Изобретение относится к области (электрохимических производств) электрохимического получения металлического порошка из расплавленных солей, в частности для получения высоко- и нанодисперсного порошка металлов или сплавов. Изобретение может быть использовано в порошковой металлургии, машиностроении, авиационной и космической промышленности для повышения эксплуатационных характеристик оборудования.
Известен «Способ получения порошков платиновых металлов и их сплавов» (патент РФ №2249062, опубл. 27.03.2005 г.), в котором для получения порошка металлов и сплавов используется хлоридный электролит с заданным содержанием ионов осаждаемых металлов и поддерживается потенциостатический режим с соотношением концентрации ионов платиновых металлов (мас.%) к катодной плотности (А/см2) в пределах 3-20.
Недостатком этого способа является необходимость задания и поддержания определенной концентрации ионов получаемых металлов, при этом подготовка солей металлов требует дополнительных усилий на их синтез, сушку, хранение, загрузку в электролизер и т.п., а также использование труднодостижимого на практике потенциостатического режима с предварительным поиском последнего путем вариаций гальваностатического и потенциостатического режимов.
Известен «Способ получения металлического порошка» (Заявка РФ №2000111932/02, опубл. 20.03.2002 г.).
Известный способ получения металлического порошка включает растворение серебра на аноде и получение порошка в объеме водного электролита, содержащего химические соединения, способные окисляться ионами металлов и регенерироваться на катоде, комплексообразователи и коллоидные растворы металлов в качестве центров кристаллизации металла. Для получения порошка из сплавов используют аноды из соответствующих металлов с раздельным регулированием тока.
Недостатками этого способа является невозможность получения порошков электроотрицательных металлов (металлов, вытесняющих водород, например титан, ниобий, железо и др.), низкая производительность и узкий температурный интервал из-за использования водных электролитов.
Наиболее близким к заявляемому решению является способ, раскрытый в патенте GB 637714, опубл. 24.05.1950 г. Известный способ получения порошка металлов или сплавов включает электрохимическое растворение, по меньшей мере, одного анода из металлов или сплавов и осаждение порошка в объеме электролита, содержащего химические соединения, способные восстанавливать ионы металлов и регенерироваться на катоде, отделение порошка от электролита.
Задачей предлагаемого изобретения является существенное расширение возможностей способа как по выбору получаемого высоко- и нанодисперсного металлического порошка, так и по повышению его производительности.
Для решения поставленной задачи заявленный способ получения высоко- и нанодисперсного порошка металлов или сплавов включает электрохимическое растворение по меньшей мере одного анода, выполненного из d-металла: Ni, Fe, Cu, Re, Ti, Nb, Mo, W, Pt, Ag и/или сплава: сталь 20, сталь 12Х18Н10Т, нихром, ВТ-20, осаждение порошка в объеме электролита, содержащего химические соединения, способные восстанавливать ионы металлов и регенерироваться на катоде, и отделение полученного порошка от электролита. Причем в качестве электролита используют расплав галогенидов щелочных, щелочноземельных и редкоземельных металлов и/или их смеси. Кроме того, существенным является то, что процесс ведут в расплаве, окислительно-восстановительный потенциал которого отрицательнее условного стандартного электродного потенциала получаемого металла на 100-3000 мВ. Для этого в указанный расплав вводят металл соли электролита или насыщают им из паровой фазы в количестве до 1 мол.%.
Сущность предлагаемого способа получения порошка металлов или сплавов заключается, как и в прототипе, в электрохимическом растворении металлических анодов с последующим восстановлением в объеме электролита эквивалентным количеством генерируемого на катоде восстановителя.
Ведение процесса в солевом галогенидном расплаве позволяет существенно расширить как температурный интервал от 300 до 950°С, так и охватить широкий ряд d-металлов, включая благородные, редкие, тугоплавкие, металлы группы железа, в том числе и наиболее электроотрицательные. При этом аноды, выполненные из указанных металлов и/или сплавов, формуют в пакет из прутков, проволоки или листов из металлов и/или сплавов.
В частном случае в качестве электролита берут расплав хлоридов щелочных металлов, дополнительно содержащий дихлорид цинка (пример 22 таблицы).
Кроме того, для повышения производительности, а именно степени заполнения электролита металлическим порошком и выхода по току, электролит периодически перемешивают анодом.
Заявленный способ осуществляют следующим образом. В электролизер загружают предварительно осушенные соли более электроотрицательных металлов. Для «раскисления» электролита - задания более отрицательного окислительно-восстановительного потенциала электролита по сравнению с электролитом стехиометрического состава загрузкой в реактор или насыщением из паровой фазы вводят металл соли растворителя, например кальция, натрия, цинка в количестве до 1 мол.%.
Электролизер нагревают, вакуумируя до температуры 150-200°С, для удаления воздуха и влаги, заполняют инертным газом и разогревают до температуры процесса (300-950°С).
Из предварительно очищенных материалов (прутки, проволока или листы) из металлов и/или сплавов формируют анодные пакеты и фиксируют их на металлическом токоподводе. Анод (аноды) из металла и/или сплава вводят через шлюз в солевой расплав на заданную глубину, после чего подключают к положительному полюсу источника постоянного тока.
После этого подключают отрицательный полюс к корпусу электролизера (и/или корзине для извлечения продукта) или к дополнительно введенному электроду. После подключения электродов к источнику(ам) питания ведут электролиз с периодическим (непрерывным) опусканием электрода по мере его электрохимического растворения. Дополнительно, по мере необходимости, ведут периодическое или непрерывное качание (вращение) анода для предотвращения короткого замыкания межэлектродного пространства получаемым порошком, что позволяет повысить степень заполнения электролита порошком.
После окончания процесса электролиза остаток анода(ов) извлекают. При наличии корзины, ее поднимают и выдерживают над поверхностью расплава в течение 10-15 мин для удаления избытка электролита из продукта. Затем поднимают в шлюз и, после остывания, удаляют из электролизера (степень извлечения продукта составляет не менее 95-98%). В случае отсутствия корзины электролизер охлаждают и извлекают тигель с порошком.
Полученный плав (твердый электролит с порошком) направляют на отделение электролита от порошка путем отмывки и/или отгонки электролита, который после доочистки возвращается в голову процесса. При этом при использовании отмывки проводят седиментационную классификацию мелких фракций. Затем полученный порошок направляется на грубый отсев для отделения крупных фрагментов (фрагменты металлической пленки), фракционную классификацию и упаковку.
Ниже приведен конкретный пример исполнения способа, в котором анод - никелевый пруток диаметром 5 мм, контейнер для расплава - тонкостенный стакан из нержавеющей стали, электрически соединенный с корпусом электролизера.
После сборки электролизера с загруженным электролитом - переплавленным хлоридом калия марки «хч» в количестве 0,9 мол.% - проведено его вакуумирование при нагреве до 200°С для удаления воздуха и влаги. Затем электролизер заполнен инертным газом (аргон) и разогрет до температуры 830°С (выше температуры плавления электролита). Окислительно-восстановительный потенциал электролита относительно хлорного электрода сравнения составлял 1,70-1,75 В, что отрицательнее условного стандартного электродного потенциала никеля на ~350 мВ.
После расплавления электролита через шлюз введен никелевый анод и подключен к шине питания от источника постоянного тока. После касания с поверхностью электролита, определяемой по скачку тока, анод погружен на глубину 20 мм и установлен ток электролиза величиной 15 А. Это соответствует анодной плотности тока 4,2 А/см2. Падение напряжения на ванне составляло 2,5-3,0 В.
Через одиннадцать минут электролиза ток упал практически до нуля, а напряжение на ванне возросло практически до напряжения источника постоянного тока (~70 В). Это соответствует полному растворению погруженной части анода. После этого анод опустили еще на 20 мм. После третьего опускания анода напряжение на ванне было не стабильным из-за замыкания межэлектродного пространства полученным в объеме электролита порошком никеля. Для устранения последнего проводили периодическое перемешивание электролита погруженным анодом, как его вращением, так раскачиванием в радиальном направлении. Через 3-5 минут замыкание стало значительным, что свидетельствует о практически полном заполнении электролита высокодисперсным порошком никеля. Электролиз выключен, электрод извлечен. Полное время электролиза составило 31 мин.
После остывания электролиза плав, содержащий порошок никеля, был черного цвета с включениями кристаллов хлорида калия. После дробления, водной отмывки и седиментационного фракционирования был получен порошок никеля трех фракций: нанодисперсный с размером частиц 25-100 нм (доля фракции 25%), высокодисперсный - 0,1-2,0 мкм (доля фракции 70%), крупная фракция (остальное). Насыпной вес порошка составляет не более 1,1 г/ см3.
Полученный порошок в сухом виде имеет склонность к относительно быстрому окислению при комнатной температуре.
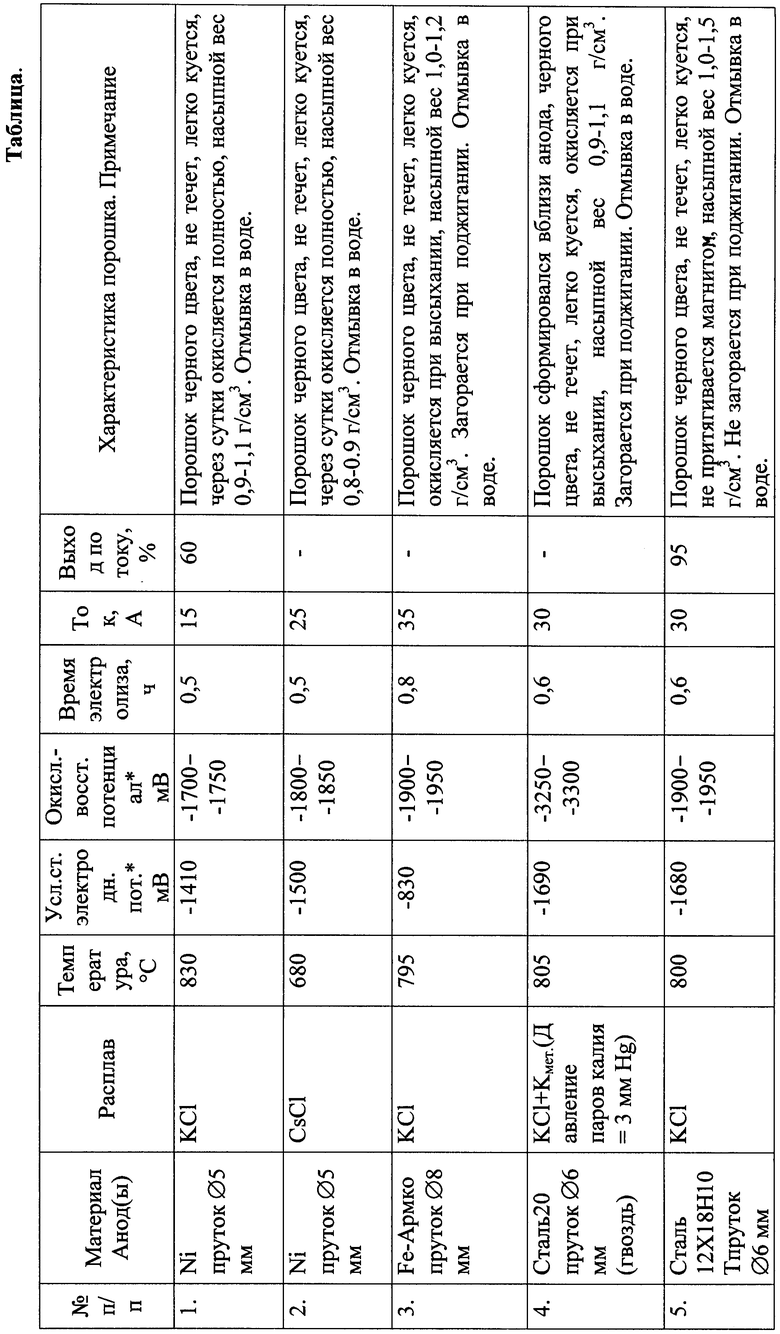
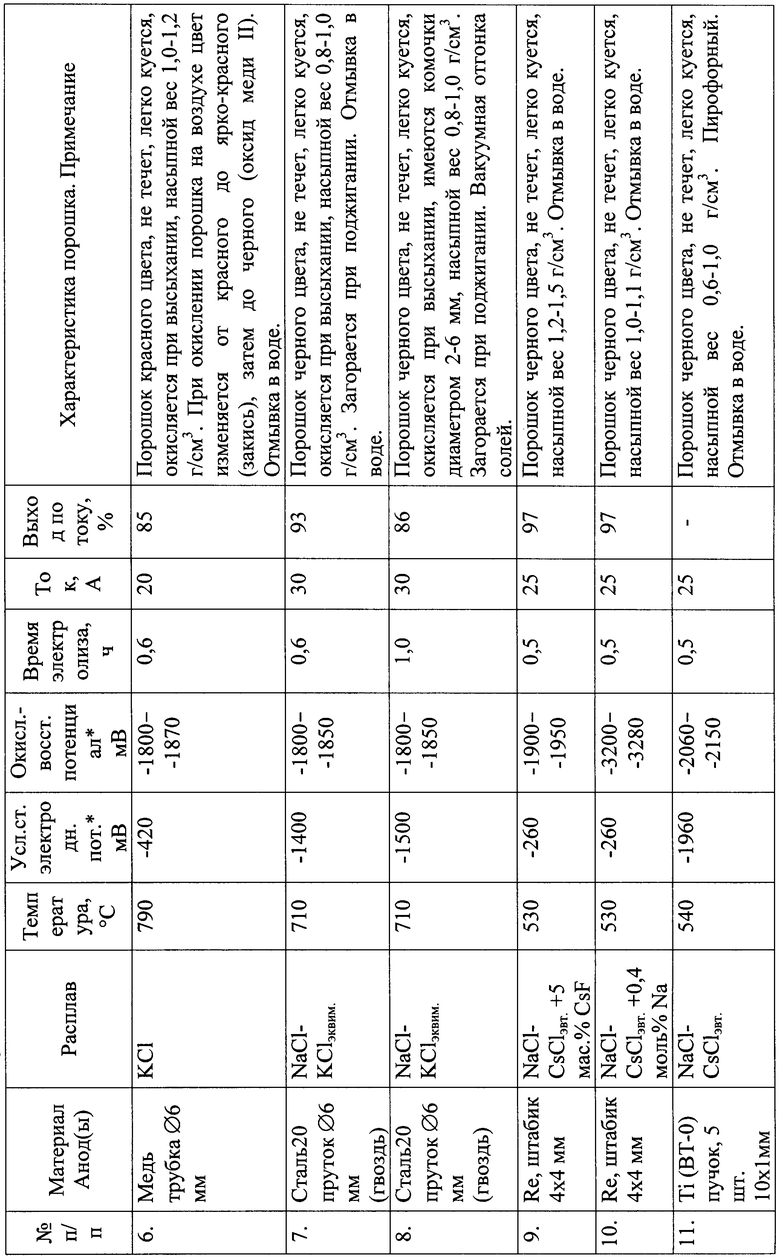
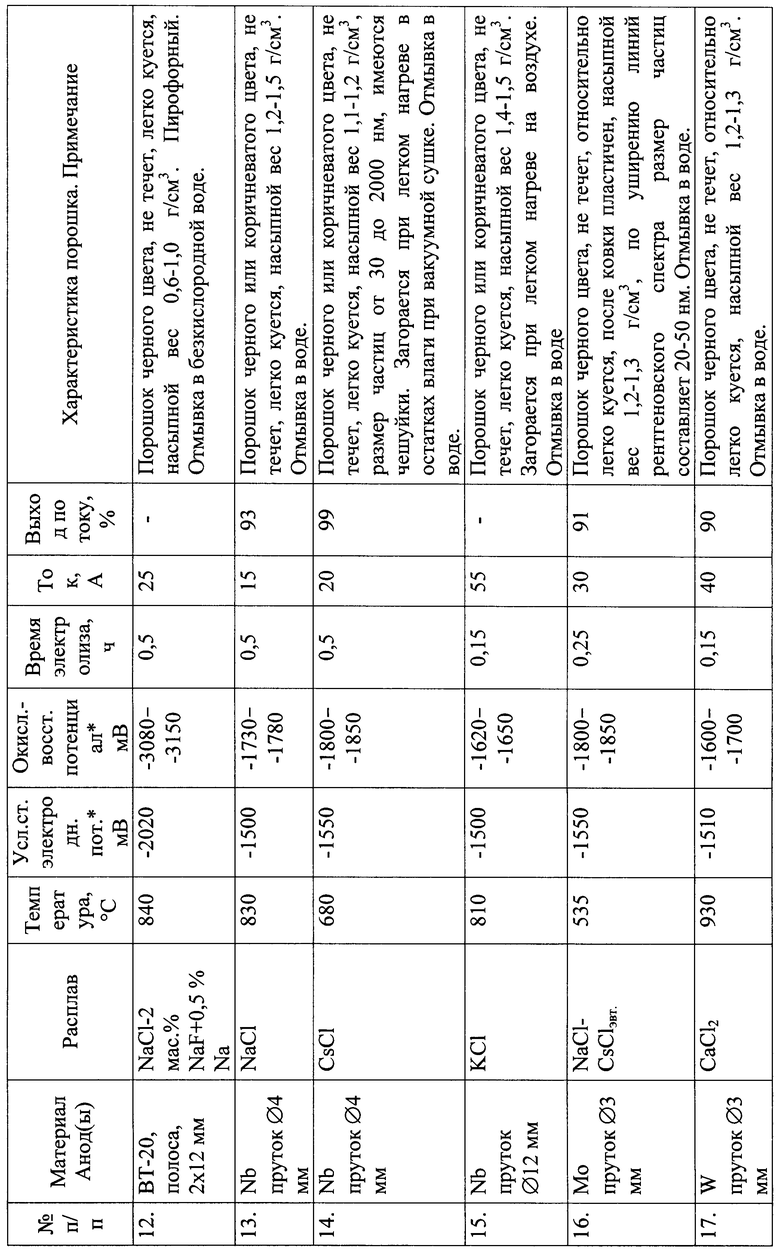
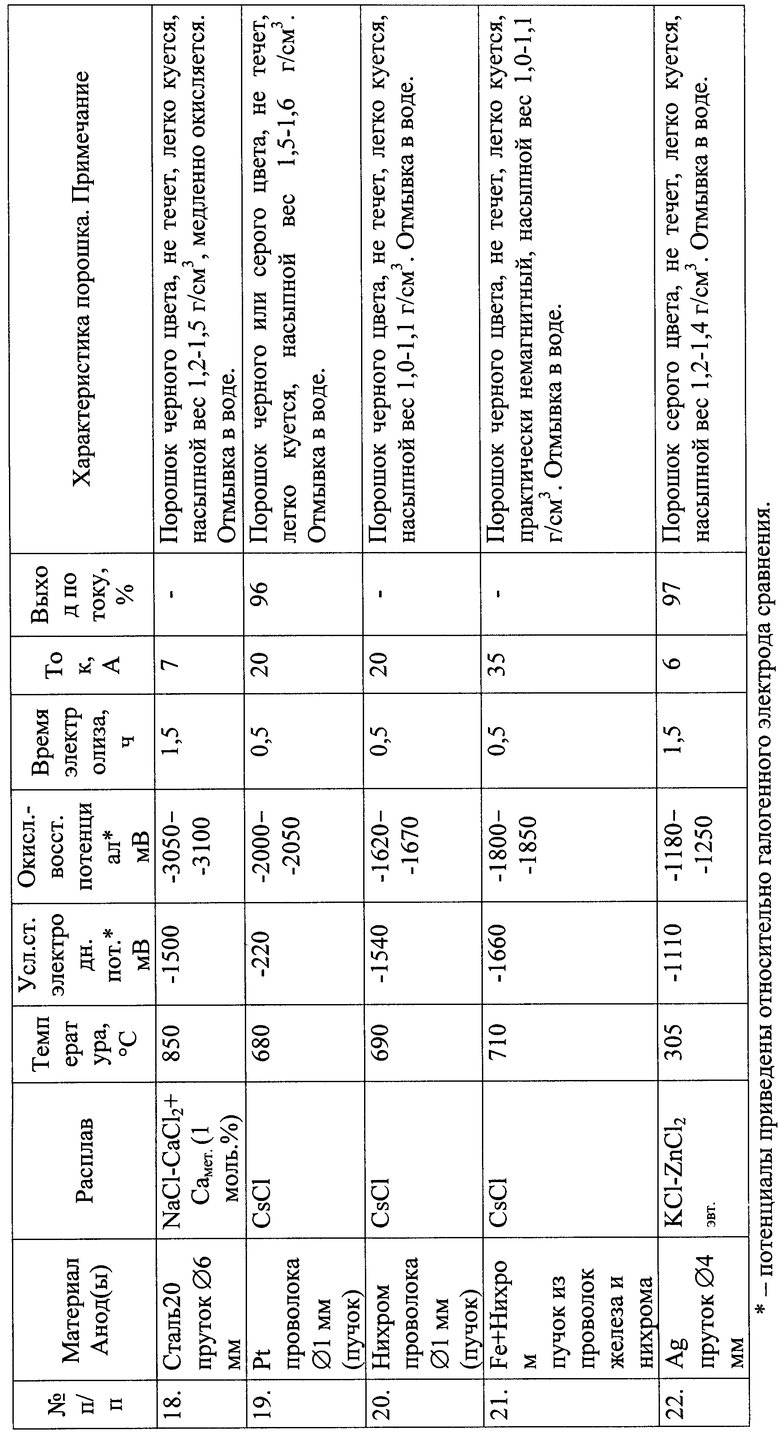
Последующие примеры, характеризующие предлагаемый способ, занесены в таблицу (потенциалы приведены относительно галогенного электрода сравнения).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛУЧЕНИЯ ПОРОШКА ИРИДИЯ С УДЕЛЬНОЙ ПОВЕРХНОСТЬЮ БОЛЕЕ 5 м/г | 2015 |
|
RU2600305C1 |
| Способ переработки нитридного ОЯТ в солевых расплавах с удалением остаточного количества хлорирующего агента | 2020 |
|
RU2758450C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2009 |
|
RU2397279C1 |
| Способ электрохимического получения порошков боридов металлов (варианты) | 2017 |
|
RU2661164C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ПЛАТИНОВЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2003 |
|
RU2249062C1 |
| Способ рециклинга алюминия электролизом расплава его лома и устройство для осуществления этого способа | 2022 |
|
RU2796566C1 |
| СПОСОБ ЭЛЕКТРОЛИЗА РАСПЛАВЛЕННЫХ СОЛЕЙ С КИСЛОРОДСОДЕРЖАЩИМИ ДОБАВКАМИ С ИСПОЛЬЗОВАНИЕМ ИНЕРТНОГО АНОДА | 2011 |
|
RU2457286C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА И СЕРЕБРА ИЗ ПОЛИМЕТАЛЛИЧЕСКОГО СЫРЬЯ | 2004 |
|
RU2258768C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЗОЛОТА ИЗ ЗОЛОТОСОДЕРЖАЩИХ ПОЛИМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2000 |
|
RU2181780C2 |
| СПОСОБ ПРОИЗВОДСТВА ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И ВОССТАНОВЛЕНИЯ ШЛАКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2401875C2 |
Изобретение относится к области электрохимического получения металлических порошков из расплавленных солей, в частности для получения высоко- и нанодисперсных порошков металлов и сплавов. Порошки металлов и их сплавов получают путем электрохимического растворения металлических анодов. Осаждение порошка ведут в объеме электролита из расплавленных хлоридных солей, содержащих химические соединения, способные восстанавливать ионы металлов и регенерироваться на катоде. Процесс ведут в солевом расплаве, аноды выполнены из d-металлов или их сплавов, например: Ni, Fe, Cu, Re, Ti, Nb, Mo, W, Pt, Ag и др., сталь 20, сталь 12Х18Н10Т, нихром, ВТ-20 и др. Окислительно-восстановительный потенциал расплава изначально задают отрицательнее условного электродного потенциала получаемого металла на 100-3000 мВ. Обеспечивается существенное расширение возможностей способа как по выбору получаемого высоко- и нанодисперсного металлического порошка, так и по повышению его производительности. 2 з.п. ф-лы, 1 табл.
1. Способ получения высоко- и нанодисперсного порошка металлов или сплавов, включающий электрохимическое растворение по меньшей мере одного анода, выполненного из d-металла: Ni, Fe, Cu, Re, Ti, Nb, Mo, W, Pt, Ag, и/или сплава: сталь 20, сталь 12Х18Н10Т, нихром, ВТ-20, и осаждение порошка в объеме электролита, содержащего химические соединения, способные восстанавливать ионы металлов и регенерироваться на катоде, в качестве которого используют расплав галогенидов щелочных, щелочноземельных и редкоземельных металлов и/или их смеси, в который вводят металл соли электролита или насыщают им из паровой фазы в количестве до 1 мол.% для обеспечения окислительно-восстановительного потенциала электролита отрицательнее условного стандартного электродного потенциала получаемого металла на 100-3000 мВ, и отделение полученного порошка от электролита.
2. Способ по п.1, отличающийся тем, что в качестве электролита используют расплав хлоридов щелочных металлов, дополнительно содержащий дихлорид цинка.
3. Способ по п.1, отличающийся тем, что электрохимическое растворение осуществляют из анодов, сформованных в пакет из прутков, проволоки или листов из металлов и/или сплавов.
| Устройство для автоматического измерения расходов жидкостей и газов | 1977 |
|
SU637714A1 |
| RU 2000111932 A, 20.03.2002 | |||
| US 4113582 A, 12.09.1978 | |||
| WO 2004007808 A1, 22.01.2004 | |||
| CN 101255576 A, 03.09.2008. | |||

