Изобретение относится к области дуговой сварки и наплавки тонких слоев металлов с температурой плавления, отличающейся от температуры плавления металла изделия, и может быть использовано при изготовлении и ремонте полых цилиндрических изделий с заданными физико-механическими свойствами внутренней поверхности.
Известен способ центробежной наплавки [«Центробежная плазменная наплавка». Интернет-ресурс: http://www.plasma-master.com.ua/rus/sciense/sciense_pcs.htm/. Дата обращения 09.03.2011 15:19:53], при котором для наплавки на внутреннюю поверхность цилиндрических изделий тонких слоев материалов с особыми тепло-физическими свойствами в полость изделия перед наплавкой помещают наплавляемый материал, например шихту в виде стружки, гранул или другого вида измельчения, вращают изделие вокруг собственной оси с высокой скоростью и расплавляют порошок плазменной дугой прямого действия, горящей между изделием и невращающимся неплавящимся электродом. Вследствие непрерывного вращения изделия относительно неподвижного неплавящегося электрода на внутренней поверхности изделия образуется кольцевая сварочная ванна, по свободной поверхности которой перемещается с высокой скоростью сварочная дуга. Увеличение площади одновременного нагрева изделия приводит к рассредоточению теплового воздействия дуги, что, с одной стороны, вызывает необходимость повышения мощности источника теплоты для наплавки, а с другой, ограничивает максимальные массогабаритные характеристики наплавляемых изделий, внутренний диаметр и толщину стенки из-за необходимости прогрева на всю толщину до высокой температуры. Способ характеризуется низкой производительностью процесса наплавки и невозможностью наплавки металлов тонкими слоями, а также металлов с теплофизическими свойствами (температура плавления), отличающимися от основного металла.
Известен способ центробежной наплавки [«Способ электродуговой центробежной наплавки». Интернет-ресурс: http//www.ideasandmoney.ru/Ntrr//Details//113585. Дата обращения 09.03.2011 15:20:56], который является наиболее близким к заявленному изобретению, в котором полое цилиндрическое изделие и находящаяся в полости сварочная горелка приводятся в согласное вращательное движение вокруг общей оси. В сварочную горелку подают проволочный электрод и возбуждают дугу между ним и наплавляемым изделием. Для формирования слоя наплавленного металла на внутренней поверхности с малым радиусом кривизны полое изделие вращают с угловой скоростью ωдет, обеспечивающей требуемую величину центробежных сил. Для устойчивого горения дуги в полости на быстро вращающемся изделии и обеспечения ее перемещения относительно наплавляемой поверхности со скоростью наплавки Vнапл сварочную горелку, через которую подается проволочный электрод, вращают в направлении вращения изделия с угловой скоростью ωгор. Алгебраическая разность угловых скоростей Δω сварочной горелки ωгор и наплавляемого изделия ωдет определяет величину и направление скорости наплавки Vнапл быстро вращающегося полого изделия:

где R - расстояние от оси вращения сварочной горелки до наплавляемой поверхности полого изделия.
Продольное перемещение сварочной горелки в полости наплавляемого изделия и одновременно ее вращение с угловой скоростью, определяемой выражением (1), позволяют производить наплавку на внутреннюю цилиндрическую поверхность по винтовой линии. При этом формирование наплавленного металла на внутренней поверхности в поле центробежных сил позволяет получить наплавленный слой с ровной поверхностью и минимальным припуском на последующую механическую обработку.
Главным недостатком известного способа центробежной наплавки является то, что при его осуществлении не учитывается различие теплофизических свойств материала изделия и плавящегося электрода. Например, при наплавке электродами из металлов, температура плавления которых отличается от температуры плавления основного металла, качество наплавленного металла снижается. Причиной этого является, с одной стороны, влияние центробежных сил на увеличение интенсивности процесса переноса электродного металла в сварочную ванну и локализацию на ее поверхности теплового и механического воздействий двухфазного газожидкостного потока с электрода, состоящего из высокотемпературного высокоскоростного газоплазменного потока и потока перегретого расплава электродного металла. С другой стороны, центробежные силы препятствуют механическому воздействию дуги на расплав в головной части сварочной ванны и вытеснению его в хвостовую часть. Вследствие указанных эффектов при наплавке, например, электродом из металла, температура плавления которого выше температуры плавления основного металла, в головной части сварочной ванны под дугой образуется большая по толщине перегретая до высокой температуры жидкая прослойка. При этом глубина проплавления основного металла чрезмерно возрастает и увеличивается коэффициент участия основного металла в наплавленном слое. Наоборот, при наплавке электродом из металла, температура плавления которого ниже температуры плавления основного металла, в сварочной ванне большая по толщине жидкая прослойка под дугой препятствует равномерному нагреву основного металла и его сплавлению с наплавленным слоем. В результате в том и в другом случае качество наплавленного слоя ухудшается.
Другим недостатком известного способа является неравномерность проплавления основного металла по ширине наплавляемого валика. Как известно, вклад тепловой энергии капель перегретого электродного металла в сварочную ванну дополнительно к газоплазменному потоку дугового источника теплоты приводит к перегреву расплава в ее головной части на локальном участке их совместного воздействия. Причем тепловой эффект комбинированного воздействия на ванну двух потоков превосходит простую сумму тепловых эффектов дугового потока и потока капель источников теплоты, взятых по отдельности. Локальный вклад энергии в сварочную ванну двух потоков в пределах общей зоны нагрева вызывает местное углубление проплавления основного металла на участке падения капель в сварочную ванну. Кроме того, вытеснение расплава из головной части сварочной ванны в процессе наплавки приводит к вытеканию расплава за пределы ванны с образованием наплывов. Причиной вытекания расплава является изменение соотношения сил, действующих на расплав сварочной ванны при известном способе и преобладание центробежных сил над силами поверхностного натяжения перегретого металла. Для устранения наплывов требуется либо увеличивать скорость наплавки, либо снижать скорость подачи электродной проволоки. Однако простым увеличением скорости наплавки невозможно устранить локальное проплавление основного металла по оси наплавленного валика, а нижний предел скорости подачи электрода органичен возможным нарушением саморегулирования процесса плавления электрода.
Целью изобретения является повышение качества наплавленного слоя при наплавке металлов, температура плавления которых отличается от температуры плавления металла наплавляемого изделия, путем контролируемого перераспределения тепловой мощности дуги между тремя объектами ее воздействия: основной металл наплавляемого изделия, слой ранее наплавленного металла и сварочная ванна, за счет чередования импульсов силы тока дуги с импульсным увеличением скорости наплавки в период пауз импульсов тока, а также рассредоточения газодинамического воздействия газоплазменного потока столба дуги на сварочную ванную при возвратно-поступательных перемещениях дуги по поверхности ванны.
Поставленная цель достигается тем, что, в известном способе автоматической дуговой центробежной наплавки внутренней поверхности полых вращающихся цилиндрических изделий плавящимся электродом, при котором плавящийся электрод подают в полость наплавляемого изделия через направляющий канал вращающейся сварочной горелки, которой придают вращательное движение по окружности в плоскости вращения изделия и выбирают его такого направления, чтобы оно совпадало с направлением вращения изделия, и одновременно перемещают сварочную горелку вдоль оси вращения изделия для наплавки по винтовой линии, при этом скорость и направление наплавки устанавливают разностью Δω угловых скоростей сварочной горелки ωгор и детали ωдет, т.е. Δω=ωгор-ωдет, электрод перед наплавкой устанавливают с угловым отклонением в диапазоне 15-75° от оси вращения сварочной горелки, а ось вращения сварочной горелки смещают в радиальном направлении в сторону от оси вращения изделия параллельно ей на расстояние eсм, которое определяют по формуле
 ,
,
где Dk - диаметр капли электродного металла на конце электрода, Iд.max - «разрывная» длина дуги, т.е. длина, при превышении которой дуга естественным образом обрывается, причем в процессе наплавки электродом из металла с температурой плавления, меньшей или равной температуре плавления металла изделия, сварочную горелку вращают с угловой скоростью, меньшей угловой скорости изделия, т.е. Δω<0, и вдвигают в полость наплавляемого изделия, а в процессе наплавки электродом из металла с температурой плавления, большей температуры плавления металла изделия, сварочную горелку вращают с угловой скоростью, большей угловой скорости изделия, т.е. Δω>0, и выдвигают из полости наплавляемого изделия.
Сопоставительный анализ с прототипом показывает, что заявляемый способ наплавки отличается наличием новых признаков: наклон плавящегося электрода к оси вращения сварочной горелки, смещение оси вращения сварочной горелки относительно оси вращения изделия, изменение скорости вращения сварочной горелки и направления ее подачи в функции температуры плавления наплавляемого металла. Эти признаки обеспечивают соответствие заявляемого технического решения критерию «новизна».
Сравнение заявляемого технического решения в способе с прототипом и с другими известными решениями в области сварки и смежных областях техники (электротехника, электромеханика, энергетика и др.) не выявило решение, обладающее сходными признаками: наклон плавящегося электрода под углом к оси вращения сварочной горелки, вращение сварочной горелки вокруг оси, сдвинутой в радиальном направлении в сторону от оси вращения изделия параллельно ей, вращение сварочной горелки с угловой скоростью, меньшей или большей угловой скорости вращения изделия, и изменение направления ее продольного движения в полости наплавляемой детали в зависимости от температуры плавления металла наплавляемого электрода. Новое свойство совокупности указанных признаков, не повторяющее известные свойства отличительных признаков, известных из других решений, заключается в том, что при постоянной скорости подачи электрода в полости наплавляемого изделия во время каждого оборота сварочной горелки дуга между вращающимися наклонным электродом и наплавляемым изделием получает ускоренные периодические следующие друг за другом кратковременные укорочения и удлинения, вызывающие импульсы и спады тока наплавки, т.е. модуляцию по отношению к току для данного электрода в непрерывном режиме, при этом одновременно перемещается возвратно-поступательно по поверхности ванны в направлении, перпендикулярном направлению наплавки по винтовой линии. Регулирование амплитуды пульсаций тока дуги осуществляют в функции величины смещения оси вращения сварочной горелки по отношению к оси вращения изделия. Сочетание нового свойства в совокупности с возможностью регулирования проплавления основного металла путем контролируемого перераспределения тепловой мощности дуги по поверхности сварочной ванны, разделения при наплавке наклонным электродом в поле центробежных сил теплового и механического воздействий на ванну двухфазного газожидкостного потока с электрода на два однофазных потока (газового и жидкостного), а также управления скоростью вращения сварочной горелки и согласованным ее перемещением вдоль оси в полости наплавляемого изделия в зависимости от теплофизических свойств наплавляемого материала позволяет повысить качество наплавленного слоя разнородных металлов. Таким образом, заявляемое техническое решение соответствует критерию «изобретательский уровень».
Сущность предлагаемого способа поясняют фиг.1-6.
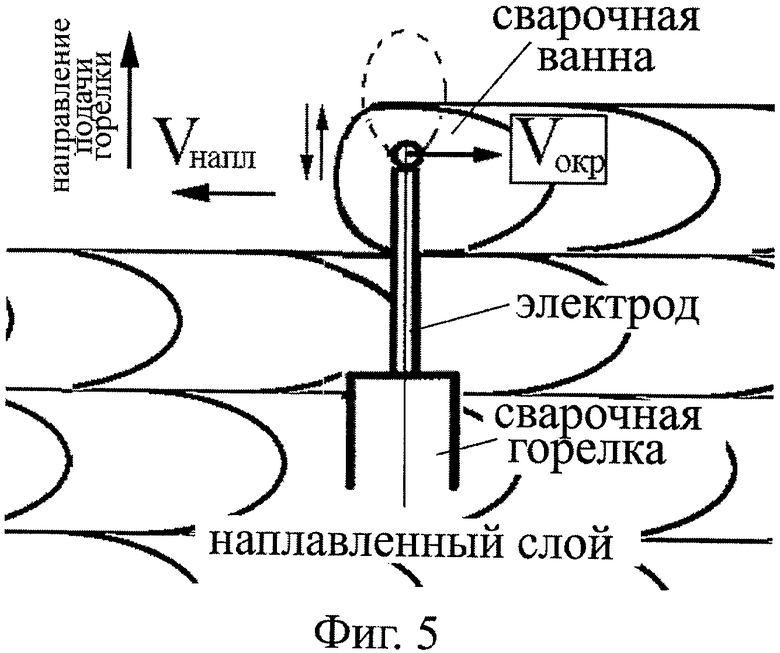
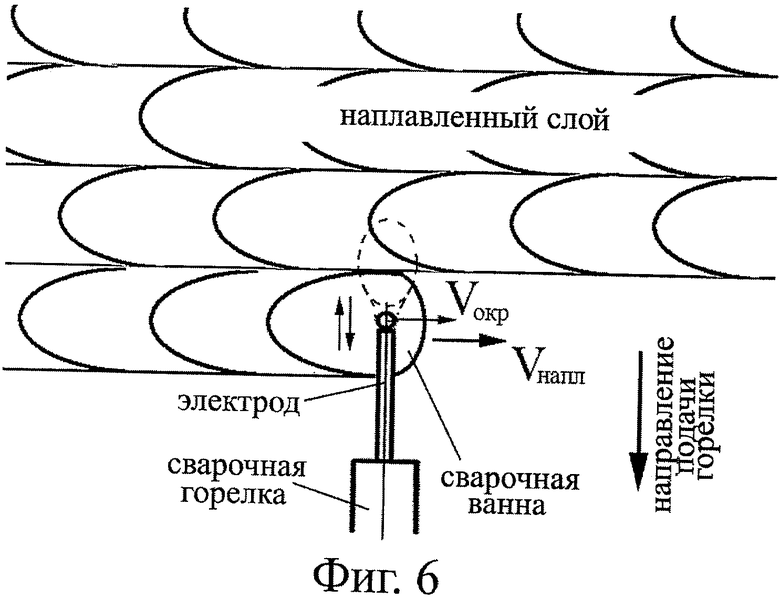
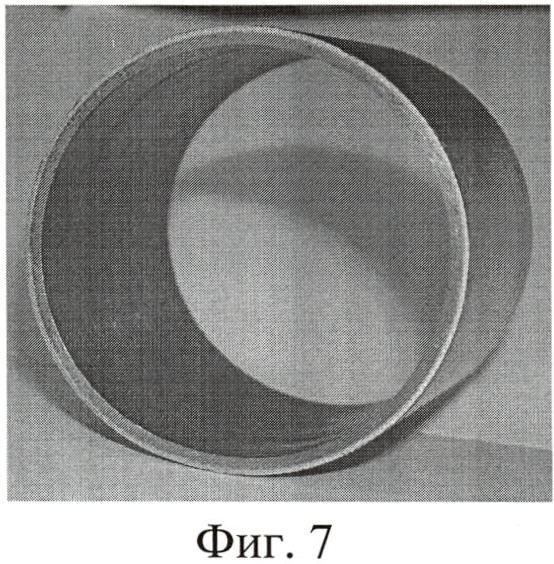
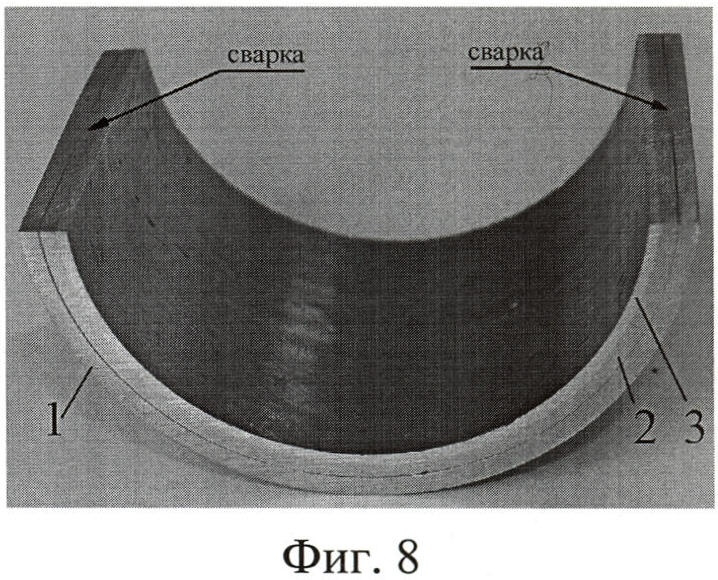
На фиг.1 показана схема наплавки по предлагаемому способу. Фиг.2 поясняет влияние переноса капель в поле центробежных сил на характер формирования наплавленного слоя и форму проплавления в его поперечном сечении на примере наплавки одиночного валика по предлагаемому способу. Фиг.3 поясняет влияние сдвига оси вращения сварочной горелки относительно оси вращения изделия на пульсации силы тока дуги в процессе наплавки. Фиг.4 показывает связь амплитуды возвратно-поступательных перемещений дуги по поверхности ванны с величиной углового отклонения электрода от оси вращения сварочной горелки. Фиг.5 и 6 поясняют схему наплавки «легкоплавких» и «тугоплавких» (в сравнении с металлом наплавляемого изделия) материалов, соответственно. На фиг.7-9 приведены образцы изделий, наплавленные предлагаемым способом.
Для наплавки по предлагаемому способу полое цилиндрическое изделия 1 вращают вокруг оси 5 (фиг.1). В полость изделия вводят сварочную горелку 2 и вращают вокруг оси 4. Перед наплавкой через направляющий канал сварочной горелки 2 подают плавящийся электрод 3 и устанавливают под углом α к оси вращения сварочной горелки. Ось вращения 4 сварочной горелки 2 смещают в радиальном направлении в сторону от оси 5 вращения изделия 1 параллельно ей на расстояние eсм, которое определяют по формуле
 ,
,
где Dk - диаметр капли электродного металла на конце электрода, Iд.max - «разрывная» длина дуги, т.е. длина, при превышении которой дуга естественным образом обрывается. Сварочную горелку 2 и изделие 1 приводят в согласное вращательное движение с разными угловыми скоростями ωгор и ωдет, соответственно, и задают их разностью Δω=ωгор-ωдет направление и величину окружной скорости наплавки Vнапл на внутреннюю поверхность изделия в зависимости от теплофизических свойств наплавляемого материала. В процессе наплавки сварочную горелку одновременно с вращением перемещают вдоль оси изделия со скоростью подачи Vподача, направлением которой задают направление винтовой линии наплавки внутренней поверхности изделия.
Известно, что плотность фаз двухфазного газожидкостного потока в дуге различна: плотность нагретого газа до высокой температуры составляет величину порядка (10÷50)·10-3 кг/м3, а плотность расплавленного электродного металла составляет величину порядка 10 кг/м3. В силу значительного различия плотности центробежные силы по-разному влияют на газоплазменный поток и поток расплава с электрода: в большей степени оказывают влияние на расплав, в меньшей - на газ. Поэтому под действием центробежных сил появляется эффект отклонения жидкостного капельного потока от направления газоплазменного потока, соосного с электродом. Каждый из этих потоков обладает значительной тепловой мощностью и оказывает существенное влияние на тепловой баланс сварочной ванны. В предлагаемом способе наплавки газоплазменный поток с электрода управляется наклоном электрода. При наклоне электрода в известных пределах соответственно наклоняется столб дуги в результате действия электромагнитных сил. Поэтому с целью снижения теплового воздействия на расплав в головной части ванны наклоном электрода газоплазменный поток может быть направлен на хвостовую часть сварочной ванны, на участки наплавляемой поверхности за пределами сварочной ванны или на поверхность ранее наплавленного слоя. Жидкостный капельный поток с электрода управляется направлением и величиной скорости вращения сварочной горелки по отношению к направлению и величине скорости вращения наплавляемого изделия. При согласном вращении сварочной горелки и наплавляемого изделия в том случае, если скорость вращения сварочной горелки больше скорости вращения изделия и наплавка валика на вращающееся изделие производится по направлению вращения изделия, поток капель направляется в головную часть сварочной ванны перед дугой. Наоборот, при согласном вращении сварочной горелки и наплавляемого изделия в том случае, если скорость вращения электрода меньше скорости вращения изделия и наплавка валика на вращающееся изделие производится по направлению против направления вращения изделия, поток капель направляется в хвостовую часть сварочной ванны позади дуги. Выбор направления отрыва жидкостного капельного потока с электрода определяется с учетом температуры плавления наплавляемого металла.
Влияние переноса капель в поле центробежных сил на характер формирования наплавленного слоя и форму проплавления в его поперечном сечении поясняется на примере наплавки одиночного валика по предлагаемому способу (фиг.2).
Для наплавки одиночных валиков по предлагаемому способу сварочная горелка и изделие вращались согласно в направлении против часовой стрелки с одинаковой скоростью, т.е. Δω=ωгор-ωдет=0 (на фиг.2 направление вращения указано стрелками). Положение оси плавящегося сварочного электрода в процессе наплавки относительно продольного сечения наплавляемого валика обозначено штрихпунктирной линией на фиг.2 и не изменялось. Для сравнения на фиг.2, а приведено поперечное сечение валика, выполненного на аналогичном режиме в нижнем положении без вращения изделия. Форма проплавления при наплавке неподвижного изделия обладает явно выраженной симметрией в отличие от формы проплавления на вращающемся изделии. Из сравнения видно влияние вращения изделия на форму зоны проплавления основного металла: несимметричность расположения наплавленного металла относительно расположения оси электрода, существенное снижение глубины проплавления основного металла в месте расположения дуги на поверхности сварочной ванны, равномерная глубина проплавления в местах, недоступных воздействию газоплазменных потоков дуги. Асимметричная форма проплавления основного металла и наплыв наплавленного металла с правой стороны от оси электрода подтверждает влияние центробежных сил на отрыв капель и характер их переноса в ванну. Очевидно, что оторвавшиеся от электрода под действием центробежных сил капли продолжают свое движение по инерции в направлении линейной окружной скорости конца электрода и попадают на изделие справа от оси электрода, создавая участок сварочной ванны с «холодным» расплавом. Далее расплав из правой части перетекает под действием центробежных сил в центральную часть ванны, формируя плоскую поверхность валика.
Таким образом, особенностью предлагаемого способа наплавки является разнонаправленное движение газоплазменного потока и потока расплава с электрода. Газоплазменный поток с электрода направлен перпендикулярно его торцевой поверхности. Малые размеры отрывающихся капель в поле центробежных сил оказывают слабое возмущающее действие на направление этого потока. Направление потока отрывающихся капель расплавленного металла электрода определяется направлением окружной скорости конца электрода.
Технический эффект заключается в достижении равномерного проплавления основного металла в поперечном сечении каждого наплавленного валика при наплавке металлов с температурой плавления, отличающейся от температуры плавления основного металла изделия за счет рассредоточения газодинамического воздействия дуги на сварочную ванну и перераспределения тепловой мощности дуги между тремя объектами ее воздействия: наплавляемое изделие, слой ранее наплавленного металла, сварочная ванна, а также изменения гидродинамики течения жидкого металла ванны путем чередования пульсаций силы тока с импульсным увеличением скорости наплавки в период пауз тока.
Предлагаемый способ наплавки создает другие технические эффекты, неизвестные (недостижимые) при наплавке способом, взятым за прототип. При вращении сварочной горелки 3 конец электрода 5 описывает окружность с центром в точке 2, а опорное пятно сварочной дуги 6, горящей между электродом и внутренней поверхностью наплавляемого изделия 1, перемещается по окружности с центром в точке 4 (фиг.3). Так как центры окружностей не совпадают на величину eсм, то в процессе вращения сварочной горелки и изделия длина дуги будет периодически изменяться с частотой вращения горелки от минимальной lд.min, равной Dk, до максимальной, равной lд.max. Диапазон изменения определяется обеспечением условий устойчивого горения дуги без перерывов на короткие замыкания и без нарушения саморегулирования процесса плавления проволочного электрода из-за обрыва дуги.
Как известно, под саморегулированием процесса плавления проволочного электрода понимается такой процесс дуговой сварки, при котором проволочный электрод подают с постоянной скоростью, а средняя за период скорость его плавления, колеблясь с колебаниями длины дуги, сохраняется постоянной благодаря реакции источника питания. Уменьшение длины межэлектродного промежутка вызывает автоматическое увеличение сварочного тока, вследствие чего возрастает скорость плавления электрода и длина межэлектродного промежутка восстанавливается. При увеличении длины дуги происходят обратные процессы, что также приводит к восстановлению длины дуги. В этом заключается известный принцип «статического» саморегулирования скорости плавления электрода, который лежит в основе технического решения.
При нижней предельной длине межэлектродного промежутка, меньшей диаметра Dk капли на конце электрода, в процессе наплавки возможно наступление фазы короткого замыкания и дуга гаснет. При максимальной предельной длине межэлектродного промежутка, большей lд.max, дуга естественным образом обрывается. И в том, и в другом случае течение процесса плавления электродной проволоки нарушается, что дестабилизирует процесс наплавки и ухудшает качество наплавленного слоя.
При постоянной скорости подачи плавящегося электрода и вращении сварочной горелки электрод и наплавляемое изделие периодически сближаются друг с другом, а затем удаляются друг от друга (фиг.4). В периоды их сближения с частотой вращения горелки происходит кратковременное укорочение длины дуги и возрастание силы сварочного тока. Скорость плавления электрода и частота переноса капель увеличиваются, а размер отрывающихся с электрода капель уменьшается. В этот период укорочения дуги ее опорное пятно перемещается по поверхности ванны в направлении торца электрода. В период удаления электрода и изделия друг от друга длина дуги увеличивается, а сила сварочного тока снижается. Скорость плавления электрода замедляется, процесс каплеобразования приостанавливается и опорное пятно дуги на ванне удаляется от торца электрода. При удлинении дуги и замедлении плавления электрод продвигается вперед к ванне на величину выбега (фиг.4) и восстанавливает положение зоны контактирования опорного пятна на ванне при оптимальной длине дуги. Расстояние между концом электрода и поверхностью наплавляемого изделия в процессе наплавки устанавливается определенным и автоматически поддерживается неизменным за счет комплексного действия геометрических и электрических параметров процесса, вследствие чего обеспечивается высокая стабильность процесса наплавки. Благодаря постоянству длины дуги ее опорное пятно совершает по поверхности ванны возвратно-поступательные перемещения размахом ΔL с частотой, определяемой частотой вращения сварочной горелки по окружности. Тем самым обеспечивается рассредоточение теплового воздействия газоплазменного и капельного потоков на ванну. Амплитуда (размах) поперечных колебаний дуги на ванне определяется величиной угла α отклонения электрода от оси вращения горелки и величиной сдвига eсм оси вращения сварочной горелки от оси вращения детали
ΔL=2·eсм·tgα.
Благоприятная форма наплавленного валика получается в диапазоне углов 15-75 градусов. При больших углах наклона получается непровар. При меньших углах наклона существенно уменьшается амплитуда ΔL колебаний электрода поперек сварочной ванны и снижается, соответственно, ширина наплавленного валика. При этом возможно появление наплывов. При углах наклона более 75 градусов из-за чрезмерной амплитуды колебаний нарушается формирование наплавленного слоя. Наилучшие результаты получаются при угле наклона 30-50 градусов.
Кроме того, согласно предлагаемому способу в процессе перемещения конца электрода по дуге окружности с постоянной скоростью вращения сварочной горелки и изделия скорость наплавки Vнапл=Δω·Rэл изменяется пропорционально расстоянию Rэл до наплавляемой поверхности детали от оси вращения сварочной горелки. В процессе вращения сварочной горелки это расстояние Rэл уменьшается до минимального в направлении смещения горелки и увеличивается до максимального в диаметрально противоположном направлении. Модуляция силы тока позволяет в период пульсации тока сформировать капли существенно меньшей массы, образовать сварочную ванну определенного объема, а за время паузы провести ее частичную кристаллизацию и быстро перевести электрод по направлению наплавки на новое место образования ванны.
Таким образом, во время ведения процесса конец электрода перемещается относительно сварочной ванны одновременно в пяти направлениях. Во-первых, он подается в дугу вдоль оси электрода, поддерживая оптимальную в зависимости от скорости плавления электрода длину дуги. Во-вторых, электрод вращается совместно со сварочной горелкой по окружности. В-третьих, электрод перемещается относительно наплавляемого изделия в направлении окружной скорости наплавки для получения непрерывного наплавленного валика. В-четвертых, электрод перемещается вдоль оси наплавляемого изделия поступательно со скоростью подачи горелки для наплавки внутренней поверхности изделия по винтовой линии. В-пятых, электрод совершает в радиальном направлении возвратно-поступательные перемещения относительно ванны при своем вращении совместно со сварочной горелкой вокруг оси, сдвинутой относительно оси вращения наплавляемого изделия.
Геометрическая согласованность одновременно выполняемых движений электрода в процессе автоматической центробежной наплавки внутренней поверхности вращающегося изделия по предлагаемому способу, невозможная при других известных способах наплавки, совместно с наклоном электрода под углом к оси вращения сварочной горелки обеспечивает возможность сварочной дуге в процессе наплавки перемещаться возвратно-поступательно по поверхности ванны в поперечном направлении наплавки. Все пять перемещений создают особые условия, способствующие формированию ровного тонкого качественного наплавленного слоя с плоской поверхностью равномерного сечения и равномерным проплавлением основного металла по ширине валика. Процесс идет с гораздо меньшими затратами тепла на плавление электрода, значительно более низким тепловложением в основной металл. Модулирование силы тока позволяет уменьшить размер капель, тем самым уменьшить влияние переноса капель на стабильность горения наклонной дуги, повысить производительность плавления электрода, сократить время пребывания капель на электроде, а, следовательно, температуру ее нагрева, увеличить частоту переноса капель, уменьшить энергию удара капли о ванну, снизить возмущающее воздействие удара капли о ванну.
На фиг.5 приведен вариант наплавки «легкоплавкого» металла. При наплавке предлагаемым способом электродом из металла с температурой плавления, меньшей или равной температуре плавления металла изделия, сварочную горелку вращают с угловой скоростью, меньшей угловой скорости изделия, т.е. Δω=ωгор-ωдет<0, и вдвигают в полость наплавляемого изделия. Сварочная ванна перемещается по наплавляемой поверхности навстречу вращению изделия со скоростью наплавки, а поток капель с электрода, отделяющихся в направлении вращения электрода, направляется в хвостовую часть сварочной ванны. Высокотемпературный поток газа дуги наклоном электрода направлен на поверхность наплавляемого изделия, нагревает и оплавляет ее. В головной части сварочной ванны под дугой жидкий прослой утончается и не препятствует передаче тепла дуги основному металла. Возрастает эффективность передачи теплоты от дуги основному металлу и повышается температура его нагрева. Осуществление наплавки в направлении снаружи внутрь наплавляемого изделия обеспечивает направление высокотемпературного газоплазменного потока с наклонного электрода преимущественно в сторону поверхности основного металла (фиг.5). В результате происходит нагрев и расплавление основного металла. Расплавленный металл из хвостовой части сварочной ванны центробежными силами вытесняется в головную часть, натекает на оплавленную поверхность детали и сплавляется с ней с минимальным перемешиванием. Сплавление наплавленного электродного и основного металлов происходит преимущественно за счет теплоты, накопленной основным металлом от воздействия дуги.
На фиг.6 приведен случай наплавки «тугоплавкого» металла. При наплавке электродом из металла с температурой плавления, большей температуры плавления металла изделия, сварочную горелку вращают с угловой скоростью, большей угловой скорости изделия, т.е. Δω=ωгор-ωдет>0, и выдвигают из полости наплавляемого изделия. Сварочная ванна перемещается по наплавляемой поверхности в направлении вращения изделия со скоростью наплавки, а поток капель с электрода, отделяющихся в направлении вращения электрода, направляется в головную часть сварочной ванны. Высокотемпературный поток газа с электрода преимущественно направлен в сторону поверхности ранее наплавленного валика, тем самым экранируется его тепловое воздействие на основной металл. В результате перегрев расплава ванны снижается. Капли с электрода центробежными силами направляются в головную часть сварочной ванны. Теплосодержание отрывающихся с электрода капель существенно ниже из-за кратковременности их пребывания на конце электрода. Сплавление электродного металла с основным металлом происходит преимущественно за счет теплоты, накопленной в каплях.
Предлагаемый способ осуществляют следующим образом.
Наплавляемое полое изделие закрепляли в патроне узла вращения наплавочной установки. В полость изделия вводили сварочную горелку. Через направляющий канал сварочной горелки в полость наплавляемого изделия подавали плавящийся электрод и устанавливали под углом 45 градусов к оси вращения сварочной горелки. Ось вращения сварочной горелки сдвигали в радиальном направлении в сторону от оси вращения изделия параллельно ей. Горелке придавали вращательное движение по окружности в плоскости вращения изделия и выбирали такое направление, чтобы оно совпадало с направлением вращения изделия. Включали подачу плавящегося электрода, в полости наплавляемого изделия возбуждали дугу и перемещали сварочную горелку вдоль оси вращения изделия для наплавки по винтовой линии.
Угловую скорость наплавляемого изделия назначали из условия трехкратного превышения угловой скорости, при которой обеспечивается равновесие сварочной ванны в потолочном положении под действием центробежной силы и силы тяжести в полости минимального диаметра

Ось вращения сварочной горелки сдвигали в направлении действия силы тяжести с тем, чтобы отрыв капель от электрода происходил под суммарным действием силы тяжести и центробежной силы.
Расстояние, на которое перед наплавкой сдвигали ось вращения сварочной горелки, определяли исходя из обеспечения стабильного горения дуги без периодов короткого замыкания и чрезмерного удлинения дуги и обрывов. Граничными условиями такого диапазона режима являются: с одной стороны, минимальная длина дуги должна быть больше диаметра электродных капель (обычно 0,5…1,5 мм в зависимости от параметров режима); с другой стороны, максимальная длина дуги не должна быть свыше «разрывной» длины дуги (обычно 5…10 мм и определяется настройкой источника питания). При этом параметры источника питания отвечали условию, чтобы скорость плавления проволочного электрода в период импульса тока превышала ее скорость подачи.
Выполняли автоматическую наплавку в среде нейтрального защитного газа с применением сварочного выпрямителя, настроенного на падающую вольт-амперную характеристику. Наплавляли полые цилиндрические изделия наружным диаметром 155 мм и толщиной стенки 10 мм, а также втулки наружным диаметров 61 мм с толщиной стенки 0,5 мм. Материал наплавляемых изделий: углеродистая сталь с температурой плавления 1500°С и бронза с температурой плавления 980°С. Для наплавки использовали электроды из аустенитной стали с температурой плавления 1350°С и бронзы с температурой плавления 980°С.
Угловую скорость сварочной горелки назначали из условия наплавки внутренней поверхности полого изделия по винтовой линии со скоростью Vнапл=100 м/ч, т.е. по формуле
При наплавке изделия из углеродистой стали электродом из нержавеющей стали и бронзы скорость вращения сварочной горелки определяли по формуле
т.е. Δω=ωгор-ωдет<0. Тем самым обеспечивали наплавку валиков в направлении, противоположном направлению вращения изделия.
При наплавке изделия из бронзы электродом из углеродистой стали скорость вращения сварочной горелки определяли по формуле
т.е. Δω=ωгор-ωдет>0. Тем самым обеспечивали наплавку валиков в направлении, совпадающем с направлением вращения изделия.
В процессе наплавки сварочную горелку перемещали вдоль оси наплавляемого изделия, вдвигая ее в полость наплавляемого изделия из металла углеродистой стали, и выдвигая ее из полости наплавляемого изделия из металла бронзы.
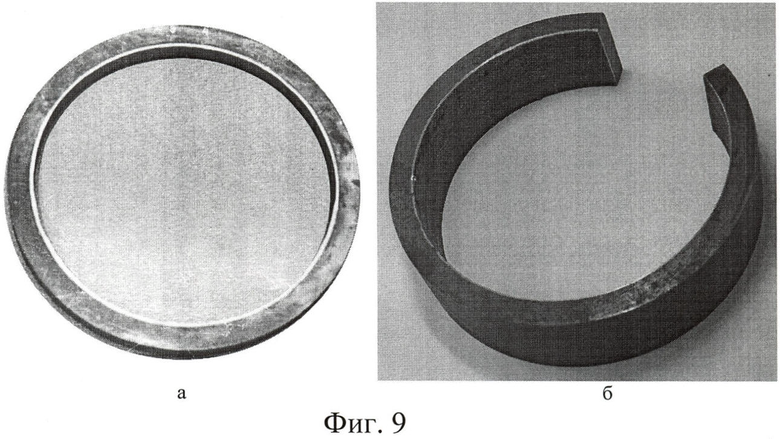
Процесс наплавки протекал устойчиво. Результаты эксперимента представлены на фиг.7, фиг.8 и фиг.9. Глубина проплавления основного металла на образцах составила менее 0,1 мм. На фиг.7 приведена биметаллическая втулка из углеродистой стали наружным диаметром 61 мм и толщиной стенки 0,5 мм. На внутреннюю поверхность наплавлен слой бронзы толщиной 2 мм. На фиг.8 приведена триметаллическая втулка с наружной оболочкой из углеродистой стали наружным диаметром 61 мм и толщиной стенки 1 мм, сваренной посередине кольцевым швом изнутри с термически обработанной стальной втулкой толщиной стенки 1 мм, наплавленной после сварки слоем бронзы толщиной 0,35 мм. На фиг.9 приведено трубчатое изделие наружным диаметром 155 мм и толщиной стенки 10 мм, наплавленное слоем нержавеющей стали толщиной 0,8 мм. На фиг.9,а представлен образец наплавки в поперечном сечении, на фиг.9,б показан продольный разрез образца. Как видно, предлагаемый способ обеспечивает возможность улучшения качества наплавленного слоя в условиях автоматической центробежной наплавки, позволяя одновременно повысить производительность процесса наплавки.
Наличие модуляции длины дуги обеспечивает повышение производительности и улучшение качества сварки и наплавки, поскольку вызываемое модуляцией изменение сварочного тока меняет характер процессов, происходящих в процессе наплавки. В частности, осуществляется мелкокапельный перенос электродного металла на поверхность ванны при меньших значениях сварочного тока, измельчается структура металла шва. Этому же способствует и механическое воздействие на отрыв капель расплавленного металла с электродной проволоки под суммарным действием центробежных сил и сил тяжести. Предлагаемый способ наплавки по сравнению с прототипом позволяет уменьшить глубину проплавления основного металла без уменьшения количества наплавленного электродного металла, что улучшает качество наплавленных деталей. Кроме того, предлагаемый способ наплавки позволяет уменьшить потери легирующих элементов на выгорание и оказывает модифицирующее действие на процесс кристаллизации. Также известно, что уменьшение размера капель и повышение частоты переноса капель позволяет увеличить производительность плавления электрода, т.е. производительность наплавки, и значительно уменьшить тепловложение в наплавляемое изделие.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПОДАЧИ СВАРОЧНОГО ЭЛЕКТРОДА | 2009 |
|
RU2422256C2 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ СВАРКИ, НАПЛАВКИ И ПАЙКИ КОМБИНАЦИЕЙ ДУГ ПРЯМОГО И КОСВЕННОГО ДЕЙСТВИЯ | 2020 |
|
RU2758357C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ двухдуговой наплавки плавящимися электродами | 2024 |
|
RU2831172C1 |
| Способ гибридной лазерно-дуговой наплавки изделия из металла | 2018 |
|
RU2708715C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
Изобретение используют для дуговой наплавки внутренней поверхности полых изделий плавящимся электродом из металла с температурой плавления, отличающейся от температуры плавления металла изделия. Способ включает подачу плавящегося электрода в процессе центробежной наплавки в полость наплавляемого изделия через направляющий канал вращающейся сварочной горелки. Сварочной горелке придают вращательное движение в плоскости в направлении вращения изделия. Одновременно перемещают сварочную горелку вдоль оси вращения изделия для наплавки по винтовой линии. Перед наплавкой электрод устанавливают с угловым отклонением к оси вращения сварочной горелки. Ось вращения сварочной горелки смещают на определенное расстояние. Для наплавки электродом из металла с температурой плавления, меньшей или равной температуре плавления металла изделия, сварочную горелку вращают с угловой скоростью, меньшей угловой скорости изделия. Затем вдвигают ее в полость наплавляемого изделия. Для наплавки электродом из металла с температурой плавления, большей температуры плавления металла изделия, сварочную горелку вращают с угловой скоростью, большей угловой скорости изделия. Затем выдвигают из полости наплавляемого изделия. Техническим результатом изобретения является повышение качества наплавленного слоя при наплавке металлов, температура которых отличается от температуры плавления металла наплавляемого изделия. 9 ил.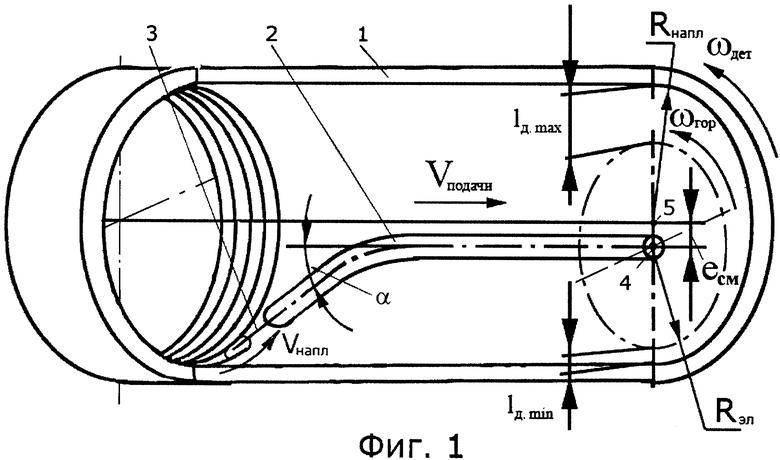
Способ автоматической дуговой центробежной наплавки внутренней поверхности полых вращающихся цилиндрических изделий плавящимся электродом, при котором плавящийся электрод подают в полость наплавляемого изделия через направляющий канал вращающейся сварочной горелки, которой придают вращательное движение по окружности в плоскости вращения изделия и выбирают его такого направления, чтобы оно совпадало с направлением вращения изделия и одновременно перемещают сварочную горелку вдоль оси вращения изделия для наплавки по винтовой линии, отличающийся тем, что электрод перед наплавкой устанавливают с угловым отклонением в диапазоне 15-75° к оси вращения сварочной горелки, а ось вращения сварочной горелки смещают в радиальном направлении в сторону от оси вращения изделия параллельно ей на расстояние eсм, которое определяют по формуле  где Dk - диаметр капли электродного металла на конце электрода, lд.max - «разрывная» длина дуги, при превышении которой дуга естественным образом обрывается, причем в процессе наплавки электродом из металла с температурой плавления меньшей или равной температуре плавления металла изделия сварочную горелку вращают с угловой скоростью, меньшей угловой скорости изделия, и вдвигают в полость наплавляемого изделия, а в процессе наплавки электродом из металла с температурой плавления, большей температуры плавления металла изделия, сварочную горелку вращают с угловой скоростью, большей угловой скорости изделия, и выдвигают из полости наплавляемого изделия.
где Dk - диаметр капли электродного металла на конце электрода, lд.max - «разрывная» длина дуги, при превышении которой дуга естественным образом обрывается, причем в процессе наплавки электродом из металла с температурой плавления меньшей или равной температуре плавления металла изделия сварочную горелку вращают с угловой скоростью, меньшей угловой скорости изделия, и вдвигают в полость наплавляемого изделия, а в процессе наплавки электродом из металла с температурой плавления, большей температуры плавления металла изделия, сварочную горелку вращают с угловой скоростью, большей угловой скорости изделия, и выдвигают из полости наплавляемого изделия.
| «Способ электродуговой центробежной наплавки», 24.11.1999, <http//www.ideasandmoney.ru/Ntrr//Details//113585> | |||
| RU 96104763 А, 27.05.1998 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИНДУКЦИОННОЙ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2173244C2 |
| DE 3022099 А, 17.12.1981 | |||
| CN 101628355 С2, 20.01.2010. | |||

