое приходит под дозировочное устройство 100.
Когда манипуляторное средство 31 приходит в контакт с дозой D, как показано на фиг. 63, то вогнутая поверхность 32b манипуляторного средства 31 толкает дозу D в направлении стрелки F2, т.е. поперек направления выхода дозы D из экструзионного устройства 100. Таким образом, доза D извлекается с помощью манипуляторного средства 31 и перемещается от дозировочного устройства 100. В этой фазе, как показано стрелкой G2, упорный элемент 81 начинает оттягиваться назад относительно положения, показанного на фиг. 61, но все еще удерживается в контакте с дозой D. Таким образом, упорный элемент 81 предотвращает значительное удаление дозы D, которая получила удар от манипуляторного средства 31, от манипуляторного средства 31 за счет толчка, который оно оказало на дозу D. Если это произойдет, то доза D займет неправильное положение относительно манипуляторного средства 31, и в худшем случае манипуляторное средство 31 не сможет передать дозу D в передаточную камеру 50.
В то же время доза D опускается под действием силы тяжести по вогнутой поверхности 32b передаточного средства 31, пока доза D не отделится от упорного элемента 81. Доза D продолжает перемещаться вместе с манипуляторным средством 31, которое транспортирует дозу D к соответствующей передаточной камере 50, как показано стрелкой F3 на фиг. 64. Упорный элемент 81 перемещается с помощью исполнительного средства 85 с удалением от экструзионного устройства 100, как показано стрелкой G3.
Когда упорный элемент 81 достигает конечное положение своего хода, как показано на фиг. 64, то подвижное средство 85 снова перемещает упорный элемент 81 к дозировочному устройству 100, из которого выходит новая доза. Таким образом, повторяется указанный выше цикл, и извлекается новая доза с помощью подвижного средства, которое не изображено.
Упорный элемент 81 расположен между подвижным средством 31 и ножом 13. В частности, упорный элемент 81 расположен непосредственно под ножом 13 для обеспечения взаимодействия с дозой D, как только нож 13 начнет ее отрезать, и продолжения взаимодействия с дозой D, когда она, после отрезания, начнет опускаться к соответствующему передаточному средству 31.
Кроме того, упорный элемент 81 имеет высоту Н, измеренную вдоль направления выхода дозы D, которая довольно ограничена. За счет этого упорный элемент 81 взаимодействует лишь с верхней частью дозы D, что является тем не менее достаточным для обеспечения правильного отрезания дозы D и передачи в передаточное средство 31.
Раскрытое выше упорное средство 180 имеет особенно простую конструкцию, поскольку оно содержит лишь единственный упорный элемент 81, который можно перемещать с помощью линейного исполнительного механизма. Кроме того, упорный элемент 81 умеет довольно малую массу и может перемещаться быстро без создания чрезмерных сил или инерции.
На фиг. 93 показано формовочное устройство, которое содержит полость матрицы, включающую трубчатую стенку 410, внутренняя поверхность 410b которой полностью или частично задает полость матрицы.
Трубчатая стенка 410 может быть пористой для обеспечения прохождения через нее газа. Предусмотрено дозирующее газ средство, с помощью которого сжатый газ подается через пористую стенку 410 снаружи внутрь, так что газ выходит на контактной поверхности.
Согласно варианту выполнения, показанному на фиг. 93, матрица образована вогнутой нижней частью 210 и верхней частью 220 со сквозной полостью. Нижняя часть 210 имеет по существу цилиндрическую гладкую и вогнутую поверхность 410b, которая придает форму наружной поверхности полого тела заготовки, в то время как верхняя часть 220 имеет вогнутую поверхность 221, которая придает форму наружной поверхности горлышка. Поскольку оно снабжено радиальными выступами, то указанная верхняя часть 220 разделена, по меньшей мере, на две половины (в показанном случае две половины), предназначенные для перемещения в поперечном направлении друг от друга для освобождения заготовки. Две вогнутые поверхности 410b и 221 образуют полость матрицы.
Нижняя часть 210 матрицы содержит внутреннюю трубчатую стенку, которая образует указанную пористую трубчатую стенку 410, внутренняя поверхность 410b которой задает трубчатую часть нижней части полости матрицы.
С другой стороны, нижний конец полости закрыт непористой вогнутой нижней пластиной 430.
Нижняя часть 210 матрицы содержит вторую трубчатую стенку 421, которая находится снаружи и коаксиально с трубчатой пористой стенкой 410, при этом верхний и нижний концы второй трубчатой стенки 421 соединены с трубчатой пористой стенкой 410. Между двумя стенками 410 и 421 образована камера 441, которая окружает пористую трубчатую стенку на 360° и проходит по всей ее длине или почти по всей длине, при этом камера соединена со средством (не изображено), предназначенным для подачи сжатого газа через вход 451 в камеру 441 и из нее через пористую стенку 410 внутрь трубчатой стенки 410.
Сжатый газ подается в камеру 441, в то время как полимерная доза D опускается вдоль внутренней поверхности 410b стенки 410. Газ проходит через пористую стенку 410 для образования зазора, заполненного газом, который становится расположенным между внутренней поверхностью 410b и наружной поверхностью полимерной дозы D.
Этот зазор или слой газа предотвращает контакт между полимерной дозой D и стенкой 410 или же, по меньшей мере уменьшает время и размер зон контакта, уменьшая тем самым действие макроскопического склеивания между полимерной дозой D и стенкой 410, способствуя эффективному стеканию вниз полимерной дозы D.
Отличные результаты были получены при выполнении стенки 410 из материала, поры которого имеют диаметр между 5·10-3 мм и 20·10-3 мм, и при подаче газа в камеру 441 с давлением 0,5-1 бар.
Кроме того, могут быть предусмотрены средства (не изображены) для теплового кондиционирования газа с целью понижения его температуры. В этом случае зазор, заполненный газом, образованный между внутренней поверхностью 410b и наружной поверхностью полимерной дозы D, обеспечивает также эффективный теплообмен с массой стенки 410 и с наружной поверхностью полимерной дозы D, который можно использовать для облегчения протекания полимерной дозы. Понижение температуры поверхности полимерной дозы приводит к увеличению ее вязкости и тем самым уменьшает склеивание со стенкой 410. этот благоприятный эффект дополнительно усиливается посредством понижения температуры стенки 410.
Эта температура регулируется так, чтобы предотвращать чрезмерное, хотя и локализованное, охлаждение полимерной дозы D, которое приводило бы к микрокристаллизации материала или, по меньшей мере, к появлению зародышей неоднородности в материале.
В качестве альтернативного решения, газ можно подавать внутрь трубчатой стенки 410 в виде потока, направленного по касательной к контактной поверхности 410b, так что образуется зазор, который соприкасается с поверхностью.
На фиг. 94 и 95 показано режущее средство, предназначенное для разрезания непрерывного пластмассового экструдированного тела М, выходящего из дозировочного выхода 11, с образованием доз D.
Режущее средство 70 содержит по существу плоскую стенку 71, на которой выполнен режущий профиль 73. Стенка 71 имеет гладкую поверхность 71b, которая приходит в контакт с пластмассой во время разрезания пластмассового экструдированного тела М. Режущее средство 70 содержит дозировочное средство, предназначенное для образования зазора или слоя газа вдоль контактной поверхности 71b для полного или частичного уменьшения действия склеивания между непрерывным пластмассовым экструдированным телом М и поверхностью 71b.
В частности, стенка 71 является пористой для обеспечения прохождения через нее текучей среды, и дополнительно к этому предусмотрено средство, предназначенное для подачи сжатого газа в камеру 74 и из нее через пористую стенку 71, так чтобы газ выходил на контактной поверхности 71b.
Отличные результаты были получены при выполнении стенки 71 из пористого материала, имеющего указанные выше признаки. Может быть предусмотрено средство (не изображено), предназначенное для теплового кондиционирования газа с целью понижения его температуры, с признаками и результатами, раскрытыми выше.
В качестве альтернативного решения, газ можно подавать к контактной поверхности 71b в виде потока, направленного по касательной к поверхности, так что образуется зазор, который соприкасается с поверхностью.
Хотя изобретение в случаях, в которых оно относится к передаче пластмассовых доз в полости пресс-форм, раскрыто в описании и на фигурах для передачи доз в матрицы, понятно, что изобретение может относиться также к случаям, в которых эти дозы необходимо располагать на верхнем конце формовочного штампа, который в этом случае расположен ниже соответствующей матрицы, обращен вверх и имеет непосредственно или опосредованно более или менее ярко выраженную полость, которая способна принимать дозу.
Понятно, что признаки, раскрытые в описании фигур со ссылкой на специальный вариант выполнения, могут относиться к любым другим раскрытым вариантам выполнения или же могут составлять отдельный предмет изобретения.
Изобретение относится к устройству для обработки дозированных количеств или доз текучего материала. Устройство содержит экструзионное устройство для экструзии дозы (D) пластмассы. Также формовочное средство для компрессионного формования дозы (D) и средство передачи дозы, перемещаемое вдоль петлевого пути (Р2), для передачи дозы (D) в формовочное средство. При этом устройство содержит другое передаточное средство, перемещаемое вдоль другого петлевого пути (Р4; Р5), для передачи дозы (D), отделенной от экструзионного устройства, в средство передачи пластмассовой дозы. Результатом изобретения является создание устройства, которое обеспечивает передачу дозированных количеств пластмассы в формовочные средства, а также правильное позиционирование изделий в рабочих средствах, которые имеют большой объем и сложную форму. 32 з.п. ф-лы, 95 ил.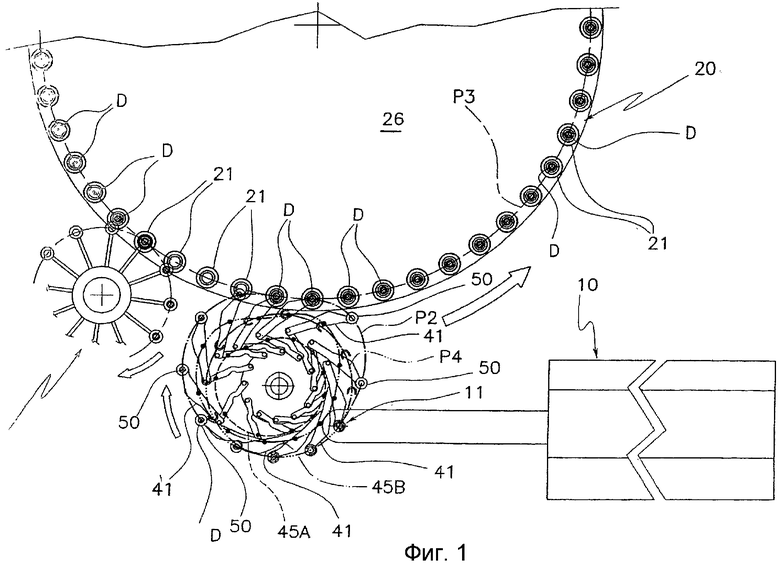
1. Устройство, содержащее
экструзионное устройство (10) для экструзии дозы (D) пластмассы;
формовочное средство (21, 27) для компрессионного формования дозы (D);
средство (50) передачи дозы, перемещаемое вдоль петлевого пути (Р2),
для передачи дозы (D) в формовочное средство (21, 27),
отличающееся тем, что оно содержит другое передаточное средство (16; 31), перемещаемое вдоль другого петлевого пути (Р4; Р5), для передачи дозы (D), отделенной от экструзионного устройства (10), в средство (50) передачи пластмассовой дозы.
2. Устройство по п.1, в котором формовочное средство (21; 27) установлено с возможностью перемещения по еще одному петлевому пути (Р3).
3. Устройство по п.1, в котором еще один петлевой путь (Р3) является круговым.
4. Устройство по п.1, в котором формовочное средство (21, 27) установлено на непрерывно вращаемой карусели (26).
5. Устройство по п.1, в котором формовочное средство (21, 27) содержит матрицу (21) и пуансон, взаимодействующие друг с другом для формования заготовок тары из доз (D).
6. Устройство по любому из пп.2 или 3, дополнительно содержащее множество рычажных средств (41), при этом каждое рычажное средство (41) соединено с соответствующим средством (50) передачи пластмассовой дозы для перемещения средства (50) передачи пластмассовой дозы по петлевому пути (Р2), так что петлевой путь (Р2) имеет одну часть (Т1), по существу совпадающую с другой частью еще одного петлевого пути (Р3).
7. Устройство по п.6, в котором рычажное средство (41) опирается на вращаемое опорное средство (46).
8. Устройство по п.7, в котором рычажное средство (41) выполнено с возможностью перемещения с двумя степенями свободы относительно опорного средства (46).
9. Устройство по п.7, в котором рычажное средство (41) выполнено с возможностью перемещения лишь с одной степенью свободы относительно опорного средства (46).
10. Устройство по п.7, в котором рычажное средство (41) содержит первое рычажное средство (41a), шарнирно соединенное со вторым рычажным средством (41b), при этом средство (50) передачи пластмассовой дозы связано со вторым рычажным средством (41b).
11. Устройство по п.10, по любому из пп.7-9, в котором рычажное средство (41) дополнительно шарнирно соединено с опорным средством (46).
12. Устройство по п.10, дополнительно содержащее первое исполнительное средство (45A), воздействующее на первое рычажное средство (41a), и второе исполнительное средство (45B), воздействующее на второе рычажное средство (41b), для перемещения средства (50) передачи пластмассовой дозы по петлевому пути (P2).
13. Устройство по п.12, в котором первое исполнительное средство содержит первое кулачковое средство (45A) и второе исполнительное средство содержит второе кулачковое средство (45B).
14. Устройство по п.10, дополнительно содержащее другое рычажное средство (42), шарнирно соединенное с опорным средством (46) и со вторым рычажным средством (41b) для образования шарнирного четырехстороннего средства для перемещения средства (50) передачи пластмассовой дозы.
15. Устройство по п.14, в котором шарнирное четырехстороннее средство приводится в действие с помощью единственного кулачка (45C).
16. Устройство по любому из пп.7 или 9, в котором рычажное средство (41) содержит множество рычагов (41d), каждый из которых имеет один конец, соединенный с опорным средством (46), а другой конец поддерживает средство (50) передачи пластмассовой дозы.
17. Устройство по п.16, в котором рычаги множества рычагов (45d) приводятся в действие с помощью единственного кулачка (45D).
18. Устройство по п.16, дополнительно содержащее направляющее средство (461), которое обеспечивает скольжение каждого рычага из множества рычагов (41d) относительно опорного средства (46).
19. Устройство по п.18, в котором направляющее средство содержит соответствующие втулки (461), внутри которых могут скользить рычаги множества рычагов (41d), при этом втулки (461) соединены с опорным средством (46).
20. Устройство по п.16, в котором каждый рычаг множества рычагов шарнирно соединен с опорным средством.
21. Устройство по п.6, в котором средство передачи пластмассовой дозы содержит множество удерживающих элементов (50), прикрепленных к соответствующим концам рычажного средства (41).
22. Устройство по п.21, в котором удерживающие элементы (50) имеют по существу трубчатую форму.
23. Устройство по п.21, в котором удерживающие элементы (50) имеют открытую по бокам вогнутую форму.
24. Устройство по п.1, в котором другой путь (P4; P5) является круговым.
25. Устройство по п.1, в котором другое средство (16; 31) передачи пластмассовой дозы установлено на другой непрерывно вращаемой карусели (15, 36).
26. Устройство по п.25, в котором другое средство (16; 31) передачи пластмассовой дозы содержит множество вогнутых элементов (31), соединенных с периферийной зоной другой карусели (36).
27. Устройство по п.25, в котором вогнутые элементы (31) имеют U-образное поперечное сечение.
28. Устройство по п.1, в котором другое средство (16; 31) передачи пластмассовой дозы содержит множество экструзионных выходов (16), соединенных с экструзионным устройством (10) соответствующими каналами (154).
29. Устройство по п.1, в котором экструзионное устройство (10) расположено в неподвижном положении.
30. Устройство по п.1, в котором другое средство (16; 31) передачи пластмассовой дозы и формовочное средство (21, 27) расположены на противоположных сторонах средства (50) передачи пластмассовой дозы.
31. Устройство по п.1, в котором средство (50) передачи пластмассовой дозы выполнено с возможностью перемещения в плоскости, которая расположена между первой плоскостью, в которой может перемещаться формовочное средство (21, 27), и второй плоскостью, в которой может перемещаться другое средство (16; 31) передачи пластмассовой дозы.
32. Устройство по п.31, в котором первая плоскость расположена ниже второй плоскости.
33. Устройство по п.1, в котором петлевой путь (Р2) имеет часть (T2; T5), по существу совпадающую с другой частью другого петлевого пути (P4; P5).
| US 5863571 A1, 26.01.1999 | |||
| US 6349838 A, 26.02.2002 | |||
| US 5088915 A, 18.02.1992 | |||
| DE 19654350 A1, 25.06.1998 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2151058C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЮБИКОВ | 1991 |
|
RU2021129C1 |

