Изобретение относится к областям станкостроения и точного приборостроения, в частности к устройствам для финишной обработки свободным абразивом деталей с отверстиями сложного профиля и других поверхностей, расположенных в труднодоступных местах.
Известно устройство для абразивно-экструзионной обработки деталей (см. US 3769751, кл. В24В 27/00, 06.11.1973), состоящее из двух рабочих цилиндров, между которыми устанавливаются обрабатываемые детали, причем один из цилиндров перемещается относительно другого за счет резьбового соединения с перемещающейся возвратно-поступательно платформой. При продавливании абразивной массы из одного цилиндра в другой она движется вдоль обрабатываемых поверхностей и производит съем материала.
Однако при обработке тонкостенных деталей и деталей из материалов невысокой прочности такая схема обработки не может быть применена вследствие очень высоких развиваемых величин давления абразивной массы на обрабатываемые поверхности. Это приводит к деформации и нарушению поверхностного слоя материала детали.
Решение этой проблемы возможно только в том случае, когда движение рабочих поршней в рабочих цилиндрах осуществляется синхронно. Известно устройство для абразивной обработки деталей (см. SU 1220755, кл. В24В 31/116, 18.12.1984), где для осуществления этого применена рама, жестко связанная с поршнями и приводом возвратно-поступательного перемещения. Недостатком такой конструкции является отсутствие возможности раздельного регулирования давления в приводных цилиндрах, что не позволяет оперативно устанавливать допустимое давление и противодавление в рабочих камерах, что ухудшает качество обработки внутренних поверхностей деталей.
Наиболее близким к заявляемому техническому решению является устройство для абразивно-экструзионной обработки деталей (см. SU 1641591, кл. В24В 31/116, 13.01.1988), содержащее рабочую камеру, два оппозитно расположенных первый и второй рабочие цилиндры с поршнями, связанными соответственно с первым и вторым двухкамерными гидроцилиндрами, гидромагистрали которых через электромагнитные реверсивные золотники и электрически управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции, датчики давления, смонтированные в рабочих цилиндрах и подключенные через преобразователь к пульту управления, связанному с электромагнитными реверсивными золотниками, электрически управляемыми регуляторами давления и с насосной станцией.
Недостатком этого устройства является низкое качество обработки внутренних поверхностей, а также низкая производительность.
Технический результат, на достижение которого направлено изобретение, заключается в создании устройства для абразивно-экструзионной обработки деталей, позволяющего повысить качество обработки внутренних поверхностей за счет активирования физико-химических процессов с помощью ультразвука и автоматизации процессов закачки и откачки абразивной массы соответственно в рабочие цилиндры и рабочую камеру и из рабочих цилиндров и рабочей камеры.
Указанный технический результат достигается тем, что устройство для абразивно-экструзионной обработки деталей, содержащее рабочую камеру, два оппозитно расположенных первый и второй рабочие цилиндры с поршнями, связанными соответственно с первым и вторым двухкамерными гидроцилиндрами, гидромагистрали которых через электромагнитные реверсивные золотники и электрически управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции, датчики давления, смонтированные в рабочих цилиндрах и подключенные через преобразователь к пульту управления, связанному с электромагнитными реверсивными золотниками, электрически управляемыми регуляторами давления и с насосной станцией, дополнительно содержит бак для абразивной массы, связанный через насос и первый электрически управляемый запорный клапан с одним из рабочих цилиндров, другой рабочий цилиндр через второй электрически управляемый запорный клапан и датчик перелива соединен с магистралью перелива, в рабочих цилиндрах смонтированы ультразвуковые излучатели, подключенные к генератору ультразвуковых колебаний, связанному с пультом управления, к которому подключены датчик перелива, насос и электрически управляемые запорные клапаны.
Указанный технический результат достигается также тем, что генератор ультразвуковых колебаний работает в диапазон частот ультразвуковых колебаний в пределах 20-40 кГц, интенсивность ультразвуковых колебаний составляет 0,5-5 Вт/см2.
Указанный технический результат достигается также тем, что пульт управления выполнен на основе микропроцессора.
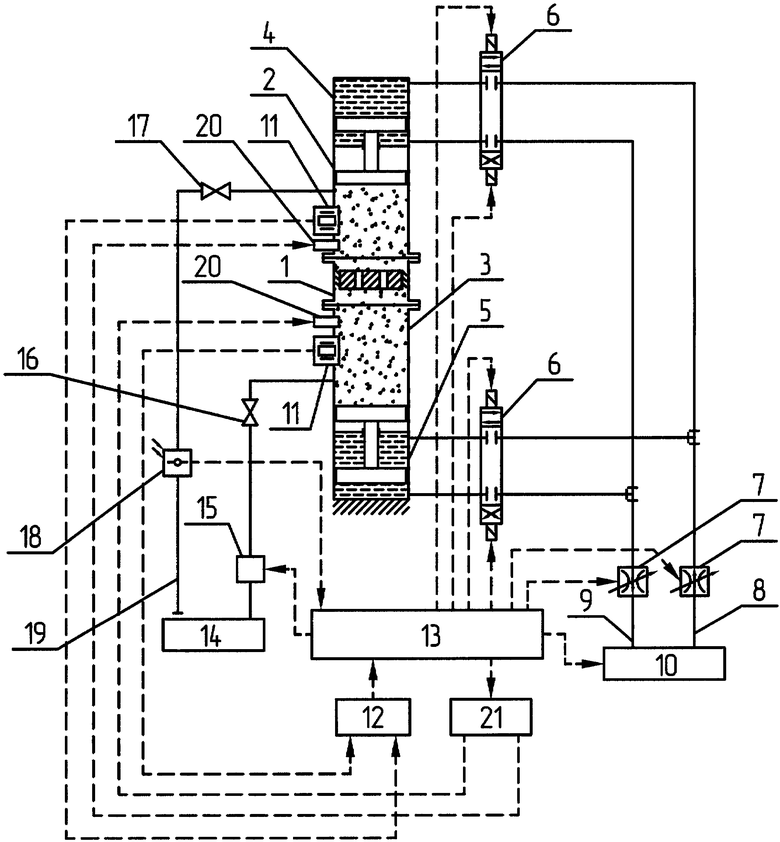
На чертеже представлена принципиальная схема устройства для абразивно-экструзионной обработки деталей.
Устройство для абразивно-экструзионной обработки деталей содержит рабочую камеру 1, два оппозитно расположенных первый 2 и второй 3 рабочие цилиндры с поршнями, связанными соответственно с первым 4 и вторым 5 двухкамерными гидроцилиндрами, гидромагистрали которых через электромагнитные реверсивные золотники 6 и электрически управляемые регуляторы давления 7 присоединены к напорной 8 и сливной 9 магистралям насосной станции 10, датчики давления 11, смонтированные в рабочих цилиндрах и подключенные через преобразователь 12 к пульту управления 13, связанному с электромагнитными реверсивными золотниками 6, электрически управляемыми регуляторами давления 7 и с насосной станцией 10. Устройство также содержит бак 14 для абразивной массы, связанный через насос 15 и первый электрически управляемый запорный клапан 16 с одним из рабочих цилиндров, например со вторым рабочим цилиндром 3, другой рабочий цилиндр, например первый рабочий цилиндр 2, через второй электрически управляемый запорный клапан 17 и датчик перелива 18 соединен с магистралью перелива 19, в рабочих цилиндрах смонтированы ультразвуковые излучатели 20, подключенные к генератору ультразвуковых колебаний 21, связанному с пультом управления 13, к которому подключены также датчик перелива 18, насос 15 и электрически управляемые запорные клапаны 16, 17 (линии управления на чертеже не показаны).
Устройство для абразивно-экструзионной обработки деталей работает следующим образом.
Рабочая камера 1 с закрепленной деталью устанавливается герметично между первым 2 и вторым 3 рабочими цилиндрами. По команде с пульта управления 13 открываются первый 16 и второй 17 электрически управляемые запорные клапаны и включается насос 15 в режиме закачки абразивной массы из бака 14. После заполнения абразивной массой второго рабочего цилиндра, рабочей камеры и первого рабочего цилиндра абразивная масса поступает через второй электрически управляемый запорный клапан 17 в магистраль перелива 19 абразивной массы, сообщающуюся с атмосферой, и далее в бак 14 для абразивной массы. При этом срабатывает датчик 18 перелива абразивной массы, который выдает команду на пульт управления 13 для отключения насоса 15, одновременно по команде пульта управления 13 закрываются первый и второй электрически управляемые запорные клапаны 16, 17.
От насосной станции 10 гидравлическая жидкость (масло) через электромагнитные реверсивные золотники 6, управляемые с пульта управления 13, подается под давлением в соответствующие камеры двухкамерных гидроцилиндров, обеспечивая перепрессовку абразивной массы из первого рабочего цилиндра 2 через каналы обрабатываемой детали в рабочей камере во второй рабочий цилиндр 3. С помощью электрически управляемого регулятора давления 7 давление гидравлической жидкости в напорной магистрали устанавливается такой величины, чтобы давление абразивной массы не превышало допустимого значения для конкретной детали. Одновременно из других камер двухкамерных гидроцилиндров 4, 5 масло через электромагнитные реверсивные золотники 6 и электрически управляемый регулятор давления 7 сливается в бак насосной станции 10. Настройкой электрически управляемого регулятора давления 7 в сливной магистрали осуществляется заданное гидросопротивление в тракте и тем самым создается противодавление абразивной массы.
Одновременно с началом процесса перепрессовки абразивной массы по команде с пульта управления 13 включается генератор 21 ультразвуковых колебаний, мощность с которого подается на ультразвуковые излучатели 20, смонтированные в первом и втором рабочих цилиндрах 2, 3. Этим достигается совмещение процесса абразивно-экструзионной обработки и ультразвуковой очистки внутренних поверхностей детали, что позволяет существенно повысить эффективность процесса чистовой доводки за счет интенсификации физико-химических процессов в жидкости под действием ультразвуковых колебаний. Диапазон частот ультразвуковых колебаний лежит в пределах 20-40 кГц, интенсивность ультразвуковых колебаний составляет 0,5-5 Вт/см2.
Аналогично работает устройство при перемещении абразивной массы из второго рабочего цилиндра 3 в первый рабочий цилиндр 2. Контроль давления абразивной массы в первом и втором рабочих цилиндрах 2, 3 осуществляется с помощью датчиков давления 11. Таким образом, осуществляется необходимое количество циклов перепрессовывания абразивной массы через каналы обрабатываемой детали в рабочей камере 1 при одновременном воздействии ультразвука. При постепенном уменьшении в процессе обработки давления абразивной массы в рабочей камере 1 за счет соответствующей настройки электрически управляемых регуляторов давления 7 и интенсивности ультразвуковых колебаний обеспечивается постепенное уменьшение шероховатости обрабатываемых поверхностей. По окончании процесса обработки по команде с пульта управления 13 открывается первый и второй электрически управляемые запорные клапаны 16 и 17, включается насос 15 в режиме откачки абразивной массы из рабочих цилиндров 2, 3 и рабочей камеры 1 в бак 14 для абразивной массы.
Пульт управления может быть реализован на основе стандартных коммутационных изделий: переключателей, реле и пускателей. Использование в пульте управления микропроцессора позволяет осуществить автоматическое управление процессом обработки в соответствии с заданной программой. В качестве микропроцессора может быть использован микроконтроллер типа AT89S8252 фирмы ATMEL или LM318 фирмы TEXAS INSTRUMENTS.
Проведенные испытания показали высокую эффективность предлагаемого устройства. Производительность чистовой доводки внутренних поверхностей деталей возросла в 2-2,5 раза при уменьшении шероховатости труднодоступных поверхностей на 30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| АППАРАТ ДЛЯ ВОССТАНОВЛЕНИЯ ПОДВИЖНОСТИ КОЛЕННОГО И ТАЗОБЕДРЕННОГО СУСТАВОВ ЧЕЛОВЕКА | 2005 |
|
RU2307638C2 |
| ПОРТАТИВНОЕ РАДИОПЕЛЕНГАЦИОННОЕ УСТРОЙСТВО | 2002 |
|
RU2205415C2 |
| УСТРОЙСТВО ДЛЯ ВИЗУАЛИЗАЦИИ И РЕГИСТРАЦИИ ЦВЕТНОГО ИЗОБРАЖЕНИЯ ВНУТРЕННЕЙ СТРУКТУРЫ ГЛАЗА | 2007 |
|
RU2336013C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ КОЛЕННОГО И ТАЗОБЕДРЕННОГО СУСТАВОВ ЧЕЛОВЕКА | 2004 |
|
RU2281077C1 |
| ПЕРЕДВИЖНАЯ СТОЙКА ДЛЯ ЛЕЙКОФИЛЬТРАЦИИ КРОВИ ИЛИ ЕЕ КОМПОНЕНТОВ | 2012 |
|
RU2509550C2 |
| УЛЬТРАЗВУКОВОЙ ПРИБОР ДЛЯ ДИАГНОСТИКИ ПОРАЖЕНИЙ СЛУХА | 2006 |
|
RU2307587C1 |
| ПОДВИЖНЫЙ КОМПЛЕКС ЗАГОТОВКИ И СЕПАРАЦИИ КРОВИ | 2009 |
|
RU2403001C1 |
| МНОГОКАНАЛЬНЫЙ РАДИОТЕРМОГРАФ | 2006 |
|
RU2310876C1 |
| МНОГОЧАСТОТНЫЙ РАДИОТЕРМОГРАФ | 2006 |
|
RU2328751C2 |
| СПОСОБ ОПЕРАТИВНОГО ВОЙСКОВОГО РЕМОНТА СЛОЖНЫХ СИСТЕМ ВООРУЖЕНИЯ И ВОЕННОЙ ТЕХНИКИ НА МЕСТЕ ДИСЛОКАЦИИ С ПРИМЕНЕНИЕМ КВАДРОКОПТЕРА | 2018 |
|
RU2716516C1 |
Изобретение относится к области машиностроения и может быть использовано для финишной обработки свободным абразивом деталей с отверстиями сложного профиля и поверхностей, расположенных в труднодоступных местах. Устройство содержит рабочую камеру, два оппозитно расположенные первый и второй рабочие цилиндры с поршнями, связанными с первым и вторым двухкамерными гидроцилиндрами. Гидромагистрали последних через электромагнитные реверсивные золотники и управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции. В рабочих цилиндрах смонтированы датчики давления, подключенные к пульту управления, связанному с реверсивными золотниками, регуляторами давления и с насосной станцией. Предусмотрен бак для абразивной массы, связанный через насос и первый запорный клапан с одним из рабочих цилиндров. Другой из них через второй запорный клапан и датчик перелива соединен с магистралью перелива. В рабочих цилиндрах смонтированы ультразвуковые излучатели, подключенные к генератору ультразвуковых колебаний, связанному с пультом управления. К последнему подключены датчик перелива, насос и электрически управляемые запорные клапаны. В результате повышаются качество и производительность обработки внутренних поверхностей за счет активирования физико-химических процессов с помощью ультразвука и автоматизации процесса закачки и откачки абразивной массы в рабочие цилиндры и рабочую камеру. 2 з.п. ф-лы, 1 ил.
1. Устройство для абразивно-экструзионной обработки деталей, содержащее рабочую камеру, два оппозитно расположенных первый и второй рабочих цилиндра с поршнями, связанными соответственно с первым и вторым двухкамерными гидроцилиндрами, гидромагистрали которых через электромагнитные реверсивные золотники и электрически управляемые регуляторы давления присоединены к напорной и сливной магистралям насосной станции, датчики давления, смонтированные в рабочих цилиндрах и подключенные через преобразователь к пульту управления, связанному с электромагнитными реверсивными золотниками, электрически управляемыми регуляторами давления и с насосной станцией, отличающееся тем, что оно содержит бак для абразивной массы, связанный через насос и первый электрически управляемый запорный клапан с одним из рабочих цилиндров, а другой рабочий цилиндр через второй электрически управляемый запорный клапан и датчик перелива соединен с магистралью перелива, причем в рабочих цилиндрах смонтированы ультразвуковые излучатели, подключенные к генератору ультразвуковых колебаний, связанному с пультом управления, к которому подключены датчик перелива, насос и электрически управляемые запорные клапаны.
2. Устройство по п.1, отличающееся тем, что генератор ультразвуковых колебаний работает в диапазоне частот ультразвуковых колебаний в пределах 20-40 кГц, интенсивность ультразвуковых колебаний составляет 0,5-5 Вт/см2.
3. Устройство по п.1, отличающееся тем, что пульт управления выполнен на основе микропроцессора.
| Способ обработки деталей абразивной массой | 1988 |
|
SU1641591A1 |
| Устройство для обработки деталей абразивной массой, подаваемой под давлением | 1987 |
|
SU1478544A1 |
| Приспособление для очистки внутренней поверхности труб | 1956 |
|
SU105495A1 |
| US 3521412 A, 12.04.1968. | |||

