Область техники
Настоящее изобретение относится к многослойной ламинированной пленке.
Уровень техники
Многослойные ламинированные пленки в настоящее время являются общеизвестными и широко распространенными, в особенности, но не исключительно, в области упаковки пищевых продуктов, и которые, как правило, поставляются в рулонах и применяются для производства предварительно сформованных пакетов и прочих подобных упаковок для пищевых продуктов.
Эти предварительно сформованные пакеты получаются из куска многослойной ламинированной пленки путем обрезания, сгибания и заваривания вдоль его кромок.
Известные многослойные ламинированные пленки в основном состоят по меньшей мере из двух слоев.
По меньшей мере один первый слой изготавливается из пластмассового материала, и две его лицевых части являются пригодными для термического сваривания их между собой так, чтобы создать заваренные кромки пакета или тому подобного.
Предусмотрен также по меньшей мере один второй наружный слой, изготовленный из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или их эквивалентов.
Каждый слой соединен с соседним слоем посредством промежуточного слоя, выполненного из адгезивного материала.
Если процесс упаковывания пищевого продукта в предварительно сформованный пакет предусматривает подвергание наполненного пакета высокотемпературной термической обработке, которая предназначена для воздействия на пищевой продукт для изменения некоторых его характеристик, такой как, например, пастеризация и стерилизация, то первый термически свариваемый слой многослойной пленки должен быть способен обеспечить выполнение определенных функций даже после указанной термической обработки.
Прежде всего, первый термически свариваемый слой во время упаковывания или формования пакета должен обеспечивать характеристики герметичности, которые гарантируют полную непроницаемость упаковки.
Герметизация в общем достигается наложением двух клапанов одной и той же пленки, которая должным образом сложена, и приложением к таким образом совмещенным клапанам таких давления и температуры, чтобы вызвать частичное расплавление слоев двух соседних клапанов, которые находятся в контакте между собой, и тем самым обеспечить их полное термическое сваривание.
Первый термически свариваемый слой поэтому должен обеспечивать герметичность соединения таких термически свариваемых клапанов во время и после термической обработки, предназначенной для пищевого продукта, содержащегося внутри пакета.
Более того, пленка должна иметь такую стабильность размеров и формы, чтобы не подвергаться деформации во время термической обработки, и должна иметь механическую жесткость, которая не ухудшает функциональности пакета, сформованного из нее.
Более того, такая ламинированная многослойная пленка даже после термической обработки пищевого продукта должна иметь способность действовать как барьер в отношении газов, например, таких как кислород.
Наконец, многослойная пленка может иметь такие характеристики, как возможность легкого вскрывания потребителем пакета, сделанного из такой пленки, и поэтому пакет должен быть в общем сделан так, чтобы иметь технологические решения, которые улучшают его способность разрываться в определенных местах, с которыми потребителю приходится иметь дело, чтобы открыть его.
Известные в настоящее время многослойные пленки, применяемые для изготовления упаковочных пакетов для пищевых продуктов и предназначенные для того, чтобы быть подвергнутыми высокотемпературным термическим обработкам, в общем включают первый термически свариваемый слой, изготовленный из полипропилена, второй срединный слой, сделанный из алюминия, и третий наружный слой, сделанный из ориентированного сложного полиэфира, на который необязательно наносится печатное изображение, причем слои соединены парами с помощью промежуточного слоя, изготовленного из адгезивного материала.
Однако такие известные пленки могут быть усовершенствованы.
В частности, возникает потребность изготавливать рулоны, которые содержат указанные пленки, настолько легкими и компактными, насколько возможно, чтобы экономить на транспортных расходах и стоимости хранения таких рулонов.
Кроме того, является предпочтительным, чтобы пакеты, изготовленные из таких пленок, были легкими, насколько это возможно, к полному удовлетворению не только покупателя конечного продукта, упакованного в них, но и для промежуточного пользователя, который производит пакеты и упаковывает в них пищевой продукт, а затем отгружает упакованный продукт в торговую сеть.
Описание изобретения
Задача настоящего изобретения состоит в представлении многослойной ламинированной пленки, которую предполагается подвергать высокотемпературной термической обработке, которая предназначена для воздействия на пищевой продукт, помещенный внутри пакета или другой подобной упаковки, полученной из указанной пленки, которая имеет качества, функциональности и характеристики, которые являются не хуже, чем у известных типов пленки, но является более легкой, чем такие известные пленки.
В рамках этой задачи цель настоящего изобретения состоит в представлении многослойной пленки, которая является более дешевой, чем известные пленки.
Еще одной задачей настоящего изобретения является представление многослойной ламинированной пленки, которая может быть использована для производства пакетов и прочих подобных упаковок с помощью известных технологий формования и термической сварки, которые уже используются для известных типов пленки.
Еще одной задачей настоящего изобретения является представление многослойной ламинированной пленки, которая имеет характеристики разрываемости, которые обеспечивают легкое вскрывание пакета, изготовленного из нее.
Еще одной задачей настоящего изобретения является представление многослойной ламинированной пленки, которая может быть изготовлена с меньшими затратами с помощью известных систем и технологий.
Эта задача и эти и другие цели, которые станут более понятными ниже, решаются с помощью многослойной ламинированной пленки, в частности для упаковки пищевого продукта, который должен быть подвергнут высокотемпературной термической обработке после упаковывания, выполненного по меньшей мере частично, такого типа, который включает по меньшей мере два слоя, из которых по меньшей мере один первый слой изготовлен из пластмассового материала и предназначается для термической сварки, и по меньшей мере один второй наружный слой изготовлен из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов, причем каждый слой соединен с соседним слоем с помощью промежуточного слоя из адгезивного материала, и указанная многослойная ламинированная пленка отличается тем, что первый термически свариваемый слой составлен одним или более подслоями, по меньшей мере один из которых относится к типу с вспененной структурой.
Краткое описание чертежей
Далее характеристики и преимущества изобретения станут более очевидными из нижеследующего подробного описания двух предпочтительных, но не исключительных вариантов осуществления изобретения, иллюстрированных с помощью неограничивающего примера и сопроводительными чертежами, в которых:
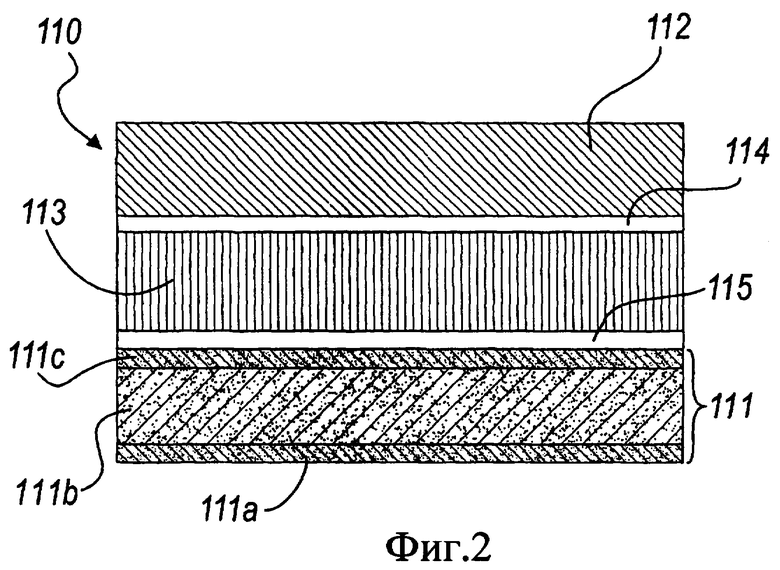
Фиг.1 представляет собой вид поперечного разреза первого варианта исполнения ламинированной пленки согласно изобретению;
Фиг.2 представляет собой вид поперечного разреза второго варианта исполнения многослойной ламинированной пленки согласно изобретению.
Примеры исполнения изобретения
Со ссылкой на чертежи, многослойная ламинированная пленка согласно изобретению в общем обозначается кодовым номером 10 в первом варианте исполнения Фиг.1.
Пленка 10, в варианте исполнения, схематически показанном в поперечном разрезе Фиг.2, включает три слоя, обозначенных кодовыми номерами 11, 12 и 13 соответственно.
Первый слой 11 изготовлен из пластмассового материала и приспособлен для соединения путем термического сваривания двух лицевых частей пленки во время формования пакета или другой подобной упаковки.
Две части первого термически свариваемого слоя 11, когда они обе приводятся в контакт между собой и подвергаются воздействию таких давления и температуры, чтобы вызвать по меньшей мере их частичное расплавление, фактически создают термосварной шов.
Второй наружный слой 12 изготовлен из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов.
Третий слой 13 располагается между первым слоем 11 и вторым слоем 12, изготовлен из металлического материала или пластмассового материала и соединен с каждым соседним первым и вторым слоями 11, 12 с помощью промежуточного слоя, сделанного из адгезивного материала 14 и 15.
Третий слой 13 предпочтительно изготовлен из алюминия.
В первом варианте осуществления, описываемом здесь, первый слой 11 составлен двумя подслоями 11а и 11b, каждый из которых имеет пустотную структуру.
Первый слой 11 получается с помощью технологии многослойной экструзии, в процессе которой подслои 11а и 11b обогащаются одной или более инертными добавками.
После процесса соэкструзии подслоев 11а и 11b следует операция по существу известного типа моно- или биаксиального растяжения первого соэкструдированного слоя 11, которое является пригодным для придания первому слою 11 улучшенных механических свойств и характеристик разрываемости.
Операция растяжения первого термически свариваемого слоя 11 вместе с инертной добавкой, присутствующей внутри его структуры, позволяет сформировать полости внутри первого слоя 11, призванные снизить его плотность.
Более того, присутствие инертной добавки наряду с вспененной структурой первого слоя 11 снижает сопротивление разрыву такого слоя с тем, чтобы обеспечить снижение сопротивления разрыву всей пленки 10 в целом.
Более того, если, как известно, процесс растяжения выполняется в предпочтительном направлении, полученная пленка имеет характеристики разрываемости в направлении, которое является по существу параллельным направлению растяжения, чтобы обеспечить легкое и удобное вскрывание пакета конечным пользователем.
Однако, в то же время известные типы вспененных пленок в общем имеют характеристики термической свариваемости и размерной стабильности в случае термической обработки при высокой температуре, такой как при пастеризации и стерилизации, которые являются недостаточными для обеспечения их применимости в производстве предварительно сформованных пакетов; в общем вспененная структура фактически повышает риск внутреннего разрыва вспененной пленки.
В отличие от того, что происходит с известными типами вспененных пленок, размерная стабильность при высоких температурах вспененного слоя 11 позволяет использовать пленку 10 согласно изобретению для производства пакетов и прочих подобных оболочек для упаковывания предварительно приготовленных готовых к употреблению пищевых продуктов, которые, уже будучи помещенными внутрь такого пакета или другой подобной оболочки, должны быть подвергнуты термическим обработкам, таким как пастеризация, стерилизация и тому подобное.
Процесс производства вспененного слоя 11, и, в частности, процесс отжига, который следует после стадии моно- или биаксиального растяжения, например, позволяет отслеживать факт изменения размеров вследствие усадки при высоких температурах на величину порядка 3%, которая является гораздо меньшей, чем усадочное сокращение размеров приблизительно на 20%, обычно наблюдаемое для известных типов вспененной пленки.
Чтобы избежать помехи в виде сниженных способностей к термическому свариванию у известных вспененных пленок, которые на самом деле обусловливаются присутствием в них именно добавок, которые снижают вес слоя, к которому они принадлежат, но облегчают его разрывание (действительно, их сниженные способности к термическому свариванию становятся более очевидными во время высокотемпературных термических обработок), был разработан вспененный термически свариваемый слой 11, который, в свою очередь, состоит из нескольких подслоев.
Самый наружный из указанных подслоев имеет такое количество добавок, чтобы обеспечить термическое сваривание во время упаковывания или формования пакета, с характеристиками герметичности, которые обеспечивают совершенную непроницаемость пакета.
Напротив, самый внутренний подслой имеет такое количество добавки, чтобы сделать его легким, насколько возможно, в отношении его механических характеристик, которые термически свариваемый слой 11 в целом должен обеспечивать в любом случае.
Инертная добавка представляет собой карбонат кальция или другую эквивалентную добавку, которая является несовместимой с полимерной матрицей слоя 11.
Количество добавки во внутреннем подслое 11а может варьироваться между 1% и 50% по весу, с предпочтительным значением 30%.
Количество добавки во внешнем подслое 11b составляет менее чем 50% по весу и даже равно нулю, если наружный подслой 11b не является вспененным, с предпочтительным значением 20%.
Первый слой 11 имеет толщину, находящуюся между 30 и 120 микронами, с предпочтительным значением 70 микрон, и плотность между 0,400 и 0,880 г на кубический сантиметр, с предпочтительным значением 0,700 г/см3, в отличие от плотности приблизительно 0,900 г/см3 эквивалентных слоев известных пленок.
Эта плотность, которая является меньшей, чем плотность, которая в общем характеризует известные многослойные пленки, имеющие подобное применение, при равной эффективности пленки 10 в отношении известных пленок позволяет облегчить как упаковку, так и рулоны пленки, которые являются более легкими и менее обременительными для транспортировки.
Толщина, которая является меньшей, чем толщины, с которыми обычно применяются пустотные слои, позволяет получать рулоны пленки согласно изобретению, которые не только являются более легкими, но и имеют увеличенную поверхность намотанной пленки при равном занимаемом объеме относительно рулона пленки известного типа.
Как упоминалось, характеристики термической свариваемости первого слоя 11 обеспечиваются наружным подслоем 11b, который имеет количество инертной добавки, которое мало или равно нулю, чтобы тем самым сократить наличие вспененных областей.
Наружный подслой 11b поэтому имеет характеристики термической свариваемости, которые позволяют первому слою 11, облегченному благодаря вспененной структуре, обеспечивать качество термической сварки на уровне не ниже такого уровня, как у известных пленок.
Внутренний вспененный подслой 11а также может соединяться с помощью термической сварки, или, в особых случаях, даже служить в качестве термически свариваемого слоя.
Например, в еще одном варианте осуществления изобретения, внутренний подслой 11а, который имеет более высокое содержание пустот, может иметь температуру плавления, которая является более низкой или равной температуре плавления наружного подслоя 11b, при пониженном содержании пустот.
Благодаря этому во время термического сваривания и в указанных зонах термического сваривания происходит не только расплавление лицевых наружных соседних подслоев 11b, но и внутренние подслои 11а также расплавляются по меньшей мере частично, с последующим сокращением, вплоть до исчезновения, вспененной структуры в зонах термического сваривания.
Таким образом, в термически свариваемых зонах после выполнения термической сварки получается термически свариваемый слой 11, который является более компактным и имеет пониженную внутреннюю хрупкость, что является преимущественным для качества термической сварки и герметичности пакета.
Например, термически свариваемый слой 11 может быть составлен внутренним подслоем 11а с температурой плавления между 140°С и 150°С, и наружным подслоем 11b с температурой плавления между 150°С и 165°С.
В варианте осуществления изобретения, описываемом здесь только с помощью неограничивающего примера, первый слой 11, как упомянуто, составлен двумя подслоями 11а и 11b, каждый из которых изготовлен из пластмассового материала, выбранного между полипропиленом или полиэтиленом.
Поэтому оба подслоя могут быть сделаны из полипропилена, или оба изготовлены из полиэтилена, или один может быть выполнен из полипропилена, и другой может быть сделан из полиэтилена.
Первый слой 11 также может быть составлен более чем двумя подслоями, предпочтительно, но не исключительно, тремя, каждый из которых содержит различную процентную долю одной или более инертных добавок; это позволяет достигнуть различного содержания пустот в отдельных подслоях, чтобы получить продукт, который имеет требуемые потребительские характеристики.
Во втором варианте осуществления изобретения, который схематически показан поперечным сечением в Фиг.2, пленка 110 согласно изобретению имеет первый слой 111, составленный тремя подслоями, то есть первым наружным подслоем 111а, вторым промежуточным подслоем 111b и третьим внутренним подслоем 111с.
Процентная доля по весу добавки в каждом из трех подслоев варьирует согласно требованиям и свойствам, заданным для пленки 110.
В этом варианте осуществления третий слой 113 также предпочтительно изготовлен из алюминия.
Второй наружный слой 12 и 112 сделан из пластмассового материала, выбранного из ориентированного полиэтилентерефталата, ориентированного полипропилена или ориентированного полиамида.
Если сравнивать с известными пленками, используемыми в таких областях употребления, настоящее изобретение представляет следующие преимущества:
- процесс производства вспененной пленки обеспечивает более высокую жесткость вспененной пленки и в общем такое улучшение механических свойств, чтобы обеспечить применение пленок, которые являются более тонкими по сравнению с известными технологическими решениями,
- присутствие вспененных областей в пленке снижает ее плотность, при существенных преимуществах в плане производственных расходов, конечного веса пакета и его воздействия на окружающую среду,
- использование одной или более добавок, которые являются инертными и несовместимыми с полимерной матрицей, и последующей операции растяжения обеспечивает пониженное сопротивление разрыву сравнительно с известными пленками,
- далее, именно сочетание операции растяжения и наличия инертных добавок позволяет получить пленку согласно изобретению с пониженным сопротивлением разрыву в предпочтительном направлении, например в продольном направлении в случае однонаправленного растяжения,
- свойства, которые являются фундаментальными в этой области применения, такие как термическая стабильность и термическая свариваемость, не ухудшаются относительно известных пленок.
Изобретение также относится к применению многослойной ламинированной пленки согласно изобретению, как описанной выше, в его различных вариантах осуществления и прочих возможных эквивалентных вариантах исполнения, в производстве пакетов и других подобных оболочек для упаковывания предварительно приготовленного готового к употреблению пищевого продукта, который, уже будучи помещенным внутрь одного из названных пакетов или тому подобных, должен быть подвергнут термическим воздействиям, таким как пастеризация, стерилизация и тому подобное.
Изобретение также относится к применению многослойной ламинированной пленки согласно изобретению, как описанной выше, в его различных вариантах осуществления и прочих возможных эквивалентных вариантах исполнения, для производства пакетов и прочих подобных упаковок, которые имеют пониженное сопротивление линейному разрыву в предпочтительном направлении, применяемых опять же для упаковывания предварительно приготовленного готового к употреблению пищевого продукта, который должен быть подвергнут термическим воздействиям, таким как пастеризация, стерилизация и тому подобное.
На практике было найдено, что таким образом описываемое изобретение решает поставленные задачи и цели.
В частности, настоящее изобретение представляет многослойную ламинированную пленку, которая имеет способности, функциональности и характеристики, которые являются не худшими, чем таковые у известных типов пленки, но является более легкой, чем такие пленки, благодаря применению вспененного ориентированного слоя вместо нормального моно- или биаксиально ориентированного слоя без пустот, изготовленного из пластмассового материала.
Далее, настоящее изобретение представляет многослойную пленку, которая является более дешевой, чем известные пленки.
Более того, настоящее изобретение представляет многослойную ламинированную пленку, которая может быть использована для производства пакетов и прочих подобных упаковок, с помощью известных процессов формования и термического сваривания, которые уже употребляются для известных типов пленки.
Более того, настоящее изобретение представляет многослойную ламинированную пленку, которая имеет улучшенные характеристики разрываемости относительно известных пленок, чтобы обеспечить более легкое вскрывание пакета.
Более того, настоящее изобретение представляет многослойную ламинированную пленку, которая может быть изготовлена с меньшими затратами с помощью известных систем и технологий.
Представляемое таким образом изобретение допускает многочисленные модификации и вариации, которые все находятся в пределах объема прилагаемых пунктов формулы изобретения; все подробности могут быть далее заменены другими технически эквивалентными элементами.
По существу, использованные материалы, насколько они являются совместимыми с конкретным применением, а также размерные величины, могут быть любыми в соответствии с требованиями и уровнем технологии.
Сведения из Итальянской Патентной Заявки № PD2006А000022, приоритет которой утверждает настоящая заявка, приведены здесь для сведения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАКРЫВАЕМАЯ УПАКОВКА | 2006 |
|
RU2416554C2 |
| ПРИГОДНАЯ К ПЕРЕРАБОТКЕ УПАКОВОЧНАЯ ПОЛИЭТИЛЕНОВАЯ ПЛЕНКА С УЛУЧШЕННОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2784662C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА, МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2732133C2 |
| ЛАМИНИРОВАННАЯ БАРЬЕРНАЯ ПЛЕНКА И ПОКРЫВАЮЩАЯ КРАЙ ПОЛОСА ДЛЯ УПАКОВКИ | 2016 |
|
RU2726549C2 |
| Система для размещения медицинских отходов с пакетом и машина для изготовления такого пакета | 2017 |
|
RU2729939C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛУЧШЕННЫХ ЗАЩИТНЫХ ЭКОЛОГИЧЕСКИ БЕЗОПАСНЫХ ПАКЕТА И УПАКОВКИ И ПРОДУКТОВ, ИЗГОТАВЛИВАЕМЫХ ИЗ НИХ | 2018 |
|
RU2774242C2 |
| СТРУКТУРА ТЕПЛОСТОЙКОЙ БАРЬЕРНОЙ ПЛЕНКИ | 2022 |
|
RU2828495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ИЗДЕЛИЯ И ПЛАСТИНЧАТОЕ ИЗДЕЛИЕ | 2012 |
|
RU2587155C2 |
| ФЛУОРЕСЦИРУЮЩИЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ МНОЖЕСТВО ПЛЕНОЧНЫХ СЛОЕВ | 2003 |
|
RU2299231C2 |
| ВЫДАЧНОЙ УЗЕЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2197219C2 |
Изобретение имеет отношение к многослойной ламинированной пленке и ее применению для упаковывания пищевого продукта, который должен быть подвергнут высокотемпературной термической обработке. Пленка состоит из по меньшей мере двух слоев (11, 12, 13). Первый слой (11) изготовлен из пластмассового материала и предназначен для термического сваривания. Второй наружный слой (12) сделан из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов. Каждый слой соединен с соседним слоем с помощью промежуточного слоя, сделанного из адгезивного материала (14, 15). Первый термически свариваемый слой (11) относится к типу со вспененной структурой с низкой плотностью. Технический результат - изготовление легких по весу и легко разрываемых упаковок и пакетов. 3 н. и 20 з.п. ф-лы, 2 ил.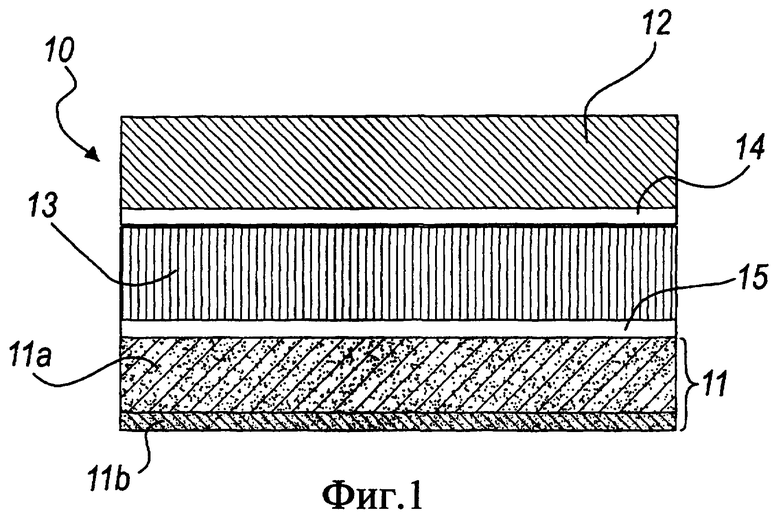
1. Многослойная ламинированная пленка типа, который включает по меньшей мере два слоя (11, 111, 12, 112, 13, 113), из которых по меньшей мере один первый слой (11, 111) изготовлен из пластмассового материала и предназначен для термического сваривания, и по меньшей мере один второй наружный слой (12, 112) выполнен из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов, причем каждый слой, соединенный с соседним слоем с помощью промежуточного слоя, выполненного из адгезивного материала (14, 15), при этом многослойная ламинированная пленка, отличающаяся тем, что первый термически свариваемый слой (11, 111) образован по меньшей мере двумя подслоями (11а, 11b, 111a, 111b, 111с), по меньшей мере один из которых относится к типу со вспененной структурой.
2. Многослойная ламинированная пленка по п.1, отличающаяся тем, что первый слой (11, 111) со вспененной структурой образован по меньшей мере двумя подслоями (11а, 11b, 111a, 111b, 111c), которые изготовлены с помощью процесса многослойной соэкструзии и обогащены во время указанного процесса соэкструзии одной или более инертными добавками, которые являются несовместимыми с полимерной матрицей, причем за процессом соэкструзии следует операция моно- или биаксиально ориентированного растяжения первого экструдированного слоя (11, 111).
3. Многослойная ламинированная пленка по п.1, отличающаяся тем, что процесс производства вспененного слоя (11) включает после стадии моно- или биаксиального растяжения стадию отжига, который пригоден для ограничения усадочного изменения размеров при высоких температурах.
4. Многослойная ламинированная пленка по п.2, отличающаяся тем, что инертная добавка представляет собой карбонат кальция или другую эквивалентную добавку.
5. Многослойная ламинированная пленка по п.2, отличающаяся тем, что инертная добавка присутствует во внутреннем подслое (11а) в количестве, составляющем от 1 до 50%.
6. Многослойная ламинированная пленка по п.5, отличающаяся тем, что инертная добавка присутствует во внутреннем подслое (11a) в количестве, равном 30%.
7. Многослойная ламинированная пленка по п.5, отличающаяся тем, что инертная добавка присутствует в наружном подслое (11b) в количестве, которое составляет менее чем 50%.
8. Многослойная ламинированная пленка по п.7, отличающаяся тем, что инертная добавка присутствует в наружном подслое (11b) в количестве, равном 20%.
9. Многослойная ламинированная пленка по п.7, отличающаяся тем, что внутренний подслой (11а) имеет более высокое содержание пустот относительно наружного подслоя (11b) и температуру плавления, которая меньше или равна температуре плавления наружного подслоя (11b).
10. Многослойная ламинированная пленка по п.1, отличающаяся тем, что термически свариваемый слой (11) образован внутренним подслоем (11a) с температурой плавления между 140 и 150°С и наружным подслоем (11b) с температурой плавления между 150 и 165°С.
11. Многослойная ламинированная пленка по п.1, отличающаяся тем, что плотность первого слоя (11, 111), имеющего вспененную структуру, составляет от 0,400 до 0,880 г/см3.
12. Многослойная ламинированная пленка по п.1, отличающаяся тем, что плотность первого слоя (11, 111), имеющего вспененную структуру, составляет предпочтительно 0,700 г/см3.
13. Многослойная ламинированная пленка по п.12, отличающаяся тем, что первый слой (11, 111), который является моно- или биаксиально растянутым, имеет толщину, составляющую от 30 до 120 мкм.
14. Многослойная ламинированная пленка по п.13, отличающаяся тем, что первый слой (11, 111), который является моно- или биаксиально растянутым, имеет толщину 70 мкм.
15. Многослойная ламинированная пленка по п.1, отличающаяся тем, что по меньшей мере один из подслоев (11а, 11b, 111a, 111b, 111c), которые образуют первый термически свариваемый слой (11, 111), имеет характеристики термической свариваемости.
16. Многослойная ламинированная пленка по п.10, отличающаяся тем, что первый слой (11), который является соэкструдированным и ориентированным, составлен двумя подслоями (11а, 11b), каждый из которых изготовлен из пластмассового материала, выбранного между полипропиленом и полиэтиленом.
17. Многослойная ламинированная пленка по п.16, отличающаяся тем, что первый слой (111), который является соэкструдированным и ориентированным, составлен тремя подслоями (111a, 111b, 111c), каждый из которых изготовлен из пластмассового материала, выбранного между полипропиленом и полиэтиленом.
18. Многослойная ламинированная пленка по п.1, отличающаяся тем, что второй наружный слой (12, 112) изготовлен из пластмассового материала, выбранного из ориентированного полиэтилентерефталата, ориентированного полипропилена или ориентированного полиамида.
19. Многослойная ламинированная пленка по п.1, отличающаяся тем, что она включает третий слой (13, 113), расположенный между первым слоем (11, 111) и вторым слоем (12, 112) и изготовленный из металлического материала или пластмассового материала, который соединен с каждым соседним первым (11, 111) и вторым (12, 112) слоями с помощью промежуточного слоя из адгезивного материала (14, 15).
20. Многослойная ламинированная пленка по п.19, отличающаяся тем, что третий слой (13, 113) изготовлен из алюминия.
21. Применение многослойной ламинированной пленки, включающей по меньшей мере два слоя (11, 12, 13, 111, 112, 113), из которых по меньшей мере один первый слой (11, 111), изготовленный из пластмассового материала, предназначен для термического сваривания, и по меньшей мере один второй наружный слой (12, 112) изготовлен из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов, при этом каждый слой соединен с соседним слоем с помощью промежуточного слоя, изготовленного из адгезивного материала (14, 15), и где термически свариваемый слой (11, 111) составлен по меньшей мере двумя подслоями (11а, 11b, 111a, 111b, 111c), по меньшей мере один из которых принадлежит к типу со вспененной структурой, для производства пакетов и прочих подобных оболочек для упаковывания предварительного приготовленного готового к употреблению пищевого продукта, который уже будучи помещенным внутрь одного из указанных пакетов или тому подобного должен быть подвергнут термическим обработкам, таким как пастеризация, стерилизация и тому подобное.
22. Применение многослойной ламинированной пленки по п.21, отличающееся тем, что первый слой (11, 111) пленки (10, 110), который имеет вспененную структуру, составлен по меньшей мере двумя подслоями (11а, 11b, 111a, 111b, 111c), которые изготовлены с помощью процесса многослойной соэкструзии и обогащены во время указанного процесса соэкструзии одной или более инертными добавками, причем за процессом соэкструзии следуют операция моно- или биаксиального растяжения первого соэкструдированного слоя (11, 111) и операция отжига для ограничения усадочного изменения размеров при высоких температурах.
23. Применение многослойной ламинированной пленки, включающей по меньшей мере два слоя (11, 12, 13, 111, 112, 113), из которых по меньшей мере один первый слой (11, 111), изготовленный из пластмассового материала, предназначен для термического сваривания, и по меньшей мере один второй наружный слой (12, 112), выполненный из материала, выбранного из пластмассового материала, металлического материала, подобного бумаге материала или эквивалентов, в которой каждый слой соединен с соседним слоем с помощью промежуточного слоя из адгезивного материала (14, 15), причем термически свариваемый слой (11, 111) образован по меньшей мере двумя подслоями (11а, 11b, 111a, 111b, 111с), по меньшей мере один из которых относится к типу со вспененной структурой, для производства пакетов и других подобных оболочек с пониженным сопротивлением линейному разрыву в предпочтительном направлении, для упаковывания предварительного приготовленного готового к употреблению пищевого продукта, который уже будучи помещенным внутрь одного из названных пакетов или тому подобного должен быть подвергнут термическим обработкам, таким как пастеризация, стерилизация и тому подобное.
| US 5800913 А, 01.09.1998 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 5043040 A, 27.08.1991 | |||
| WO 00/12305 A, 09.03.2000 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Упаковочный слоистый материал для упаковки жидких пищевого масла или пищевого продукта, содержащего пищевое масло | 1984 |
|
SU1544182A3 |

