Изобретение относится к области переработки термопластичных материалов, в частности к оборудованию для термоформирования листовых заготовок из термопластичных материалов посредством гибки.
Из уровня техники известны технические решения изготовления деталей из термопластичных материалов различного профиля, в том числе сложного, методами формования, прессования.
Известны также технические решения изготовления деталей из термопластичного материала посредством гибки, однако эти решения технологически ограничены и не позволяют производить детали различного профиля, в том числе сложного. Так, известен станок для гибки листов из термопластичных материалов, содержащий установленный на станине стол, зажимное устройство, нагреватель и узел гибки, включающий поворотную траверсу с гибочным инструментом, выполненным в виде гибочного ролика (RU, а.с. 660843 от 22.11.76).
Недостатком данного устройства является то, что нагреватель закреплен над рабочей поверхностью вне зоны гибки листа, что не позволяет прогревать лист по всей площади гибки непосредственно в зоне гиба и приводит к тому, что за время от нагрева до переустановки в рабочее положение площадь нагрева листа частично остывает, что, в свою очередь, способствует образованию на изгибаемой поверхности складок, короблений и микротрещин. Кроме того, конструкция гибочного инструмента, выполненного в виде ролика, не обеспечивает удержание листа непосредственно у места изгиба в заневоленном положении до его охлаждения, особенно при гибке под углом, что влияет на стабильность заданной формы гибки. Отсутствие же принудительной системы охлаждения устройства также снижает качество изготавливаемых деталей.
Недостатком данного устройства является и то, что его конструкция не позволяет изготавливать многопрофильные детали.
Наиболее близким по технической сущности к заявляемому устройству является станок для гибки листов из термопластичного материала, содержащий установленный на станине стол, зажимное устройство, установленное с возможностью возвратно-поступательного перемещения в вертикальной плоскости, нагреватель, установленный с возможностью поворота в вертикальной плоскости и формующий элемент с приводом для поворота, при этом привод поворота формующего элемента кинематически связан с приводом нагревателя. Кроме того, станок снабжен системой охлаждения, выполненной в виде щелевого сопла, расположенного вдоль линии гиба (RU, а.с. 1260233 от 15.03.84).
Недостатком данного устройства является то, что конструкция стола и формующего элемента, а также ограниченное перемещение основных рабочих органов формующего элемента, зажимного устройства и нагревателя в различных плоскостях позволяет делать гиб заготовки только в одной плоскости и потому не позволяет изготавливать детали различного профиля, в том числе сложного.
В основу изобретения положена задача создания простого в технологическом и конструктивном отношении устройства, обеспечивающего возможность изготовления деталей различного профиля из термопластичного материала посредством гибки при небольших затратах труда.
Поставленная задача решается тем, что в заявляемом устройстве для изготовления деталей из термопластичного материала посредством гибки, содержащем стол, зажимное устройство, нагреватель, установленный с возможностью поворота в вертикальной плоскости и формующий элемент с приводами для поворота его в вертикальной плоскости, согласно изобретению формующий элемент выполнен в виде  образной детали и дополнительно снабжен двумя горизонтальными приводами для возвратно-поступательного перемещения в горизонтальной плоскости и двумя вертикальными приводами для возвратно-поступательного перемещения в вертикальной плоскости, а привод поворота в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки, жестко установленных в
образной детали и дополнительно снабжен двумя горизонтальными приводами для возвратно-поступательного перемещения в горизонтальной плоскости и двумя вертикальными приводами для возвратно-поступательного перемещения в вертикальной плоскости, а привод поворота в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки, жестко установленных в  образной детали и выполненных с
образной детали и выполненных с  образными вырезами для подвижного соединения через подпружиненные оси со штоками горизонтальных приводов; зажимное устройство выполнено в виде полой прижимной планки с отверстиями для выхода воздуха, расположенными в торцевой и нижней частях планки вдоль линии гиба и установлено с возможностью возвратно-поступательного перемещения в горизонтальной плоскости; нагреватель установлен с возможностью возвратно-поступательного перемещения в горизонтальной плоскости; рабочая часть стола в районе линии гиба выполнена консольной; кроме того, устройство снабжено регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов.
образными вырезами для подвижного соединения через подпружиненные оси со штоками горизонтальных приводов; зажимное устройство выполнено в виде полой прижимной планки с отверстиями для выхода воздуха, расположенными в торцевой и нижней частях планки вдоль линии гиба и установлено с возможностью возвратно-поступательного перемещения в горизонтальной плоскости; нагреватель установлен с возможностью возвратно-поступательного перемещения в горизонтальной плоскости; рабочая часть стола в районе линии гиба выполнена консольной; кроме того, устройство снабжено регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов.
Именно выполнение формующего элемента в виде  образной детали и снабжение его двумя горизонтальными приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости, и выполнение привода поворота формующего элемента в вертикальной плоскости в виде двух реверсов, содержащих по две угловые косынки, жестко установленных в
образной детали и снабжение его двумя горизонтальными приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости, и выполнение привода поворота формующего элемента в вертикальной плоскости в виде двух реверсов, содержащих по две угловые косынки, жестко установленных в  образной детали и выполненных с
образной детали и выполненных с  образными вырезами для подвижного соединения формующего элемента через подпружиненные оси со штоками горизонтальных приводов, а также выполнение зажимного устройства в виде полой зажимной планки с отверстиями для выхода воздуха, расположенными в торцевой и нижней частях планки вдоль линии гиба и установка зажимного устройства и нагревателя с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, а также выполнение рабочей части стола в районе линии гиба консольной и снабжение станка регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов отличает заявленное техническое решение от прототипа и обуславливает соответствие этого решения критерию "новизна".
образными вырезами для подвижного соединения формующего элемента через подпружиненные оси со штоками горизонтальных приводов, а также выполнение зажимного устройства в виде полой зажимной планки с отверстиями для выхода воздуха, расположенными в торцевой и нижней частях планки вдоль линии гиба и установка зажимного устройства и нагревателя с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, а также выполнение рабочей части стола в районе линии гиба консольной и снабжение станка регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов отличает заявленное техническое решение от прототипа и обуславливает соответствие этого решения критерию "новизна".
Из уровня техники неизвестны устройства для изготовления деталей различного профиля, в том числе сложного, из термопластичного материала посредством гибки, включающих стол, выполненный с консольной рабочей частью в районе линии гиба; формующий  образный элемент, установленный с возможностью возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях и снабженный приводом поворота в вертикальной плоскости, кинематически связанным с горизонтальным приводом; а также включающих зажимное устройство, выполненное заодно целое с системой охлаждения и установленное с возможностью перемещения в горизонтальной плоскости; нагреватель, установленный с возможностью поворота его в вертикальной плоскости и возвратно- поступательного перемещения в горизонтальной плоскости, и регуляторы-фиксаторы угла загиба, что доказывает соответствие заявленного технического решения критерию "ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ".
образный элемент, установленный с возможностью возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях и снабженный приводом поворота в вертикальной плоскости, кинематически связанным с горизонтальным приводом; а также включающих зажимное устройство, выполненное заодно целое с системой охлаждения и установленное с возможностью перемещения в горизонтальной плоскости; нагреватель, установленный с возможностью поворота его в вертикальной плоскости и возвратно- поступательного перемещения в горизонтальной плоскости, и регуляторы-фиксаторы угла загиба, что доказывает соответствие заявленного технического решения критерию "ИЗОБРЕТАТЕЛЬСКИЙ УРОВЕНЬ".
Выполнение стола с консольной рабочей частью в районе линии гиба и формующего элемента  образной формы с двумя рабочими плоскостями для создания загибающего усилия с возможностью перемещения его в горизонтальной и вертикальной плоскостях, а также возможность установки нагревателя в любой плоскости рабочего пространства расширяют технологические возможности устройства, так как позволяют проводить операции по загибу листовых заготовок как в горизонтальной, так и в вертикальной плоскостях, а, следовательно, изготавливать детали различного профиля, в том числе сложного, с использованием при этом компактного рабочего пространства в районе консольной части стола. Выполнение же привода поворота формующего элемента, кинематически связанного с горизонтальным приводом посредством простого конструктивного решения в виде реверса, а также выполнение зажимного устройства заодно целое с системой охлаждения и использование торцевых частей зажимного устройства и консольной части стола в качестве упоров для формующего элемента при загибе листовых заготовок значительно упрощает как технологичность рабочих процессов, так и конструкцию устройства в целом. На заявляемом устройстве в условиях монтажных работ для здания бытового обслуживания был изготовлен декоративный отделочный профиль из пластмассового материала для существующих оконных переплетов и витражей, выполненных из металлического каркаса с высокой качественной и эстетической оценкой при значительно меньших трудозатратах и энергозатратах и, следовательно, меньшей себестоимости по сравнению с полной заменой металлических каркасов на пластиковые, что доказывает соответствие заявляемого технического решения критерию "промышленная применимость".
образной формы с двумя рабочими плоскостями для создания загибающего усилия с возможностью перемещения его в горизонтальной и вертикальной плоскостях, а также возможность установки нагревателя в любой плоскости рабочего пространства расширяют технологические возможности устройства, так как позволяют проводить операции по загибу листовых заготовок как в горизонтальной, так и в вертикальной плоскостях, а, следовательно, изготавливать детали различного профиля, в том числе сложного, с использованием при этом компактного рабочего пространства в районе консольной части стола. Выполнение же привода поворота формующего элемента, кинематически связанного с горизонтальным приводом посредством простого конструктивного решения в виде реверса, а также выполнение зажимного устройства заодно целое с системой охлаждения и использование торцевых частей зажимного устройства и консольной части стола в качестве упоров для формующего элемента при загибе листовых заготовок значительно упрощает как технологичность рабочих процессов, так и конструкцию устройства в целом. На заявляемом устройстве в условиях монтажных работ для здания бытового обслуживания был изготовлен декоративный отделочный профиль из пластмассового материала для существующих оконных переплетов и витражей, выполненных из металлического каркаса с высокой качественной и эстетической оценкой при значительно меньших трудозатратах и энергозатратах и, следовательно, меньшей себестоимости по сравнению с полной заменой металлических каркасов на пластиковые, что доказывает соответствие заявляемого технического решения критерию "промышленная применимость".
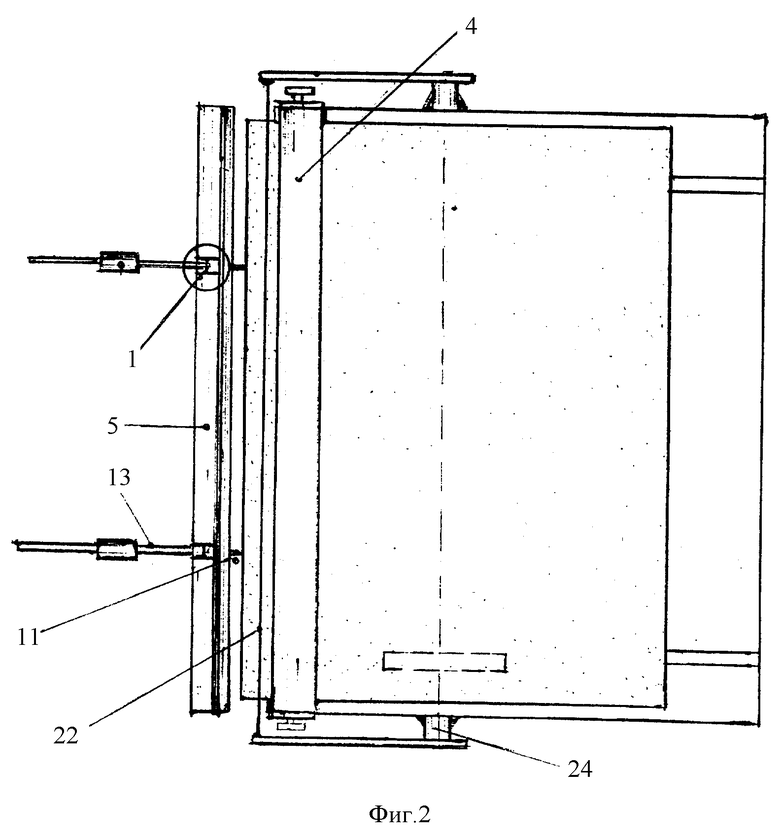
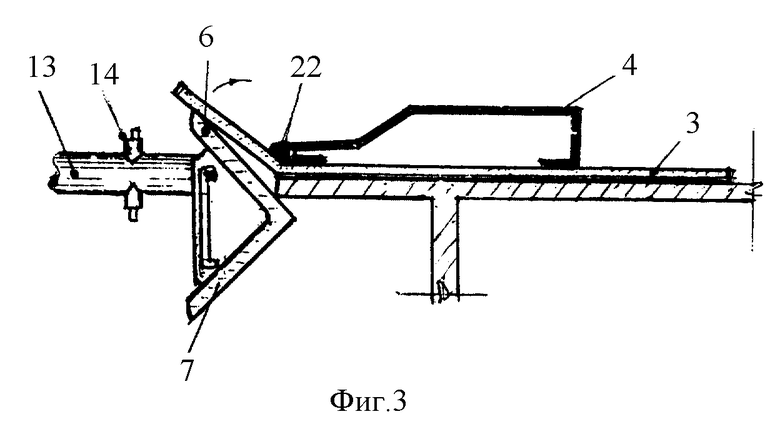
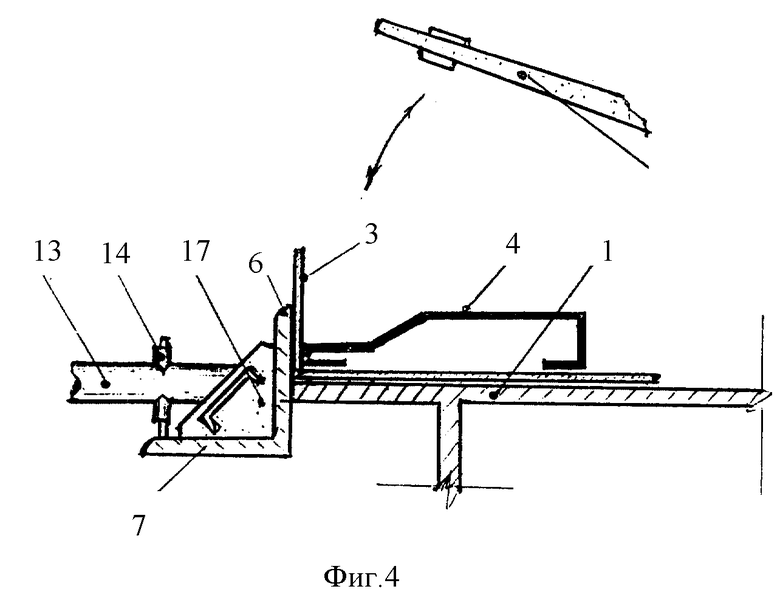
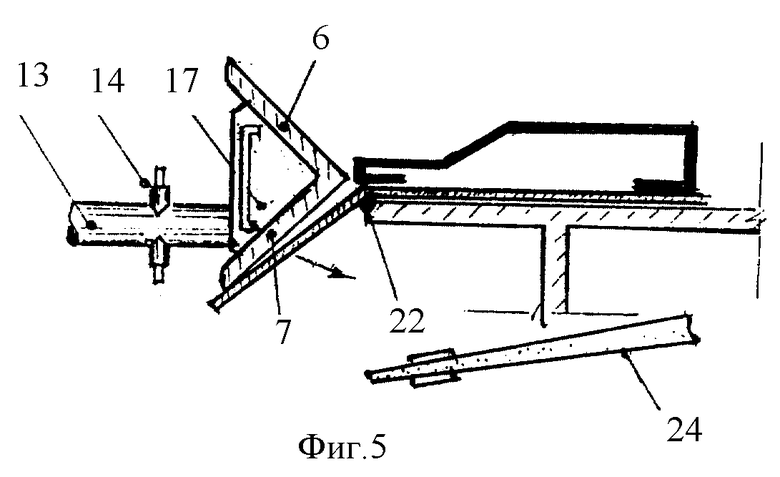
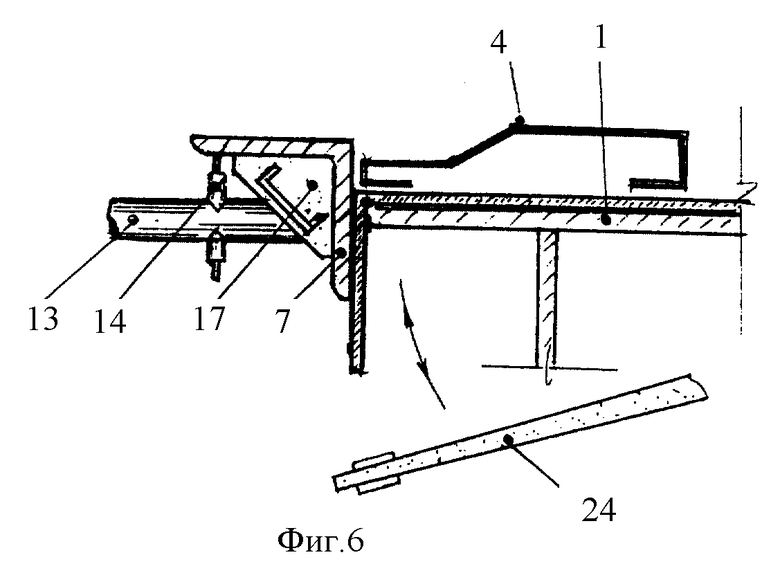
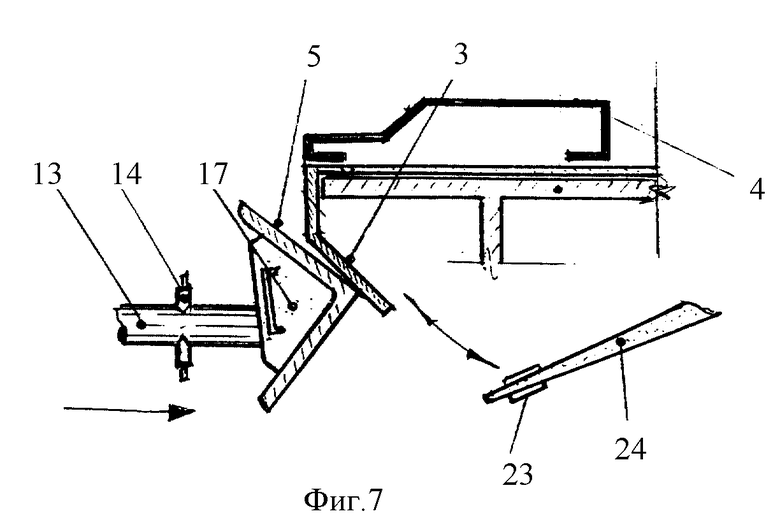
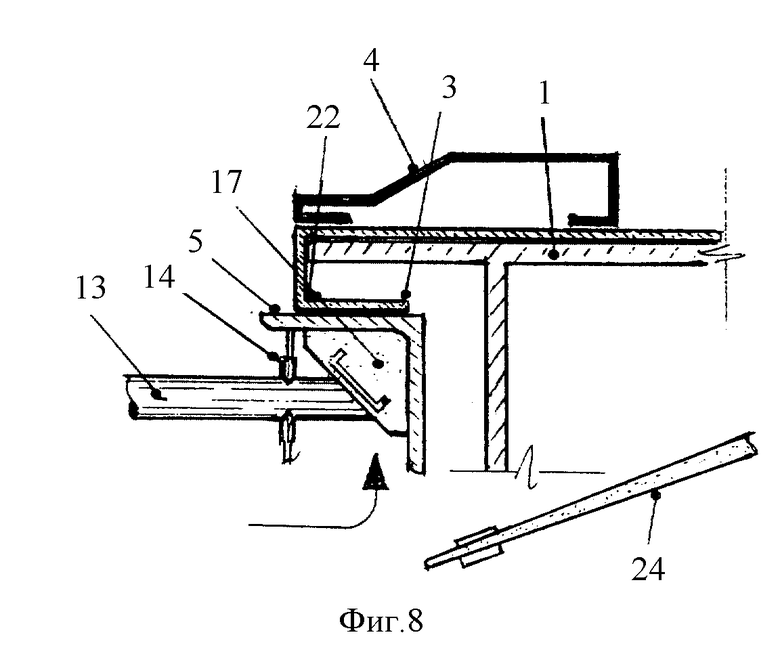
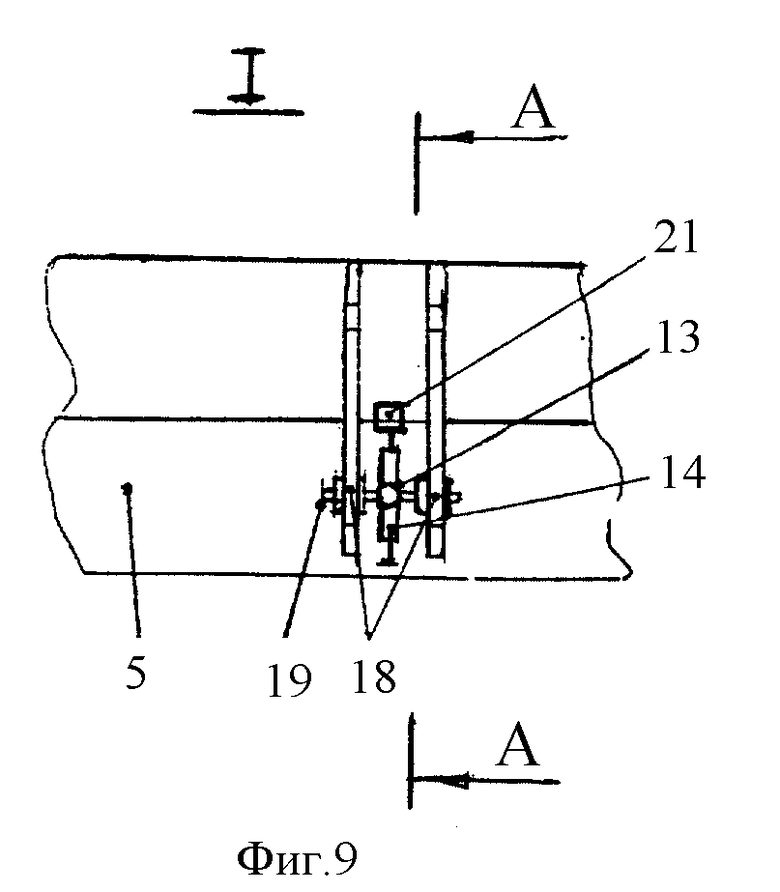
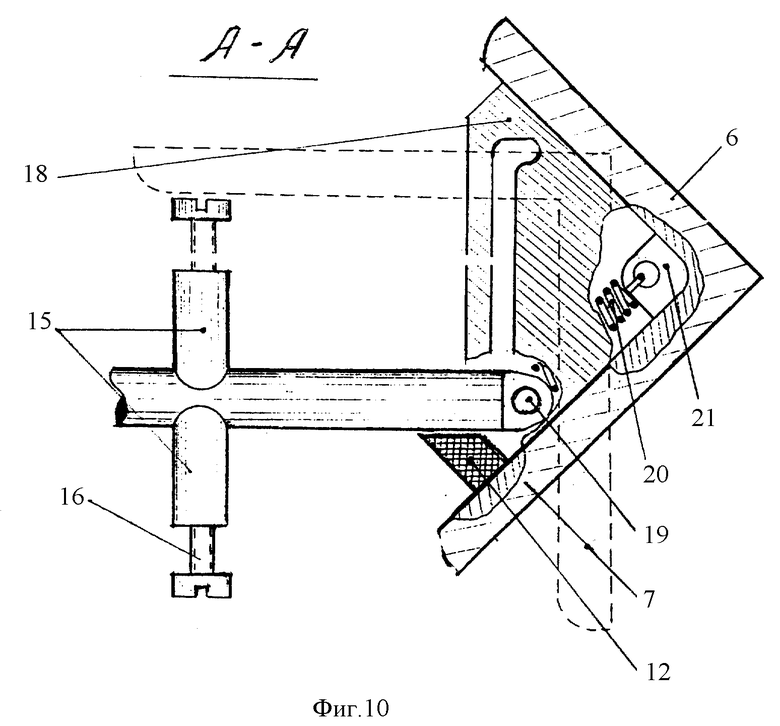
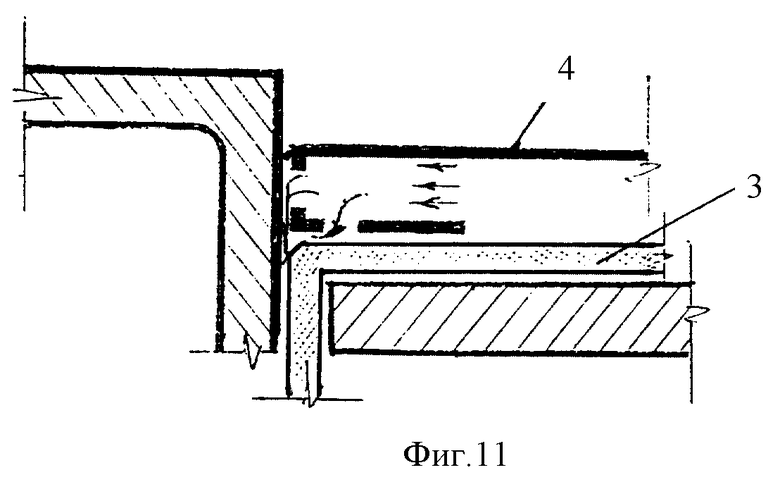
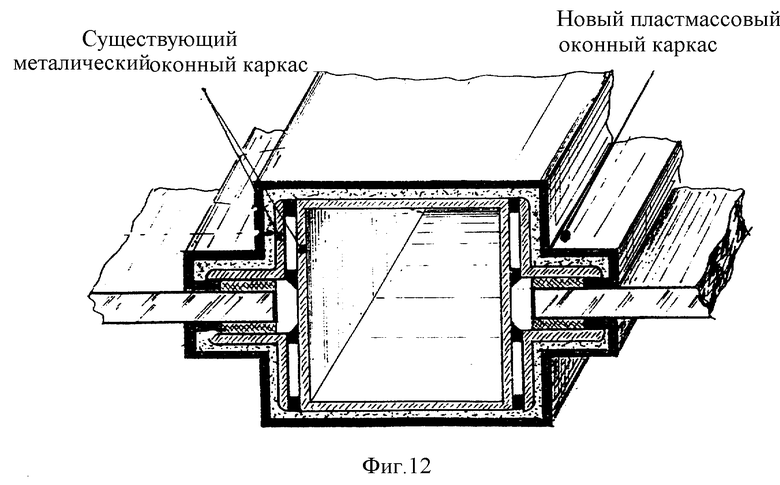
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3, 4 -рабочий цикл гиба листовой заготовки "вверх" в вертикальной плоскости, начало и конец цикла соответственно; на фиг. 5, 6 - рабочий цикл гиба листовой заготовки "вниз" в вертикальной плоскости, начало и конец цикла соответственно; на фиг. 7, 8 - загиб листовой заготовки в горизонтальной плоскости, начало и конец цикла соответственно; на фиг. 9 - узел I на фиг.1; на фиг. 10 - разрез А-А на фиг. 9; на фиг. 11 - система охлаждения; на фиг. 12 - пример конкретного применения.
Устройство содержит стол 1, рабочая часть 2 которого выполнена консольной в районе линии гиба листовой заготовки 3. На столе установлено зажимное устройство, выполненное в виде полой прижимной планки 4 с отверстиями в торцевой и нижней частях заготовки в районе линии гиба и установленное с возможностью перемещения в горизонтальной плоскости (привод не показан), при этом размеры толщин прижимной планки и консольной рабочей части в районе линии гиба выполнены равными и зависят от конструктивных решений изготавливаемых деталей, то есть от минимального размера последующего конструктивного гиба при изготовлении деталей. Формующий элемент 5 станка выполнен в виде  образной детали с рабочими вертикальными 6 и горизонтальными 7 планками и снабжен двумя приводами, например, пневмоприводы для перемещения его в вертикальной плоскости и двумя приводами для перемещения в горизонтальной плоскости, при этом вся система приводов через пневмоцилиндры 9 вертикальных приводов с установленными на них вертикальными линейками 10 посредством консолей 11 соединены со столом 1. На внутренней поверхности горизонтальной планки 7 формующего элемента установлены упорные амортизаторы 12, выполненные со скосом, обращенным острием к нижней поверхности штоков 13 горизонтальных приводов для исключения опрокидывания формующего элемента. Кроме того, на штоках 13 жестко установлены фиксаторы-регуляторы угла загиба 14, выполненные из двух резьбовых втулок 15 и винта 16, при этом втулки 15 жестко установлены перпендикулярно оси штока в верхней и нижней частях его на расстоянии от края штока, равном не более длины рабочих планок 6, 7 формующего элемента. Механизм поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов 17, каждый из которых содержит по две угловые косынки 18, жестко установленных в
образной детали с рабочими вертикальными 6 и горизонтальными 7 планками и снабжен двумя приводами, например, пневмоприводы для перемещения его в вертикальной плоскости и двумя приводами для перемещения в горизонтальной плоскости, при этом вся система приводов через пневмоцилиндры 9 вертикальных приводов с установленными на них вертикальными линейками 10 посредством консолей 11 соединены со столом 1. На внутренней поверхности горизонтальной планки 7 формующего элемента установлены упорные амортизаторы 12, выполненные со скосом, обращенным острием к нижней поверхности штоков 13 горизонтальных приводов для исключения опрокидывания формующего элемента. Кроме того, на штоках 13 жестко установлены фиксаторы-регуляторы угла загиба 14, выполненные из двух резьбовых втулок 15 и винта 16, при этом втулки 15 жестко установлены перпендикулярно оси штока в верхней и нижней частях его на расстоянии от края штока, равном не более длины рабочих планок 6, 7 формующего элемента. Механизм поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов 17, каждый из которых содержит по две угловые косынки 18, жестко установленных в  образной детали между планками 6 и 7 и выполненных с
образной детали между планками 6 и 7 и выполненных с  образными вырезами для перемещения по ним подпружиненной оси 19, установленной в штоке горизонтального привода, при этом второй конец пружины 20 через ушко 21 (фиг. 10) соединен с формующим элементом. Устройство содержит нагреватель 22, например, нихромовая нить и ползунок 23 для перемещения нагревателя в горизонтальной плоскости, установленных на регулируемом кронштейне 24 с реверсом 25, а также пульт управления 26, с помощью которого задается автоматически необходимое время нагрева и охлаждения в зависимости от толщины листовой заготовки.
образными вырезами для перемещения по ним подпружиненной оси 19, установленной в штоке горизонтального привода, при этом второй конец пружины 20 через ушко 21 (фиг. 10) соединен с формующим элементом. Устройство содержит нагреватель 22, например, нихромовая нить и ползунок 23 для перемещения нагревателя в горизонтальной плоскости, установленных на регулируемом кронштейне 24 с реверсом 25, а также пульт управления 26, с помощью которого задается автоматически необходимое время нагрева и охлаждения в зависимости от толщины листовой заготовки.
Устройство работает следующим образом. Установить заготовку 3, подлежащую гибке, на рабочую часть стола 1 с помощью прижимной планки 4, которая одновременно служит камерой для подачи воздуха при охлаждении. При этом прижимную планку устанавливают на рабочую часть стола с учетом направления гиба. Так, в случае гиба "вверх" заготовки прижимную планку устанавливают не до конца консольной части стола (фиг.3) на толщину заготовки; в случае гиба "вниз" (фиг.5) прижимную планку устанавливают с перекрытием торца консольной части стола также на толщину заготовки с целью использования торцевых поверхностей консольной части стола и прижимной планки в качестве упорных поверхностей для формующего элемента при гибе заготовки. С помощью пульта управления 26 регулируемого кронштейна 24 и ползунка 23 устанавливается нагреватель 22 в зону нагрева, после чего подается напряжение на нагреватель 22. После истечения заданного времени нагрева места гиба заготовки, автоматически срабатывает реверс 25 кронштейна 24 и нагреватель отводится из зоны нагрева в соответствующее положение, при этом автоматически срабатывают штоки 13 горизонтальных приводов для перемещения формующего элемента в зону загиба. В зависимости от программы гиба с помощью горизонтальных приводов, реверсов формующего элемента, кинематически связанных с горизонтальными приводами, а также вертикальных приводов формующий элемент устанавливается в положение гиб "вверх" (фиг. 3) или гиб "вниз" (фиг.5). При этом в случае гиба "вверх" формующий элемент подводят к загибаемой заготовке рабочей плоскостью вертикальной планки 6 до упора ее в нижнюю кромку торца стола, при этом эта линия контакта торца стола и вертикальной планки, от которой начинается гиб заготовки, должна быть установлена ниже оси горизонтального штока 13 (фиг. 3). В случае же гиба "вниз" формующий элемент подводится наружной угловой линией до упора ее в торцевую часть прижимной планки, при этом эта линия контакта, от которой начинается гиб заготовки, должна быть установлена выше оси горизонтального штока (фиг.5). Под действием усилий горизонтальных приводов гиб заготовки продолжается до заданного положения, например, на угол 90o и фиксируется с помощью регулятора-фиксатора 14 угла загиба. По окончании загиба заготовки автоматически подается воздух в пустотелую прижимную планку 4 и через отверстия в ней производится охлаждение линии гиба листовой заготовки, а также рабочей зоны устройства до полного охлаждения (фиг. 11). Выполнение отверстия для охлаждения в торцевой и нижней частях прижимной планки позволяет производить необходимое по технологии охлаждение при различных положениях прогреваемой линии гиба заготовки. Гиб листовой заготовки в горизонтальной плоскости показан на фиг. 7, 8. Для исключения опрокидывания формующего элемента при операции гиб "вниз" из-за возможности смещения горизонтальной рабочей планки 7 вдоль оси и стремление занять формующим элементом горизонтальное положение срабатывает упорный амортизатор 12. Изображения рабочих операций на фиг. 3 - 8 наглядно дают представление о том, что за одну установку заготовки и прижимной планки возможно провести гибы листовой заготовки в горизонтальной и вертикальной плоскостях, манипулируя лишь рабочим формующим элементом и нагревателем, то есть задавая им соответствующие для изготовления необходимого профиля положения.
Технологически компактная установка устройства и простые оригинальные в конструктивном исполнении как рабочие органы, так и все технологическое оборудование в целом позволяют изготавливать детали различного профиля, в том числе сложного из термопластичных материалов посредством гибки в условиях монтажных работ при незначительных трудозатратах и энергозатратах, и потому заявляемое устройство может найти широкое применение в различных отраслях народного хозяйства при ремонтных и отделочных работах (например, для изготовления отделочного профиля для существующих металлических и деревянных оконных переплетов (фиг. 12), защитных оболочек для деталей, работающих в агрессивных средах, при ремонте мебели и т.д.).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФОРМИРОВАНИЯ ЗАГОТОВКИ ЛИСТА ПЛАСТМАССОВОГО МАТЕРИАЛА ПОСРЕДСТВОМ ГИБКИ | 1990 |
|
RU2044651C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ГИБКИ | 1996 |
|
RU2101113C1 |
| Устройство для изготовления пакетов с прямоугольным дном из термопластичного материала | 1981 |
|
SU1076305A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РЕСПИРАТОРОВ | 2013 |
|
RU2515490C1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ РЕСПИРАТОРОВ | 2002 |
|
RU2203115C1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
Изобретение относится к области переработки термопластичных материалов, в частности к оборудованию для термоформирования листовых заготовок из термопластичных материалов посредством гибки. Устройство для изготовления деталей из термопластичного материала посредством гибки содержит стол, зажимное устройство, нагреватель и формующий элемент. Нагреватель установлен с возможностью поворота в вертикальной плоскости и возвратно-поступательного перемещения в горизонтальной плоскости. Формующий элемент выполнен в виде  образной детали и снабжен приводом его поворота в вертикальной плоскости, двумя приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости. Привод поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки. Косынки жестко установлены в
образной детали и снабжен приводом его поворота в вертикальной плоскости, двумя приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости. Привод поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки. Косынки жестко установлены в  образной детали и выполнены с
образной детали и выполнены с  образными вырезами для подвижной кинематической связи формующего элемента через подпружиненные оси со штоками горизонтальных приводов. Зажимное устройство выполнено в виде полой прижимной планки с отверстиями для выхода воздуха и установлено с возможностью возвратно-поступательного перемещения в горизонтальной плоскости. Рабочая часть стола в районе линии гиба выполнена консольной. Устройство снабжено регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов. Изобретение позволяет изготавливать детали различного профиля посредством гибки при небольших затратах труда. 4 з.п.ф-лы, 12 ил.
образными вырезами для подвижной кинематической связи формующего элемента через подпружиненные оси со штоками горизонтальных приводов. Зажимное устройство выполнено в виде полой прижимной планки с отверстиями для выхода воздуха и установлено с возможностью возвратно-поступательного перемещения в горизонтальной плоскости. Рабочая часть стола в районе линии гиба выполнена консольной. Устройство снабжено регуляторами-фиксаторами угла загиба, установленными на штоках горизонтальных приводов. Изобретение позволяет изготавливать детали различного профиля посредством гибки при небольших затратах труда. 4 з.п.ф-лы, 12 ил.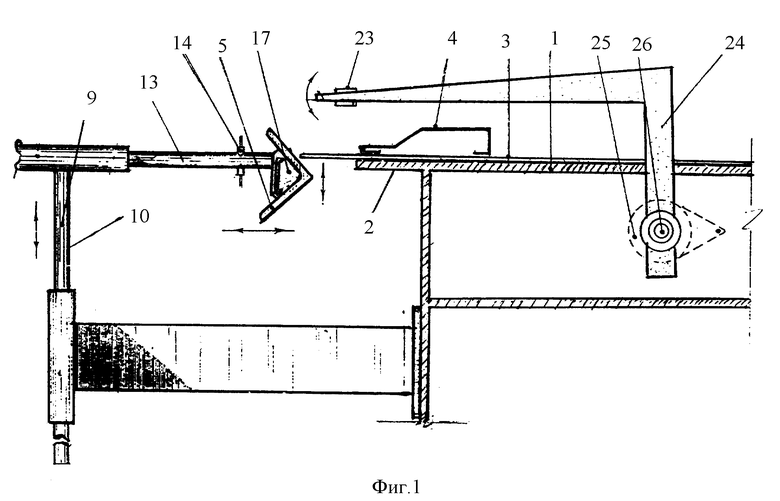
 образной детали и дополнительно снабжен двумя горизонтальными приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости, а привод поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки, жестко установленные в
образной детали и дополнительно снабжен двумя горизонтальными приводами для возвратно-поступательного перемещения его в горизонтальной плоскости и двумя приводами для возвратно-поступательного перемещения в вертикальной плоскости, а привод поворота формующего элемента в вертикальной плоскости выполнен в виде двух реверсов, содержащих по две угловые косынки, жестко установленные в  образной детали и выполненные с
образной детали и выполненные с  образными вырезами для подвижной кинематической связи формующего элемента через подпружиненные оси со штоками горизонтальных приводов.
образными вырезами для подвижной кинематической связи формующего элемента через подпружиненные оси со штоками горизонтальных приводов.
| Станок для гибки листов из термопластичного материала | 1984 |
|
SU1260233A1 |
| US 4756863 A, 12.07.88 | |||
| US 5052913 A, 01.10.91 | |||
| US 5156859 A, 20.10.92 | |||
| ЭЛЕКТРОИЗОЛЯЦИОННЫЙ ОГНЕУПОРНЫЙ МАТЕРИАЛ | 0 |
|
SU392047A1 |
| БРОНЕФУТЕРОВКА ТРУБНЫХ МЕЛЬНИЦ | 1972 |
|
SU422459A1 |
| DE 3535508 A1, 10.04.86 | |||
| Устройство для горячего формования листов прессованного слоистого пластика | 1990 |
|
SU1838126A3 |
| Станок для гибки листов из термопластичного материала | 1980 |
|
SU939233A1 |
