Изобретение относится к машиностроению, в частности к устройствам; применяемым для упрочнения деталей.
По основному авт.св. № 531708 известно устройство для электромеханического упрочнения деталей с подводом тока к детали через два упрочняющих элемента, например, через подпружиненные ролики, установленные в держателе с возможностью вращени, при этом упрочняющие элементы выполнены из материалов с различными электрическими свойствами, например, один из меди, а другой - из твердого сплава tl.
Однако известное устройство не обеспечивает существенного повьвиения твердости и износостойкости поверхности детали, так как получением светлых износостойких слоев необходимо поверхность детали разогреть до температуры, превышающей минимальную температуру фазового превращения. Требующийся разогрюв возможен только при протекании тока значительной величины, что Ьри обработке прерывистых поверхностей приводит к образованию электрической дуги и как следствие - к разрушению поверхности упрочняющих роликов, что снижает качество обрабатываемой поверхности.
Цель изобретения - повышение эффективности процесса упрочнения и качества упрочненной поверхности.
Цель достигается тем/ что устройство для электромеханического упрочнения деталей снабжено расположенным между упрочняющими элементами
10 с различными электрическими свойствами дополнительным деформирующим инструментом импульсного воздействия и упруго установленным дополнительным роликом с токопроводом,
15 соединенным с упрочняющим элементом с большим удельным сопротивлением, при этом дополнительный ролик выполнен из материала с меньшим удельным сопротивлением и размещен между
20 дополнительным деформирующим инструментом и упрочняющим элементом с большим удельным сопротивлением.
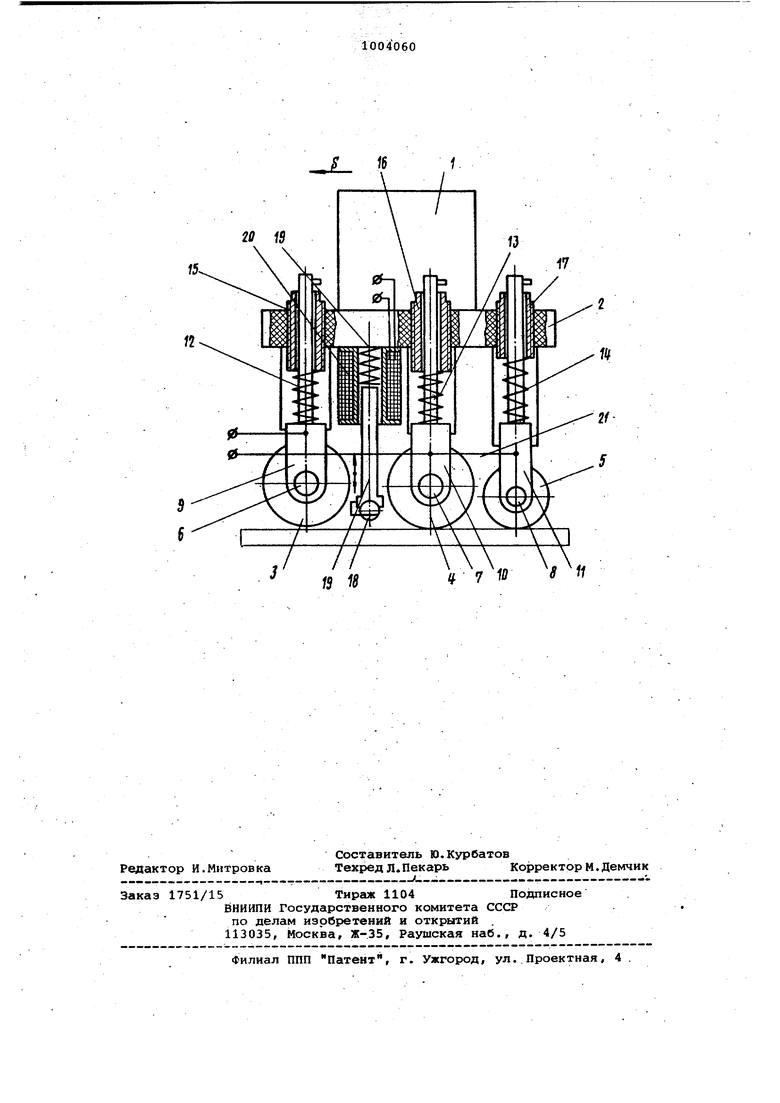
На чертеже показано устройство, общий вид.
25
Устройство содержит оправку 1. с основанием .2, выполненным из диэлектрика. Упрочняю1дай.элемент 3, ролик 4 и упрочняющий элемент 5 выполнены из материалов с различными
30 электрическими свойствами. При этом,
упрочняющий элемент 3 и ролик 4 изготовлены из материала с меньшим удельным сопротивлением, например меди, а упрочняющий элемент 5 из материала с большим удельным сопротивлением, например твердого сплава. Упрочняющие элементы 3 и 5 и ролик 4 установлены соответственно на осях 6-8 плунжеров 9-11. Усилие прижатия упрочняющих элементов 3 и 5 и ролика 4 к обрабатываемой детали задается пружинами 12-14, натяжение, которых регулируется гайками 15-17. Между упрочняющими элементами 3 и 5 размещен деформирующий инструмент импульсного, воздействия, содержащий деформирующий элемент 18 закрепленный на якоре 19, размещенный внутри соленоида 20. Ролик 4 размещен между деформирующим инструментом.и упрочняющим элементом 5 и связан с ним токопроводом 21.
Устройство работает следующим образом
Устройство закрепляют на суппорте станка. На упрочняющие элементы3 и 5 и ролик 4 подают ток 500-1500 А напряжением 2-5 В. Устройство подводят до сопротивления упрочняющих элементрв 3 и 5. и ролика 4 с обрабатываемой поверхностью и гайками 15-17 устанавливают силу их прижима к обрабатываемой поверхности, при этом обеспечивают -удельное давление упрочняющего элемента 3 и ролика 4 на обрабатываемую поверхность в пределах 1-5 кгс/мм а упрочняющего.элемента 5 10-70 кгс/MMt
Разогрев поверхности в. зонах контакта упрочняющего элемента 3 и ролика 4 осуществляется до температуры, превышающей минимальную температуру фазового превращения (около ). Зона контакта упрочняющего элемента 5 разогревается до 200-300°С. Под ключают деформирующий инструмент,
который элементом 18 начинает наносить удары по упрочняемой поверхности. После этого устройству зещают рабочую подачу по поверхности обрабатываемой детали.
Данное устройство позволяет повысить эффективность процесса упрочнения и качество упрочненной поверхности за счет существенного повьаиения твердости, так как обеспечивает осуществление пластического деформирования при разогреве детали до температуры, превышающей минимальную температуру фазового превращения металла и производить обработку без возникновения электрической дуги.
Формула изобретения
Устройство для электромеханического упрочнения деталей по авт.св. 531708, отличающееся тем, что, с целью повышения эффективности процесса упрочнения и качества упрочненной поверхности, оно снабжено расположенным между упрочняющими элементами с различными электрическими свойствами дополнительным деформирующим инструментом импульсного воздействия и упруго установленным дополнительным роликом с токопроводом, соединенным с упрочняющим элементом с большим удельным сопротивлением, при этом дополнительный ролик выполнен из материала с меньшим удельным сопротивлением и размещен между дополнительным деформирующим инструментом и упрочняющим элементом с большим удельным сопротивлением.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 531708, кл. В 23 Р 1/10, 1975 (прототип).
1 П
17
V ffl 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки зубчатых колес | 1981 |
|
SU952405A2 |
| Устройство для электромеханического упрочнения деталей | 1987 |
|
SU1532277A1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2366560C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 2014 |
|
RU2581955C1 |
| Электроконтактное устройство для электромеханической обработки деталей | 1982 |
|
SU1072161A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2412040C2 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2000 |
|
RU2168552C1 |