Изобретение относится к сварке и может быть использовано при различных способах электродуговой сварки и наплавки для подачи сварочной проволоки. Известно устройство для подачи сварочной проволоки, содержащее при вод, платформу и диск со смонтированными на нем ведущей и ведомой ко ническими шестернями, подающие роли ки и фрикционный ролик, функциональ но связанный с платформой и дивком М- Недостатком устройства является невозможность реверсивной подачи проволоки и плавной ее регулировки без останова привода и изменения числа оборотов.. Целью изобретения является расши рение технологических возможностей устройства путем обеспечения реверсивной подачи сварочной проволоки. Поставленная цель достигается тем, что в устройстве для подачи сварочной проволоки содержащем при вод, платформу и диск со смонтирова ными на нем ведущей и ведомой коническими шестернями, подающие ролики и фрикционный ролик, кинематически связанный с платформой и диском, по дающие ролики и ведомая коническая шестерня закреплены на платформе, а фрикционный ролик установлен на оси с возможностью перемещения отно сительно платформы и диска. На чертеже схематически изображено устройство для подачи сварочного электрода. На пустотелом валу 1 пРивода 2 . эакреплен-а платформа 3 со смонтированным на ней приводными роликами 4 с накаткой, связанными с ведомой конической шестерней 5, которая вхо дит в зацепление с ведущей шестерней 6, жестко закрепленной на фрикционном диске 7, имеющем возможность врсодения вокруг оси сварочной прово локи и функционально связанном чере фрикционный ролик 8 и сателлитный фрикционный ролик 9 с платформой 3. Устройство работает следующим :образом. I При подключении к сети привода 2 :вращается платформа 3. Одновременно вращение передается через сателлитный фрикционный ролик 9 и фрикционный ролик 8 на ведущую шестерню б, жестко закрепленную на фрикционном диске 7, направление угловой скорост вращения которой совпадает с направ лением угловой скорости вращения платформы 3. Алгебраическая разност угловых скоростей вращения платформы и ведущей шестерни 7 определяет величину и направление угловой скорости вращения ведомой шестерни 5, а следовательно, и скорости подачи сварочной проволоки: .V,.-«...(R;|-;), гдеУ-эл и.сОэл скорость подачи и угловое вращение электрода; , Х - коэффициент пропорциональности; К,и Rjv - расстояния от сателлитного фрикционного ролика и ведомогО фрикционного диска соответственно до оси вращения промежуточного фрикционного ролика;Kj - коэффициент, учитывающий, отношение радиуса ведомого фрикционного диска- к радиусу платформы (). cJp 2 -IZo где dip - диаметр подающих роликов; Zu и 2,0-число зубьев ведомой и ведущей шестерни. В соответствии с (1) регулированием скорости и направления подачи сварочной.проволоки осуществляется изменением положения оси вращенияфрикционного ролика 8 (варьирование величинами R/i и Rj ). в нейтральном положении, когда R2. RA угловая скорость платформы и диска равны, скорость подачи электрода равна нулю. Смещение оси вращения фрикционного ролика 8 от нейтрального положения вниз, когда R К и соответственно С0.2 00, вызывает соответствующее увеличение скорости подачи проволоки в прямом направлении (подача в зону сварки) при постоянной Сл)эл Смещение оси фрикционного ролика В в противоположном направлении вызывает соответствующее уменьшение скорости подачи проволоки в зону сварки до остановки про.волоки (нейтральное . положение). Дальнейшее сме,щение оси вращения фрикцоннного ролика вверх от нейтрал-ьного положения, когда 2 и соответственно .приводит к изменению направления подачи проволоки на обратное (из зоны сварки) и не требует остановки привода и переключение направления его вращения. Процесс переноса электродного металла в сварочную ванну при вращеНИИ электрода вокруг собственной оси и подачи его в зону сварки недостаточно изучен. Устройство поз--.
10096 8 .
воляет иэу.чить данный, процесс призаключается в расширении технологиразличных параметрах процесса сваркических воз 4ожиостей сварки вращаюблагодаря возможности регулированиявдамся электродом путем плавного я скорости подачи электрода независи-.мененяя скорости и направления
МО от угловой скорости его вращения.(подачи сварочной проволоки без
Эффект по сравнению с прототипом, (Изменения числа оборотов привзятым в качестве баз&вого объекта, вода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1966 |
|
SU223231A1 |
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU854640A1 |
| Устройство для автоматической реверсивной подачи электродной проволоки в дуговых электросварочных аппаратах | 1932 |
|
SU32646A1 |
| Трансмиссия автомобиля | 1980 |
|
SU961551A3 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1945 |
|
SU69961A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для подачи сварочной проволоки | 1981 |
|
SU941061A1 |
| БЕССТУПЕНЧАТЫЙ ВАРИАТОР | 2009 |
|
RU2488722C1 |
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ, содержащее привод. платформу и диск со смонтированными на нем ведущей и ведомой коническими шестернями, подающие ролики и фрикционный ролик, кинематически связанный с платформой и диском, отличающееся тем; что, с целью расширениятехнологических возможностей путем обеспечения реверсивной подачи сварочной проволоки, подающие ролики и ведомая коническая шестерня закреплены на платформе, а фрикционный ролик установлен на оси с возможностью перемещения относительно платформы и диска. (Л с со О) о СХ)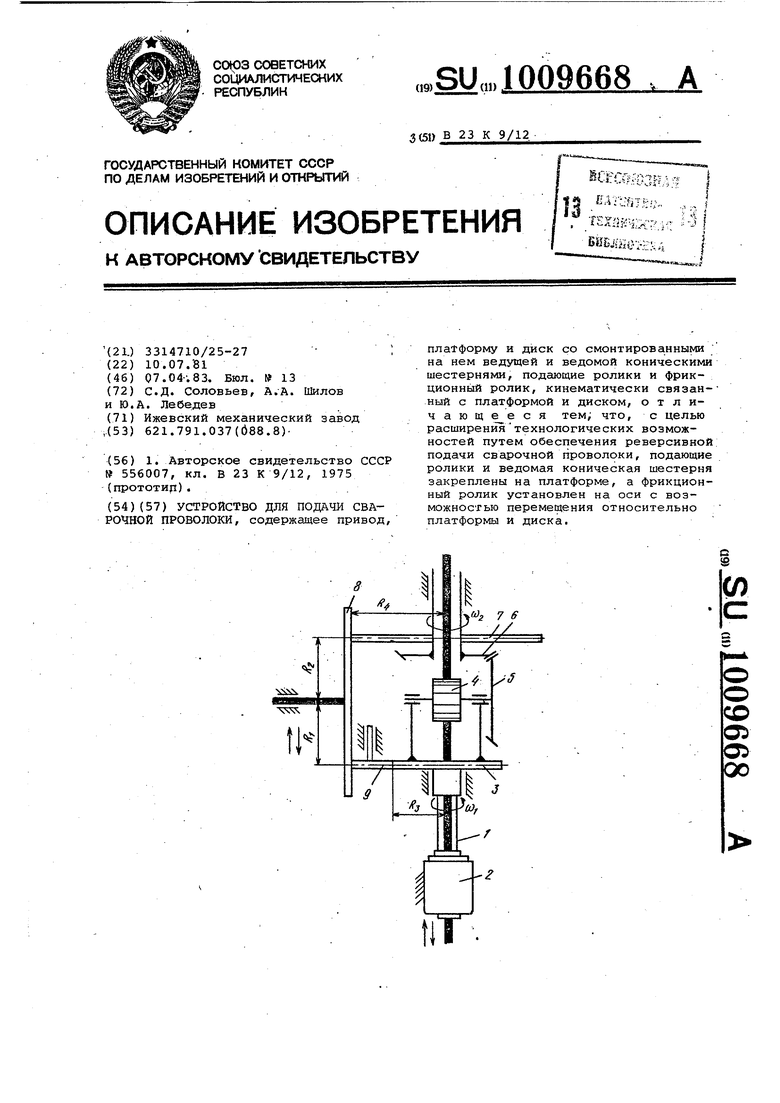
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подачи сварочной проволоки | 1975 |
|
SU556007A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
