Изобретение относится к транспортной системе для чувствительных к ударам продуктов, в частности для яиц, включающей: транспортное устройство для доставки продуктов, область промежуточного накопления, которая образована, чтобы принимать продукты, которые на основе дискретной доставки или отправки промежуточным образом могут быть накоплены на время, устройство управления для увеличения отправки и/или уменьшения доставки продуктов в область промежуточного накопления транспортного устройства, когда превышается заданное критическое количество продукта в области промежуточного накопления.
Такие транспортные системы применяются, например, чтобы транспортировать яйца из области кладки и доставлять их к упаковочной линии. Кроме того, применяются транспортные системы, которые включают поперечный ленточный конвейер, который доставляет продукт к линии переработки продуктов, и несколько продольных ленточных конвейеров, которые расположены так, что они доставляют продукты из различных находящихся на расстоянии друг от друга мест на поперечный ленточный конвейер. Продольные ленточные конвейеры при этом проходят вдоль рядов птичников или вольеров и, как правило, предусмотрены отдельно для каждого этажа. Поперечные ленточные конвейеры обычно смонтированы под прямым углом к расположенным параллельно продольным ленточным конвейерам и принимают яйца, доставляемые продольными ленточными конвейерами из областей кладки.
Первая проблема, которая возникает при таких транспортных системах, заключается в том, что вследствие занимающей время транспортировки яиц на продольных ленточных конвейерах доставка яиц на поперечном ленточном конвейере к линии обработки происходит дискретно и, в частности, в недостаточном количестве, чтобы полностью загрузить мощность линии обработки. Для исключения этого известна одновременная активизация нескольких продольных ленточных конвейеров, чтобы снабдить поперечный ленточный конвейер достаточным количеством яиц. Однако проблема при таком способе действия, в свою очередь, заключается в том, что из-за отстоящей друг от друга области примыкания продольных ленточных конвейеров поперечный ленточный конвейер может загружаться неравномерно и может происходить местное превышение производственной мощности поперечного ленточного конвейера, что регулярно ведет к повреждению яиц.
Другая проблема у транспортных систем такого рода заключается в том, что в начале процесса и в конце процесса транспортировки может реализоваться только небольшая скорость движения яиц, так как при начале движения первого продольного ленточного конвейера и прекращении движения последнего продольного ленточного конвейера на поперечный ленточный конвейер поступает слишком малое количество продукта. Вследствие этого удлиняется время обработки на линии обработки, что является недостатком из соображений затрат.
В частности, в больших птицеводческих комплексах часто стремятся собирать яйца по группам из определенных мест, например, так как в определенных птичниках дается другой корм, чем в других птичниках, и производимые таким образом яйца должны доставляться в виде объединенного блока на линию обработки для совместной переработки, например для упаковки. Именно в таких случаях, где имеет место процесс последовательного сбора яиц по различным группам, доходящим в своем числе до 15, не получается в каждый момент использование производственной мощности линии переработки с помощью известных до сих пор мероприятий при одновременном включении различных продольных ленточных конвейеров, так что в таких случаях приходится мириться с повышенным временем работы линии переработки и более длительным временем сбора и более высокими производственными затратами.
Другая проблема при таких транспортных системах возникает, в частности, из-за дружелюбного обустройства вольеров для кур-несушек. При обустройстве вольеров курам предлагается гнездо, в котором они откладывают яйца. Из гнезда яйца скатываются на продольный ленточный конвейер. Из-за местного концентрированного скопления отложенных яиц в области гнезда происходит переполнение продольного ленточного конвейера, что может привести к повреждению яиц. В то время как при клеточном содержании распределение яиц происходит по всей ширине клетки и поэтому достаточно раз в сутки активизировать продольный ленточный конвейер для сбора снесенных яиц, при вольерном содержании требуется из-за местного переполнения продольного ленточного конвейера производить процесс сбора неоднократно в сутки.
У таких транспортных систем существует еще одна проблема, заключающаяся в том, что вследствие остановок или проблем с переработкой перед или на линии переработки может возникать скопление и в результате на яйца могут действовать большие силы. Известно, что для устранения этой проблемы предусмотрен концевой выключатель, включающийся в действие при скоплении яиц, который отключает поперечный ленточный конвейер при возникновении недопустимо высоких сил. Однако это ведет, в частности, с точки зрения, что желательно полное использование производственной мощности линии по переработке и, следовательно, нужно стремиться к определенному запасу в качестве буфера, к очень частому включению и отключению поперечного ленточного конвейера, что может вызывать повышенный износ и преждевременный выход из строя конвейера.
Наконец, еще одна проблема у известных транспортных систем заключается в том, что при доставке продуктов несколькими ленточными конвейерами на общий сборный конвейер часто происходит повреждение продуктов, когда дополнительно доставленные продукты сначала должны подвигать уже находящиеся на сборном конвейере продукты и при этом между продуктами возникают недопустимо высокие силы. Известно, что для предотвращения таких повреждений при движении сборного конвейера предусматривают жестко закрепленные направляющие устройства продуктов, которые продукты, уже находящиеся на сборном конвейере, так направляют перед областями поступления других продуктов, что они перемещаются от области поступления и при этом образуется место для подлежащих поступлению других продуктов. Эти направляющие устройства для продуктов должны, в частности, регулярно устанавливаться и в других местах поступления, пусть это будет доставка различными ленточными конвейерами или при изменении количества доставляемого продукта, что усложняет работу с ними.
Задачей изобретения является разработка транспортной системы, которая решает одну и предпочтительно несколько из перечисленных выше проблем.
Это согласно изобретению в отношении первого аспекта решается благодаря тому, что подготавливается устройство для измерения силы, которое образовано и расположено, чтобы регистрировать силу, действующую в находящихся в области промежуточного накопления продуктах, которая представляет меру для количества продуктов в области промежуточного накопления, и что образовано устройство управления, чтобы обрабатывать в качестве входной величины силу, зарегистрированную устройством для измерения силы, и в зависимости от величины силы увеличивать или уменьшать отправку и/или доставку из/в область промежуточного накопления.
С помощью изобретения впервые появляется возможность обеспечения дифференцированной настройки отправляющих или доставляющих транспортных устройств в зависимости от сил, отвечающих за повреждение продуктов. Таким образом, может целенаправленно осуществляться желаемое заполнение области промежуточного наполнения, например, чтобы снабжать линию переработки или принимать продукты из области их получения, и, следовательно, заполнение достигается без требуемых согласно уровню техники частых включений и остановок транспортных устройств.
При этом особенно предпочтительно, если устройство управления образовано, чтобы транспортное устройство могло двигаться с первой и второй скоростью, причем вторая скорость выше первой скорости. Таким образом, в зависимости от величины измеренной силы может выбираться соответствующая скорость, чтобы повысить или уменьшить количество продукта в области промежуточного наполнения. Так, при снижении зарегистрированной силы может выбираться вторая скорость, а при увеличении зарегистрированной силы первая скорость. Далее первая и вторая скорость может устанавливаться при недостижении или превышении заданного предельного значения силы.
В частности, предпочтительно, если устройство образовано, чтобы транспортное устройство регулировать предпочтительно плавно в зависимости от силы, зарегистрированной устройством для измерения силы. Плавное регулирование транспортного устройства позволяет очень точное регулирование количества продукта в области промежуточного накопления или возникающей там силы между продуктами.
Далее предпочтительно, если устройство управления образовано, чтобы при превышении заданной величины силы уменьшать доставку продукта к области промежуточного накопления и/или увеличить отправку из области промежуточного накопления/хранения. Таким образом, достигается простое и доступное регулирование или управление транспортировкой продукта.
При особо предпочтительном осуществлении предложенной в соответствии с изобретением транспортной системы устройство для измерения силы расположено под продуктами в области промежуточного накопления, чтобы проводить измерения в вертикальном направлении и регистрировать суммарный вес продуктов в области промежуточного накопления. Такое усовершенствование годится, в частности, для того, чтобы применяться в области гнезда при вольерном содержании. Устройство для измерения силы при этом может быть расположено так, что оно измеряет вес яиц, находящихся на продольной ленте в области гнезда, и при превышении заданного веса дает команду на пуск продольного ленточного конвейера, чтобы предотвратить скопление яиц.
При этом особенно предпочтительно, когда устройство для измерения силы соединено с расположенной горизонтально люлечной пластиной, которая расположена под ленточным конвейером, на котором в области промежуточного накопления расположены продукты. В результате приемлемым и надежным способом обеспечивается взвешивание всего продукта в области промежуточного накопления.
В частности, предпочтительно, что устройство управления образовано, чтобы так настраивать выход транспортного устройства из состояния покоя при превышении заданного суммарного веса продукта в области промежуточного накопления, что продукты передвигаются в известной мере так, что все продукты передвигаются из области промежуточного накопления. Таким образом, в зависимости от находящихся в области промежуточного накопления продуктов дается команда на полную или частичную транспортировку и может быть предотвращено образование затора.
Особенно предпочтительно, когда транспортное устройство включает ленточный конвейер, на котором на определенной длине простирается область промежуточного накопления, и устройство управления образовано таким образом, что ленточный конвейер при превышении заданного суммарного веса продукта в области промежуточного накопления продвигается ровно на длину промежуточного накопления. В этом усовершенствованном варианте ленточный конвейер при полном заполнении области промежуточного накопления перемещается только в известной мере, что следующее после этого заполнение ленточного конвейера происходит в области, смежной непосредственно с ранее заполненной областью, и таким образом постепенно достигается заполнение ленточного конвейера на большой области.
Транспортная система, в частности, усовершенствуется за счет того, что вдоль ленточного конвейера расположено несколько отстоящих друг от друга областей промежуточного накопления и устройство управления образовано так, что ленточный конвейер продвигается дальше при первом превышении заданного суммарного веса продукта в области промежуточного накопления на длину промежуточного накопителя, при последующем превышении заданного суммарного веса продукта в области промежуточного накопления еще раз продвигается на длину промежуточного накопителя, при необходимости этот процесс повторяется до заданного количества повторений, при котором участок ленточного транспортера, занятый продуктами, двигался бы в соседнюю область промежуточного накопления и при котором вместо этого ленточный конвейер приводится в движение в течение того времени, пока продукты с ленточного конвейера не будут доставлены на второе транспортное устройство или в емкость.
При этом варианте осуществления при применении транспортной системы в виде продольного ленточного конвейера осуществляется многократная подача продольного ленточного конвейера на дискретную величину, которая соответствует длине области промежуточного накопления. Таким образом, происходит заполнение следующих друг за другом смежных областей на продольном ленточном конвейере. Так как обычно вдоль продольного ленточного конвейера расположено несколько областей гнезд, после определенного количества таких дискретных подач участок продольного ленточного конвейера, заполненный на смежной области гнезда, передвигался бы в область гнезда находящегося рядом вольера и в этом случае возникала бы опасность, что происходило скопление яиц, так как не имелось бы больше никакой свободной области продольного ленточного конвейера. Поэтому к тому моменту, к которому продольный ленточный конвейер типичным образом полностью заполнен, продольному ленточному конвейеру отдается команда на длительную активизацию, чтобы доставить яйца в накопительное пространство, например на поперечный ленточный конвейер.
Дальнейшее усовершенствование транспортной системы может быть выполнено с помощью того, что с соответственно, по меньшей мере, одной областью промежуточного накопления расположено несколько ленточных конвейеров, что, по меньшей мере, одна область промежуточного накопления включает датчик силы для измерения веса продуктов в этой области промежуточного накопления и устройство управления образовано таким образом, что все ленточные конвейеры при превышении заданного суммарного веса продуктов в этой области промежуточного накопления продвигаются дальше на длину промежуточного накопителя. Такая система годится, в частности, для нескольких птичников и в ее основе лежат соображения, что типично каждый вольер имеет сходную производительность по откладыванию яиц, так что она пригодна, если забираются яйца, отложенные только в области гнезда одного вольера, и при превышении определенной величины в этой области в этом случае происходит передвижка всех ленточных конвейеров.
Эта система может быть дальше усовершенствована с помощью того, что с соответственно, по меньшей мере, одной областью промежуточного накопления расположено несколько ленточных конвейеров, что, по меньшей мере, несколько областей промежуточного накопления включают датчик силы для измерения веса продуктов в этой области промежуточного накопления и устройство управления образовано так, что все ленточные конвейеры продвигаются дальше на длину промежуточного накопления, когда вес продуктов в одной области промежуточного накопления с датчиком силы или средняя величина веса продуктов во всех областях промежуточного накопления с датчиком силы превышает заданный вес продуктов. При этом варианте осуществления достигается большая надежность при неравномерности в объеме откладывания яиц с помощью того, что измеряется вес яиц, отложенных в нескольких вольерах, и в зависимости от измеренной величины тогда происходит передвижка всех продольных ленточных конвейеров.
При втором особо предпочтительном варианте осуществления предложенной в соответствии с изобретением транспортной системы устройство для измерения силы соединено с подвижным участком стенки, чтобы регистрировать в качестве силы сжатия на подвижный участок горизонтальное удельное давление, созданное продуктами, на подвижный участок стенки. Это усовершенствование годится, в частности, для того, чтобы контролировать яйца, доставленные поперечным ленточным конвейером в область перед упаковочной линией, и предотвращать повреждения этих яиц, когда наступает скопление на упаковочной линии. Регистрация дифференцированной силы сжатия позволяет тонко управлять доставкой яиц и предотвращает повреждение или часто повторяющийся процесс остановки и запуска поперечного ленточного конвейера.
При этом особенно предпочтительно, если устройство для измерения силы соединено с подвижным участком стенки, чтобы регистрировать в качестве силы сжатия на подвижный участок горизонтальное удельное давление, созданное продуктами, на подвижный участок стенки. С таким усовершенствованием достигается точное измерение силы сжатия и, таким образом, для управления или регулирования получают достоверную входную величину. При этом в качестве альтернативы могут быть предусмотрены несколько устройств для измерения силы, взаимодействующих с подвижным участком стенки, которые, например, могут располагаться сбоку и с противоположных сторон относительно транспортируемых продуктов или могут быть расположены в виде измерительного островка в потоке продуктов.
Варианты осуществления с датчиком силы, измеряющим горизонтальные силы, могут усовершенствоваться дальше с помощью того, что подвижный участок стенки имеет первую поверхность стенки, которая смотрит навстречу устройству доставки в области промежуточного накопления, и имеет вторую область поверхности стенки, которая смотрит параллельно устройству доставки. Отмечалось, что с помощью подготовки таких двух областей поверхности стенки достигается регистрация усилия транспортировки в направлении движения и таким образом создающейся силы поперек направления движения, необходимой для определения фактической нагрузки со стороны продуктов, которая представляет входную величину для регулирования или управления, непосредственно входящую в условие опасности повреждения продуктов.
При этом подвижный участок стенки может иметь полукруглую форму. Таким образом, предпочтительное решение представлено полукруглым участком стенки, который шарнирно установлен на одном конце и отстоит от этой опоры, а также соединен с датчиком силы, на который передаются усилия.
Согласно второму аспекту изобретения для предотвращения однажды описанных недостатков известных транспортных систем предлагается транспортная система, которая включает: транспортное устройство для транспортировки продуктов, область промежуточного накопления, которая образована, чтобы принимать продукты, которые на основе дискретной доставки или отправки промежуточным образом могут быть накоплены на время, устройство управления для увеличения отправки и/или для уменьшения доставки продуктов в область промежуточного накопления транспортного устройства, когда превышается заданное критическое количество продуктов в области промежуточного накопления, причем транспортное устройство отличается тем, что в области промежуточного накопления расположено измерительное устройство, которое образовано и расположено, чтобы регистрировать количество поднявшихся на попа продуктов в области промежуточного накопления продуктов, которое отражает меру горизонтальной силы между продуктами в области промежуточного накопления, и что образовано устройство управления, чтобы обрабатывать в качестве входной величины количество, зарегистрированное измерительным устройством, и, в зависимости от этого, увеличивать или уменьшать отправку и/или доставку продуктов из/в область промежуточного накопления.
Этот вариант изобретения является альтернативой непосредственному измерению сил в области промежуточного накопления и основывается на знании, что продукты, собранные в области промежуточного накопителя, при превышении определенной горизонтальной силы давления друг на друга склонны подниматься в области промежуточного накопителя или располагаться, налегая друг на друга. Количество такого рода выступающих над лежащими на основной поверхности области промежуточного накопления продуктами продуктов, пусть это будет поднимание или опирание на лежащие ниже продукты, является мерой того, как высоки горизонтальные силы между продуктами в области промежуточного накопления, и поэтому может применяться в качестве входной величины для устройства управления. Эта транспортная система годится, в частности, для транспорта яиц, которые типичным образом при повышенном давлении транспортировки склонны к тому, чтобы подниматься на попа и благодаря этому получать достоверный признак в форме нескольких стоящих на своих вершинах яиц, когда превышена заданная критическая горизонтальная сила.
Транспортная система при этом равным образом, как и прежде, может использоваться для того, чтобы осуществлять плавное регулирование поперечного ленточного конвейера, которое может регулироваться в зависимости от числа находящихся в области промежуточного накопления в системе автоматического регулирования продуктов.
Измерительное устройство может быть образовано в форме нескольких фотоячеек, которые осуществляют измерения поверх плоско лежащих продуктов в области промежуточного накопления, причем преимущественно применяются перекрещивающиеся световые лучи, чтобы гарантировать плоскостное перекрытие и регистрацию.
Далее предпочтительно, если область промежуточного накопления расположена в области передачи между первым, доставляющим, и вторым, отправляющим, транспортными устройствами и устройство управления образовано так, что при превышении заданной силы сжатия между продуктами или количества поднявшихся продуктов в области промежуточного накопления скорость движения доставляющего транспортного устройства уменьшается и/или скорость движения отправляющего транспортного устройства повышается.
Заданная сила сжатия или количество поднявшихся продуктов выбирается при этом, например, в зависимости от чувствительности транспортируемых продуктов к сжатию и в виде таблицы для типично транспортируемых продуктов может содержаться в памяти устройства управления или вводиться через блок обслуживания пользователем транспортной системы.
Заданная сила сжатия или количество поднявшихся продуктов при этом выбирается, например, в зависимости от чувствительности транспортируемых продуктов к сжатию и может в виде таблиц для типичных транспортируемых продуктов содержаться в памяти устройства управления или вводиться через блок обслуживания пользователем транспортной системы.
Далее предпочтительно, если скорость движения транспортного устройства (устройств) может изменяться преимущественно плавным изменением. Благодаря плавному изменению скорости движения, например, с помощью преобразователей частоты и электрических приводных двигателей для ленточных конвейеров или колосниковых конвейеров в замкнутой системе автоматического регулирования может быть получено особо тонкое регулирование транспортного устройства и, таким образом, с одной стороны, надежно предотвращаются повреждения продуктов и, с другой стороны, обеспечивается постоянная подготовка продуктов в области промежуточного накопления.
Согласно изобретению для устранения однажды названного недостатка далее предлагается транспортная система, включающая: поперечный ленточный конвейер, который доставляет продукты к линии переработки, и несколько продольных ленточных конвейеров, которые расположены так, что они доставляют продукты к различным отстоящим друг от друга местам поперечного ленточного конвейера, причем транспортная система усовершенствована благодаря устройству для регистрации подвигания поперечного ленточного конвейера и соединенным с этим устройством регулировочным устройством, которое образовано, чтобы в начале процесса доставки транспортной системой со смещением во времени запускать в движение продольные ленточные конвейеры в зависимости от расстояния между их областью примыкания к поперечному ленточному конвейеру и линией переработки и в зависимости от транспортного подвигания поперечного ленточного конвейера.
Такие транспортные системы используются, например, чтобы собирать единичные продукты, которые распределены на большой площади, и доставлять их к общей линии переработки. Для этого типичным образом предусмотрено несколько расположенных параллельно и смещенных друг к другу продольных ленточных конвейеров, которые в отстоящих друг от друга местах примыкают к общему поперечному ленточному конвейеру и которые доставляют продукты на поперечный ленточный конвейер. Проблематичным в таких транспортных системах, в частности, является то, что при дискретной работе продольных ленточных конвейеров осуществляется также дискретная доставка продуктов на линию переработки и к тому же из-за пространственного расположения невозможно использование производственной мощности перерабатывающей линии и типичным образом согласованной с этой производительностью производительности поперечного ленточного конвейера. Этот недостаток устраняется с помощью названного аспекта изобретения за счет того, что регистрируется подвигание поперечного ленточного конвейера, например, с помощью генератора тактовых импульсов и применяется устройство регулирования, которое регулирует дискретную активизацию продольных ленточных конвейеров, исходя из подвигания и расположения областей примыкания продольных ленточных конвейеров к поперечному ленточному конвейеру. Это регулирование, с одной стороны, может заключаться в активизации продольных ленточных конвейеров (бинарное регулирование) или в регулировании скорости движения продольных ленточных конвейеров. Типичным образом таким способом может осуществляться смещенная во времени настройка продольных ленточных конвейеров в таком роде, что продукты транспортируются единым фронтом и при использовании производительности поперечного ленточного конвейера и, следовательно, также полностью используется производительность линии переработки и, кроме того, при уменьшающейся доставке продуктов одним отдельным продольным ленточным конвейером увеличивается доставка другими или другим продольным ленточным конвейером, чтобы компенсировать это и, решая вопрос применительно к месту, компенсацию начинать на месте, на котором возник дефицит. Предлагаемое такого рода регулирование транспортной системы позволяет впервые полностью использовать производительность линии переработки в каждом режиме работы и включить в процесс регулирования и управления при этом перерывы в работе поперечного ленточного конвейера и колебания в производительности по доставке продольных ленточных конвейеров.
В частности, эта транспортная система может комбинироваться со счетным устройством продуктов, которое расположено в областях примыкания продольных ленточных конвейеров к поперечному ленточному конвейеру и которое регистрирует и считает продукты, доставленные каждым отдельным продольным ленточным конвейером. Точность регулирования может далее повышаться с помощью использования определенных таким образом числовых данных.
Особенно предпочтительно усовершенствование описанной ранее транспортной системы достигается тем, что регулировочное устройство образовано, чтобы запускать в движение сначала самый удаленный от линии переработки первый продольный ленточный конвейер и запускать в движение расположенный ближе к линии переработки второй ленточный конвейер в момент времени, к которому поперечный ленточный конвейер продвинут в известной мере, так что продукты, доставленные первым ленточным конвейером, достигли области примыкания второго продольного ленточного конвейера. С помощью этого усовершенствования достигается, что после состояния покоя установки, в частности после полного порожнего пробега транспортной системы, поперечный ленточный конвейер загружается таким способом несколькими продольными ленточными конвейерами, чем предотвращается то, что на очень длинном участке поперечного ленточного конвейера будут располагаться только отдельные продукты, вместо этого на поперечном ленточном конвейере образуется фронт загруженных продуктов более соответствующей производственной мощности линии переработки и, таким образом, к задаваемому моменту времени может регулироваться полная загрузка линии переработки. Это, например, весьма предпочтительно при применении сбора яиц из нескольких мест, чтобы таким способом доставить к линии упаковки яйца, произведенные в отстоящих друг от друга местах, чтобы иметь возможность полностью загрузить работой персонал упаковочной линии в начале работы.
Далее при названной ранее транспортной системе предпочтительно, если определены, по меньшей мере, две группы продольных ленточных конвейеров и регулировочное устройство образовано, чтобы расположить продукты продольных ленточных конвейеров первой группы на поперечном ленточном конвейере перед продуктами продольных ленточных конвейеров второй группы. Часто стремятся эксплуатировать транспортные системы таким образом, чтобы вместе собирались продукты из определенных областей, в частности нескольких областей, отстоящих на расстоянии друг от друга, и только после этого процесса сбора собираются продукты из других, опять же нескольких, отстоящих друг от друга областей. Таким образом, могут определяться две или нескольких областей производства, в которых последовательно во времени собираются продукты. Обеспечение постоянной загрузки мощности линии переработки непосредственно недостижимо при такой технологической стратегии сбора с транспортными системами в соответствии с уровнем техники. С транспортной системой согласно изобретению впервые возможно с помощью регулирования продольных ленточных конвейеров в зависимости от их места примыкания и в зависимости от подвигания поперечного ленточного конвейера осуществить такой сбор по группам и при этом получить постоянную загрузку производственной мощности линии переработки. При этом руководствуются принципом, равным образом как при общем сборе и переработке продуктов из всех областей, продукты из областей одной группы таким образом доставлять с помощью соответствующих продольных ленточных конвейеров к поперечному продольному конвейеру, что образуется законченный объем продуктов для полной загрузки линии переработки и после полного сбора группы создается следующий законченный объем продуктов непосредственно вслед за концом предыдущей группы и т.д.
При этом, в частности, предпочтительно, если регулировочное устройство образовано, чтобы в каждой группе приводить в действие сначала самый удаленный от линии переработки продольный ленточный конвейер. Таким образом, опять же достигается, что группы обеспечивают полную загрузку линии переработки и предотвращается длительный период работы поперечного ленточного конвейера при низкой загрузке.
Далее предпочтительно, если регулировочное устройство образовано, чтобы приводить в действие в качестве последней группы продольные ленточные конвейеры группы с самым удаленным от линии переработки продольным ленточным конвейером. Это установлено в качестве преимущества, так как в противном случае на поперечном ленточном конвейере образовались бы большие пустые места, отрицательно сказывающиеся на производственной мощности линии переработки, если, например, один из передних продольных ленточных конвейеров собирается в передней группе и затем следующим приводится в действие последний ленточный конвейер, вследствие чего поперечный ленточный конвейер остается без продуктов на длине, которая соответствует расстоянию между первым и последним продольными ленточными конвейерами. В качестве альтернативы мог бы активизироваться самый удаленный от линии переработки продольный ленточный конвейер, и эта активизация осуществляется в заданный промежуток времени перед окончанием активизации последнего продольного ленточного конвейера предыдущей группы. В этом случае предварительно рассчитывается конец доставки предыдущей группой и наиболее удаленный продольный ленточный конвейер так приводится в действие, что исключаются пустые пространства между обеими группами.
Групповой сбор может оптимизироваться дальше с помощью того, что регулировочное устройство образовано, чтобы определять момент остановки последнего продольного ленточного конвейера группы и активизирования первого продольного ленточного конвейера следующей за ней группы в зависимости от расстояния между областью примыкания последнего продольного ленточного конвейера и первого продольного ленточного конвейера к поперечному ленточному конвейеру и подвиганием поперечного ленточного конвейера. С помощью этого усовершенствования становится возможным, что регулировочное устройство допускает между двумя группами определенное - позитивное или негативное - расстояние, в то время как остановка или запуск соответствующих продольных ленточных конвейеров управляются таким образом, что группы целенаправленно пересекаются или не пересекаются или имеют различное расстояние друг от друга.
При этом особенно предпочтительно, если регулировочное устройство образовано, чтобы останавливать продольные ленточные конвейеры и поперечный ленточный конвейер, когда последний продукт группы доставлен в перерабатывающее устройство. Таким образом, регулировочным устройством предоставляется возможность предпринять переналадку линии переработки, чтобы перерабатывать продукты различных групп различным способом. При этом последний продукт одной группы или первый продукт следующей группы может привлекаться в качестве критерия, чтобы послужить причиной для остановки поперечного ленточного конвейера.
Далее предпочтительно, если регулировочное устройство образовано, чтобы так определять моменты времени, когда последние продукты последнего продольного ленточного конвейера первой группы и первые продукты первого ленточного конвейера второй группы будут доставлены в общую смешанную область на поперечном ленточном конвейере. Таким образом, создается смешанная область, которая содержит, например, продукты различных уровней качества, и при ее переработке, например, нужно смириться с тем, что продукты более высокого уровня качества отбираются на упаковочной линии от продуктов с более низким уровнем качества. Однако с помощью этого усовершенствования может быть получено преимущество, заключающееся в том, что полностью без остановки используется производительность линии по переработке и имеет место плавная смена между продуктами первой и второй групп. В этом случае смешанная область обрабатывается на линии переработки как группа с продуктами более низкого качества и соответственно этому перед или после начала смешанной области предпринимается переход на новый способ переработки, в зависимости от того, происходит ли повышение или снижение качества продуктов от группы к группе.
Наконец, далее предпочтительно, если при групповом сборе регулировочное устройство образовано, чтобы так определять момент времени пуска и остановки продольных ленточных конвейеров следующих одна за другой групп, что между продуктами первой группы и второй группы на поперечном ленточном конвейере образуется промежуточное пространство. Таким образом, без перерыва процесса доставки может создаваться временной промежуток для переналадки линии переработки.
Предложенная согласно изобретению транспортная система может быть, в частности, выполнена так, что регулировочное устройство образовано, чтобы активизировать так много продольных ленточных конвейеров и/или так регулировать скорость движения активизированных продольных ленточных конвейеров, что каждой области поперечного ленточного конвейера доставляется так много продуктов, что достигается заданная производственная мощность перерабатывающей линии. Таким образом, путем активизации и/или регулирования скорости продольных ленточных конвейеров в любой момент времени достигается полная загрузка производственной мощности линии переработки.
Далее предпочтительно, если регулировочное устройство образовано, чтобы каждому активизированному продольному ленточному конвейеру выделять долю ширины поперечного ленточного конвейера и регулировать скорость движения каждого продольного ленточного конвейера таким образом, что соответственно выделенная ширина поперечного ленточного конвейера заполняется продуктами соответствующим продольным ленточным конвейером. С помощью выделения ширины каждый отдельный продольный конвейер может так регулироваться по производительности доставки, что полностью загружается выделенная ему доля поперечного ленточного конвейера. Это позволяет продольным ленточным конвейерам, которые, в частности, должны разгружаться быстрее, выделять большую долю ширины поперечного ленточного конвейера и, таким образом, предпочтительно осуществлять сбор, и продольным ленточным конвейерам, которые должны осуществлять сбор за более длительный промежуток времени, снабжать только небольшой долей ширины поперечного ленточного конвейера, чтобы способствовать соответственно медленному сбору.
В частности, при этом предпочтительно, если каждый продольный ленточный конвейер дополнительно накапливает определенное количество продуктов и образовано и присоединено регулировочное устройство с датчиками для регистрации дополнительно накопленных на каждом продольном ленточном конвейере продуктов, чтобы выделять продольному ленточному конвейеру с небольшим количеством продуктов меньшую долю ширины поперечного ленточного конвейера, чем продольному ленточному конвейеру с большим количеством продуктов, чтобы получить синхронное или смещенное во времени на определенную величину окончание выгрузки всех продольных ленточных конвейеров. Это усовершенствование изобретения обеспечивает, что наряду с предложенной в соответствии с изобретением транспортной системой становится возможным полное использование производительности линии переработки от начала до конца процесса доставки. Датчики для регистрации продуктов, дополнительно накопленных на каждом продольном ленточном конвейере, могут при этом в простом варианте состоять из датчиков пути, которые регистрируют продвижение ленты продольного ленточного конвейера. Более четкая регистрация достигается с помощью дополнительного определения плотности продуктов на продольном ленточном конвейере, например, с помощью счета продуктов на выходе. В частности, если описанным ранее способом установлены датчики веса, по замеренному весу может быть сделано заключение о лежащих в целом на продольном ленточном конвейере яйцах.
Типичной проблемой для транспортных систем уровня техники является то, что продольные ленточные конвейеры держат наготове различное количество продуктов и через это ленточные продольные конвейеры, которые подготовили больше продуктов, чем другие, после окончания процесса доставки всех других продольных ленточных конвейеров должны еще двигаться и, таким образом, на поперечный ленточный конвейер из отдельных дополнительно перемещающихся продольных ленточных конвейеров доставляется лишь небольшое количество продуктов, а при этом количестве линия переработки не может быть использована на свою полную мощность в течение длительного промежутка времени. Это является причиной интенсивных дополнительных работ на линии переработки. Предложенная в соответствии с изобретением транспортная система дает возможность выделить таким продольным ленточным конвейерам большую долю ширины поперечного ленточного конвейера, и, таким образом, продольные ленточные конвейеры с большим количеством продуктов также можно быстро разгрузить, что и другие продольные ленточные конвейеры. Предложенное согласно изобретению регулировочное устройство позволяет при этом динамическое регулирование соответственно выделенной ширины поперечного ленточного конвейера, т.е. как только полностью заполненному продольному ленточному конвейеру выделяется большая ширина поперечного ленточного конвейера, динамически в известной мере уменьшается ширина поперечного ленточного конвейера для других продольных ленточных конвейеров, так что в сумме получается доля, прибавленная продольному ленточному конвейеру. Целью подобного рода модифицированного регулирования является иметь до конца переработки режим работы линии перегрузки на полную мощность и избежать дополнительной работы линии переработки для дополнительно доставленных продуктов при низком использовании производственной мощности. С этой целью типичным будет требование останавливать продольные ленточные конвейеры со смещением во времени, так как лежащие ближе всего к линии переработки продольные ленточные конвейеры должны останавливаться в последнюю очередь и самый удаленный продольный ленточный конвейер должен останавливаться первым, чтобы добиться резкого окончания накопления продуктов на поперечном ленточном конвейере.
В частности, предпочтительно, если регулировочное устройство соединено с датчиком силы, расположенным в области выхода поперечного ленточного конвейера, или счетчиком описанного выше рода и образовано, чтобы регулировать скорость движения поперечного ленточного конвейера в зависимости от сигнала датчика.
Установка такого датчика силы позволяет, в частности, в связи с предложенной согласно изобретению транспортной системой с регулировочным устройством надежное и комфортабельное регулирование, так как вариация скорости доставки поперечным ленточным конвейером, причиной которой являются показания датчика силы, в регулировании проявляется в форме подвигания поперечного ленточного конвейера и, таким образом, может приниматься во внимание. Другими словами, впервые с помощью предложенной согласно изобретению транспортной системы стало возможным достичь в каждый момент времени процесса доставки полное использование производственной мощности линии переработки и при этом избежать частого пуска и остановки поперечного ленточного конвейера, в то время как осуществляется плавное регулирование поперечного ленточного конвейера и наряду с этим в каждый момент времени и на каждом месте поперечного ленточного конвейера достигается полное заполнение ширины поперечного ленточного конвейера продуктами с продольных ленточных конвейеров.
Наконец, предложенная согласно изобретению транспортная система может дальше усовершенствоваться с помощью индикаторного приспособления, которое соединено с регулировочным устройством, чтобы от регулировочного устройства получать сигналы о привязанном к месту количестве продуктов на поперечном ленточном конвейере. Такого рода подготовленное индикаторное приспособление позволяет пользователю транспортной системы визуально определить использование производительности отдельных ответвлений ленточного конвейера линии переработки и - если необходимо - изменять и оптимизировать процессы регулирования путем выбора параметров.
Согласно другому аспекту изобретения предлагается транспортная система, включающая поперечный ленточный конвейер и несколько примыкающих к поперечному ленточному конвейеру продольных ленточных конвейеров, с, по меньшей мере, одним подвижным направляющим устройством для продуктов, которое расположено поверх поперечного ленточного конвейера и соединено с исполнительным органом, причем исполнительный орган может перемещать направляющее устройство для продуктов в, по меньшей мере, два положения в области, где происходит размещение продуктов на поперечном ленточном конвейере, и направляющее устройство для продуктов таким способом расположено сбоку на поперечном ленточном конвейере, что оно направляет продукты на поперечный ленточный конвейер из области примыкания, по меньшей мере, одного продольного ленточного конвейера. С помощью этой транспортной системы можно предотвратить повреждения вследствие столкновения продуктов, уже находящихся на поперечном ленточном конвейере, с продуктами, поступающими с продольного ленточного конвейера. Исполнительный орган может иметь электрический, пневматический или другой привод. Направляющее устройство для продуктов может быть представлено шарнирно установленной пластиной.
При этом особенно предпочтительно, если предусмотрено несколько подвижных направляющих устройств для продуктов, которые соответственно расположены в направлении движения поперечного ленточного конвейера перед областями примыкания нескольких продольных ленточных конвейеров. С помощью такого усовершенствования возможно изменение направления продуктов в зависимости от состояния движения и активизированных продольных ленточных конвейеров.
Далее предпочтительно, если исполнительный орган каждого направляющего устройства для продуктов соединен с устройством управления и приводится в действие в зависимости от степени заполнения поперечного ленточного конвейера перед соответствующим направляющим устройством для продуктов, рассчитанной устройством управления из количества доставленных продуктов, и подвигания поперечного ленточного конвейера, чтобы направить продукты дальше от области примыкания продольных ленточных конвейеров, насколько это позволяет степень заполнения. Таким образом, предотвращается смещение продуктов вбок от поперечного ленточного конвейера или их повреждение. Направляющее устройство для продуктов может устанавливаться таким образом, что достигается максимально возможное отклонение или только часть отклонения, например отклонение, как раз достаточное, чтобы образовать место на поперечном ленточном конвейере для еще поступающих продуктов.
Далее при групповом сборе предпочтительно, если исполнительный орган каждого направляющего устройства для продуктов приводится в действие в зависимости от собранной группы. Таким образом, может осуществляться заранее запрограммированная работа и устанавливаться групповая зависимость, если собирается соответствующая группа.
Описанная выше предложенная согласно изобретению транспортная система применяется преимущественно для доставки яиц на продольном ленточном конвейере, на котором образовано некоторое число отстоящих друг от друга стационарных областей промежуточного накопления, которые расположены таким образом, что в областях гнезд принимают яйца, снесенные в клетках, расположенных в ряд вдоль ленточного конвейера.
Описанная выше предложенная согласно изобретению транспортная система далее может применяться для транспортировки яиц на поперечном ленточном конвейере, который образован, чтобы транспортировать яйца в область промежуточного накопления, которая расположена в направлении транспортировки перед установкой дальнейшей переработки, в частности упаковочной линией.
Предложенная согласно изобретению транспортная система эксплуатируется преимущественно со способом для доставки яиц в области птичника, включающего несколько клеточных блоков, с этапами:
a. промежуточное накопление яиц, снесенных в первой области гнезда клетки или первой клетки в первой области промежуточного накопления стоящего ленточного конвейера,
b. измерение суммарного веса яиц, находящихся в первой области промежуточного накопления, продвижение продольного ленточного конвейера на заданную дистанцию, которая имеет такие размеры, что осуществляется подготовка участка ленточного конвейера, не загруженного яйцами, в качестве первой области промежуточного накопления,
c. повторение этапов a-c до момента времени, к которому продвижение продольного ленточного конвейера на заданную дистанцию подготовило бы в качестве первой области накопления участок ленточного конвейера, уже загруженный яйцами смежной второй области промежуточного накопления области гнезда смежной второй клетки или второй клетки, и
d. продвижение ленточного конвейера, пока загруженные яйца не будут перегружены на второй ленточный конвейер или в накопитель.
Далее предпочтительно, если описанная выше транспортная система эксплуатируется способом для доставки яиц со следующими этапами:
a. транспортировка яиц на первом транспортном устройстве в область промежуточного накопления,
b1. измерение силы сжатия, с которой яйца действуют на боковой участок ограничительной стенки области промежуточного накопления, или
b2. измерение поднявшихся яиц, находящихся в области промежуточного накопления,
c. перемещение яиц из области промежуточного накопления с помощью второго транспортного устройства,
d. регулирование скорости движения первого или второго транспортного устройства в зависимости от замеренной силы сжатия или замеренного количества поднявшихся яиц.
Согласно второму аспекту предложенная согласно изобретению транспортная система может эксплуатироваться способом с этапами: доставка продуктов на поперечном ленточном конвейере к линии переработки и доставка продуктов с помощью нескольких продольных ленточных конвейеров к различным отстоящим друг от друга местам поперечного ленточного конвейера, причем регистрируется подвигание поперечного ленточного конвейера и в начале процесса транспортировки продольные ленточные конвейеры запускаются в движение со смещением во времени в зависимости от расстояния между их областями примыкания к поперечному ленточному конвейеру и линией переработки и в зависимости от подвигания поперечного ленточного конвейера.
Предпочтительно, если сначала запускается самый удаленный от линии переработки первый продольный ленточный конвейер и расположенный ближе к линии переработки второй ленточный конвейер пускается в движение в тот момент времени, к которому поперечный ленточный конвейер настолько далеко продвинут, что продукты, доставленные первым продольным ленточным конвейером, достигли области примыкания второго продольного ленточного конвейера.
Предпочтительно, если перед началом процесса транспортировки определяются, по меньшей мере, две группы продольных ленточных конвейеров и сначала активизируются продольные ленточные конвейеры первой группы и следом затем активизируются продольные ленточные конвейеры второй группы.
Предпочтительно, если в каждой группе сначала активизируется самый удаленный от линии переработки продольный ленточный конвейер.
Предпочтительно, если продольные ленточные конвейеры группы с самым удаленным от линии переработки продольным ленточным конвейером активизируются в качестве последней группы.
Предпочтительно, если момент остановки последнего продольного ленточного конвейера одной группы и активизации первого продольного ленточного конвейера следующей за ней группы определяется в зависимости от расстояния области примыкания последнего продольного ленточного конвейера и первого продольного ленточного конвейера к поперечному ленточному конвейеру и подвигания поперечного ленточного конвейера.
Предпочтительно, если продольные ленточные конвейеры и поперечный ленточный конвейер останавливаются, когда последний продукт одной группы доставлен в устройство для переработки.
Предпочтительно, если последние продукты последнего продольного ленточного конвейера первой группы и первые продукты первого продольного ленточного конвейера второй группы укладываются в общей смешанной области на поперечном ленточном конвейере.
Предпочтительно, если между продуктами первой группы продольных ленточных конвейеров и продуктами второй группы продольных ленточных конвейеров на поперечном ленточном конвейере образуется промежуточное пространство.
Предпочтительно, если активизируется так много продольных ленточных конвейеров и/или скорость движения активизированных продольных ленточных конвейеров регулируется таким образом, что каждой области поперечного ленточного конвейера доставляется так много продуктов, что достигается заданная производственная мощность линии переработки.
Предпочтительно, если каждому активизированному продольному ленточному конвейеру выделяется доля ширины поперечного ленточного конвейера и скорость движения каждого продольного ленточного конвейера регулируется таким образом, что соответственно выделенная ширина поперечного ленточного конвейера заполняется продуктами с соответствующего продольного ленточного конвейера.
Предпочтительно, если каждый продольный ленточный конвейер дополнительно пополняется определенным количеством продуктов и с помощью датчиков регистрируются еще накопленные на каждом продольном ленточном конвейере продукты и продольному ленточному конвейеру с небольшим количеством продуктов выделяется меньшая доля ширины поперечного ленточного конвейера, чем продольному ленточному конвейеру с большим количеством продуктов, чтобы достигнуть синхронного или смещенного во времени на определенную величину окончания разгрузки всех продольных ленточных конвейеров.
Предпочтительно, если датчик силы, расположенный у области выхода поперечного ленточного конвейера, измеряет силу сжатия, господствующую в горизонтальном направлении между продуктами в области выхода, и скорость движения поперечного ленточного конвейера регулируется в зависимости от сигнала датчика силы.
Предпочтительно, если скорость движения поперечного ленточного конвейера уменьшается, если замеренная сила сжатия превышает заданную величину.
Предпочтительно, если скорость движения поперечного ленточного конвейера повышается, если замеренная сила сжатия становится меньше заданной величины.
Предпочтительно, если скорость движения продольных ленточных конвейеров и/или поперечного ленточного конвейера плавно изменяется.
Предпочтительно, если вводится момент времени запуска линии переработки и активизация и включение скорости продольных ленточных конвейеров и поперечного ленточного конвейера начинается в момент времени, определенный в зависимости от расстояния между областью примыкания продольного ленточного конвейера к поперечному ленточному конвейеру и подвиганием поперечного ленточного конвейера, чтобы к моменту пуска в работу линии переработки доставить продукты на линию переработки в объеме, соответствующем заданной производственной мощности линии переработки.
Далее изобретение может быть реализовано в компьютерном программном продукте для применения в компьютере, который так запрограммирован, что он осуществляет этапы, требуемые для регулирования предложенной согласно изобретению транспортной системы, если он установлен в компьютере.
Предпочтительный вариант осуществления изобретения описывается с помощью чертежей, где показывают следующее.
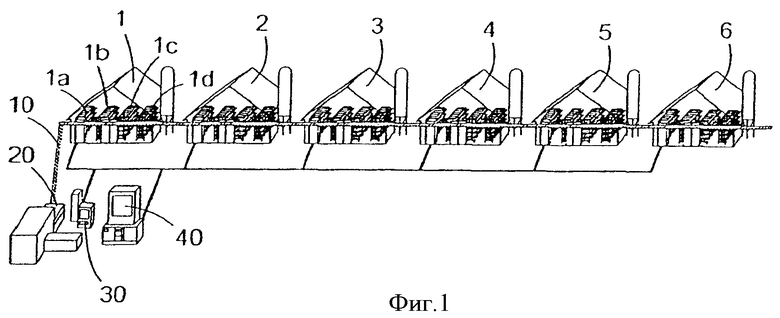
Фиг.1: Схематическое изображение транспортной системы с шестью птичниками и продольными ленточными конвейерами и одним поперечным ленточным конвейером.
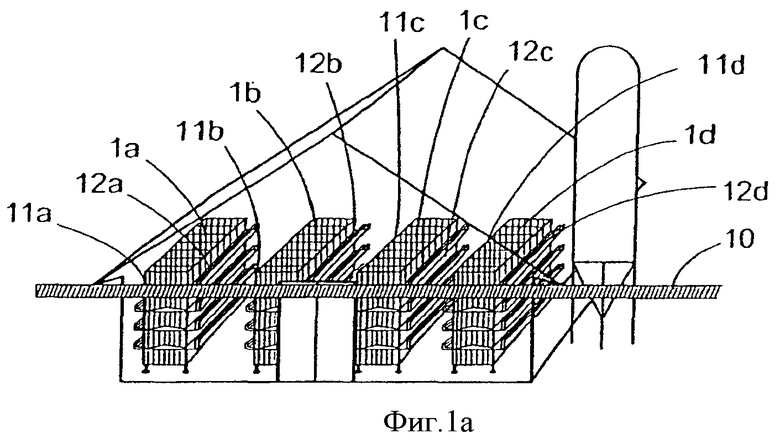
Фиг.1а: Увеличенный вид отдельного птичника на фиг.1.
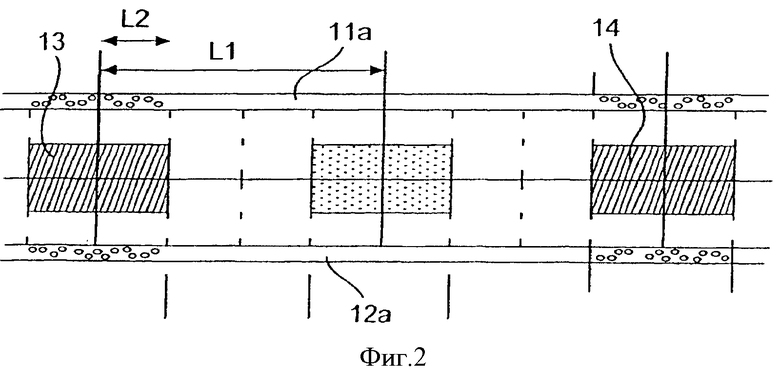
Фиг.2: Схематический вид сверху на область ряда птичников с расположенными рядом друг с другом вольерами.
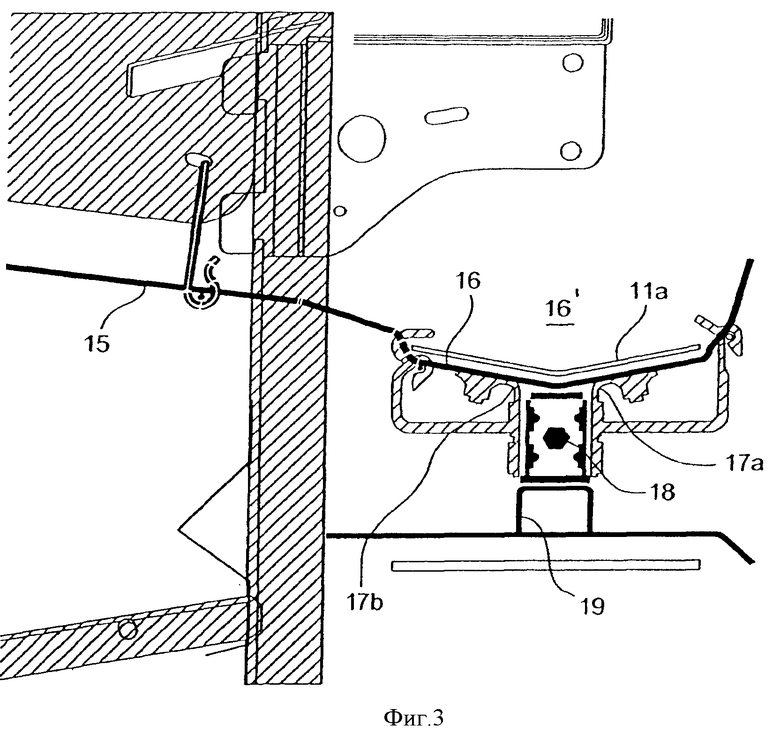
Фиг.3: Вид сбоку поперечного сечения области продольного ленточного конвейера и области скатывания из гнезда вольера.
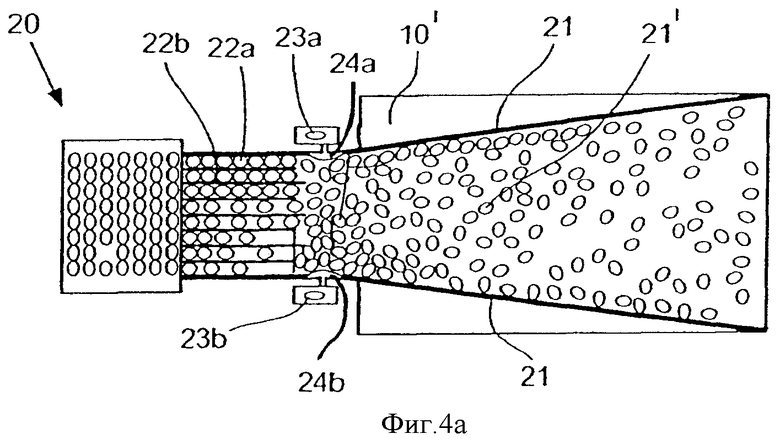
Фиг.4а: Первый вариант осуществления области входа поперечного ленточного конвейера в упаковщик с устройством, воспринимающим силы.
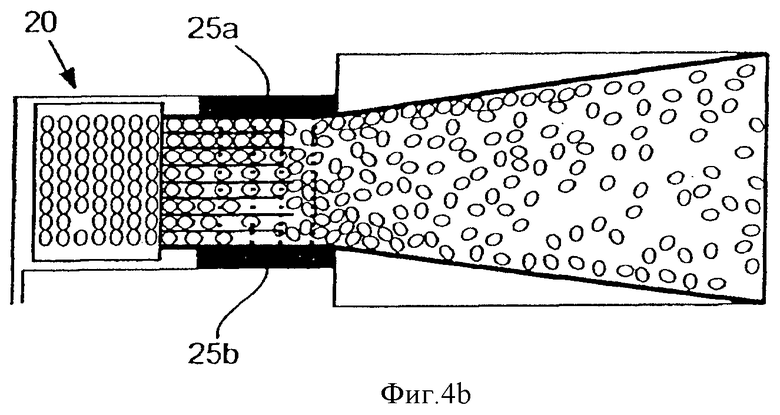
Фиг.4b: Второй вариант осуществления согласно фиг.4а.
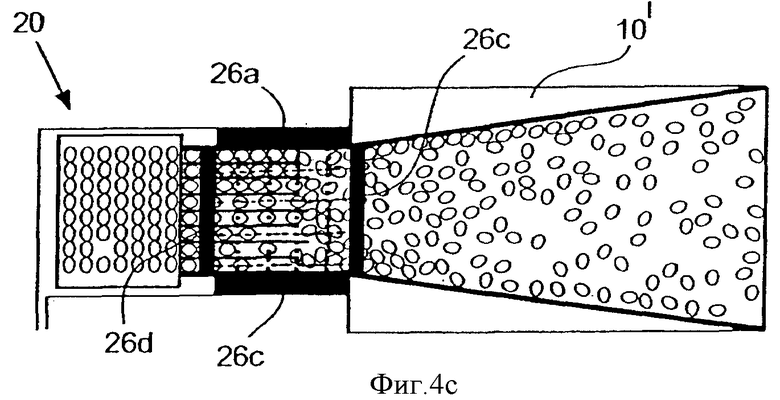
Фиг.4с: Третий вариант осуществления согласно фиг.4а.
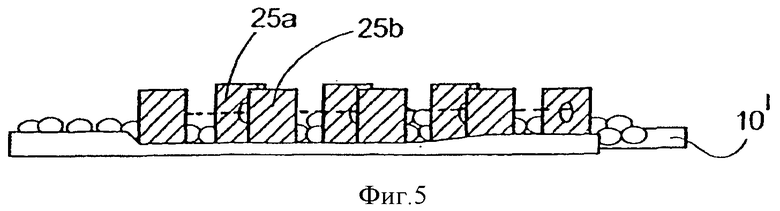
Фиг.5: Вид сбоку варианта осуществления согласно фиг.4b и 4с.
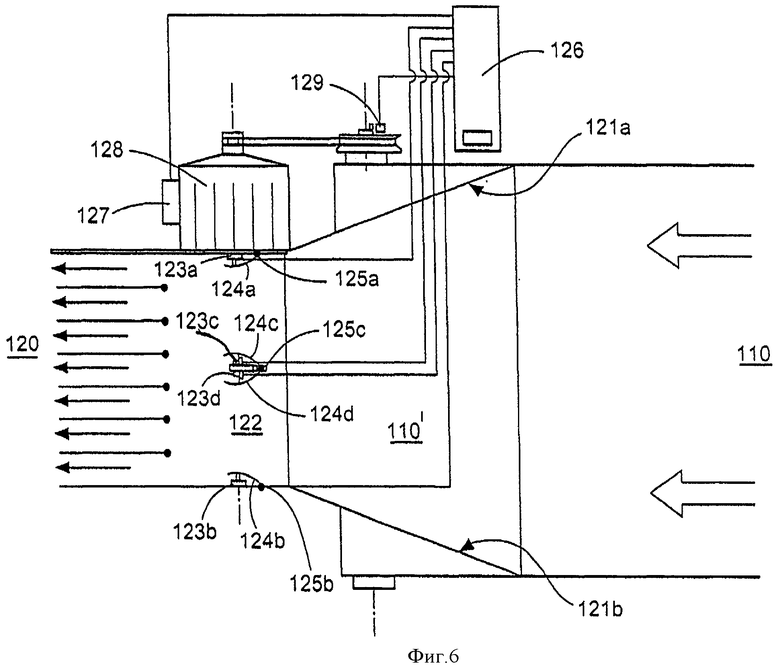
Фиг.6: Вид сверху четвертого варианта осуществления согласно фиг.4а с регулированием поперечного ленточного конвейера.
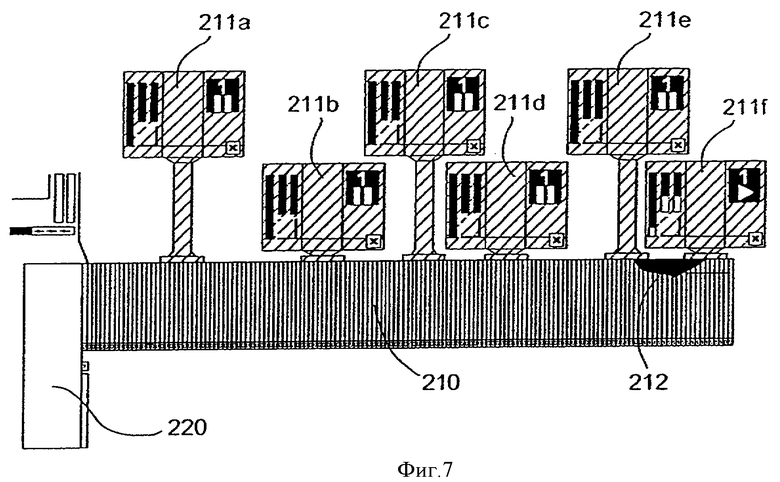
Фиг.7: Схематическое изображение визуализации подвигания поперечного ленточного конвейера в стартовой фазе процесса доставки.
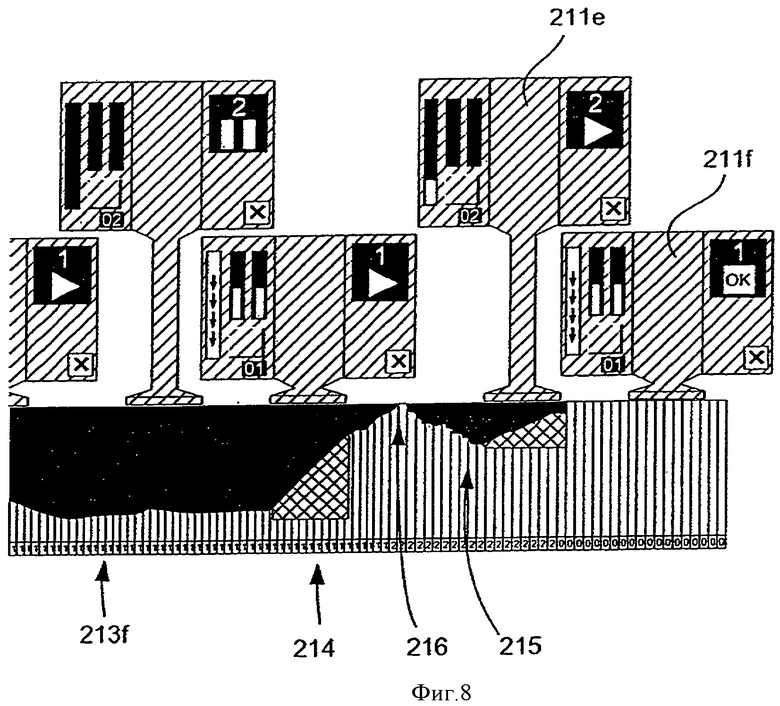
Фиг.8: Фрагмент фиг.7 в момент окончания процесса доставки.
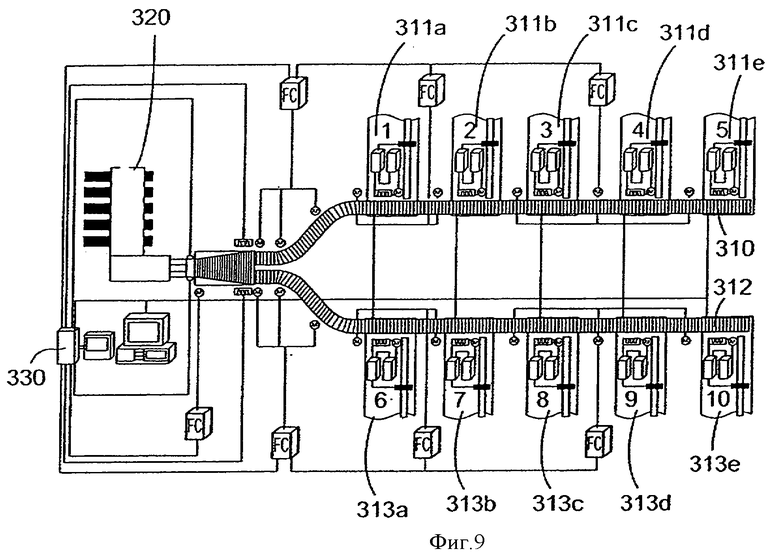
Фиг.9: Схематическое изображение другого варианта предложенной согласно изобретению транспортной системы с двумя поперечными ленточными конвейерами.
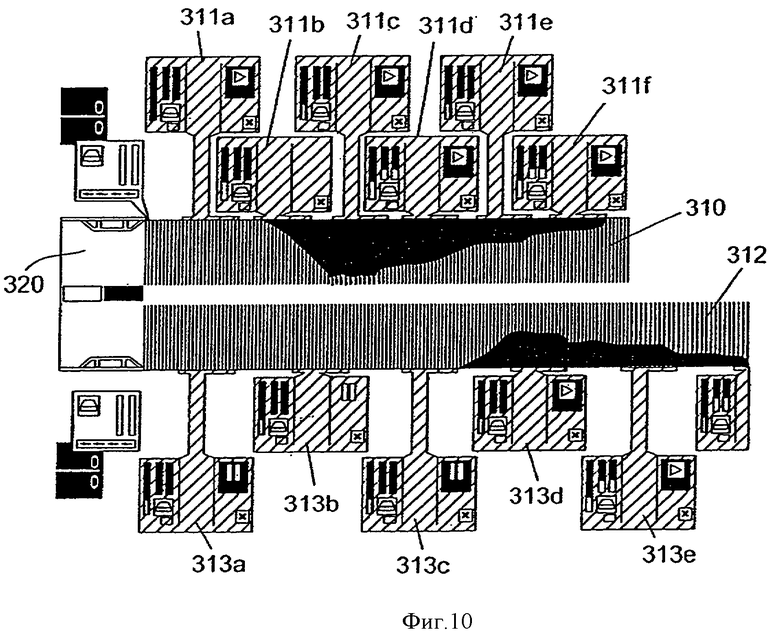
Фиг.10: Схематическое изображение визуализации подвигания ленточного конвейера системы на фиг.9.
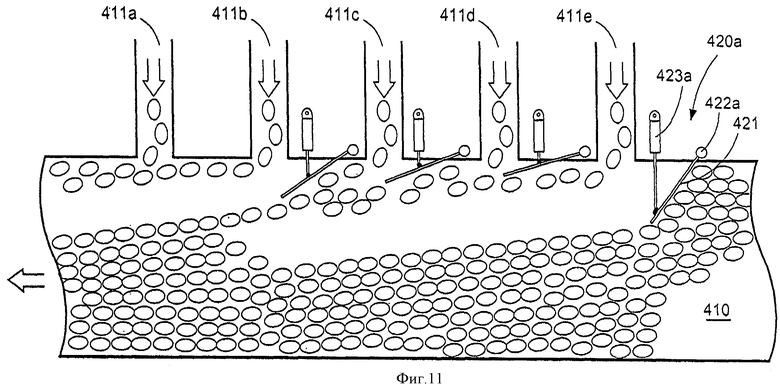
Фиг.11: Схематическое изображение фрагмента поперечного ленточного конвейера с пятью примыкающими продольными ленточными конвейерами и четырьмя направляющими устройствами для продуктов.
На фиг.1 показана птицеводческая ферма с шестью птичниками 1-6, в которых расположено четыре сдвоенных ряда 1a-d с несколькими этажами последовательно поставленных в ряд вольеров.
Птичники 1-6 расположены так рядом друг с другом, что поперечный ленточный конвейер 10 может проходить прямолинейно на торцевой стороне птичников. Поперечный ленточный конвейер 10 в области птичников ориентирован под прямым углом к рядам вольеров 1a-d.
Как, в частности, можно хорошо видеть на фиг.1а, на каждой стороне рядов вольеров 1a-d расположены соответственно идущие параллельно друг другу продольные ленточные конвейеры 11a-d и 12a-d. Каждый этаж ряда вольеров имеет собственные продольные ленточные конвейеры, так что для пяти этажей рядов вольеров согласно фиг.1, 1а получается в общем 10 продольных ленточных конвейеров на ряд вольеров и 40 продольных ленточных конвейеров на птичник. Продольные ленточные конвейеры отдельных рядов вольеров в качестве альтернативы примыкают к торцевой стороне каждого ряда вольеров к элеватору, который яйца с 10 продольных ленточных конвейеров одного ряда вольеров поднимает на поперечный ленточный конвейер или поперечный ленточный конвейер передвигается на уровень и во времени последовательно один за другим собираются яйца с пяти этажей рядов вольеров.
Поперечный ленточный конвейер 10 движется на фигурах 1, 1а справа налево и примыкает к линии упаковки, на которой яйца упаковываются.
Центральный блок 30 управления и регулирования соединен с периферийными блоками управления и регулирования в каждом птичнике и осуществляет предложенные согласно изобретению процессы по регулированию и управлению продольными ленточными конвейерами и поперечным ленточным конвейером.
Центральное устройство 40 управления фермой позволяет проводить выбор параметров, визуализацию процесса сбора яиц и загрузку отдельных ленточных конвейеров.
На фиг.2 показан вид сверху фрагмента ряда двойных вольеров с четырьмя вольерами и примыкающими слева и справа частично изображенными соответственно двумя вольерами. Отдельный вольер простирается на длину L1 продольных ленточных конвейеров 11а, 12а. Доля L2 длины L1 занимается областью гнезда в вольере. В области длины L2 несушками вольера откладывается свыше 90% яиц, так что ленточный конвейер в области L2 в состоянии покоя заполняется яйцами в период кладки яиц за короткое время.
Две области гнезд смежных вольеров граничат непосредственно друг с другом, как это можно видеть на фиг.2. Поэтому продольные ленточные конвейеры 11а, 12а должны, когда продольный ленточный конвейер в области гнезда заполнен яйцами, продвинуться, по меньшей мере, на двукратную длину L2, чтобы незаполненная часть ленточного конвейера оказалась в области гнезда. Так как L2 в настоящем примере составляет четверть от L1, этот процесс передвижки продольного ленточного конвейера 11а, 12а может осуществляться троекратно. В четвертый раз заполненная область продольного ленточного конвейера 11а, 12а из области гнезда 13 переместилась бы в область гнезда 14. Так как в этом случае продольный ленточный конвейер полностью заполнен, после троекратной передвижки на длину 2×2L продольный ленточный конвейер должен на длительное время остановиться, пока все яйца с продольного ленточного конвейера 11а, 12а не будут доставлены на поперечный ленточный конвейер 10.
На фиг.3 показано расположение предложенного в соответствии с изобретением датчика силы, который образован, чтобы управлять подачей продольных ленточных конвейеров в зависимости от количества яиц, скатившихся в области гнезда на продольный ленточный конвейер. Яйца катятся по наклонной плоскости 15 из области гнезда к продольному ленточному конвейеру 11а. Верхняя ветвь продольного ленточного конвейера 11а проходит над чашкой весов 16, которая с помощью двух L-образных профилей 17а,b соединена с датчиком силы. Датчик силы 18 с помощью U-профиля 19 жестко соединен с рамой вольеров. Датчик силы 18 определяет вес яиц, расположенных в области 161 промежуточного накопления на ленточном конвейере 11а над чашкой весов 16.
Датчик силы 18 может быть выполнен в качестве датчика давления, однако он преимущественно выполнен как односторонне действующий датчик изгиба балки, что представляет прочную и надежную форму исполнения.
Последовательность способа транспортировки с помощью системы согласно фиг.3 заключается в следующем. Яйца скатываются по наклонной плоскости 15 к останавливающей проволоке снаружи рамы вольера (не показано). Останавливающая проволока тормозит яйца и таким образом препятствует столкновению этих яиц с уже лежащими на ленточном конвейере яйцами, проволока время от времени поднимается, чтобы яйца с небольшой скоростью могли попасть на ленточный конвейер. Чем больше яиц лежит на ленточном конвейере в области над чашей весов 16, тем больший вес регистрируется датчиком силы 18. При достижении определенного предельного значения, которое следует при принятии за основу среднего веса яиц при полном заполнении продольного ленточного конвейера в области гнезда, продольный ленточный конвейер перемещается на двойную величину длины гнезда, чтобы, таким образом, иметь пустую область продольного ленточного конвейера в области гнезда. Это повторяется троекратно и на четвертый раз продольным ленточным конвейером осуществляется полное накопление яиц, при этом продольный ленточный конвейер продолжает находиться в рабочем режиме, пока не будет пройдена вся длина верхней ветви конвейерной ленты (т.е. половина длины ленты конвейера) и все яйца не будут доставлены на поперечный ленточный конвейер 10.
На фиг.4а показан другой вариант осуществления предложенного в соответствии с изобретением датчика силы в области входа упаковочной линии. Яйца одним или несколькими поперечными ленточными конвейерами через стол 101 в виде воронки доставляются на упаковочную линию и по столу в виде воронки с помощью направляющих стенок 21 подаются по всей ширине упаковочной линии 20. Таким образом, происходит уплотнение яиц в области промежуточного накопления 211 между обеими направляющими стеками 21. В области входа упаковочной линии яйца должны пройти через направляющие каналы 22а,b. В этой области может происходить затор из-за встающих поперек яиц, что может привести к дальнейшему уплотнению в зоне нахождения яиц. Вследствие уплотнения горизонтальное сжатие яиц в области входа перед линией упаковки может стать настолько большим, что могут возникнуть волосяные трещины в скорлупе яиц или происходить полное растрескивание яиц.
Чтобы зарегистрировать такую ситуацию еще перед возникновением повреждений, сбоку в области входа расположены датчики давления 23а,b, которые соединены с двумя полукруглыми пластинами 24a,b, воспринимающими давление. Пластины 24а,b, воспринимающие давление, выступают в поток яиц и воспринимают горизонтально действующую силовую компоненту поперек направления транспортировки и против направления транспортировки. В зависимости от уровня силы, регистрируемой датчиками 23а,b, регулируется скорость движения поперечного ленточного конвейера 10. Если измеренная сила повышается, то скорость поперечного ленточного конвейера уменьшается, если сила падает, то скорость поперечного ленточного конвейера повышается.
На фиг.5 показана альтернатива системе на фиг.4а. В системе согласно фиг.4b отказываются от датчиков силы 23а,b и вместо этого применяют фотоячейки 25а,b, которые ориентированы поперек области входа линии упаковки 20. Фотоячейки ориентированы таким образом, что они производят измерения поверх яиц, плоско лежащих на поверхности основания упаковочной линии, как это можно видеть на фиг.5. Как только яйцо становится на попа или яйца надвигаются друг на друга, это фиксируется фотоячейками 25а,b. Количество таких обнаруженных яиц является мерой горизонтального давления между яйцами в области входа и может опять же, как ранее описывалось, служить для регулирования скорости поперечного ленточного конвейера.
На фиг.4с показан другой вариант формы осуществления с фотоячейками, чем на фиг.4b. На фиг.4с всего расположено четыре элемента фотоячеек 26a-d, которые по плоскости контролируют область входа упаковочной линии 20 и с помощью этого обеспечивают точную регистрацию вставших или расположенных друг на друге яиц.
На фиг.6 показан вариант формы осуществления согласно фиг.4а с датчиками силы. Поперечный ленточный конвейер 110 доставляет яйца через стол 1101 в виде воронки в область реакции 122 перед линией упаковки 120. Элементы боковых стенок 121а,b вместе направляют яйца и уплотняют распределение яиц. На элементах боковых стенок 121а,b расположены соответственно устройства для восприятия давления 123а,b, которые соединены с полукруглыми отклоняющими и воспринимающими давление пластинами 124а,b. Воспринимающая давление пластина 124а,b установлена шарнирно соответственно в подшипнике оси двуплечего рычага, расположенного на стороне, смотрящей в направлении транспортировки, и может благодаря этому, свободно перемещаясь, передавать силу сжатия, действующую со стороны яиц, на устройство, воспринимающее давление 123 а,b.
Центрально в области реакции 122 в виде островного устройства расположено два других датчика давления 123c,d, которые опять же с помощью двух полукруглых пластин 124c,d, воспринимающих давление, шарнирно установлены в общей поворотной опоре, чтобы воспринимать горизонтальное давление яиц в центральной области.
С помощью применения четырех устройств, воспринимающих давление на отстоящих друг от друга местах, измерения обеспечиваются в различном направлении, благодаря чему также регистрируется уплотнение яиц с недопустимо высокими горизонтальными силами, что позволяет соответствующим образом регулировать скорость поперечного ленточного конвейера.
Чувствительные элементы датчиков давления 123 a-d соединены с центральным устройством управления 126, которое со своей стороны соединено с преобразователем частоты 127, который управляет приводным двигателем 128 для доставки поперечным ленточным конвейером.
Тактовый датчик 129 точно также соединен с центральным блоком управления 126 и задает подвигание поперечного ленточного конвейера.
На фиг.7 показан пример визуализации загрузки и подвигания поперечного ленточного конвейера. Поперечный ленточный конвейер 210 разделен на некоторое число поперечных полос, из которых соответственно одна представляет длину поперечного ленточного конвейера в 1 м.
Вдоль поперечного ленточного конвейера к поперечному ленточному конвейеру 210 в отстоящих друг от друга местах примыкают шесть продольных ленточных конвейеров 211a-f. Продольные ленточные конвейеры изображаются с помощью символов в виде ящиков 211a-f, в которых отображены параметры транспортных свойств продольного ленточного конвейера.
С левой торцевой стороны поперечный ленточный конвейер 210 примыкает к линии упаковки 220.
На фиг.7 показано состояние транспортной системы, в котором перед коротким промежутком времени начался бы сбор яиц с продольного ленточного конвейера 211. Оно изображается с помощью черных полос в областях поперечного ленточного конвейера в направлении доставки позади области примыкания продольного ленточного конвейера 211f. Черная область полосы 212 символизирует уложенные на поперечном ленточном конвейере яйца. Далее заштрихованная прямоугольная область в области примыкания продольного ленточного конвейера 211f символизирует выделенную продольному ленточному конвейеру 211f ширину поперечного ленточного конвейера.
На фиг.8 показана система согласно фиг.7 в более поздний момент времени процесса доставки. Поперечный ленточный конвейер принимает в области 213, заполненной на заданную величину яйцами, на 80% от мощности поперечного ленточного конвейера, что составляет безопасное расстояние относительно полной загрузки. В области 214 можно видеть осуществление сбора яиц первой группы, что показано с помощью диагонально уменьшающейся загрузки ширины поперечного ленточного конвейера. В направлении доставки за первой группой следует вторая группа яиц, которые доставляются при активизации продольного ленточного конвейера 211е на поперечный ленточный конвейер. Между группой 213, 214 и группой 215 оставлен промежуток 216, который дает небольшой промежуток времени для переналадки упаковочной линии 220.
На фиг.9 показан схематический вид сверху транспортной системы с двумя поперечными ленточными конвейерами 310, 312 и на фиг.10 показано схематическое изображение визуализации этой транспортной системы. Как можно видеть, у каждого поперечного ленточного конвейера 310, 312 расположено несколько продольных ленточных конвейеров 311а-е, 313а-е, которые примыкают на отстоящих друг от друга местах к поперечному ленточному конвейеру 310 или 312. Каждый продольный ленточный конвейер 311а-е, 313а-е располагает собственным децентрализованным управляющим устройством, которое управляет продольным ленточным конвейером, в зависимости от датчика веса согласно фиг.3 и по указанию вышестоящего центрального устройства управления 330 распоряжается общей перегрузкой продольного ленточного конвейера на соответствующий поперечный ленточный конвейер.
Оба поперечных ленточных конвейера 310, 312 примыкают к упаковочной линии 320.
Как можно видеть на фиг.10, яйца, собранные на поперечном ленточном конвейере со смещением по месту, перегружены с четырех активизированных продольных ленточных конвейеров 311c-f и доставляются в виде связного блока, соответствующего производственной мощности упаковочной линии 320, на упаковочную линию 320. У поперечного ленточного конвейера 312 активными являются только продольные ленточные конвейеры 313d-f и только после дальнейшего подвигания поперечного ленточного конвейера 312 подключаются другие продольные ленточные конвейеры 313а-с.
На фиг.11 показан фрагмент поперечного ленточного конвейера 410 с несколькими примыкающими продольными ленточными конвейерами 411а-е, места примыкания которых в направлении доставки поперечного ленточного конвейера 410 расположены на расстоянии друг от друга. На поперечном ленточном конвейере в направлении доставки F транспортируется некоторое количество яиц, которые символически обозначены кружочками на поперечном ленточном конвейере.
Как видно, продукты поступают, если смотреть в направлении транспортировки, с правого края в изображенном фрагменте поперечного ленточного конвейера, и в связи с таким положением они препятствовали бы поступлению других яиц с продольных ленточных конвейеров 411а-е, так как эти яйца сначала должны были бы надавить с повышенным горизонтальным давлением на уже находящиеся на поперечном ленточном конвейере в направлении левого края, если смотреть в направлении доставки поперечного ленточного конвейера. При этом могло бы произойти повреждение яиц.
Перед установленным первым в направлении доставки поперечного ленточного конвейера продольным ленточным конвейером 411е расположено направляющее устройство для яиц 420а, которое включает направляющую пластину 421а для яиц, которая с возможностью поворота установлена в неподвижной расположенной сбоку поворотной опоре 422а. Направляющая пластина 421а с помощью исполнительного органа, которым в этом случае является электрический линейный привод 423а с обратным контролем положения, может поворачиваться в области поверх поперечного ленточного конвейера или выходить из этой области.
Подобным образом, имеющие аналогичную конструкцию, что и направляющее устройство для яиц 420а, между продольными ленточными конвейерами 411d и е, между продольными ленточными конвейерами 411с и d и между продольными ленточными конвейерами 411b и с расположены направляющие устройства для яиц 420b и d.
В представленном состоянии доставки к яйцам, уже находящимся на поперечном ленточном конвейере, с продольных ленточных конвейеров 411а,b и d,e дополнительно добавляются яйца. Чтобы в этом состоянии доставки предотвратить повреждение дополнительно поступающих яиц или уже находящихся на поперечном ленточном конвейере яиц, направляющее устройство для яиц 420а так далеко задвинуто в область поверх поперечного ленточного конвейера, что яйца перемещаются с правого края к левому краю и благодаря этому создается место для дополнительно подлежащих поступлению яиц с продольных ленточных конвейеров 411a,b,d,e. Направляющие устройства для яиц 420b и с не развернуты.
Направляющее устройство для яиц 420d развернуто на меньшую величину, чем направляющее устройство для яиц 420а, чтобы дополнительно поступающие с ленточных продольных конвейеров 411d,e яйца отодвинуть от правого края поперечного ленточного конвейера и таким образом освободить место для яиц, поступающих с продольных ленточных конвейеров 411а,b, не направляя при этом весь поток яиц на поперечном ленточном конвейере слишком далеко к левому краю, если смотреть по направлению доставки, поперечного ленточного конвейера, так чтобы уже находящимся на поперечном ленточном конвейере яйцам было причинено повреждение.
Электрические линейные приводы 423a-d и блоки положения с обратной связью этих приводов направляющих устройств для яиц 420a-d соединены с центральным устройством управления и приводятся в действие в зависимости от количества уже находящихся на поперечном ленточном конвейере яиц и расположения и при необходимости скорости доставки дополнительно доставляющих продольных ленточных конвейеров и выдвигаются в такой степени, что не может наступить ни повреждение направленных яиц, ни повреждение подлежащих поступлению яиц.
Предложенный согласно изобретению способ транспортировки заключается в следующем:
к моменту времени примерно три часа после начала кладки яиц активизируется самый удаленный от линии упаковки продольный ленточный конвейер 311f и доставляет яйца на поперечный ленточный конвейер 310. Поперечный ленточный конвейер 310 точно так же активизируется и транспортирует яйца в направлении линии упаковки. Как только яйца, доставленные продольным ленточным конвейером 311f на поперечный ленточный конвейер, достигнут области примыкания продольного ленточного конвейера 311е, также активизируется продольный ленточный конвейер 311е и начинает транспортировать яйца на поперечный ленточный конвейер 310. Таким образом, яйца обоих продольных ленточных конвейеров 311e,f накапливаются на суммарной ширине поперечного ленточного конвейера. Как только эта область достигает области примыкания продольного ленточного конвейера 311d, активизируется этот продольный ленточный конвейер и т.д., до активизации продольного ленточного конвейера 311а. Таким образом, достигается загрузка полной ширины поперечного ленточного конвейера и к началу работы упаковщика на упаковочной линии 320 поперечный ленточный конвейер полностью заполнен и на короткое время задерживается перед линией упаковки 320.
Яйца, доставленные каждым продольным ленточным конвейером, считаются в области примыкания продольных ленточных конвейеров, чтобы иметь контроль над яйценоскостью в соответствующем птичнике или в соответствующих рядах вольеров. Далее этот учет яиц позволяет точно определить количество яиц, находящихся на поперечном ленточном конвейере. Как только определится, что на продольном ленточном конвейере находится очень большое количество яиц, например, с помощью того, при небольшом перемещении продольного ленточного конвейера насчитывается большое количество яиц, этому продольному ленточному конвейеру выделяется большая ширина поперечного ленточного конвейера и другим продольным ленточным конвейерам выделяется соответственно меньшая ширина. Таким образом, обеспечивается, что даже заполненный свыше среднего продольный ленточный конвейер разгружается внутри промежутка времени, в который разгружаются также другие продольные ленточные конвейеры. Это динамическое регулирование может при необходимости приспосабливаться дальше, если другие продольные ленточные конвейеры выделяются своей запаздывающей или преждевременной разгрузкой.
Предложенный согласно изобретению способ позволяет впервые автоматически регулировать и полностью загрузить линию упаковки в зависимости от яиц, доставленных отдельными продольными ленточными конвейерами, их индивидуального расстояния до линии упаковки, а также соответственно фактического подвигания поперечного ленточного конвейера.
Транспортная система содержит поперечный ленточный конвейер, который доставляет яйца к линии обработки, и несколько продольных ленточных конвейеров, которые расположены так, что они доставляют яйца к различным отстоящим друг от друга местам поперечного ленточного конвейера. Устройство регистрирует продвижения поперечного ленточного конвейера. Соединенное с указанным устройством регулировочное устройство выполнено с возможностью привода в начале процесса доставки транспортной системой со смещением во времени продольных ленточных конвейеров в зависимости от расстояния между их областью примыкания к поперечному ленточному конвейеру и линией переработки и в зависимости от продвижения поперечного ленточного конвейера. Предотвращается повреждение яиц при транспортировке. 2 н. и 30 з.п. ф-лы, 13 ил.
1. Транспортная система для чувствительных к ударам продуктов, в частности для яиц, содержащая:
- поперечный ленточный конвейер (10), который доставляет продукты к линии обработки, и
- несколько продольных ленточных конвейеров (11a-d, 12a-d), которые расположены так, что они доставляют продукты к различным отстоящим друг от друга местам поперечного ленточного конвейера, отличающаяся тем, что содержит устройство (129) для регистрации продвижения поперечного ленточного конвейера и соединенное с этим устройством регулировочное устройство (30), которое выполнено с возможностью привода в начале процесса доставки транспортной системой со смещением во времени продольных ленточных конвейеров в зависимости от расстояния между их областью примыкания к поперечному ленточному конвейеру и линией переработки и в зависимости от продвижения поперечного ленточного конвейера.
2. Транспортная система по п.1, отличающаяся тем, что регулировочное устройство выполнено с возможностью привода сначала самого удаленного от линии переработки первого продольного ленточного конвейера и далее расположенного ближе к линии переработки второго ленточного конвейера в момент времени, к которому поперечный ленточный конвейер продвинут таким образом, что продукты, доставленные первым ленточным конвейером, достигают области примыкания второго продольного ленточного конвейера.
3. Транспортная система по п.1, отличающаяся тем, что предусмотрены, по меньшей мере, две группы продольных ленточных конвейеров и регулировочное устройство выполнено с возможностью расположения продуктов продольных ленточных конвейеров первой группы на поперечном ленточном конвейере перед продуктами продольных ленточных конвейеров второй группы.
4. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью привода в каждой группе сначала самого удаленного от линии переработки продольного ленточного конвейера.
5. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью привода в качестве последней группы продольных ленточных конвейеров с самым удаленным от линии переработки продольным ленточным конвейером.
6. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью определения момента остановки последнего продольного ленточного конвейера группы и активизирования первого продольного ленточного конвейера следующей за ней группы в зависимости от расстояния между областью примыкания последнего продольного ленточного конвейера и первого продольного ленточного конвейера к поперечному ленточному конвейеру и подвигания поперечного ленточного конвейера.
7. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью остановки продольных ленточных конвейеров и поперечного ленточного конвейера, когда последний продукт группы доставлен в перерабатывающее устройство.
8. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью определения моментов времени, когда последние продукты последнего продольного ленточного конвейера первой группы и первые продукты первого продольного ленточного конвейера второй группы будут доставлены в смешанную область на поперечном ленточном конвейере.
9. Транспортная система по п.3, отличающаяся тем, что регулировочное устройство выполнено с возможностью определения моментов времени, когда между продуктами первой группы продольных ленточных конвейеров и продуктами второй группы продольных ленточных конвейеров образовывается промежуточное пространство на поперечном ленточном конвейере.
10. Транспортная система по п.1, отличающаяся тем, что регулировочное устройство выполнено с возможностью активизирования продольных ленточных конвейеров и/или регулирования скорости движения активизированных продольных ленточных конвейеров, причем к каждой области поперечного ленточного конвейера доставляется столько продуктов, что достигается заданная производственная мощность перерабатывающей линии.
11. Транспортная система по п.1, отличающаяся тем, что регулировочное устройство выполнено с возможностью выделения каждому активизированному продольному ленточному конвейеру долю в ширине поперечного ленточного конвейера и регулирования скорости движения каждого продольного ленточного конвейера, причем соответственно выделенная ширина поперечного ленточного конвейера заполняется продуктами соответствующим продольным ленточным конвейером.
12. Транспортная система по п.11, отличающаяся тем, что каждый продольный ленточный конвейер выполнен с возможностью предварительного накапливания определенного количества продуктов, а регулировочное устройство связано с датчиками для регистрации накопленных на каждом продольном ленточном конвейере продуктов и выполнено с возможностью выделения продольному ленточному конвейеру с небольшим количеством продуктов меньшей части ширины поперечного ленточного конвейера, чем продольному ленточному конвейеру с большим количеством продуктов, чтобы получить синхронное или смещенное во времени на определенную величину окончание выгрузки всех продольных ленточных конвейеров.
13. Транспортная система по п.1, отличающаяся тем, что регулировочное устройство соединено с силовым датчиком, расположенным в области выхода поперечного ленточного конвейера, или счетчиком для регулирования скорости движения поперечного ленточного конвейера в зависимости от сигнала датчика.
14. Транспортная система по п.1, отличающаяся тем, что она снабжена индикаторным приспособлением, которое соединено с регулировочным устройством для получения сигналов от регулировочного устройства о привязанном к месту количестве продуктов на поперечном ленточном конвейере.
15. Транспортная система по п.1, отличающаяся тем, что она снабжена устройством для счета количества продуктов в области примыкания продольных ленточных конвейеров, которое регистрирует количество доставленных на поперечный ленточный конвейер продуктов и передает на центральное устройство управления.
16. Способ транспортировки яиц в области курятника, включающего несколько единиц гнезд, по этапам:
- транспортировка продуктов на поперечном ленточном конвейере к линии переработки и
- доставка продуктов с помощью нескольких продольных ленточных конвейеров к различным отстоящим друг от друга местам на поперечный ленточный конвейер, отличающийся тем, что регистрируют продвижение поперечного ленточного конвейера и в начале процесса транспортировки продольные ленточные конвейеры запускают в движение со смещением во времени в зависимости от расстояния между их областью примыкания к поперечному ленточному конвейеру и линией переработки и в зависимости от продвижения поперечного ленточного конвейера.
17. Способ по п.16, отличающийся тем, что сначала в движение запускают самый удаленный от линии переработки первый продольный ленточный конвейер, а расположенный ближе к линии переработки второй ленточный конвейер запускают в движение в тот момент времени, к которому поперечный конвейер настолько далеко продвинут, когда продукты, доставленные первым продольным ленточным конвейером, достигли области примыкания второго продольного ленточного конвейера.
18. Способ по п.16, отличающийся тем, что перед началом процесса транспортировки определяют, по меньшей мере, две группы продольных ленточных конвейеров и сначала активизируют продольные ленточные конвейеры первой группы, а затем активизируют продольные ленточные конвейеры второй группы.
19. Способ по п.18, отличающийся тем, что в каждой группе сначала активизируют самый удаленный от линии переработки продольный ленточный конвейер.
20. Способ по п.18, отличающийся тем, что продольные ленточные конвейеры группы с самым удаленным от линии переработки продольным ленточным конвейером активизируют в качестве последней группы.
21. Способ по п.18, отличающийся тем, что момент времени остановки последнего продольного конвейера одной группы и активизации первого продольного конвейера следующей за ней группы определяют в зависимости от расстояния области примыкания последнего продольного ленточного конвейера и первого продольного ленточного конвейера к поперечному ленточному конвейеру и продвижения поперечного ленточного конвейера.
22. Способ по п.18, отличающийся тем, что продольные ленточные конвейеры и поперечный ленточный конвейер останавливают, когда последний продукт группы доставлен в устройство для переработки.
23. Способ по п.18, отличающийся тем, что последние продукты последнего продольного ленточного конвейера первой группы и первые продукты первого продольного ленточного конвейера второй группы укладывают в общей области смешивания на поперечном ленточном конвейере.
24. Способ по п.18, отличающийся тем, что между продуктами первой группы продольных ленточных конвейеров и продуктами второй группы продольных ленточных конвейеров на поперечном ленточном конвейере образуют промежуточное пространство.
25. Способ по п.16, отличающийся тем, что активизируют столько продольных ленточных конвейеров и/или так регулируют скорость движения активизированных продольных ленточных конвейеров, что к каждой области поперечного ленточного конвейера доставляют столько продуктов, пока не будет достигнута заданная производственная мощность линии переработки.
26. Способ по п.16, отличающийся тем, что каждому активизированному продольному ленточному конвейеру отводят часть ширины поперечного ленточного конвейера и скорость движения каждого продольного ленточного конвейера регулируют таким образом, что соответственно выделенная ширина поперечного ленточного конвейера заполняется продуктами с соответствующего продольного ленточного конвейера.
27. Способ по п.26, отличающийся тем, что на каждом продольном ленточном конвейере предварительно накапливает определенное количество продуктов и с помощью датчиков регистрируют накопленные на каждом продольном ленточном конвейере продукты и продольному ленточному конвейеру с небольшим количеством продуктов, выделяют меньшую часть ширины поперечного ленточного конвейера, чем продольному ленточному конвейеру с большим количеством продуктов для достижения синхронного или смещенного во времени на определенную величину окончания разгрузки всех продольных ленточных конвейеров.
28. Способ по п.16, отличающийся тем, что силовой датчик, расположенный у области выхода поперечного ленточного конвейера, измеряет сжимающее усилие, господствующее в горизонтальном направлении между продуктами в области выхода, и скорость движения поперечного ленточного конвейера регулируют в зависимости от сигнала силового датчика.
29. Способ по п.28, отличающийся тем, что скорость движения поперечного ленточного конвейера уменьшают, если замеренное сжимающее усилие превышает заданную величину.
30. Способ по п.28, отличающийся тем, что скорость движения поперечного ленточного конвейера повышают, если замеренное сжимающее усилие становится ниже заданной величины.
31. Способ по п.16, отличающийся тем, что скорость движения продольных ленточных конвейеров и/или поперечного ленточного конвейера плавно изменяют.
32. Способ по п.16, отличающийся тем, что вводят момент запуска линии переработки, а активизация и включение скорости движения продольных ленточных конвейеров и поперечного ленточного конвейера начинают в момент времени, определенный в зависимости от расстояния между областью примыкания продольного ленточного конвейера к поперечному ленточному конвейеру и продвижением поперечного ленточного конвейера, чтобы к моменту пуска в работу линии переработки доставить продукты в заданном объеме, соответствующем заданной производственной мощности линии переработки.
| Способ сокращенной отделки плотно уложенных куличей искусственного шелка | 1934 |
|
SU43125A1 |
| Устройство контроля смещения ленты конвейера | 1990 |
|
SU1740282A1 |
| СПОСОБ ВКЛЮЧЕНИЯ НЕСКОЛЬКИХ ЛЕНТОЧНЫХ КОНВЕЙЕРОВ РАСПОЛОЖЕННЫХ ОДИН ЗА ДРУГИМ | 0 |
|
SU264965A1 |
| US 2004112713 А1, 17.06.2004 | |||
| US 3247929 A, 26.04.1966 | |||
| US 5551822 A, 03.09.1996 | |||
| Механический пресс | 1978 |
|
SU774955A1 |

