Изобретение относится к области сварки, преимущественно сварки плавлением, и может быть использовано в химическом, нефтяном, транспортном, энергетическом машиностроении и других областях народного хозяйства при изготовлении и ремонте полых изделий с наплавляемой цилиндрической внутренней поверхностью.
Известно устройство для вращения и подачи сварочного электрода [см. патент РФ №2112633, МПК В23K 9/04 «Устройство для электродуговой наплавки невращающихся изделий» 10.06.1998 г. Бюл. №16]. Устройство содержит привод вращения сварочного электрода, вращающийся центральный вал с осевым каналом для направления электрода и наружной втулкой в виде коммутационного узла, механизм подачи электрода с электродвигателем и его энергоподводом на рычаге, один конец которого закреплен на наружной втулке, а другой перемещается по шарнирной опоре, закрепленной на корпусе механизма. Наплавку устройством производят при вращающемся совместно с подающим механизмом электродвигателе и центральном вале, неподвижной втулке, связанной рычагом с шарнирной опорой на корпусе механизма. Устройство оснащено двумя приводами, вращения и подачи электрода, поэтому позволяет плавно изменять скорости подачи и вращения электрода независимо друг от друга.
Устройство применяется при наплавке невращающихся изделий и не предназначено для наплавки внутренних поверхностей быстро вращающихся изделий, например, при центробежных способах. Наличие дисбаланса массивных деталей на вращающихся узлах устройства, таких, например, как электродвигатель с энергоподводом и механизм подачи, существенно ограничивает скорость вращения устройства при наплавке, что сужает его технические возможности. Устранение дисбаланса в данном устройстве является технически трудновыполнимым.
Наиболее близким по технической сущности к заявляемому устройству является выбранное в качестве прототипа устройство для вращения и подачи сварочного электрода с плавным регулированием скорости подачи и реверсированием ее направления [см. а.с. №1009668 СССР, МКИ В23K 9/12 «Устройство для подачи сварочной проволоки», 07.12.1982 г.].
Известное устройство содержит привод вращения сварочного электрода, вращающийся центральный вал с осевым каналом для направления электрода, смонтированные на центральном валу подающие ролики с механизмом подачи электрода, входным звеном которого является ведущая коническая шестерня, кинематически связанная механической передачей с центральным валом.
При подключении двигателя привода вращения к питающей сети, вращение центрального вала с электродом передается механической передачей с сателлитным фрикционным диском на ведущую коническую шестерню привода подачи электрода. Направление вращения ведущей шестерни совпадает с направлением вращения центрального вала с подающими роликами. Смещение положения оси фрикционного ролика вызывает изменение угловой скорости вращения ведущей шестерни механизма подачи. Алгебраическая разность угловых скоростей вращения ведущей шестерни и центрального вала определяет величину и направление угловой скорости подающего ролика механизма подачи, а следовательно, скорость подачи сварочного электрода. Устройство позволяет плавно изменять скорость подачи сварочной проволоки и направление ее подачи. Известное устройство обладает небольшим дисбалансом вращающихся узлов и их большой уравновешенностью масс благодаря конструктивной симметрии деталей относительно оси вращения. Тем самым обеспечивается возможность использования известного устройства для быстрого вращения и подачи плавящегося электрода при различных способах центробежной наплавки.
Недостатком известного устройства является осуществление вращения и подачи сварочного электрода от единого привода, вследствие чего их скорости взаимозависимы. При изменении, например, скорости вращения сварочного электрода также изменяется скорость его подачи и соответственно сварочный ток, что может привести к нарушению стабильности процесса наплавки.
Таким образом, технологические возможности известного устройства существенно ограничены, а нарушение стабильности процесса наплавки при регулировании вращения электрода снижает качество наплавленного слоя при изготовлении и ремонте полых изделий с наплавляемой цилиндрической внутренней поверхностью.
Целью изобретения является расширение технологических возможностей устройства при центробежной наплавке на внутреннюю поверхность полых изделий и повышение качества наплавленного слоя.
Указанная цель достигается тем, что в устройстве для вращения и подачи сварочного электрода, содержащем привод вращения электрода, центральный вал с осевым каналом для направления электрода, смонтированные на центральном валу подающие ролики с механизмом подачи электрода, входным звеном которого является ведущая коническая шестерня, кинематически связанная механической передачей с центральным валом, оно снабжено втулкой и суммирующим механизмом в виде двух последовательно соединенных планетарных однорядных дифференциальных механизмов, соединительного вала и водил, при этом ведущая коническая шестерня закреплена на втулке, которая шарнирно установлена на центральном валу и кинематически связана с ним суммирующим механизмом, причем втулка с конической шестерней кинематически соединена с центральным колесом одного дифференциального механизма, центральный вал кинематически соединен с центральным колесом другого дифференциального механизма, а другие два центральных колеса дифференциальных механизмов размещены соосно друг другу и жестко соединены валом, на котором шарнирно установлены водила, кинематически связанные между собой общим приводом, причем механическая передача от центрального вала к втулке с ведущей конической шестерней имеет четное число кинематических пар и ее передаточное отношение равно единице.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием новых признаков: суммирующего механизма в виде двух дифференциальных механизмов, соединительного вала между дифференциальными механизмами, шарнирных опор водил на соединительном валу, общего электропривода водил дифференциальных механизмов. Эти признаки обеспечивают соответствие заявляемого технического решения критерию «новизна».
Сравнение заявляемого технического решения в установке с прототипом и с другими известными решениями в области сварки и смежных областях техники (электротехника, электромеханика, энергетика и др.) не выявили решения, обладающие сходными признаками: суммирующего механизма в приводе подачи сварочного электрода, кинематической передачи с двумя дифференциальными механизмами от центрального вала с осевым каналом для направления электрода к подающим роликам механизма подачи электрода с ведущей конической шестерней; четным числом кинематических пар в механической передаче с дифференциальными механизмами и ее передаточным отношением, равным единице; последовательным жестким соединением двух дифференциальных механизмов соединительным валом с шарнирными опорами их водил, кинематически связанных между собой общим приводом. Новое свойство совокупности указанных признаков, не повторяющее известные свойства отличительных признаков, известных из других решений, заключается в последовательном преобразовании в кинематической цепи устройства двух независимых вращательных движений привода вращения центрального вала и привода подачи сварочного электрода в сложное управляемое вращательное движение подающих роликов механизма подачи сварочного электрода в виде их вращения вокруг собственной оси с одновременным орбитальным вращением вокруг оси сварочного электрода путем сложения вращательного движения обоих приводов в суммирующем механизме, последующей передаче результирующего движения в механизм сравнения угловых скоростей для определения относительной угловой скорости ведущей конической шестерни, являющейся входным звеном подающего механизма, и ее преобразования в угловое перемещение подающих роликов вокруг собственной оси. Сочетание нового свойства в совокупности с возможностью регулирования приводов вращения и подачи сварочного электрода и согласованным перемещением устройства вдоль оси в полости наплавляемого изделия позволяет существенно расширить технические возможности устройства и обеспечить непрерывную центробежную наплавку внутренней поверхности быстро вращающегося изделия плавящимся электродом по винтовой линии. Таким образом, заявляемое техническое решение соответствует критерию «изобретательский уровень».
На чертеже схематически изображено устройство для вращения и подачи сварочного электрода.
Устройство содержит привод 1 вращения сварочного электрода 2, вращающийся центральный вал 3 с осевым каналом для направления электрода 2. На центральном валу 3 смонтированы подающие ролики 4 с механизмом подачи 5 электрода 2. Входным звеном механизма подачи 5 электрода 2 является ведущая коническая шестерня 6, закрепленная на втулке 7, которая шарнирно установлена на центральном валу 3 и кинематически связана с ним механической передачей с двумя последовательно соединенными планетарными однорядными дифференциальными механизмами I и II. В механической передаче втулка 7 с конической шестерней 6 кинематически соединена зубчатой парой 8 с центральным колесом 9 дифференциального механизма II. Центральный вал 3 кинематически соединен зубчатой парой 10 с центральным колесом 11 дифференциального механизма I. Дифференциальные механизмы I и II имеют одинаковую конструкцию и выполнены в виде планетарных передач с центральными коническими колесами 9, 12 и 11, 13 с одинаковым числом зубьев. Центральные колеса 9 и 12 зацепляются с сателлитом 14, a 11 и 13 с сателлитом 15. Центральные колеса 12 и 13 дифференциальных механизмов I и II размещены соосно друг другу и жестко соединены валом 16. На валу 16 шарнирно установлены водила 17 и 18, кинематически связанные между собой коническими шестернями 19 и 20, общим приводом 21 подачи электрода. В каждом дифференциальном механизме I и II имеется по две кинематические пары зубчатых зацеплений центральных колес с сателлитом. В результате механическая передача от центрального вала 3 к втулке 7 с ведущей конической шестерней 6 имеет четное число кинематических пар, а ее передаточное отношение равно единице.
На концах центрального вала закреплены кассета 22 со сварочным электродом и токоподводящий мундштук 23, через который электрод направляется в зону горения дуги.
Устройство работает следующим образом.
Общее передаточное отношение механической передачи с двумя дифференциальными механизмами от центрального вала 3 к ведущему коническому зубчатому колесу 6 определяется соотношением

где i6-3 - передаточное отношение к ведомому звену 6 от ведущего звена 3;
ω6 и ω3 - угловые скорости звеньев с соответствующими этим звеньям индексами.
В кинематической цепи между центральным валом 3 и шестерней 6 для зубчатых передач с внешним зацеплением с учетом направления вращения зубчатых колес, четного числа зубчатых пар и общего передаточного отношения передачи, равного единице:
 .
.
Таким образом, центральный вал 3 и шестерня 6 вращаются согласно и с одинаковой скоростью, т.е. синхронно.
При подключении электродвигателя привода 1 вращения электрода к сети питания вращается полый вал 3 и с ним электрод 2. Одновременно вращение передается на ведущую шестерню 6, жестко закрепленную на втулке 7, по кинематической цепи с зубчатыми парами 10, 11-15, 15-13, 12-17, 17-9, 8. Указанная кинематическая цепь содержит четное число кинематических пар, поэтому вращение втулки 7 с закрепленной на ней ведущей конической шестерней 6 и вращение центрального вала 3 и связанными с ним подающими роликами 4 происходит с равными скоростями. Направление вращения центрального вала 3 вокруг оси сварочного электрода 2 совпадает с направлением вращения ведущей шестерни 6. Поэтому ведомая коническая шестерня 5 неподвижна относительно находящейся с ней в зацеплении ведущей конической шестерни 6 и скорость осевого вращения роликов 4 равна нулю. Подача сварочного электрода 2 с включением двигателя привода вращения 1 не производится,
Для возбуждения электрической дуги и осуществления наплавки включается двигатель привода 21 подачи сварочного электрода 2. От двигателя 21 через зубчатые пары 21-20 и 21-19 приводятся во вращение водила 18 и 17 дифференциальных механизмов I и II. Направления вращений водил 18 и 17 противоположны друг другу и совпадают с направлениями вращений центральных колес 11 и 12 дифференциальных механизмов I и II.
В дифференциальном механизме I при вращении водила 18 в результате обкатывания сателлитом 15 согласно вращающегося центрального колеса 11 угловая скорость выходного звена 13 будет равна алгебраической сумме слагаемых вращательных движений входного центрального колеса 11 и водила 18, т.е.

В дифференциальном механизме II при вращении водила 17 в результате обкатывания сателлитом 14 согласно вращающегося центрального колеса 12 угловая скорость выходного звена 9 будет равна алгебраической сумме слагаемых вращательных движений входного центрального колеса 12 и водила 17, т.е.

Таким образом, при вращающихся двигателях приводов вращения электрода и его подачи дифференциальные механизмы выполняют функцию суммирующего механизма, в котором перемещение входных звеньев 11 и 21 преобразуются в результирующее перемещение выходного звена 9 в виде суммы величин, пропорциональных перемещениям входных звеньев, при ω13=ω12 и ω17=ω18 связанных между собой зависимостью

Из (4) видно, что параллельное соединение водил 17 и 18 двух различных последовательно включенных дифференциальных механизмов и их вращение от общего привода 21 существенно увеличивает диапазон регулирования скорости ω9 выходного звена кинематической цепи.
Вращение выходного звена 9 дифференциального механизма II передается через прямозубую передачу на ведущую коническую шестерню 6. Шарнирно установленная на вращающемся центральном валу 3 приводная втулка 7 с ведущей конической шестерней 6 образуют механизм сравнения угловых скоростей центрального вала и втулки. Алгебраическая разность угловых скоростей вращения центрального вала 3 и ведущей конической шестерни 6 определяет величину и направление угловой скорости вращения ведомой шестерни 5 вокруг собственной оси, а следовательно скорость подачи сварочного электрода, т.е.

где K1 - коэффициент, зависящий от передаточного отношения угловой скорости ω6 ведущей конической шестерни 6 к угловой скорости ω4 подающего ролика 4;
dp - диаметр подающего ролика.
С учетом того, что скорость вращения ведущей конической шестерни ω6 при совместном вращении водил от двигателя привода подачи 21 определяется выражением (4), окончательно выражение (5) можно записать при включении приводов подачи и вращения сварочного электрода

где К - коэффициент, зависящий от передаточного отношения угловой скорости ведущего звена привода 21 к угловой скорости подающего ролика 4.
Из выражения (6) следует, что вращение центрального вала 3 не влияет на скорость подачи сварочного электрода. Справедливо также обратное утверждение о том, что скорость подачи сварочного электрода не влияет на скорость вращения центрального вала 3. Обе скорости могут регулироваться независимо друг от друга.
Регулирование скорости и направления подачи сварочного электрода осуществляется изменением числа оборотов электродвигателя привода 21 подачи электрода.
Скорость вращения сварочного электрода вокруг собственной оси регулируется изменением числа оборотов электродвигателя привода 1 вращения электрода.
Кинематическое соединение между собой водил обоих дифференциальных механизмов общим приводом существенно увеличивает диапазон регулирования скорости подачи сварочного электрода и одновременно исключает ее влияние на скорость вращения сварочного электрода вокруг собственной оси. Возможность варьирования параметров процесса электродуговой наплавки независимо друг от друга в широком диапазоне существенно расширяет технологические возможности устройства для вращения и подачи сварочной проволоки при электродуговой сварке и наплавке полых изделий и улучшает качество наплавленного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи сварочной проволоки | 1981 |
|
SU1009668A1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| РЫЧАЖНЫЙ ВАРИАТОР | 2011 |
|
RU2467227C1 |
| Вариатор | 2021 |
|
RU2756392C1 |
| Привод канатно-угольной пилы | 1984 |
|
SU1191577A1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ ВАРИАТОР | 2010 |
|
RU2457379C1 |
| Прямоточный волочильный стан для грубо-среднего волочения проволоки | 2019 |
|
RU2741395C2 |
Изобретение относится к устройству для вращения и подачи сварочного электрода и может быть использовано в химическом, нефтяном, энергетическом машиностроении. Технический результат заключается в обеспечении регулирования скорости подачи плавящегося электрода независимо от скорости его вращения вокруг собственной оси. Сварочный электрод подается по осевому каналу вращающегося центрального вала подающими роликами. Ролики смонтированы на вращающемся центральном валу вместе с механизмом подачи электрода, входное звено которого, ведущая коническая шестерня, закреплено на втулке, вращающейся на центральном валу. Втулка кинематически связана с центральным валом и приводом подачи электрода механической передачей с двумя последовательно соединенными планетарными однорядными дифференциальными механизмами. Число кинематических пар передачи четное, а ее передаточное отношение равно единице. Дифференциальный механизм с двумя входами осуществляет сложение двух движений: вращательного центрального вала и вращательного водил дифференциальных механизмов от привода подачи электрода. Алгебраическая разность угловых скоростей вращения центрального вала и втулки с конической шестерней определяет величину и направление угловой скорости вращения вокруг собственной оси подающих роликов механизма подачи, а следовательно, скорость и направление подачи сварочного электрода. 1 ил.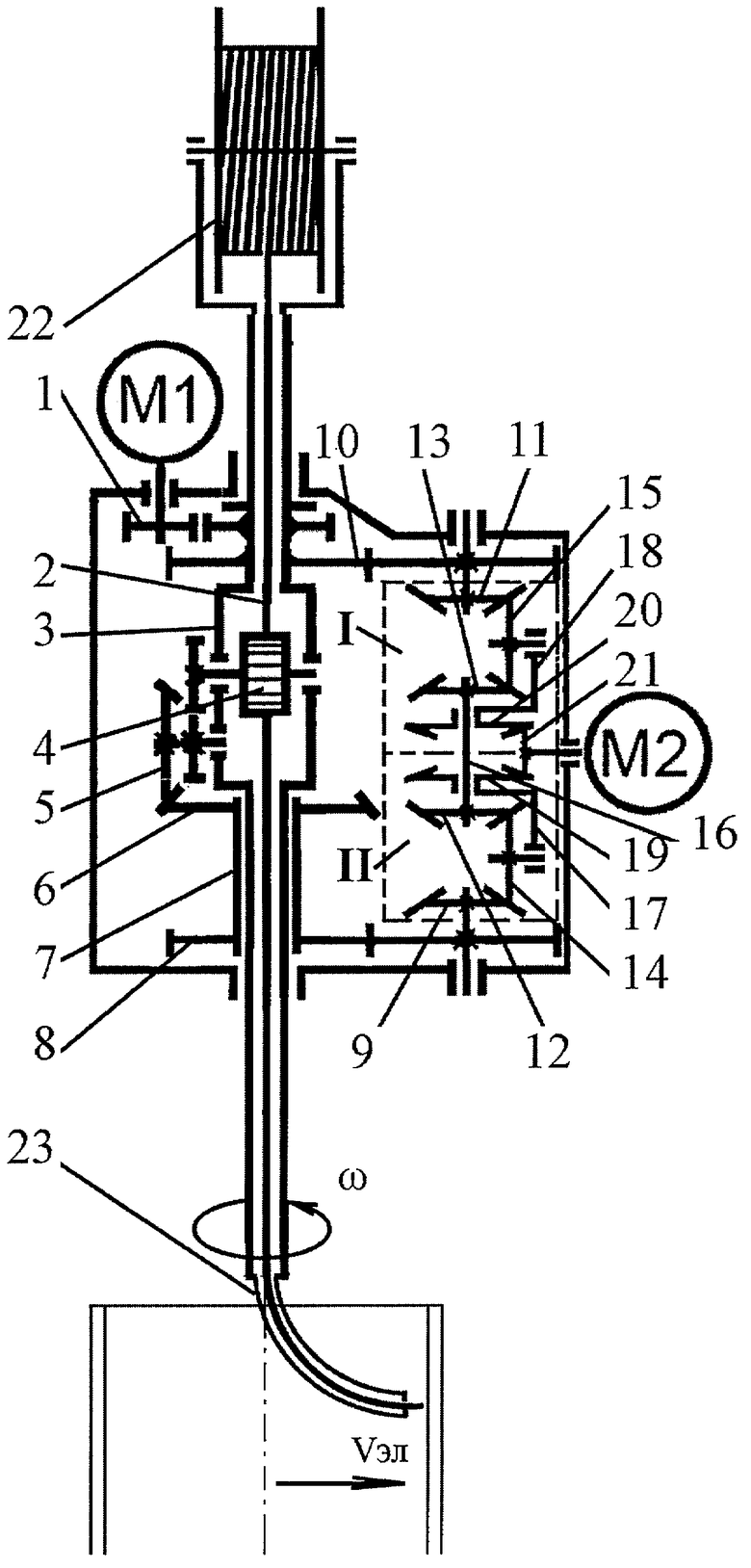
Устройство для вращения и подачи сварочного электрода, содержащее привод вращения электрода, вращающийся центральный вал с осевым каналом для направления электрода, смонтированные на центральном валу подающие ролики с механизмом подачи электрода, входным звеном которого является ведущая коническая шестерня, кинематически связанная механической передачей с центральным валом, отличающееся тем, что оно снабжено втулкой и суммирующим механизмом в виде двух последовательно соединенных планетарных однорядных дифференциальных механизмов, соединительного вала и водил, при этом ведущая коническая шестерня закреплена на втулке, которая шарнирно установлена на центральном валу и кинематически связана с ним суммирующим механизмом, причем втулка с конической шестерней кинематически соединена с центральным колесом одного дифференциального механизма, центральный вал кинематически соединен с центральным колесом другого дифференциального механизма, а другие два центральных колеса дифференциальных механизмов размещены соосно друг другу и жестко соединены валом, на котором шарнирно установлены водила, кинематически связанные между собой общим приводом, причем механическая передача от центрального вала к втулке с ведущей конической шестерней имеет четное число кинематических пар и ее передаточное отношение равно единице.
| Устройство для подачи сварочной проволоки | 1981 |
|
SU1009668A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2275998C2 |
| Устройство для уменьшения звуковой реверберации при пользовании репродуктором | 1935 |
|
SU45093A1 |
| JP 60199570 A, 09.10.1985. | |||

