Область техники, к которой относится изобретение
Настоящее изобретение относится к системам закалки распылением, используемым в процессах термической обработки металлических изделий.
Уровень техники
Металлургические процессы быстрого охлаждения или быстрого охлаждения и отпуска широко используются для закалки или закалки и отпуска изготовленного металлического изделия, такого как стальная труба. Указанные процессы применяются с целью достижения нужных металлургических свойств, которые отличаются от свойств исходного материала, использованного для изготовления металлического изделия. Закалку выполняют после нагревания изделия, осуществленного, например, электроиндукционным способом. Открытые системы закалки распылением являются одним видом систем закалки, которые могу быть использованы для закалки и отпуска металлического изделия. При поточной закалке длинных круглых изделий, таких как трубы, болванки или обсадные трубы, со скоростью поточной линии, важным параметром, определяющим получаемые в результате свойства материалов, является скорость охлаждения металла, которая для получения нужных результатов, в общем, должна быть настолько большой, насколько возможно. В свою очередь скорость охлаждения определяется объемом закалочной среды, используемой при быстром охлаждении нагретой металлической детали. Обычное устройство, используемое для создания потока жидкости большого объема, направленного к поверхности нагретой детали, обычно называют закалочным барабаном. Обычный закалочный барабан представляет собой монолитный цилиндр большого диаметра, снабженный большим количеством отверстий, через которые при среднем давлении течет закалочная среда. При контакте с нагретой металлической деталью закалочная среда обеспечивает быстрое охлаждение, необходимое для получения нужной твердости. Также хорошо известно неподвижно расположенное закалочное кольцо или щелевое закалочное устройство. Это устройство представляет собой полое кольцо, через которое пропускают деталь, подлежащую закалке. Это устройство содержит большое количество расположенных на одинаковом расстоянии друг от друга отверстий или щелей, которые выполняют функции сопел для закалочной жидкости. Обычно щелевое закалочное устройство используют в неразъемных устройствах небольшого объема, таких как индукционный сканер закалки.
Системы закалки должны иметь возможность обрабатывать изделия, величина диаметра которых находится в некотором диапазоне. Тем не менее, внутренний диаметр существующих закалочных барабанов и закалочных колец фиксирован. Когда изделия разного диаметра проходят через устройства с фиксированным диаметром, то изменяется форма струи, падающей на изделие, скорость потока струи и давление распыла, что происходит из-за разного расстояния от распыляющих сопел до изделия. Для существующих систем закалки, когда струя из заданного сопла отражается от изделия, отраженная струя может быть помехой для струй соседних сопел и может уменьшать или даже сводить к нулю их эффективность. Упомянутые выше ограничения существующих систем закалки также могут стать причиной возникновения на поверхности закаливаемого изделия расширяющегося потока пара. Это приводит к образованию теплового барьера из пара, который значительно снижает скорость охлаждения изделия.
Далее небольшие «точечные отверстия» закалочных сопел, используемых для получения струй воды в существующих в настоящее время барабанных закалочных системах, ограничивают получаемые эффективные объемы и давления распыления.
Кроме того, так как обычно изделие должно продвигаться через закалочное устройство как поступательно, так и вращаясь, то ролики поддерживающего транспортера перекашиваются относительно оси перемещения изделия. Это приводит к тому, что изделия различного диаметра перемещаются вдоль различных осевых линий по обычным системам закалки с фиксированной геометрией.
Задача настоящего изобретения заключается в том, чтобы преодолеть упомянутые выше ограничения существующих систем закалки распылением.
Раскрытие изобретения
Согласно одному аспекту настоящего изобретения предложено устройство и способ закалки металлического изделия распылением. По меньшей мере, одно закалочное кольцо содержит камеру повышенного давления для закалочной среды и выпускной канал для выталкиваемой на металлическое изделие закалочной среды. Закалочное кольцо может быть выполнено из двух взаимосвязанных кольцевых элементов. Взаимосвязанные кольцевые элементы образуют камеру повышенного давления для закалочной среды и выпускной канал для выталкиваемой на металлическое изделие закалочной среды. Регулируя взаимное расположение двух взаимосвязанных кольцевых элементов, можно изменять форму и объем выпускного канала, что делается с целью изменения давления, скорости потока и/или формы струи, выходящей из выпускного канала.
Согласно другим аспектам настоящего изобретения предложено устройство и способ закалки металлического изделия распылением, при этом используется несколько закалочных колец, каждое из которых содержит камеру повышенного давления для закалочной среды и выпускной канал для выталкиваемой на металлическое изделие закалочной среды. Каждое закалочное кольцо может быть выполнено из двух взаимосвязанных кольцевых элементов. Взаимосвязанные кольцевые элементы образуют камеру повышенного давления для закалочной среды и выпускной канал для выталкиваемой на металлическое изделие закалочной среды. Регулируя взаимное расположение двух взаимосвязанных кольцевых элементов, можно изменять форму и объем выпускного отверстия, что делается с целью изменения давления, скорости потока и/или формы струи, выходящей из выпускного канала. С одним или несколькими закалочными кольцами может быть связан отражатель брызг, предотвращающий взаимное влияние струи закалочной среды из закалочного кольца и отраженной струи из соседнего закалочного кольца.
Далее упомянутые выше и другие аспекты изобретения изложены в описании и прилагаемой формуле изобретения.
Краткое описание чертежей
Предшествующее краткое описание, а также последующее подробное описание изобретения лучше понятно с учетом приложенных чертежей. Для иллюстрации изобретения на чертежах показаны типичные варианты осуществления изобретения, предпочтительные в настоящий момент. Тем не менее, конкретные конструкции и устройства, представленные на следующих прилагаемых чертежах, не ограничивают изобретение:
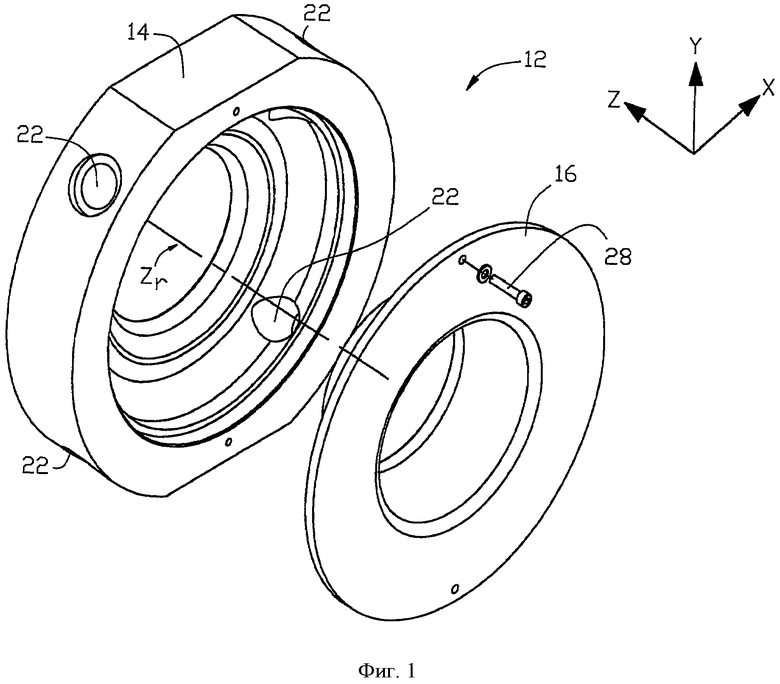
фиг.1 - вид в изометрии одного примера закалочного кольца, используемого в системе закалки распылением, согласно настоящему изобретению;
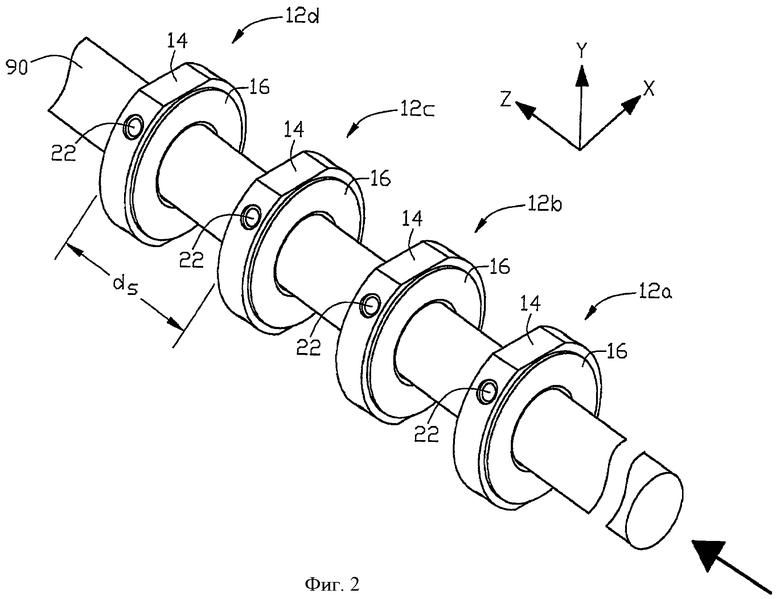
фиг.2 - вид в изометрии одного примера нескольких закалочных колец, используемых в системе закалки распылением, согласно настоящему изобретению;
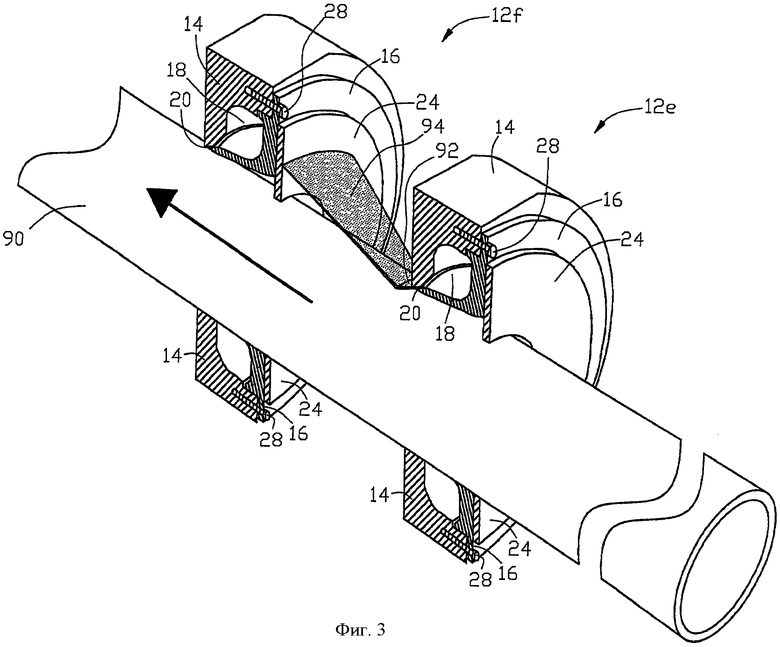
фиг.3 - вид в разрезе одного примера двух закалочных колец системы закалки распылением согласно настоящему изобретению;
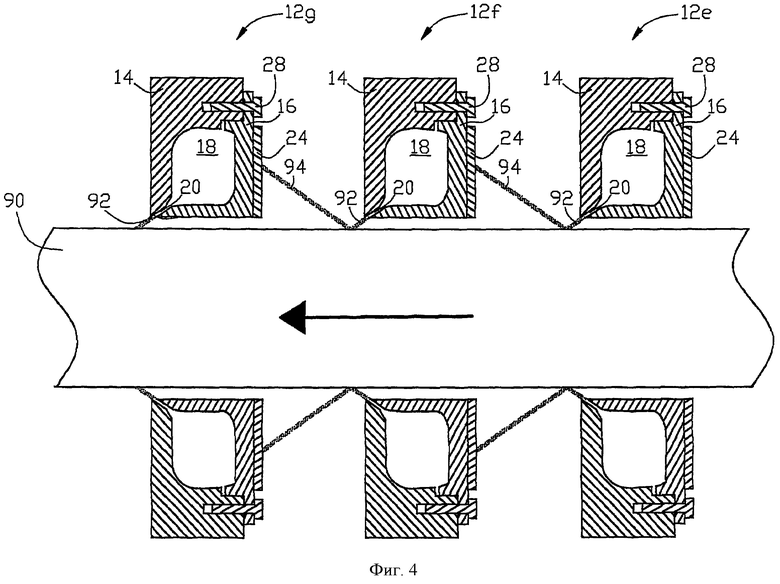
фиг.4 - вид в разрезе одного примера трех закалочных колец системы закалки распылением согласно настоящему изобретению;
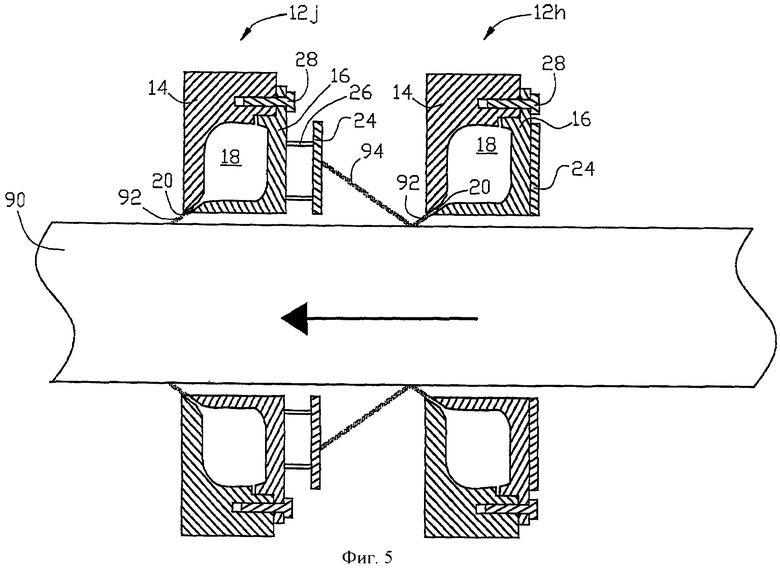
фиг.5 - вид в разрезе одного примера двух закалочных колец системы закалки распылением согласно настоящему изобретению, при этом одно закалочное кольцо содержит вынесенный отражатель брызг;
фиг.6 - вид в изометрии одного примера нескольких закалочных колец системы закалки распылением согласно настоящему изобретению, при этом несколько закалочных колец прикреплены к опорной конструкции.
Подробное описание изобретения
Во всех вариантах осуществления изобретения термически обрабатываемая заготовка 90 (металлическое изделие) перемещается линейно через одно или несколько закалочных колец вдоль оси Z в направлении стрелки, которая изображена на чертежах. В некоторых вариантах осуществления изобретения заготовку также могут вращать относительно оси Z в то время, когда она перемещается через одно или несколько закалочных колец. Для продвижения заготовки через закалочные кольца используют подходящие механические средства (не показаны), такие как опорные ролики. Хотя заготовка 90 показана в виде цилиндрической трубы, настоящее изобретением может быть использовано для заготовок различных форм, таких как, помимо прочего, прямоугольная трубка.
Также заготовка может представлять собой ряд отдельных заготовок, таких как зубчатые колеса, подходящим образом установленных на транспортном средстве, предназначенном для передвижения отдельных заготовок через одно или несколько закалочных колец. Нагревательное устройство, предназначенное для нагревания заготовки перед ее закалкой, не показано, но, в качестве примера и не ограничивая изобретение, может представлять собой одну или несколько катушек индуктивности, окружающих заготовку и предназначенных для индукционного нагревания заготовки при протекании электрического тока через одну или несколько катушек. Также в некоторых конструкциях нагревательное устройство может быть расположено между двумя или несколькими закалочными кольцами.
На фиг.1 показан один пример закалочного кольца 12, используемого в системе закалки распылением, согласно настоящему изобретению. В этом примере закалочное кольцо содержит взаимосвязанные первый кольцевой элемент 14 и второй кольцевой элемент 16. В этом, не ограничивающем изобретение примере второй кольцевой элемент 16 выполнен с возможностью регулируемого вставления в первый кольцевой элемент 14, что наилучшим образом показано на фиг.3, 4 или 5, при этом образуется камера 18 повышенного давления закалочного кольца и выпускной канал 20. Перемещение первого и/или второго кольцевых элементов вдоль определенной центральной оси Zr (фиг.1) увеличивает или уменьшает размер выпускного канала 20 закалочного кольца, что делается для изменения давления, скорости потока и/или формы струи из выпускного канала. В этом примере, который не ограничивает настоящее изобретение, для регулировки расстояния между первым и вторым кольцевыми элементами используется одно или несколько крепежных средств 28, так что при изменении расстояния соответствующим образом изменяется форма и объем выпускного отверстия. По одному или нескольким впускным каналам 22 в камеру повышенного давления закалочного кольца подают закалочную среду из подходящего источника. В этом примере, который не ограничивает настоящее изобретение, выпускной канал 20 представляет собой кольцеобразное отверстие, в общем, конической формы, и закалочную среду выталкивают, в общем, коническим (угол охвата 360°) объемом, окружающим заготовку 90, что показано в виде типового объема 92 (который частично заштрихован) на фиг.3, 4 и 5. Хотя в настоящем примере использован поток конической формы (угол охвата 360°), в других примерах могут быть использованы другие формы потоков, которые определяются конкретными конструкциями первого и второго кольцевых элементов. Например, одной альтернативой могут служить расположенные кольцеобразно сегменты конического потока, которые охватывают заготовку, при этом указанные сегменты разделены барьером, что сделано для получения потока закалочной среды в выбранных одной или нескольких областях, расположенных вокруг заготовки. Например, вместо описанного выше потока закалочной среды, охватывающего 360 градусов, поток закалочной среды может быть ограничен разделительными барьерами до угловых областей, ограниченных диапазоном от 0 до 90 градусов и от 180 до 270 градусов вокруг заготовки. В некоторых примерах осуществления изобретения форма и объем выпускного канала закалочного кольца может быть зафиксирован.
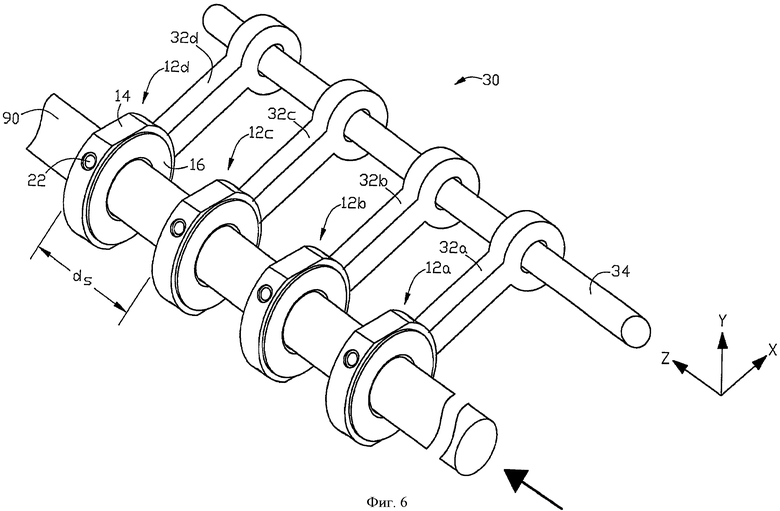
На фиг.2 показан другой пример системы закалки распылением согласно настоящему изобретению. В этом примере несколько закалочных колец 12а, 12b, 12с и 12d окружают заготовку 90, когда она движется через закалочные кольца. Каждое закалочное кольцо аналогично по конструкции закалочному кольцу, показанному на фиг.1. Расстояние ds между соседними закалочными кольцами можно регулировать независимо друг от друга с помощью подходящей установочной конструкции с тем, чтобы удовлетворить условиям закалки для конкретного варианта применения. Далее положение центральной оси Zr каждого закалочного кольца можно регулировать независимо друг от друга с помощью подходящей установочной конструкции с тем, чтобы удовлетворить условиям закалки для конкретного варианта применения. Как отмечено выше, в некоторых вариантах применения заготовку вращают относительно оси Z при перемещении через одно или несколько закалочных колец. В этой конструкции скручивающие усилия могут вызвать смещение центральной оси заготовки при ее прохождении через закалочные кольца. Может быть полезно перемещать закалочное кольцо так, чтобы его центральная ось отслеживала отклонение положения заготовки, перемещающейся через кольцо. На фиг.6 в виде схемы показан не ограничивающий изобретение пример подходящей установочной опорной конструкции 30. Опорная конструкция 30 содержит опорные рычаги 32a-32d и элемент 34 управления положением закалочных колец. Опорные рычаги 32a-32d соединяют закалочные кольца 12а-12d соответственно с элементом 34 управления положением закалочных колец. С помощью элемента 34 управления можно регулировать положение каждого опорного рычага вдоль оси Z, что делается с целью изменения расстояния между двумя или несколькими соседними закалочными кольцами. В некоторых вариантах осуществления изобретения с помощью элемента 34 управления можно переместить в плоскости X-Y опорный рычаг, связанный с одним или несколькими закалочными кольцами, изменяя тем самым положение центральной оси одного или нескольких закалочных колец. Элемент 34 управления и опорные рычаги могут быть приведены в движение с помощью подходящих исполнительных механизмов, реагирующих на выход компьютерного устройства управления процессом, что делается для осуществления нужных изменений положения одного или нескольких закалочных колец.
На фиг.3 показан другой пример системы закалки распылением согласно настоящему изобретению. Закалочные кольца 12е и 12f аналогичны по конструкции закалочному кольцу, показанному на фиг.1, и также содержат отражатель 24 брызг, прикрепленный к расположенной выше по направлению движения стороне закалочных колец и предназначенный для отклонения и рассеивания отраженного объема 94 струи (частично показанного штриховкой). В одном примере, который не ограничивает изобретение, отражатель брызг имеет форму кольцеобразного диска. Объем 94 струи представляет собой обычную границу струи, отраженной от заготовки и полученной из струи в объеме 92. Отклонение и рассеивание отраженного объема струи до выхода закалочной среды из расположенного выше по направлению движения закалочного кольца предотвращает взаимное влияние отраженной струи и закалочной среды, поступающей от расположенного выше по направлению движения закалочного кольца. Например, на фиг.4 отраженная закалочная среда, вышедшая из закалочного кольца 12е отклоняется отражателем 24 брызг, связанным с расположенным выше по направлению движения закалочным кольцом 12f, а отраженная закалочная среда, вышедшая из закалочного кольца 12f отклоняется отражателем 24 брызг, связанным с расположенным выше по направлению движения закалочным кольцом 12g. Отражатель 24 брызг может быть на постоянной основе прикреплен к стороне соответствующего закалочного кольца или регулируемым образом прикреплен к соответствующему закалочному кольцу, как показано на фиг.5, при этом для смещения отражателя 24 брызг от соответствующего закалочного кольца 12j используется одно или несколько отклоняющих крепежных средств 26. Такая конструкция предпочтительна в вариантах применения, в которых расположенное ниже по направлению движения закалочное кольцо расположено ниже, чем необходимо для установки отражателя брызг непосредственно на стороне закалочного кольца. Форма и расположение каждого отражателя брызг может быть изменено в зависимости от конкретного расположения закалочных колец и термически обрабатываемой заготовки.
В другом варианте осуществления изобретения в сочетании с одним или несколькими упомянутыми выше вариантами осуществления изобретения, потоки через отдельное закалочное кольцо можно регулировать с целью оптимизации распределения охлаждающих потоков от каждого закалочного кольца, что делается для согласования скорости распыления и требуемого количества холода для охлаждения массы заготовки. Например, компьютерный процессор с подходящими устройствами ввода и вывода может быть использован для осуществления одной или нескольких следующих регулировок системы закалки: (1) изменение расстояния между двумя или несколькими закалочными кольцами; (2) изменение положения центральной линии одного или нескольких закалочных колец; (3) изменение положения одного или нескольких отражателей брызг и (4) изменение (не выпускной формы) формы и объема выпускного отверстия одного или нескольких закалочных колец, в том числе полное закрытие выпускного отверстия одного или нескольких закалочных колец. Эти регулировки системы закалки могут осуществляться динамически с помощью компьютерной программы, выполняемой процессором на основе требуемого количества холода для охлаждения массы заготовки, проходящей через закалочные кольца. В некоторых вариантах осуществления изобретения могут использоваться термографические изображения заготовки, например инфракрасные изображения, что нужно для получения данных обратной связи для системы управления с целью показа результатов охлаждения в реальном времени.
В другом варианте осуществления изобретения одно или несколько закалочных колец конкретного внутреннего диаметра могут быть собраны в модуль. Указанный модуль может содержать описанную выше опорную конструкцию. Различные модули, содержащие закалочные кольца различного внутреннего диаметра и/или другие различные элементы системы закалки, могут быть заменены на линии термической обработки, что сделано для приспосабливания к заготовкам различных размеров и/или к заготовкам с различным требуемым количеством холода для охлаждения массы заготовки. Каждый модуль может быть снабжен быстрыми соединениями для закалочной среды и любыми электрическими и/или механическими устройствами сопряжения.
Конкретная форма первого и второго кольцевых закалочных элементов, показанная в вариантах осуществления изобретения, может быть изменена не выходя за границы объема изобретения, если элементы образуют камеру повышенного давления для закалочной среды и регулируемое выпускное отверстие или отверстия. Далее более двух кольцевых элементов (первый и второй кольцевые закалочные элементы) могут выполнять аналогичные функции, соответствующие описанному изобретению, не выходя при этом за рамки объема изобретения. В некоторых примерах осуществления изобретения одно или несколько закалочных колец могут представлять собой разъемное кольцевое устройство, возможно содержащее шарнирные элементы, так что одно или несколько закалочных колец могут быть заменены вокруг заготовки.
Хотя в различных вариантах осуществления изобретения показано определенное количество закалочных колец, число закалочных колец может быть изменено не выходя при этом за рамки объема изобретения. Далее в конкретном варианте применения одно или несколько закалочных колец могут быть расположены между другими компонентами, такими как механические опорные компоненты заготовки, компоненты передвижения заготовки и нагревательные компоненты, такие как устройства индукционного нагревания. В конструкциях с двумя или более закалочными кольцами выпускной объем каждого закалочного кольца можно регулировать независимо с целью получения особого объема струи, который требуется для конкретного варианта применения.
Описанные выше варианты осуществления изобретения приведены только с целью пояснения и не ограничивают настоящее изобретение. Хотя изобретение описано со ссылками на различные варианты его осуществления, используемые слова предназначены для описания и иллюстрации, а не для ограничения изобретения. Хотя изобретение описано со ссылками на конкретные средства, материалы и варианты осуществления, описанные конкретные детали не ограничивают изобретение. Напротив изобретение распространяется на все функционально эквивалентные конструкции, способы и варианты использования, которые не выходят за границы прилагаемой формулы изобретения. Специалисты в рассматриваемой области, поняв достоинства, вытекающие из этого описания и формулы изобретения, могут предложить большое количество модификаций и изменений, которые не будут выходить за рамки объема изобретения.
Система закалки распылением снабжена одним или более распыляющими закалочными кольцами, которые выталкивают регулируемый объем струи на заготовку, проходящую через закалочные кольца. Положение закалочных колец относительно закаливаемой заготовки можно отрегулировать независимо друг от друга. Могут быть предусмотрены ограничители отраженных струй, предназначенные для исключения взаимного влияния струй из соседних закалочных колец. Объемы выпускных каналов закалочных колец могут быть отрегулированы. Может быть предусмотрен контроллер, предназначенный для оптимизации распределения охлаждающих потоков из закалочных колец. Может быть предусмотрена модульная форма наборов закалочных колец. Технический результат группы изобретения заключается в оптимизации распределения охлаждающих потоков от каждого закалочного кольца. 4 н. и 16 з.п. ф-лы, 6 ил.
1. Закалочное кольцо, предназначенное для выталкивания закалочной среды на заготовку, проходящую через него, содержащее внешний кольцевой элемент, имеющий, по меньшей мере, одно наружное отверстие, предназначенное для соединения с источником закалочной среды, и внутренний кольцевой элемент, по меньшей мере, частично вставленный во внешний кольцевой элемент для образования камеры повышенного давления, в которую поступает закалочная среда, по меньшей мере, из одного наружного отверстия, причем внутренний кольцевой элемент содержит выпускной канал, предназначенный для выталкивания закалочной среды из камеры повышенного давления, при этом упомянутая камера повышенного давления и упомянутый выпускной канал выполнены с возможностью регулирования объема посредством изменения расстояния между внутренним и внешним кольцевым элементами.
2. Закалочное кольцо по п.1, в котором одно или несколько крепежных средств, соединяющих внутренний и внешний кольцевые элементы, управляют изменением расстояния между внутренним и внешним кольцевым элементами.
3. Закалочное кольцо по п.1, в котором выпускной канал содержит кольцеобразное отверстие, стенки которого, в общем, имеют коническую форму.
4. Закалочное кольцо по п.1, в котором выпускной канал содержит одну или несколько конических секций для потока, расположенных на некотором угловом расстоянии друг от друга.
5. Закалочное кольцо по п.1, дополнительно содержащее опорную конструкцию со средствами изменения положения центральной оси закалочного кольца.
6. Закалочное кольцевое устройство, предназначенное для выталкивания закалочной среды на заготовку, проходящую через него, и содержащее два или более закалочных колец, каждое из двух или более закалочных колец включает внешний кольцевой элемент, содержащий, по меньшей мере, одно наружное отверстие, предназначенное для соединения с источником закалочной среды, и внутренний кольцевой элемент, по меньшей мере, частично вставленный во внешний кольцевой элемент для образования камеры повышенного давления, в которую поступает закалочная среда, по меньшей мере, из одного наружного отверстия, причем внутренний кольцевой элемент содержит выпускной канал, предназначенный для выталкивания закалочной среды из камеры повышенного давления, при этом упомянутая камера повышенного давления и упомянутого выпускного канала выполнена с возможностью регулирования объема посредством изменения расстояния между внутренним и внешним кольцевым элементами, и опорную конструкцию, предназначенную для установки двух или более закалочных колец.
7. Закалочное кольцевое устройство по п.6, в котором опорная конструкция дополнительно содержит средство изменения расстояния между двумя или более из двух или более закалочных колец.
8. Закалочное кольцевое устройство по п.6, в котором опорная конструкция дополнительно содержит средство изменения положения центральной оси, по меньшей мере, одного из двух или более закалочных колец.
9. Закалочное кольцевое устройство по п.6, которое представляет собой модульную конструкцию.
10. Закалочное кольцевое устройство по п.6, которое дополнительно содержит отражатель брызг, связанный с наружной частью или внешнего, или внутреннего кольца, по меньшей мере, одного из двух или более закалочных колец, причем отражатель брызг расположен с возможностью предотвращать взаимное влияние отраженной от заготовки струи закалочной среды и закалочной струи, вытолкнутой из, по меньшей мере, двух или более закалочных колец, при этом отраженная струя выходит из выпускного канала соседнего одного из двух или более закалочных колец.
11. Закалочное кольцевое устройство по п.10, в котором отражатель брызг с возможностью регулировки отходит от наружной поверхности или внутреннего, или внешнего кольца, по меньшей мере, одного из двух или более закалочных колец.
12. Способ закалки заготовки, согласно которому заготовку пропускают через закалочное кольцо, содержащее внешний кольцевой элемент и внутренний кольцевой элемент, внешний и внутренний кольцевые элементы выполняют с возможностью регулировки расстояния между ними по оси, для образования между внутренним и внешним кольцевыми элементами камеры повышенного давления и выпускного канала изменяющегося объема, подают закалочную среду к отверстию во внешнем кольцевом элементе, которое соединено с камерой повышенного давления, и выталкивают закалочную среду из выпускного канала на поверхность заготовки.
13. Способ по п.12, в котором дополнительно регулируют расстояние между внутренним и внешним кольцевыми элементами с целью изменения объема выпускного канала.
14. Способ закалки заготовки, согласно которому заготовку пропускают через закалочное кольцевое устройство, содержащее два или более закалочных колец, каждое из которых содержит внешний кольцевой элемент и внутренний кольцевой элемент, внешний и внутренний кольцевые элементы выполняют с возможностью регулировки расстояния между ними по оси для образования между внутренним и внешним кольцевыми элементами камеры повышенного давления и выпускного канала изменяющегося объема, подают закалочную среду к отверстию во внешнем кольцевом элементе каждого из двух или более закалочных колец, которое соединено с камерой повышенного давления соответствующего закалочного кольца, и выталкивают закалочную среду из выпускного канала каждого из двух или более закалочных колец на поверхность заготовки.
15. Способ по п.14, в котором дополнительно регулируют расстояние между внутренним и внешним кольцевыми элементами, по меньшей мере, одного из двух или более закалочных колец для изменения объема выпускного канала, по меньшей мере, одного закалочного кольца.
16. Способ по п.14, в котором дополнительно динамически регулируют расстояние между, по меньшей мере, двумя соседними кольцевыми элементами из, по меньшей мере, двух или более закалочных колец в зависимости от требуемого количества холода для охлаждения массы заготовки, проходящей через закалочное кольцевое устройство.
17. Способ по п.14, в котором дополнительно динамически регулируют положение центральной оси, по меньшей мере, одного закалочного кольца из, по меньшей мере, двух или более закалочных колец в зависимости от положения центральной оси заготовки, проходящей через, по меньшей мере, одно закалочное кольцо.
18. Способ по п.14, в котором дополнительно динамически регулируют положение отражателя брызг, расположенного снаружи или внутреннего, или внешнего кольцевых элементов одного закалочного кольца из, по меньшей мере, двух закалочных колец для отклонения отраженной от заготовки струи, вытолкнутой из выпускного отверстия соседнего одного из двух или более закалочных колец, в зависимости от требуемого количества холода для охлаждения массы заготовки, проходящей через закалочное кольцевое устройство.
19. Способ по п.14, в котором дополнительно динамически регулируют объем выпускного канала, по меньшей мере, одного из, по меньшей мере, двух закалочных колец, что делают в зависимости от требуемого количества холода для охлаждения массы заготовки, проходящей через закалочное кольцевое устройство.
20. Способ по п.14, в котором закалочное кольцевое устройство выполнено модульным.
| US 6656413 В2, 02.12.2003 | |||
| US 4844752 А, 04.07.1989 | |||
| US 4042227 А, 16.08.1977 | |||
| Устройство для охлаждения изделий | 1984 |
|
SU1224345A1 |

