ТЕХНИЧЕСКАЯ ОБЛАСТЬ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к кинематической системе для узла закрепления/прижатия заготовок, которые представляют собой листовой металл, нового поколения автоматических станков для загиба и формования листового металла.
Эта кинематическая система, пригодная для электрического управления и разработанная специально для этой цели, состоит из особой кинематической цепи прижимного узла, который зажимает листовой металл во время загиба и который в отличие от выпускающихся в настоящее время узлов преодолевает их основные недостатки.
Система в соответствии с изобретением может применяться в станках для загиба и формования листового металла, которые управляются электрически с помощью двигателей, которые приводят во вращение узел зажима листового металла, часто называемый пуансоном или прижимным узлом.
Эта система позволяет ограничить рабочий момент, необходимый для зажима листового металла, прижимаемого в пределах достаточных и ограниченных значений, даже если применяются дополнительные инструменты, располагающиеся между нажимным элементом и фиксированной противоположной балкой.
Данное изобретение может применяться в производственном секторе станков для загиба и формования листового металла и промышленных гибочных станков.
УРОВЕНЬ ТЕХНИКИ
Широко известно, что в промышленности, занимающейся производством изделий из листового металла, применяются станки для загиба и формования листового металла, которые позволяют осуществлять несколько изгибов в одном металлическом листе с возможностью регулировки и полностью автоматически. При этом получают готовые изделия, такие как, например, кожух вытяжки над плитой или полка.
Известно также, что станки для загиба и формования листового металла или станки для загиба листового металла обычно состоят из следующих частей:
- неподвижное основание для поддержки материала, например листового металла, который должен прессоваться;
- опорная рама для зажимного пресса;
- пуансон или прижимное устройство, являющееся частью пресса, и соответствующий контрпуансон или противоположная балка, которая служит для зажима материала во время загиба;
- один или более вспомогательные элементы для ручной или автоматической вставки, которые обычно называются вспомогательными инструментами, составляющими части пресса, предназначенные для расположения между пуансоном и соответствующим контрпуансоном или противоположной балкой, специально сконструированные и действующие как зажимные средства для материала в процессе загиба определенных заготовок;
- одна или более гибочные балки, которые могут перемещаться в направлении обрабатываемого материала;
- соответствующие кинематические системы, выполненные для перемещения балки или балок вдоль основания для формования листа, зажатого между пуансоном и контрпуансоном;
- соответствующие кинематические системы, выполненные для перемещения пуансонов, которые позволяют осуществлять зажим и высвобождение листового металла, что может осуществляться также в присутствии вспомогательных инструментов, обеспечивая прижимное усилие, которое всегда соответствует длине и толщине заготовки, которую требуется изгибать;
- средство перемещения листового металла или секции вблизи балок во время работы;
- преобразователи или датчики различных типов для управления процессом, которые соединяются с электронным блоком, управляющим всем процессом производства.
Гибочный станок известного типа, описанный выше и поставляющийся на рынок заявителем, содержит структуру, удерживающую балки, имеющую поперечное сечение в форме буквы "С", способную перемещаться в двух направлениях под прямыми углами друг к другу по отношению к неподвижному основанию, на котором крепится балка или балки.
Профиль изгиба, который можно получать на известных автоматических станках для загиба и формования листового металла, не является классическим фиксированным профилем в 90°, который можно получить на ручных гибочных станках. Одновременный контроль положения балки и давления, оказываемого на нее, позволяет получать радиальные профили.
Использование обычных балок, специализированных инструментов и штампов во время гибочного цикла также позволяет формовать специальные профили без необходимости непосредственного участия оператора, когда меняется длина или специальный инструмент.
В концепции традиционных конструкций балки удерживаются С-образной структурой, монтирующейся на основной раме, и узел содержит две балки: верхнюю балку для негативных изгибов (направленных вниз) и нижнюю балку для позитивных изгибов (направленных вверх).
Система контролирует размеры углов и толщину листового металла, устанавливая положение балок с помощью пропорциональных клапанов. Все перемещения осуществляются пропорциональными регулирующими гидравлическими цилиндрами. Специальный механизм гарантирует параллельность перемещений гибочного узла.
Пуансон, или верхний нажимной элемент, выполняется модульным для получения требующегося размера заготовки для обработки на станке и сокращающимся для того, чтобы можно было извлекать обработанный лист. Он монтируется на сварной структуре с четырьмя рычагами и крепится шарнирно на задней стороне основной рамы.
Благодаря действию соответствующих механизмов каждый сегмент можно легко освободить или изменить его положение, так как защелка предотвращает отделение сегмента от балки, удерживающей инструмент.
Движения С-образной структуры и верхнего инструмента осуществляются с помощью гидравлических цилиндров, но не электрических двигателей.
Положения цилиндров или электрических двигателей регулируются специальной системой (с использованием числового управления или аналогичного способа) таким образом, что обеспечивается самая высокая степень точности в течение всех этапов гибки.
Обычно гидравлические станки для загиба и формования листового металла, как и другие станки для гибки и формования листового металла, поступающие на рынок, оборудуются кинематической системой, которая определяет и регулирует движение узла держателя балки.
Эта структура может быть в отдельных случаях пятистороннего типа, т.е. состоит из закрытых кинематических цепей с пятью элементами, соединенными пятью кинематическими парами.
В гидравлических станках используется традиционный пятисторонний тип кинематической цепи для того, чтобы придать станку жесткость при кручении, и поэтому она не имеет специфических механических функций.
В патентной заявке РСТ/IТ2004/000581 данный заявитель изложил изобретенную им специальную кинематическую цепь с двумя степенями свободы, в настоящее время единственную, которая позволяет применять электрическое управление гибочными балками.
Этот же заявитель недавно предложил на рынке серию станков для гибки и формования листового металла, которые характеризуются наличием электрического управления осями гибки и пуансоном/прижимным устройством, другими словами, все оси, которые обеспечивают передачу момента и поглощают значительную энергию, воплощают изобретение, описанное выше.
Этот новый тип станков, заслуживший хорошие отзывы на рынке, отличается наличием следующих признаков:
- сниженным потреблением энергии (более чем на половину по сравнению с соответствующими гидравлическими станками);
- сниженным уровнем шума и меньшим воздействием на окружающую среду;
- более совершенным управлением осями прессования и изгиба, что приводит к лучшим результатам в отношении качества получаемых компонентов;
- улучшенной производительностью в отношении скорости и времени, требующегося на цикл, по сравнению со всеми другими станками, продающимися на рынке.
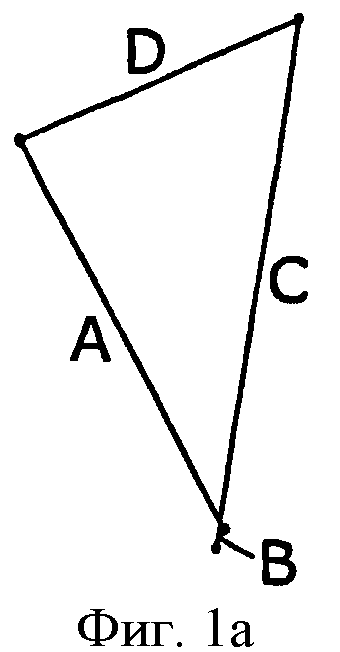
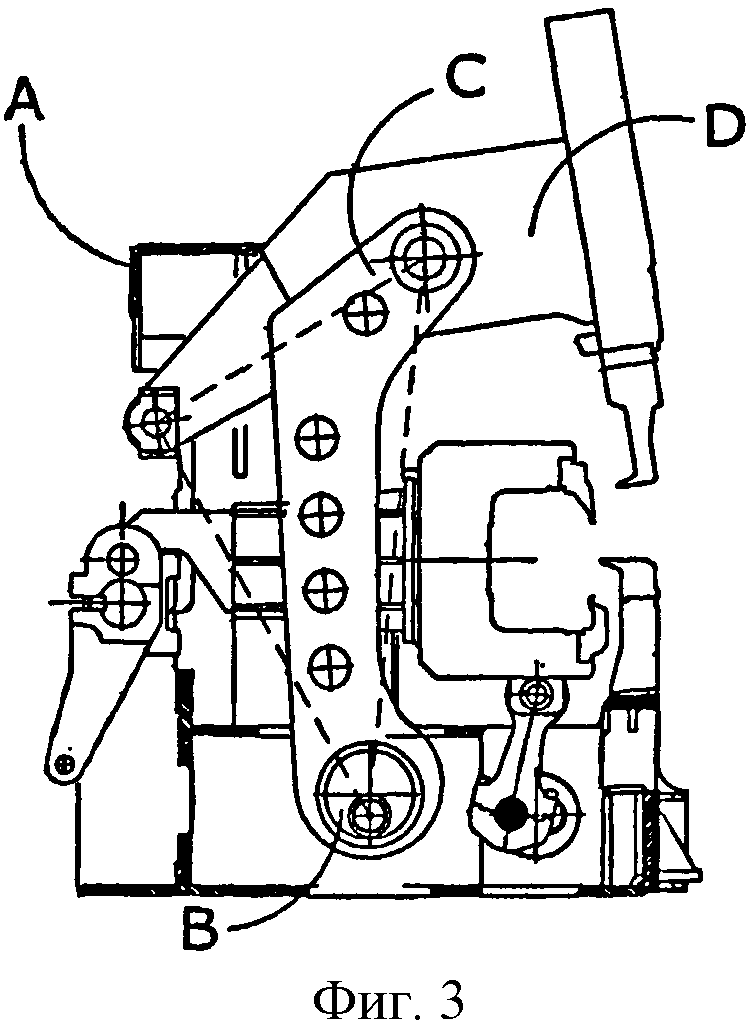
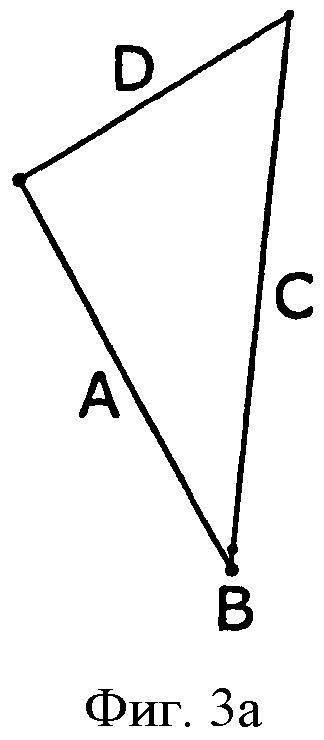
Кинематические конструкции для управления пуансоном/ прижимным устройством в выпускающихся в настоящее время станках показаны на фигурах 1а-3а, а на фигурах 1-3 показаны соответствующие станки, характеризующиеся применением механической конструкции, определяемой шарнирным четырехугольником.
Как можно видеть из этих чертежей, это кинематическая конструкция определяется как четыре штоковых соединения, которые действуют близко к одиночной конфигурации для того, чтобы обеспечить адекватную прижимную силу для кинематического применения получаемого момента.
На фигурах 1-3 показаны компоненты пуансонных станков, изготавливающихся в настоящее время со структурой четырех штоковых соединений. На этих трех фигурах, на которых показаны известные в уровне техники решения, А обозначает раму, В - ведущий кривошип, D - рычаг нажимного устройства и Е - вспомогательный инструмент.
На фигурах 1а, 2а и 3а показаны соответствующие кинематические схемы.
Кинематические конструкции для управления пуансоном/ прижимным устройством в станках этого типа имеют следующие недостатки:
- если станок используется со вспомогательными инструментами, располагающимися между пуансоном/ прижимным устройством и противопунсоном или противоположной балкой (и как в любой подобной ситуации), кинематическая система работает в неблагоприятных условиях, при которых действующие нажимные силы существенно снижаются и оказываются недостаточными (когда требуются максимальные усилия) для обеспечения стабильности всего листового металла, который должен обрабатываться на станке (см. чертеж кинематической системы);
- в форме графика, получаемого пользователями, определяются максимальные ограничения (по длине, толщине, типу материала) для использования вспомогательных инструментов, располагающихся между пуансоном/прижимным устройством и противопунсоном или противоположной балкой;
- эта кинематическая система в настоящее время накладывает ограничение на расширение диапазона (заготовки большей длины и толщины) выпускающихся станков для загиба и формования листового металла в связи с технической невозможностью получения большего момента; преодоление этих ограничений позволило бы осуществить постепенную замену гидравлических гибочных станков типа Express Bender (ЕВ) более современными и эффективными станками ЕВе всех выпускающихся размеров.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В этом изобретении предлагается кинематическая система для привода нажимных узлов станков для загиба и формования листового металла, которая способна устранить или уменьшить влияние тех недостатков, которые описаны выше и которые можно суммировать как снижение действующей нажимной силы, когда используется вспомогательный инструмент или когда заготовки, которые необходимо обрабатывать на станке, являются, в частности, имеющими значительную длину или толщину.
В изобретении, прежде всего, предлагается кинематическая система привода рабочих узлов в станках для загиба и формования листового металла новой конструкции, в которых предполагается применение серводвигателей и эпициклоидальных или сфероидальных редукторов, т.е. двигателей, которые обеспечивают высокий выходной момент (моментные электродвигатели или подобные им двигатели), для движений нажимного узла взамен традиционных гидравлических приводных устройств.
Серводвигатели и редукторы обеспечивают возможность достижения значительно большей производительности, чем гидравлические системы, в особенности в функции зажима в условиях вращения, типичных для операции прижатия.
Такое электрическое управление обеспечивают возможность приведения в движение прижимных узлов с помощью кинематической системы станка для загиба и формования листового металла, признаки которой раскрываются в основном пункте формулы изобретения.
В изобретении предлагается обеспечить номинальную нажимную силу как для обычного применения, так и для случая с использованием вспомогательных инструментов, располагающихся между пуансоном/прижимным устройством и контрпуансоном или противоположной балкой.
Кинематическая система для привода прижимного узла станка для загиба и формования листового металла в соответствии с настоящим изобретением позволяет существенно снизить величину момента, необходимую для прижима листового металла по сравнению с техническими решениями, которые используются в настоящее время.
Две степени свободы кинематической системы для привода прижимного узла станка для гибки и формования листового металла в соответствии с настоящим изобретением позволяют легко прижимать при ограниченном рабочем моменте элементы, имеющие значительную толщину (двойной толщины или более) с помощью одновременного использования последовательных осей.
Зависимые пункты формулы изобретения раскрывают преимущественные воплощения данного изобретения.
Основные преимущества этого решения включают, прежде всего, тот факт, что пуансон/прижимной узел станка для загиба и формования листового металла может развивать максимальное прижимное усилие как при обычном применении, так и при работе с введенными вспомогательными инструментами.
Другие преимущества относятся к тому факту, что оригинальный шарнирный механизм обладает двумя степенями свободы, которые могут активироваться независимо или одновременно.
Это обеспечивает исключительно быстрое открытие, осуществляющееся активированием обеих осей последовательно, добиваясь дополнительного сокращения времени цикла и соответствующего повышения производительности станка.
Становится также возможным использовать обе оси для прижима толстых элементов с последующим распределением давления (момента) на обе последовательные оси, которые в связи с этим могут быть меньшего размера, снижая стоимость производства станка.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества изобретения будут очевидны при рассмотрении следующего описания одного из его воплощений, представляющего собой не ограничивающий изобретение пример, с помощью прилагаемых чертежей:
на фигурах 1-3 представлены схематичные виды сбоку прессовочного станка обычного типа;
на фигурах 1а-3а представлены схематичные виды соответствующих функциональных схем;
на фигуре 4 представлен схематичный вид сбоку кинематической системы в соответствии с изобретением, которая приводит в действие прижимную систему в закрытое положение, станка для загиба и формования листового металла;
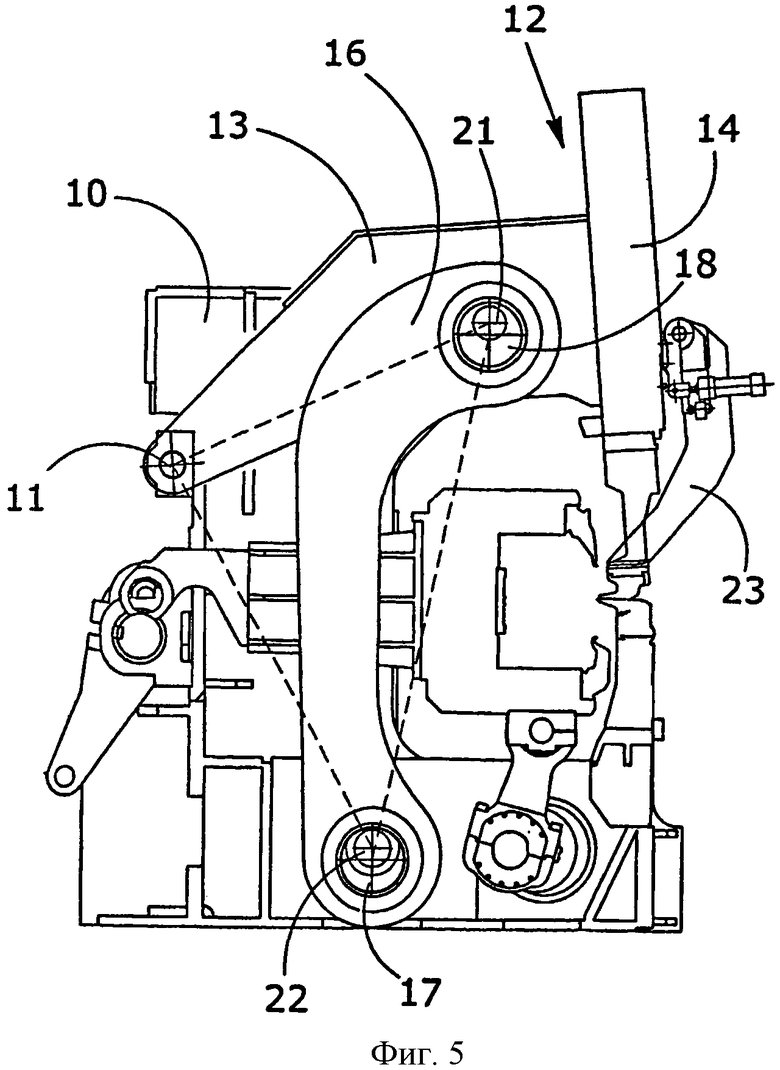
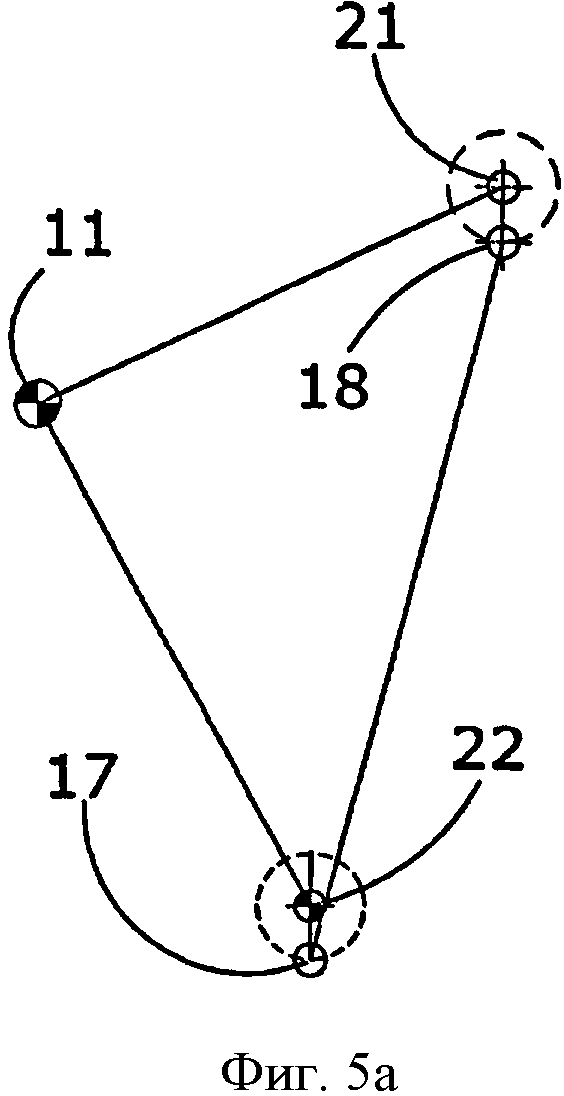
на фигуре 5 показан схематичный вид сбоку той же кинематической системы, в которую введен вспомогательный инструмент;
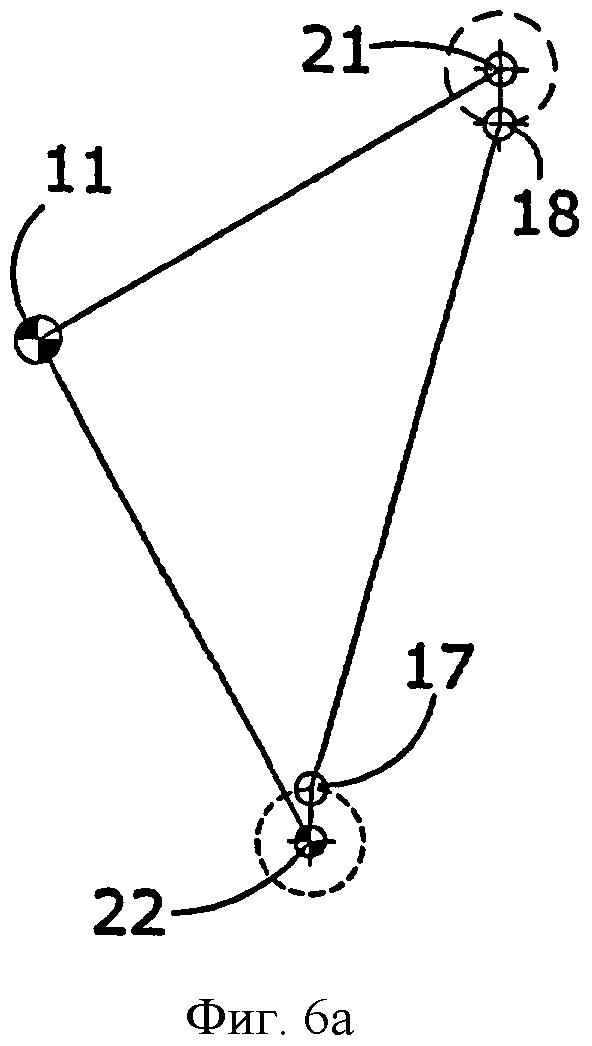
на фигуре 6 показан схематичный вид сбоку кинематической системы в соответствии с изобретением в открытом положении;
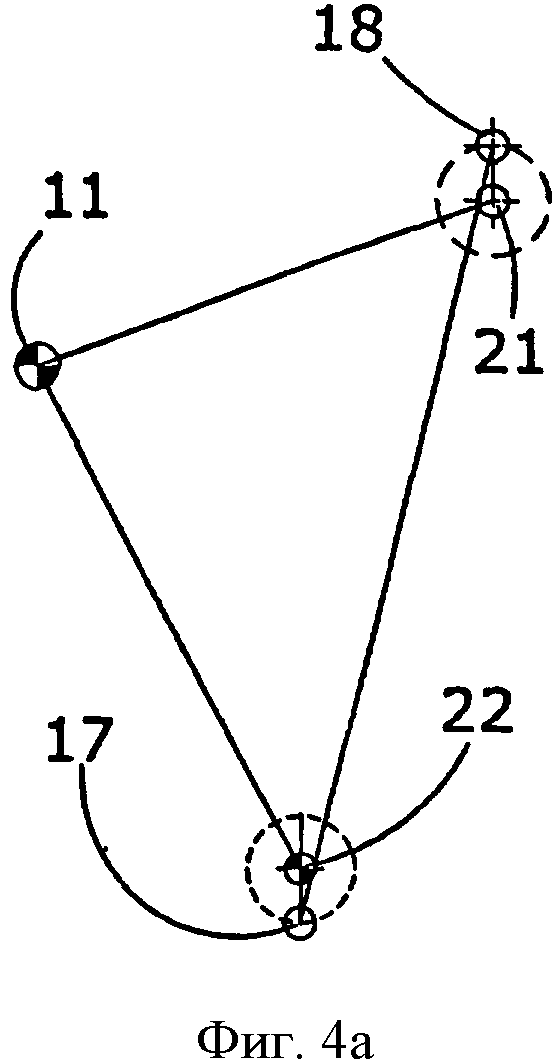
на фигурах 4а-6а представлены кинематические схемы, относящиеся к положениям, приведенным на фигурах 4-6;
на фигуре 7 представлен схематический вид в аксонометрии всего устройства в соответствии с изобретением.
ОПИСАНИЕ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Как указывалось ранее, на фигурах 1-3 и 1а-3а представлены схематические виды конструкции выпускающихся в настоящее время прессовочных станков с конструкцией связи четырех балок, а на фигуре 4 показан станок, оборудованный кинематической системой в соответствии с настоящим изобретением, которая приводит в действие прижимную систему в закрытое положение, станка для загиба и формования листового металла.
В целом, станок в соответствии с настоящим изобретением состоит из рамы 10, на которой прижимной узел 12 соединяется шарнирно со штифтами 11 и может свободно осуществлять угловые перемещения » вокруг штифта 11.
Как показано на фигуре 8, прижимной узел 12 состоит из пары элементов 13, которые фиксируются на головке 14, поддерживающей верхний прижимной узел 15.
Прижимной узел 12 приводится в угловое движение с помощью соединительного шатуна 16, который движется под действием первого нижнего приводного кривошипа 17 и второго верхнего приводного кривошипа 18.
С конструктивной точки зрения эти первый кривошипом 17 и второй кривошип 18 выполнены с использованием эксцентриковых цапф, приводящихся в движение соответствующими независимыми двигателями 19 и 20, другими словами, серводвигателями или эпициклоидальными или сфероидальными редукторами, которые оказывают действие на валы 21 эксцентриковых тяг.
На фигуре 7 позицией 22 обозначается вал, который действует на эксцентриковую цапфу 17, а на фигуре 5 позицией 23 обозначается вспомогательный инструмент, укрепленный на головке 14.
Описывающаяся кинематическая система для приведения в движение прижимного узла станках для загиба и формования листового металла в соответствии с настоящим изобретением значительно уменьшает момент, который требуется для прижима листового металла, по сравнению с техническими решениями, использующимися в настоящее время.
Две степени свободы кинематической системы, представленной первым кривошипом 17 и вторым кривошипом 18 для приведения в движение прижимного узла станка для загиба и формования листового металла в соответствии с изобретением, позволяют легко осуществлять прижим элементов значительной толщины (двойной толщины и более) при ограниченном рабочем моменте с помощью одновременного использования последовательных осей.
Прижимной узел 12 станка для загиба и формования листового металла может обеспечивать максимальную прижимную силу как для обычного применения, так и для применения со вставляющимися вспомогательными инструментами.
Оригинальный шарнирный механизм в соответствии с изобретением, использующийся для приведения в действие прижимного узла, предоставляет две степени свободы последовательно, которые могут активироваться независимо или одновременно.
Это позволяет осуществлять исключительно быстрое открытие, достигающееся активацией обеих осей последовательно, которое приводит к сокращению времени цикла и соответствующему повышению производительности станка.
Это также обеспечивает возможность использования обеих осей для прижатия толстых элементов с последующим распределением давления (момента) на обе последовательные оси, что приводит таким образом к возможности их выполнения меньшего размера, уменьшая стоимость производства станка.
Станок управляется электрически с помощью механизма, который перемещает узел пуансона/прижимного устройства и может получать усиление момента до величин, достаточных для приложения прижимных сил, необходимых для сгибания при всех рабочих условиях заготовок такой толщины и длины, которые определены в спецификации станка.
Такая сочлененная система, составляющая механизм, кинематически рассматривается как плоский механизм, т.е. механизм, у которого элементы движутся в плоскости с осями поворотных пар, параллельными друг другу и расположенными под прямым углом к плоскости движения.
С точки зрения топологии (числа элементов и типа соединений) это замкнутая кинематическая цепь из пяти элементов, соединенных пятью кинематическими поворотными парами. Одним из этих элементов является рама 10 станка. Данная кинематическая цепь имеет две степени свободы; другими словами, она допускает наличие двух независимых двигателей, серводвигателей или эпициклоидальных или сфероидальных редукторов, в данном случае представленных двумя кривошипами 17 и 18 кинематической системы, приводящейся в движение соответствующими двигателями 19 и 20.
С точки зрения геометрии такой механизм:
- представляет собой особую геометрическую конфигурацию (соответствующую условиям кинематической сингулярности в случае кинематической инверсии движения) в окрестности конфигураций, в которых механизм осуществляет зажим листового металла с применением вспомогательных инструментов или без них и создает необходимое увеличение момента;
- имеется четыре такие конфигурации, две с признаками двойной сингулярности и соответствующие применению вспомогательных инструментов, помещаемых между пуансоном и контрпуансоном, или работе без них.
Следует отметить, что этот механизм в соответствии с изобретением выполнен таким, что он способен работать в условиях двойной кинематической сингулярности (ссылка на инверсивное движение) в установках двух существенных конфигураций для прижатия.
Эта концепция не зависит от геометрических размеров элементов, включая вспомогательный инструмент, или положения кинематических пар рамы, даже несмотря на то, что представляется очевидным, что эффект усиления зависит в какой-то степени от этих размеров, как, например, от размера рабочего пространства станка.
В связи с тем, что пуансон или прижимное устройство станка в соответствии с изобретением движется с помощью сочлененной системы с двумя степенями свободы, движение зажимного/прижимного элемента, характеризующееся точно определенными перемещениями, становится возможным и программируемым на основе особого оригинального неитеративного инверсного кинематического алгоритма, который, загруженный в устройство числового программного управления или использованный в препроцессоре, обеспечивает возможность осуществлять одновременные или независимые движения с точно заданными траекториями.
Следует заметить, что сингулярность определяется следующим:
- особой кинематической цепью, признаки которой описаны выше;
- применением к инструментам станка способов и алгоритмов, типичных для робототехники, для того, чтобы обеспечить управление движением с помощью различных переменных, относящихся к координатам инструмента, причем не под прямым углом друг к другу, а независимо одна от другой.
Этот алгоритм определяет позиционную кинематику неитеративным путем, и потому без допущения ошибок.
Инверсный кинематический алгоритм содержит решения замкнутых связей, каждая из которых соответствует двум нелинейным уравнениям замыкания при двух неизвестных величинах.
Неитеративное решение принимается с помощью рассмотрении геометрического типа.
В соответствии с наиболее преимущественным воплощением изобретения кинематические элементы 13 прижимного узла собираются в независимые пары, и каждая пара приводится в движение соответствующими шатунами 16, движимыми, в свою очередь, соответствующими независимыми двигателями, либо серводвигателями, либо эпициклоидальными редукторами, таким образом, что они действуют независимо друг от друга.
Это решение позволяет получать приводные моменты, которые могут действовать независимо, позволяя головке прижимного узла адаптироваться к любым неровностям обрабатываемой заготовки.
Данное изобретение описывается выше со ссылкой на преимущественное воплощение. Однако совершенно ясно, что возможны многочисленные варианты в рамках технических эквивалентов заявленного изобретения.





Изобретение относится к области обработки металлов давлением и может быть использовано в станках для загиба и формирования листового материала. Кинематическая система перемещения узла для зажима/прижима заготовки содержит раму, на которой с помощью штифтов шарнирно крепится прижимной узел, способный совершать угловые движения вокруг штифта. Прижимной узел состоит из элементов, фиксированных на головке, поддерживающей верхний прижимной инструмент. При этом прижимной узел может смещаться под углом, по меньшей мере, одним соединительным шатуном, приводимым в движение первым нижним кривошипом. Прижимной узел приводится в движение вторым верхним кривошипом. Первый и второй кривошипы определяют шарнирный механизм для движения нажимного блока с двумя степенями свободы последовательно, которые могут приводиться в движение независимо или одновременно. Причем каждый кривошип выполнен с использованием эксцентриковой цапфы, приводимой в движение независимым двигателем, в частности серводвигателем или эпициклоидальным или сфероидальным редуктором, который действует на вал эксцентриковых цапф. Повышается производительность, улучшается качество, уменьшается энергоемкость. 4 з.п. ф-лы, 7 ил.
1. Кинематическая система движения узла закрепления/прижатия заготовки, представляющей собой листовой металл или подобный материал, для станков, осуществляющих загиб и формование листового материала, содержащая раму (10), на которой с помощью штифтов (11) шарнирно крепится прижимной узел (12), способный совершать угловые движения вокруг штифта (11), причем прижимной узел (12) состоит из элементов (13), фиксированных на головке (14), поддерживающей верхний прижимной инструмент (15), при этом прижимной узел (12) может смещаться под углом, по меньшей мере, одним соединительным шатуном (16), который может быть приведен в движение первым нижним кривошипом (17), отличающаяся тем, что прижимной узел (12) может быть приведен в движение вторым верхним кривошипом (18), причем первый кривошип (17) и второй кривошип (18) определяют шарнирный механизм для движения нажимного блока с двумя степенями свободы последовательно, которые могут приводиться в движение независимо или одновременно, причем каждый кривошип (17, 18) из указанных первых и вторых кривошипов выполнен с использованием эксцентриковой цапфы, которая может быть приведена в движение независимым двигателем (19, 20), в частности серводвигателем или эпициклоидальным или сфероидальным редуктором, для воздействия на вал (21) эксцентриковой цапфы.
2. Кинематическая система по п.1, отличающаяся тем, что кинематический упорный блок прижимного узла (12) состоит из закрытой кинематической цепи с пятью элементами, соединенными пятью кинематическими поворотными парами.
3. Кинематическая система по п.2, отличающаяся тем, что одним из элементов является рама (10) станка, другим элементом - первый кривошип (17), третьим элементом - соединительный шатун (16), четвертым элементом - второй кривошип и последним элементом - прижимной узел (12).
4. Кинематическая система по любому из пп.1-3, отличающаяся тем, что использован инверсный кинематический алгоритм для определения траектории инструмента без аппроксимации.
5. Кинематическая система по п.4, отличающаяся тем, что использован неитеративный инверсный кинематический алгоритм для определения траектории инструмента без аппроксимации.
| JP 2003010919 А, 15.01.2003 | |||
| Листогибочный пресс | 1977 |
|
SU733776A1 |
| ЛИСТОГИБОЧНЫЙ ПРЕСС | 2004 |
|
RU2269391C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

