Изобретение относится к области металлообработки, в частности к методам поверхностной электромеханической обработки (ЭМО) деталей машин, преимущественно тел вращения, в условиях массового и ремонтного производства.
Известны способы трехроликовой электромеханической обработки (см. Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. - Л.: Машиностроение. - 1989. - 184 с. и Багмутов В.П., Паршев С.Н., Дудкина Н.Г., Захаров И.Н. Электромеханическая обработка: технологические и физические основы, свойства, реализация. - Новосибирск: Наука, 2003. - 318 с.) однофазным переменным или постоянным током, с целью повышения прочности и износостойкости поверхностных слоев деталей машин. Однофазный электрический ток подводится к детали через специальную оснастку с двумя электрод-инструментами и одним инструментом (роликом), обеспечивающим устранение прогиба вала от действия двух рабочих роликов. Способ существенно изменяет физико-механические свойства поверхностного слоя изделий и позволяет повысить их служебные характеристики.
Однако данный способ отличается низкой производительностью обработки поверхностей, значительным перекосом фаз питающей электрической сети ввиду однофазной нагрузки большой мощности и низким КПД процесса.
Известен способ электромеханической обработки деталей машин (заявка на изобретение №2004134769/02(037823) - положительное решение о выдаче патента) - принят за прототип), заключающийся в том, что электромеханическая обработка производится тремя инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока, например, понижающего трансформатора, образуя с деталью и другими инструментами общую электрическую цепь, причем инструменты движутся одновременно друг за другом вдоль детали и расположены равномерно вокруг нее, а траектория движения последующего инструмента отстает от предыдущего на 0,32…0,34 шага продольной подачи.
По данному способу обработки с высокой производительностью на поверхности гладкой цилиндрической детали образуются три спиралевидные винтовые зоны с высокой твердостью, прочностью и износостойкостью, что повышает служебные характеристики изделий. Однако данный способ неприемлем при обработке деталей со сложным профилем (шлицевые и шпоночные валы, зубчатые колеса и т.д.).
Технический результат предлагаемого изобретения - это повышение эффективности процесса ЭМО и расширение номенклатуры обрабатываемых деталей за счет изменения траектории движения обрабатывающего инструмента.
Указанный результат достигается тем, что электромеханическая обработка производится тремя равномерно расположенными вокруг детали инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока, образуя с деталью и другими инструментами общую электрическую цепь, причем все инструменты одновременно и прямолинейно движутся по поверхности вдоль оси детали.
На чертеже изображена упрощенная схема предлагаемого способа обработки. Рабочие инструменты 1 располагаются равномерно вокруг обрабатываемой поверхности детали 2, в специальном устройстве (на чертеже не показано), обеспечивающем их равномерное механическое воздействие на обрабатываемую поверхность и возможность перемещения в продольном осевом направлении относительно детали с заданной поступательной скоростью v. Каждый инструмент подключается к одной из фаз трехфазного источника тока 3, например, трансформатора. В месте контакта инструментов 1 с деталью 2 происходит мгновенный нагрев (током до 2000 А) ее поверхностного слоя и механическое воздействие с последующим быстрым охлаждением вглубь холодной массы детали, в результате чего выполняются различные операции электромеханической обработки. Сила тока, усилие прижатия инструментов к детали и скорость их движения вдоль оси заготовки, материал и форма инструментов принимаются, исходя из задач и требований технологического процесса.
После обработки всей длины детали происходит проворачивание заготовки относительно специального устройства на нужный угол, и инструменты движутся также прямолинейно, но в противоположном направлении.
Таким образом, при применении данного способа трехроликовой электромеханической обработки деталей машин трехфазным током увеличивается номенклатура обрабатываемых деталей и повышается производительность их обработки, снижаются потери электрической энергии при выполнении технологической операции, устраняется перекос фаз и в целом повышается эффективность процесса ЭМО.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОПРОХОДНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2501643C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2004 |
|
RU2285728C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2361704C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2011 |
|
RU2457258C1 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ МАШИН | 2009 |
|
RU2414514C1 |
| МНОГОИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ НА СТАНКАХ | 2008 |
|
RU2383429C2 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2012 |
|
RU2529327C2 |
| СПОСОБ ЭЛЕКТРОМЕХАНИЧЕСКОГО ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 2012 |
|
RU2514238C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ | 2001 |
|
RU2209711C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713890C1 |
Изобретение относится к области металлообработки, а именно к электромеханической обработке деталей машин. Вокруг детали равномерно располагают три ролика, каждый из которых подключен к одной из фаз трехфазного источника тока с образованием с деталью и другими инструментами общей электрической цепи. Обработку производят при прямолинейном перемещении относительно поверхности детали вдоль ее оси одновременно всех роликов. В результате расширяется номенклатура обрабатываемых деталей и повышается производительность обработки. 1 ил.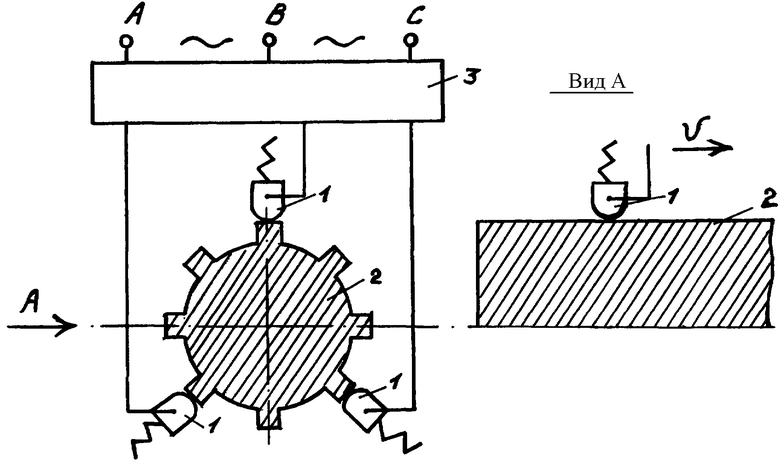
Способ электромеханической обработки тремя равномерно расположенными вокруг детали инструментами, каждый из которых подключен к одной из фаз трехфазного источника тока с образованием с деталью и другими инструментами общей электрической цепи, отличающийся тем, что обработку производят при относительном прямолинейном перемещении по поверхности детали вдоль ее оси одновременно всех инструментов.
| RU 2004134769 А, 10.05.2006 | |||
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПОВЕРХНОСТНОЙ ЗАКАЛКИ | 1991 |
|
RU2009211C1 |
| УСТРОЙСТВО для ПОВЕРХНОСТНОГО УПРОЧНЕНИЯИЗДЕЛИЙ | 0 |
|
SU181676A1 |
| Устройство для электромеханического упрочнения деталей | 1981 |
|
SU1004060A2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ СУШКИ ФОТОГРАФИЧЕСКИХ ЭМУЛЬСИОННЫХ СЛОЕВ, НАНЕСЕННЫХ НА ДВИЖУЩУЮСЯПОДЛОЖКУ | 0 |
|
SU176183A1 |

