Изобретение относится к электротехнической промышленности и может найти широкое применение в производстве источников света с зеркальным отражающим слоем на колбе.
Известен способ изготовления зеркальных источников света, включающий катодное нанесение зеркального слоя на внутреннюю рабочую поверхность колбы источника света, монтаж ножки (с телом накала или горелкой), заварку, откачку, наполнение, цоколевку (Антошкин Н.Ф., Салкин А.В., Харитонов А.В. Разрядные лампы высокого давления, Саранск: изд-во Морд. универ-та, 1992, с.17-20).
Основным из недостатков указанного способа является повышенное значение массы распыляемого металла и невозможность нанесения зеркального слоя на дуговые разрядные источники света низкого давления с люминофорным слоем на внутренней поверхности колбы-трубки.
Технический результат заключается в снижении энерго- и массозатрат при производстве зеркальных источников света, улучшении чистоты рабочего объема источника света и, как следствие, повышение надежности эксплуатационных характеристик источников света.
Сущность изобретения заключается в том, что в способе изготовления источников света, заключающемся в монтаже ножки, заварке, откачке, наполнении, цоколевке и напылении зеркального слоя, на внешнюю поверхность колбы наносят алюминиевый зеркальный слой методом ионно-плазменного напыления в рабочей камере в тлеющем разряде инертного газа при давлении (1-2)×10-6 мм рт.ст., токе 70-80 А, напряжении 40-50 В, времени напыления 5-10 мин. Площадь напыленного алюминиевого зеркального слоя на внешнюю поверхность колбы зависит от геометрических размеров колбы источников света при толщине 2,5-5,0 мкм в зависимости от времени напыления.
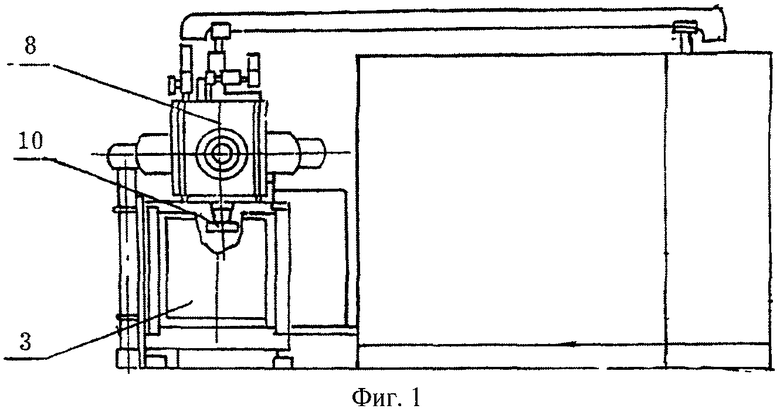
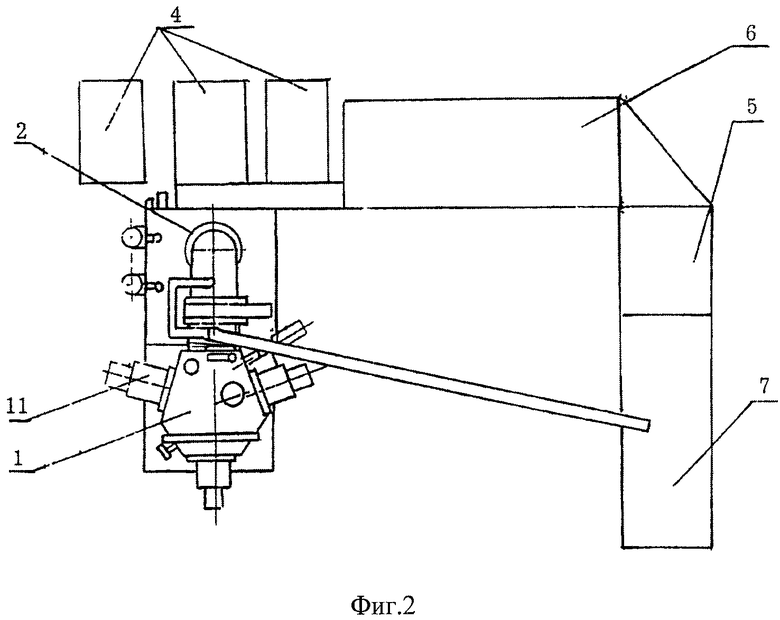
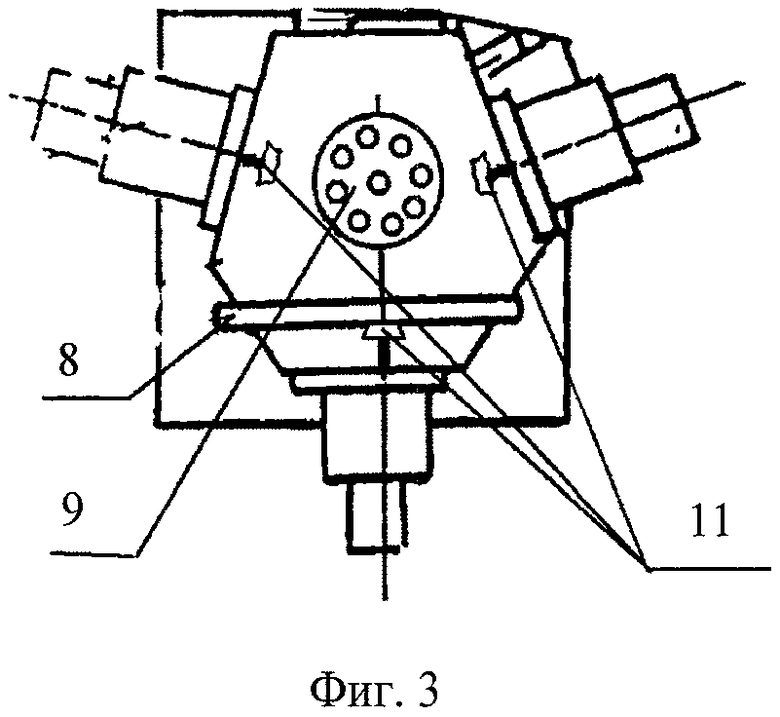
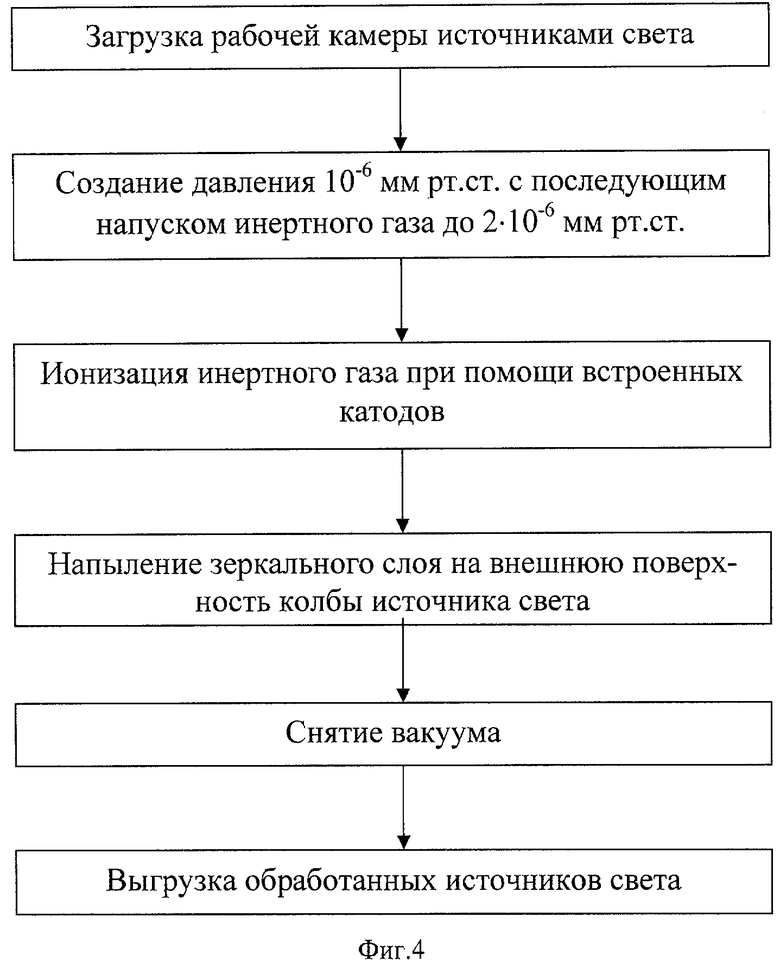
На фиг.1 и 2 представлены вид спереди и вид сверху экспериментальной установки, на фиг.3 - схема рабочей камеры экспериментальной установки, на фиг.4 - блок-схема технологического процесса ионно-плазменного напыления зеркального слоя.
В экспериментальной установке (фиг.1, 2) рабочая камера 1 и блок откачки 2 установлены на станине 3. Электропитание и управление установкой осуществляется через выпрямители 4 и шкафы управления 5, 6, 7. В камеру 1 через дверцу 8 на вращающийся столик 9 (фиг.3), соединенный с механизмом вращения 10, загружают формы с лампами. В рабочей камере установлены катоды 11 с алюминиевыми мишенями.
Напыление алюминиевого зеркального слоя осуществляют следующим образом. После загрузки лампы производится откачка воздуха из рабочей камеры 1 (фиг.3) с помощью блока откачки 2, при достижении в камере 1 давления примерно 10-6 мм рт.ст. производится напуск инертного газа аргона до давления 1·10-6 - 2·10-6 мм рт.ст. При подаче напряжения более 60 В на катоды 11 происходит термоэмиссия электронов, за счет которой ионизуются атомы аргона, находящиеся в объеме рабочей камеры. Образовавшиеся ионы инертного газа бомбардируют мишени из алюминия и образовавшиеся частицы алюминия перемещаются на подложку (где и размещаются лампы). При токе испарителя 70-80 А напыление алюминиевого зеркального слоя проводилось в течение 5, 7, 10 мин. Площадь напыленного алюминиевого зеркального слоя зависит от геометрических размеров колбы источника света при толщине слоя от 2,5-5 мкм в зависимости от времени напыления. По истечении указанного срока нанесения производится снятие вакуума, выгрузка форм с уже обработанными лампами через дверцу 8 (фиг.4). Полученный алюминиевый зеркальный слой имеет хорошую адгезию к стеклу колбы источника света, хорошо переносит легкие поверхностные повреждения, выдерживает без осыпания и растрескивания рабочую температуру колбы источника света в течение его срока службы.
Предложенный способ позволяет:
- уменьшить расход напыляемого материала примерно на 10%;
- дает возможность нанесения алюминиевого зеркального слоя на колбу дуговых разрядных источников света низкого давления (люминесцентные лампы);
- исключить применение, корректирующих форму слоя, травящих кислот (за счет применения соответствующей закрывающей оснастки в рабочей камере экспериментальной установки);
- получать различную геометрическую форму алюминиевого зеркального слоя в любом месте на колбе источника света;
- не меняет принятую технологию изготовления источников света;
- дает возможность автоматизировать процесс изготовления зеркальных источников света.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТОЧНИКОВ СВЕТА | 2008 |
|
RU2377689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫХ ИСТОЧНИКОВ СВЕТА | 1998 |
|
RU2160483C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕЛ НАКАЛА ДЛЯ ТЕПЛОВЫХ ИСТОЧНИКОВ СВЕТА | 1996 |
|
RU2101801C1 |
| Способ изготовления мощных газоразрядных источников света | 1979 |
|
SU855783A1 |
| Газоразрядная спектральная лампа и способ ее изготовления | 1983 |
|
SU1108534A1 |
| Способ изготовления люминесцентной лампы | 1988 |
|
SU1599913A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1980 |
|
SU905917A1 |
| Способ изготовления бесштангельных разрядных ламп с фольговыми токовводами | 1974 |
|
SU498660A1 |
| Способ изготовления окисной пленки холодного катода газового лазера в тлеющем разряде постоянного тока | 2019 |
|
RU2713915C1 |
| ЛАМПА НАКАЛИВАНИЯ | 1990 |
|
RU2011242C1 |
Изобретение относится к электротехнической промышленности и может найти широкое применение в производстве источников света с зеркальным отражающим слоем на колбе. Техническим результатом является снижение энерго- и массозатрат при производстве зеркальных источников света, улучшение чистоты рабочего объема источника света, повышение надежности. Способ включает монтаж ножки, заварку, откачку, наполнение, цоколевку. На внешнюю поверхность колбы наносят алюминиевый зеркальный слой методом ионно-плазменного напыления в рабочей камере в тлеющем разряде инертного газа при давлении (1-2)×10-6 мм рт.ст., токе 70-80 А, напряжении 40-50 В, времени напыления 5-10 мин. Площадь напыленного алюминиевого зеркального слоя на внешнюю поверхность колбы зависит от геометрических размеров колбы источников света при толщине 2,5-5,0 мкм в зависимости от времени напыления. 1 з.п. ф-лы, 4 ил.
1. Способ изготовления источников света, заключающийся в монтаже ножки, заварке, откачке, наполнении, цоколевке и напылении зеркального слоя, отличающийся тем, что на внешнюю поверхность колбы наносят алюминиевый зеркальный слой методом ионно-плазменного напыления в рабочей камере в тлеющем разряде инертного газа при давлении (1-2)·10-6 мм рт.ст., токе 70-80 А, напряжении 40-50 В, времени напыления 5-10 мин.
2. Способ изготовления источников света по п.1, отличающийся тем, что площадь напыленного алюминиевого зеркального слоя на внешнюю поверхность колбы зависит от геометрических размеров колбы источников света при толщине 2,5-5,0 мкм в зависимости от времени напыления.
| АНТОШКИН Н.Ф | |||
| и др | |||
| Разрядные лампы высокого давления | |||
| - Саранск: Мордовский университет, 1992, с.17-20 | |||
| ЛАМПА НАКАЛИВАНИЯ | 2004 |
|
RU2287204C2 |
| Устройство для нанесения зеркального покрытия на часть колбы ламп | 1985 |
|
SU1359820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТОЧНИКОВ СВЕТА | 2008 |
|
RU2377689C1 |
| US 4287231 A, 01.09.1981 | |||
| УСТРОЙСТВО РЕГУЛИРУЕМОЕ ДЛЯ АЭРОЗОЛЬНОЙ ОБРАБОТКИ ХИМРЕАГЕНТАМИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ГАЗОПРОВОДА | 2003 |
|
RU2234380C1 |

