Область техники
Изобретение относится к системам закаливания разбрызгиванием, используемым в процессах тепловой обработки металлических изделий.
Уровень техники
Металлургическая обработка, такая закалка или закалка и отпуск, широко используются для упрочнения или упрочнения и отпуска изготовленного металлического изделия, такого как стальная труба, для достижения требуемых металлургических и механических свойств, отличающихся от свойств исходного сырья, используемого для производства металлического изделия. Закалка выполняется после нагрева изделия, например, используя электроиндукционный нагрев. Открытые системы закаливания разбрызгиванием представляют собой один тип систем закалки, которые можно использовать для упрочнения и отпуска металлического изделия. При выполнении закалки в технологической линии производства круглых, квадратных, прямоугольных изделий или изделий другой формы, таких как трубы, бруски или трубчатые изделия, со скоростью технологической линии, важный параметр, который определяет свойства материала, достигаемые при такой обработке, представляют собой скорость охлаждения металла, которая, в общем, должна быть как можно более высокой, для получения требуемых результатов. Скорость охлаждения определяется, частично, объемом закалочной среды во время быстрого охлаждения нагретой металлической детали и скоростью закалочной среды на поверхности металла. Традиционное устройство, используемое для получения потока воды большого объема на поверхности нагретой детали, иногда называется закалочной бочкой. Типичная закалочная бочка представляет собой монолитный цилиндр большого диаметра, в котором сформировано множество отверстий или сопел, через которые под средним давлением протекает закалочная среда. После контакта с нагретой металлической деталью закалочная среда обеспечивает быстрое охлаждение, необходимое для получения требуемого упрочнения. Также хорошо известно закалочное кольцо и закалочный паз с фиксированным положением. Такое устройство представляет собой полое кольцо, через которое пропускают деталь, предназначенную для закалки. Устройство содержит множество разнесенных на равном расстоянии отверстий или пазов, которые действуют как сопла для закалочной текучей среды. Закалочный паз обычно используется при малых объемах, при изготовлении одиночной детали, такой как индукционные упрочняющие сканеры.
Также существует устройство для закаливания разбрызгиванием, такое как описано в патенте США №2657698, где канал выходного отверстия для разбрызгивания сформирован между внутренней поверхностью (34) радиального фланца (15) и внутренними поверхностями (31) и (32) вставки (17) и кольцевой отливкой (27), соответственно, как показано на фиг. 2 патента США №2657698. Фланец (15) заканчивается резкой кромкой 16, которая продолжается, в общем, в осевом направлении, соответствующем направлению перемещения обрабатываемой детали. Кольцевая отливка (27) также продолжается в осевом направлении, соответствующем направлению перемещения обрабатываемой детали, и заканчивается кромкой (33).
Системы закалки должны быть выполнены с возможностью обработки изделий определенного диаметра. Однако существующие закалочные бочки и закалочные кольца имеют фиксированный внутренний диаметр. Когда изделия, имеющие разные диаметры, пропускают через эти устройства с фиксированным диаметром, форма разбрызгиваемых капелек, попадающих на изделие, скорость потока разбрызгиваемых капелек и давление капелек изменяются из-за различия зазора между разбрызгивающими соплами и изделием. В существующих системах закалки, когда разбрызгиваемая струя из заданного сопла отражается от изделия, отраженная струя может создавать помеху для структуры разбрызгивания соседних сопел и ухудшать или даже нарушать их эффективность. Описанные выше ограничения существующих закалочных систем могут также привести к формированию расширяющегося пара на поверхности изделия, предназначенного для закалки. Это создает тепловой барьер из пара, который существенно уменьшает скорость охлаждения изделия.
Кроме того, "закалочные сопла" в виде малого "булавочного" отверстия, используемые для формирования струй воды в существующих системах закалочной бочки, ограничивают эффективный объем и давление разбрызгивания, которые могут быть достигнуты.
Кроме того, поскольку изделие обычно должно перемещаться через закалочное устройство, как линейно, так и при вращении, поддерживающие валки конвейера устанавливаются несимметрично относительно оси перемещения изделия. Это приводит к тому, что изделия с разным диаметром движутся по разным центральным линиям через обычные закалочные системы с фиксированной геометрией.
Задача изобретения состоит в преодолении описанных выше ограничений существующих систем закаливания разбрызгиванием.
Другая задача изобретения состоит в том, чтобы обеспечить систему закаливания разбрызгиванием, где закалочные кольца в системе закаливания разбрызгиванием скоординированы с типом закалочной среды, подаваемой к закалочным кольцам, для изменения давления, выходной скорости закалочного кольца, скорости потока и/или структуры закаливания разбрызгиванием из выходных отверстий закалочных колец в системе закаливания разбрызгиванием.
Другие задачи изобретения представлены аспектами изобретения, которые описаны в данном описании и в приложенной формуле изобретения.
Раскрытие изобретения
Один из объектов изобретения относится к системе закаливания разбрызгиванием для закалки металлического изделия или обрабатываемой детали. Закалочную среду подают к одному или нескольким закалочным кольцам. Каждое закалочное кольцо имеет внешний и внутренний кольцевой элемент. Внешний кольцевой элемент имеет по меньшей мере одно внешнее отверстие для соединения и подачи закалочной среды к внутренней области внешнего кольцевого элемента. Внутренний кольцевой элемент по меньшей мере частично вставлен во внешний кольцевой элемент, а полость закалочного кольца, в которую подают закалочную среду через по меньшей мере одно внешнее отверстие, образована из внутренней области внешнего кольцевого элемента в комбинации с внутренней областью внутреннего кольцевого элемента. Выходной канал из полости закалочного кольца сформирован между соседними обращенными друг к другу кромками внешнего кольцевого элемента и внутреннего кольцевого элемента для приема закалочной среды из полости закалочного кольца и выпуска закалочной среды, полученной из полости закалочного кольца, в конический объем для обеспечения контакта с областью поверхности обрабатываемой детали. Одно или больше креплений соединяют внутренний кольцевой элемент и внешний кольцевой элемент. Подача закалочной среды в каждое закалочное кольцо может осуществляться из источника с фиксированной или переменной скоростью потока, включающего в себя насос высокого давления. Устройство управления креплением предусмотрено в некоторых примерах изобретения, для регулирования креплений, для изменения объема выходного канала одного или нескольких из закалочных колец во время обработки закалкой.
Другой объект изобретения относится к способу закалки металлического изделия или обрабатываемой детали в системе закаливания разбрызгиванием. Обрабатываемую деталь пропускают через узел закалочного кольца, который содержит один или несколько закалочных колец. Каждое закалочное кольцо имеет внешний кольцевой элемент, по меньшей мере частично вставленный во внутренний кольцевой элемент, при этом внешний кольцевой элемент и внутренний кольцевой элемент соединены вместе одним или несколькими креплениями. Внешний кольцевой элемент имеет по меньшей мере одно внешнее отверстие во внутреннюю область внешнего кольцевого элемента. Полость закалочного кольца образована внутренней областью внешнего кольцевого элемента в комбинации с внутренней областью внутреннего кольцевого элемента для подачи в нее закалочной среды через по меньшей мере одно внешнее отверстие, а выходной канал отверстия из полости закалочного кольца образован между соседними обращенными друг к другу кромками внешнего кольцевого элемента и внутреннего кольцевого элемента для подачи в него закалочной среды из полости закалочного кольца и выпуска закалочной среды, полученной из полости закалочного кольца, в конический объем для обеспечения контакта с областью поверхности обрабатываемой детали.
Другом объект изобретения относится к способу выполнения программы управления закалкой разбрызгиванием с помощью компьютерного процессора для координации закалочной среды, подаваемой из каждого из по меньшей мере двух закалочных колец, с требованием охлаждения массы обрабатываемой детали по мере того, как обрабатываемую деталь пропускают через систему закаливания разбрызгиванием путем избирательного или в комбинации: (1) регулирования расстояния в технологической линии между по меньшей мере двумя из по меньшей мере двух закалок, выполняемых с помощью закалочных колец; (2) регулирования центральной оси закалочного кольца по меньшей мере одного из по меньшей мере двух закалочных колец; (3) регулирования положения по меньшей мере одной защиты разбрызгиваемой струи, взаимосвязанной с по меньшей мере одним из по меньшей мере двух закалочных колец; (4) регулирования выходной формы и объема выходного канала по меньшей мере одного из по меньшей мере двух закалочных колец; и/или (5) регулирования скорости потока и объема закалочной среды для по меньшей мере одного из по меньшей мере двух закалочных колец. Температуру обрабатываемой детали можно определять по мере того, как обрабатываемую деталь пропускают через систему закаливания разбрызгиванием, для дополнительной координации закалочной среды, подаваемой через каждое из по меньшей мере двух закалочных колец, с требованием охлаждения массы обрабатываемой детали по мере того, как обрабатываемую деталь пропускают через систему закаливания разбрызгиванием.
Представленные выше и другие особенности изобретения дополнительно сформулированы в данном описании и в приложенной формуле изобретения.
Краткое описание чертежей
Представленное выше краткое описание, а также следующее подробное описание изобретения будут более понятны при их чтении совместно с приложенными чертежами. С целью иллюстрации изобретения, на чертежах представлены примерные формы изобретения, которые в настоящее время являются предпочтительными; однако, изобретение не ограничено конкретными компоновками и инструментами, раскрытыми на следующих приложенных чертежах.
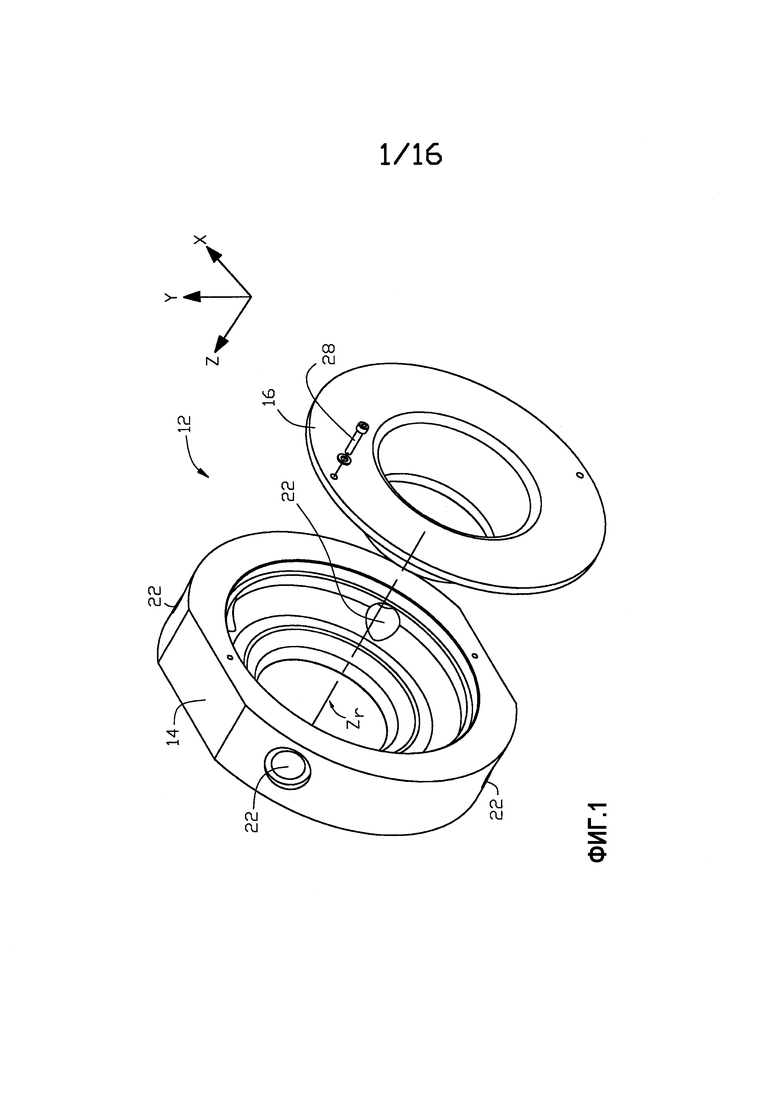
На фиг. 1 показан вид в перспективе одного примера закалочного кольца, используемого в системе закаливания разбрызгиванием.
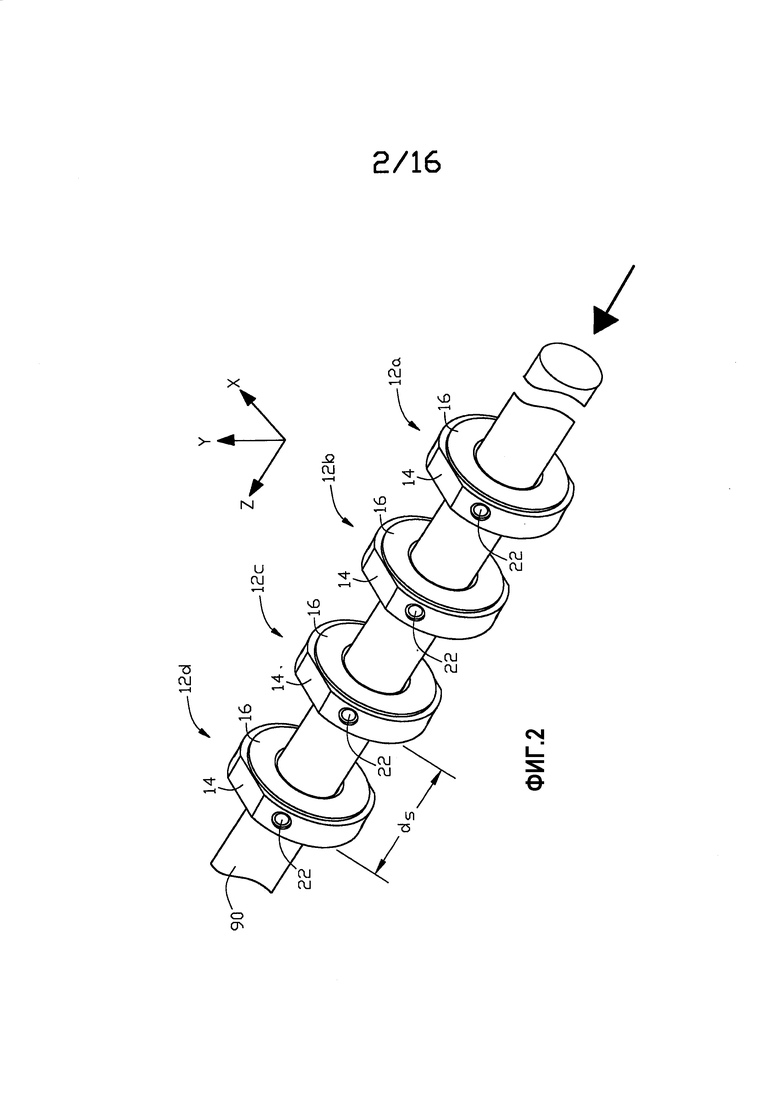
На фиг. 2 показан вид в перспективе одного примера множества закалочных колец, используемых в системе закаливания разбрызгиванием.
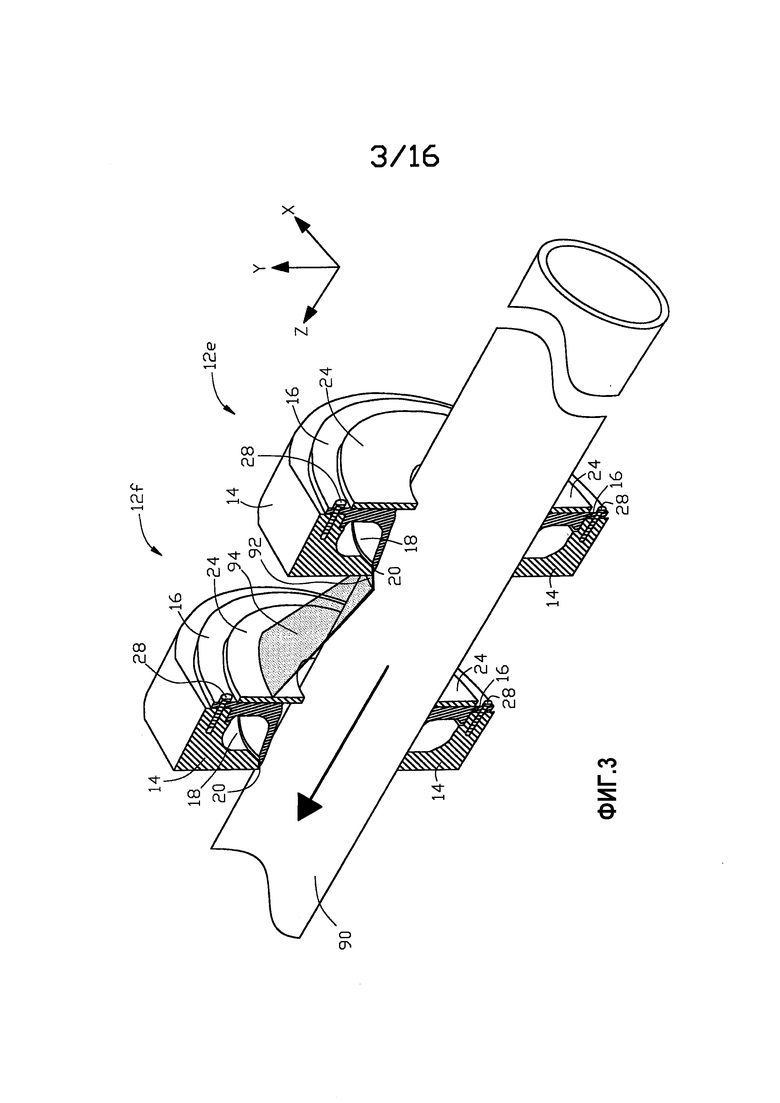
На фиг. 3 показан вид в разрезе одного примера двух закалочных колец системы закаливания разбрызгиванием.
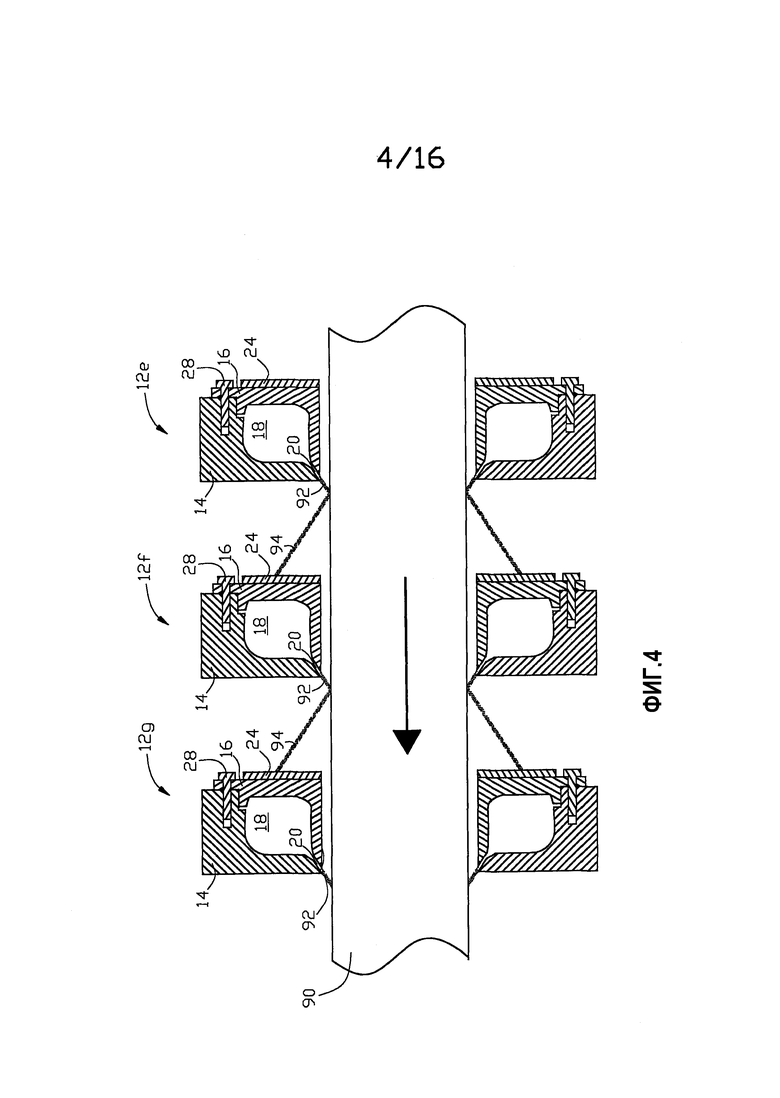
На фиг. 4 показан вид в разрезе одного примера из трех закалочных колец системы закаливания разбрызгиванием.
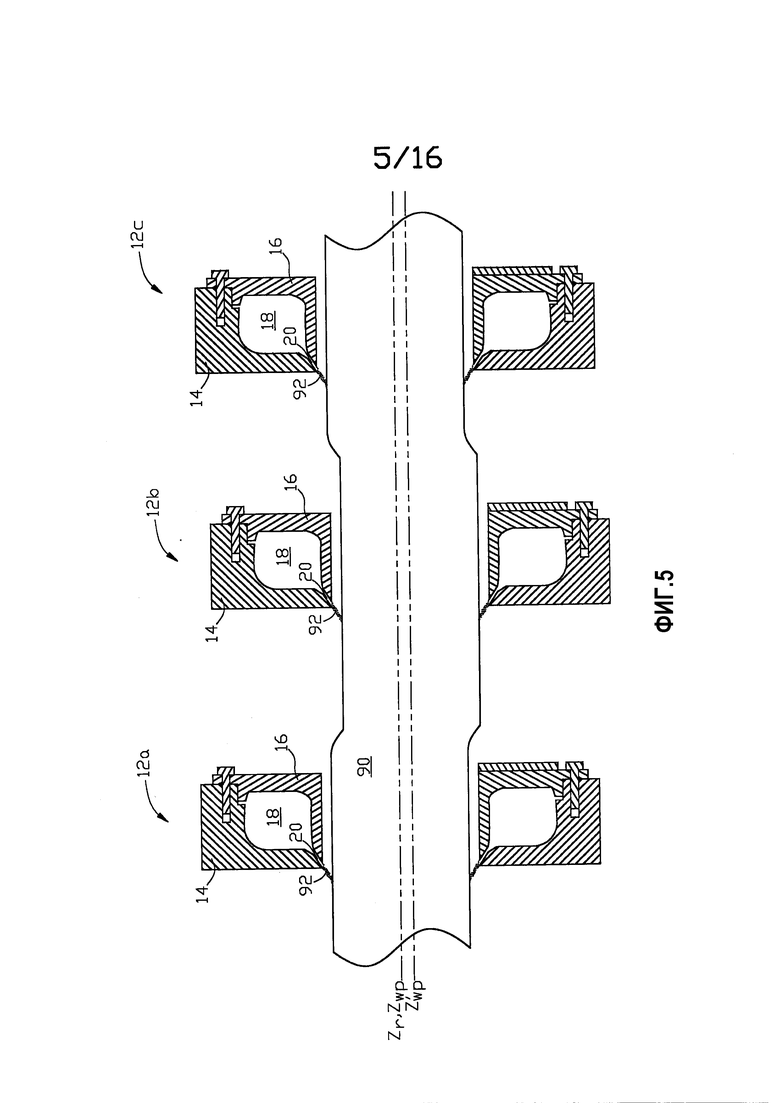
На фиг. 5 иллюстрируется отклонение центральной оси обрабатываемой детали, пропускаемой через закалочное кольцо системы закаливания разбрызгиванием, и регулирование положения закалочного кольца относительно отклонения центральной оси обрабатываемой детали.
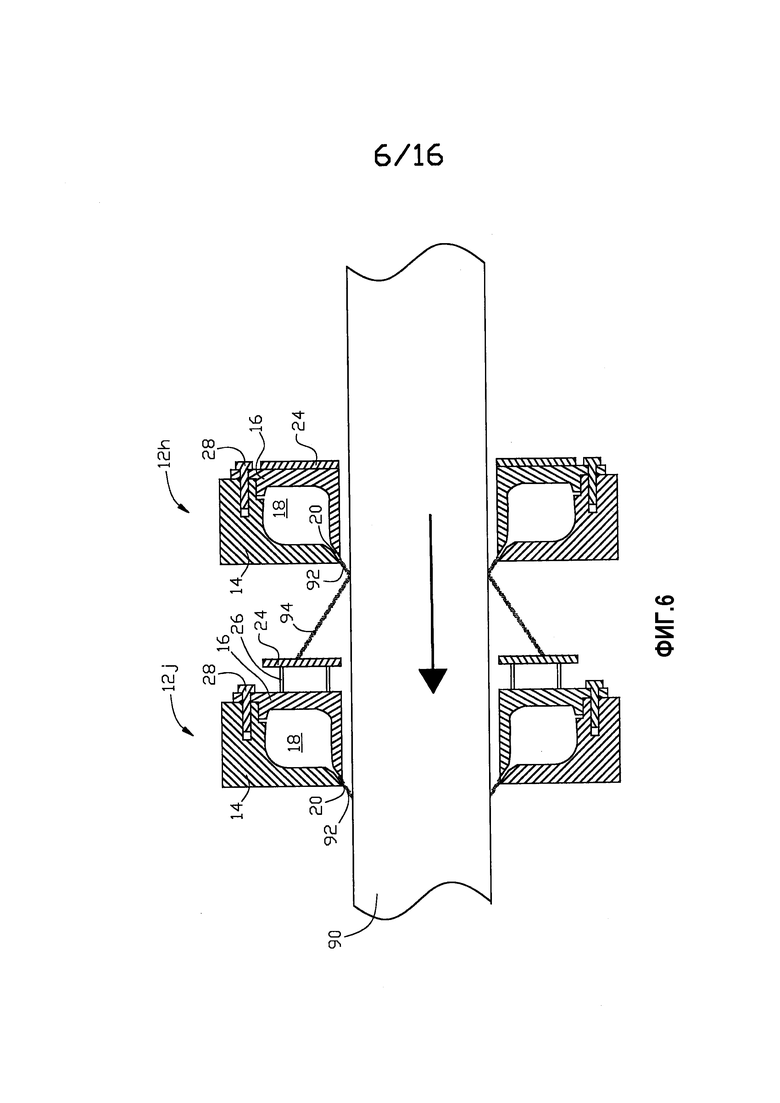
На фиг. 6 показан вид в разрезе одного примера двух закалочных колец системы закаливания разбрызгиванием с одним закалочным кольцом, имеющим расширенную защиту струи.
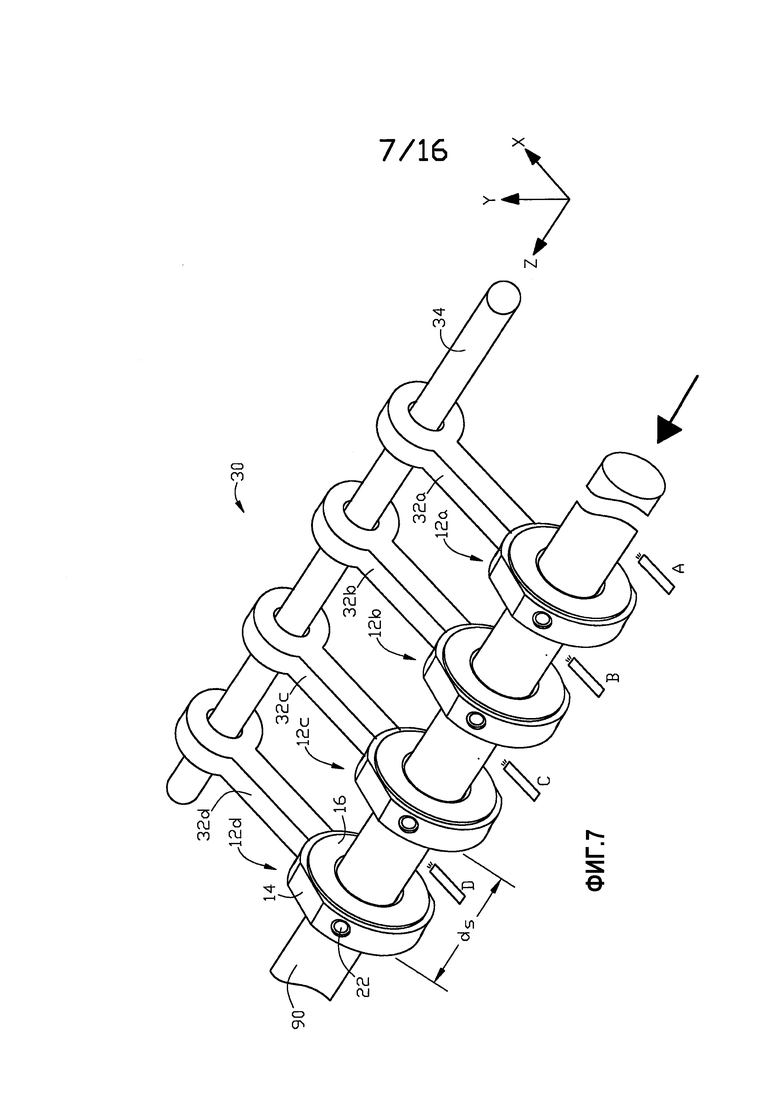
На фиг. 7 показан вид в перспективе одного примера множества закалочных колец в системе закаливания разбрызгиванием, в котором множество закалочных колец закреплено на опорной структуре.
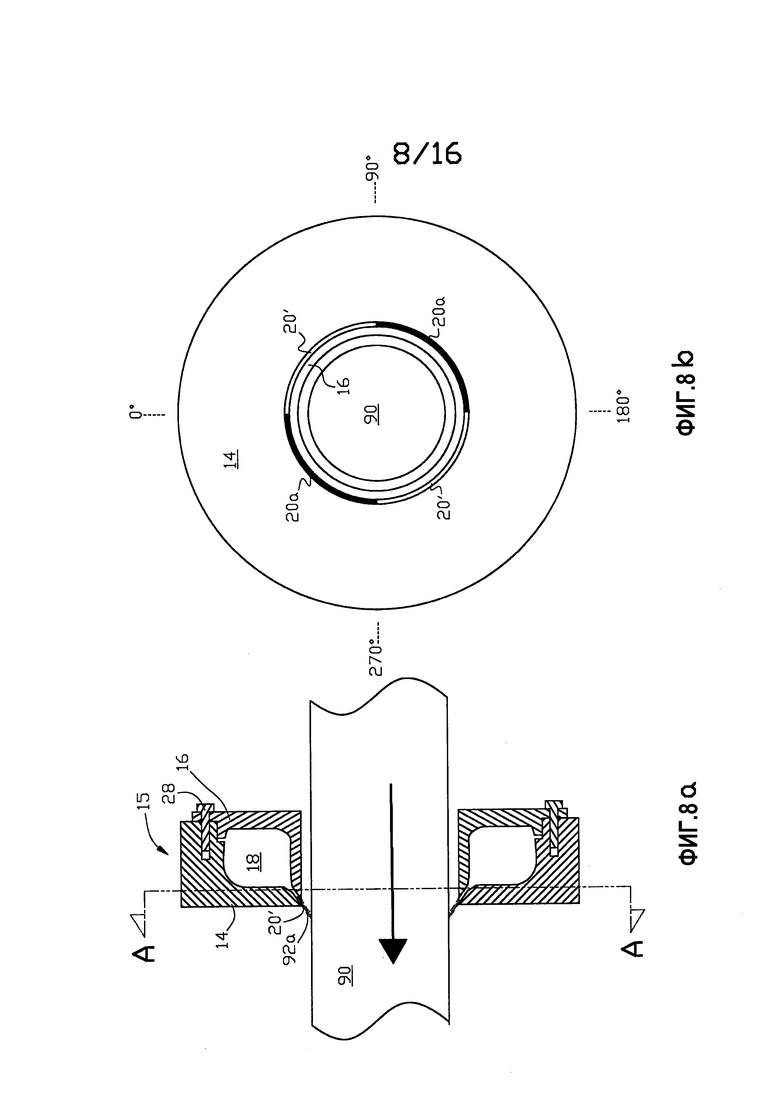
На фиг. 8(а) показан вид в поперечном сечении другого примера закалочного кольца, которое можно использовать в системе закаливания разбрызгиванием.
На фиг. 8(b) показан вид в поперечном сечении закалочного кольца по фиг. 8(а) по линии А-А, обозначенной на фиг. 8(а).
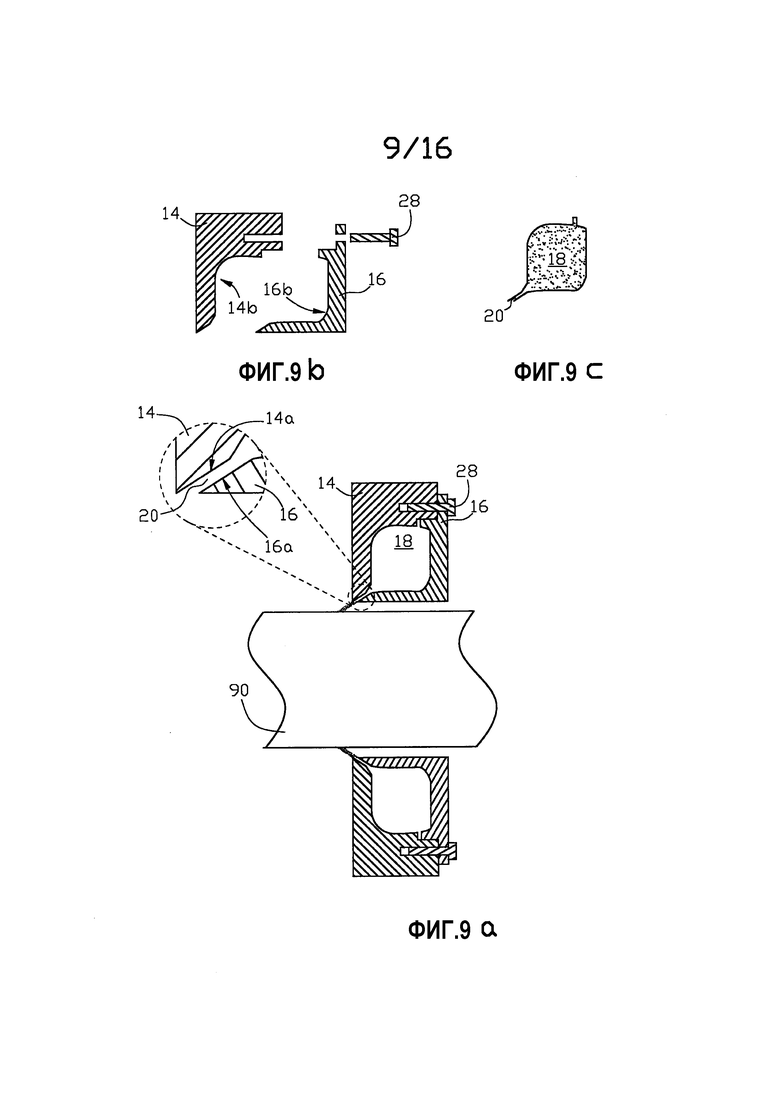
На фиг. 9(а) подробно показан вид в поперечном сечении с увеличением одного примера выходного канала закалочного кольца, которое может использоваться в системе закаливания разбрызгиванием.
На фиг. 9(b) показан вид в поперечном сечении с покомпонентным представлением деталей внешнего кольцевого элемента, внутреннего кольцевого элемента и крепления для закалочного кольца, которые можно использовать в системе закаливания разбрызгиванием.
На фиг. 9(с) иллюстрируется поперечное сечение объема полости и канала выходного отверстия, показанных на фиг. 9(а).
На фиг. 10(а) и на фиг. 10(b) иллюстрируется одна компоновка для использования устройства управления креплением, предназначенного для изменения объема выходного канала закалочного кольца, которое можно использовать в системе закаливания разбрызгиванием с соответствующими подробными видами на фиг. 10(с) и на фиг. 10(d), иллюстрирующими изменение объема в поперечном сечении.
На фиг. 11(а) и на фиг. 11(b) показана другая компоновка использования устройства управления креплением, предназначенного для изменения объема выходного канала закалочного кольца, которое можно использовать в системе закаливания разбрызгиванием.
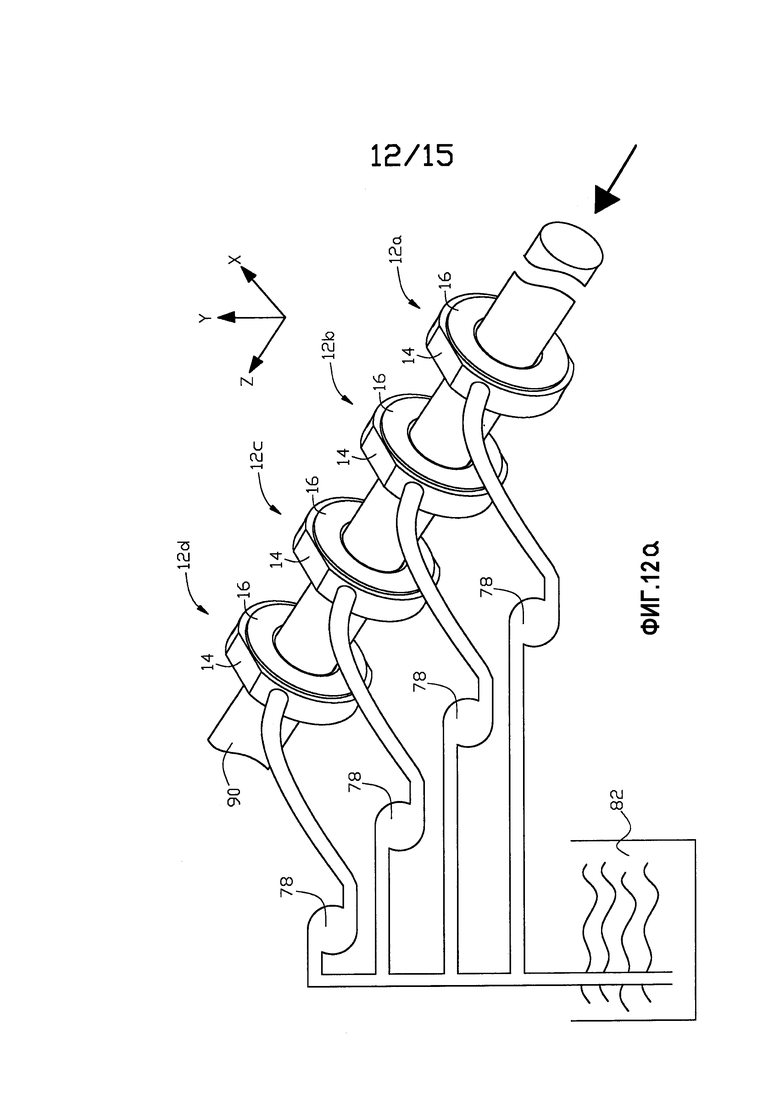
На фиг. 12(а) иллюстрируется одна компоновка для подачи закалочной среды к закалочным кольцам, которую можно использовать в системе закаливания разбрызгиванием.
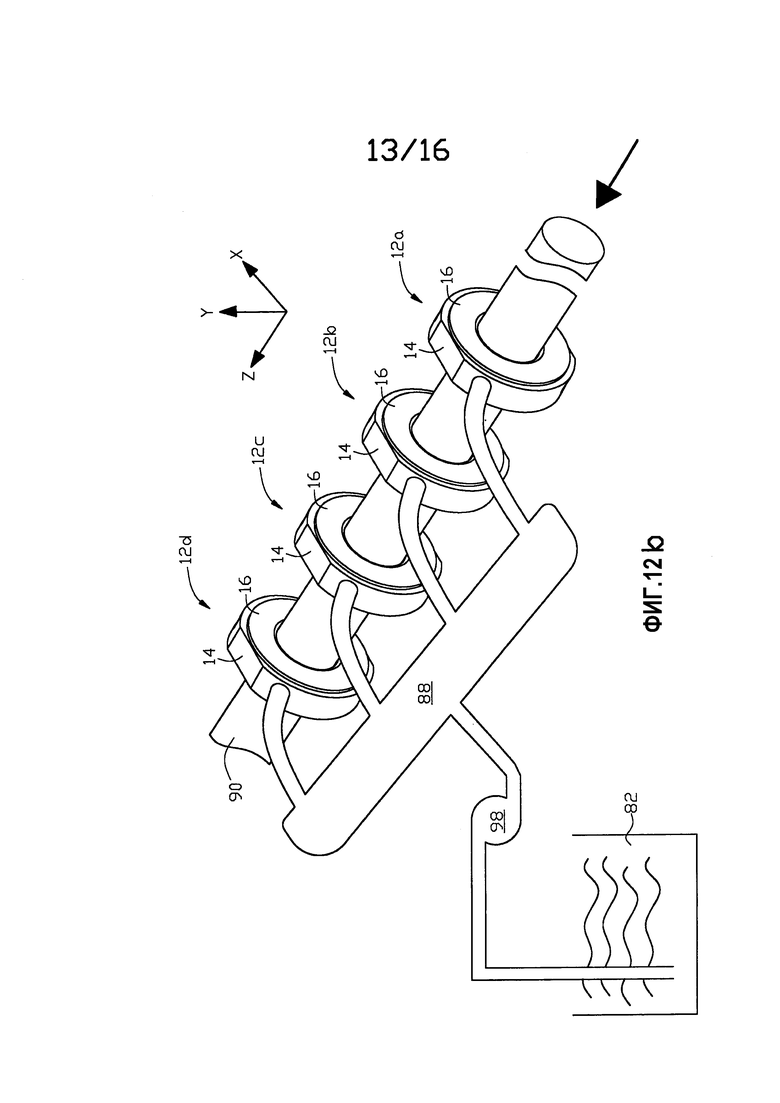
На фиг. 12(b) иллюстрируется другая компоновка для подачи закалочной среды к закалочным кольцам, которую можно использовать в системе закаливания разбрызгиванием.
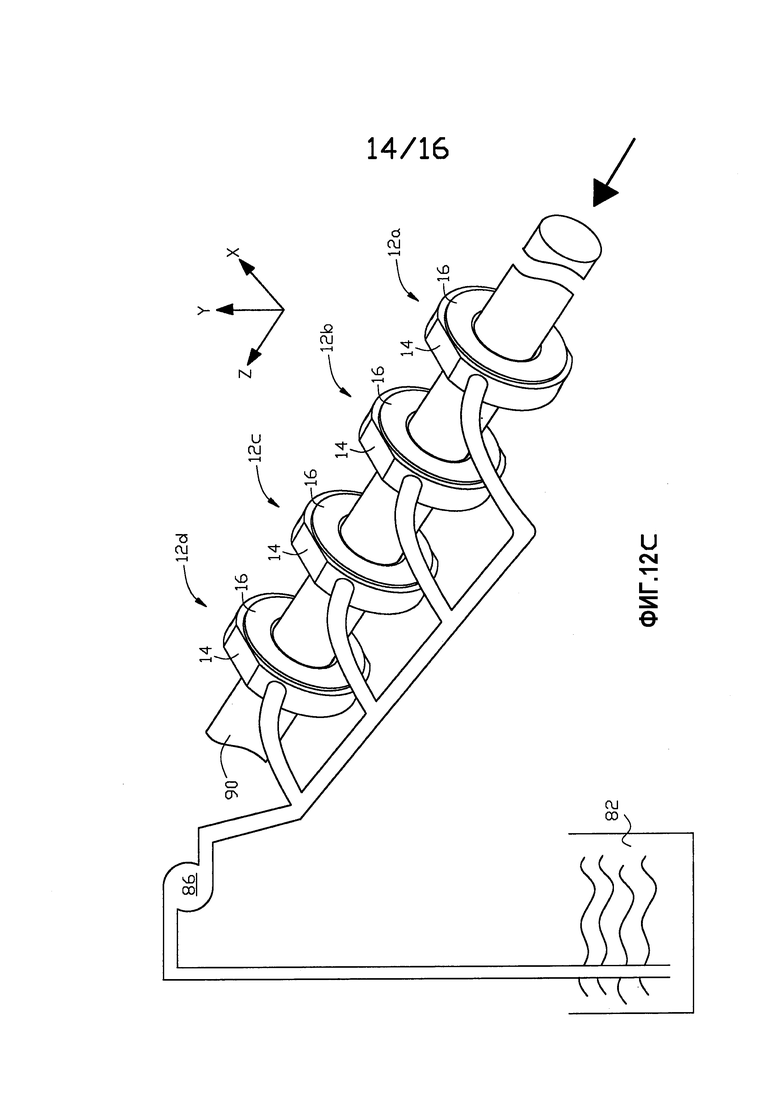
На фиг. 12(с) иллюстрируется другая компоновка для подачи закалочной среды к закалочным кольцам, которую можно использовать в системе закаливания разбрызгиванием.
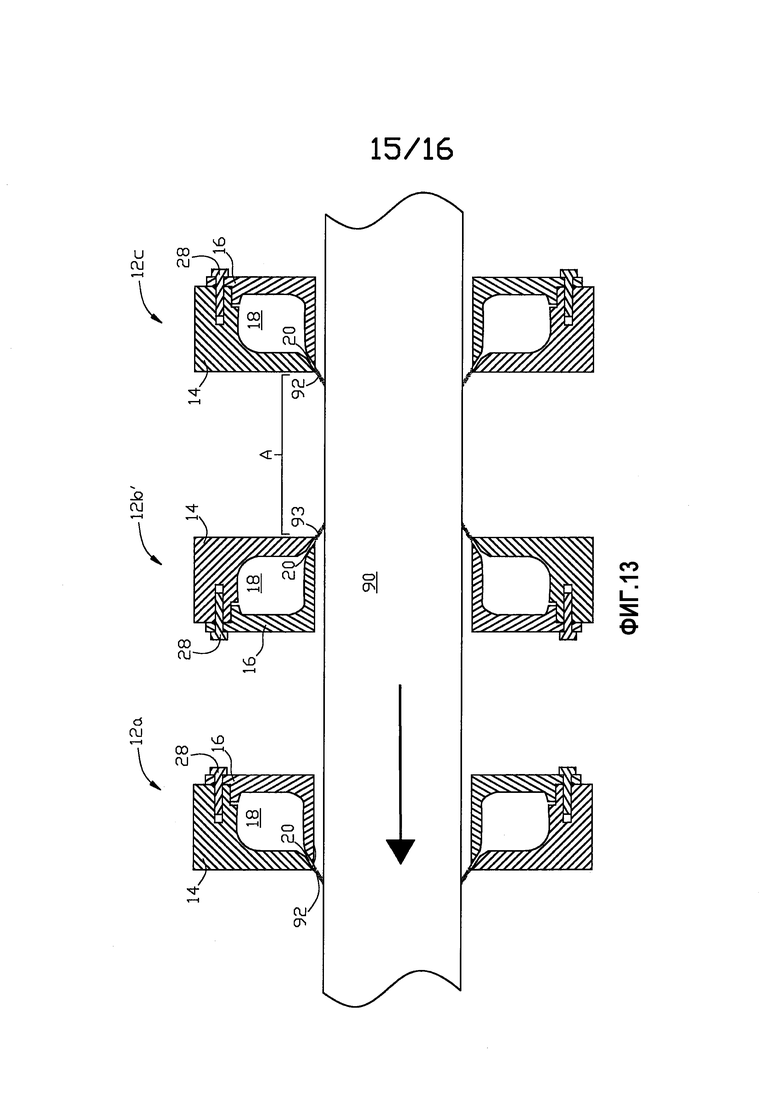
На фиг. 13 показан вид в разрезе одного примера множества закалочных колец для системы закаливания разбрызгиванием с по меньшей мере одним закалочным кольцом, ориентированным выходным каналом к обратной стороне других закалочных колец в системе.
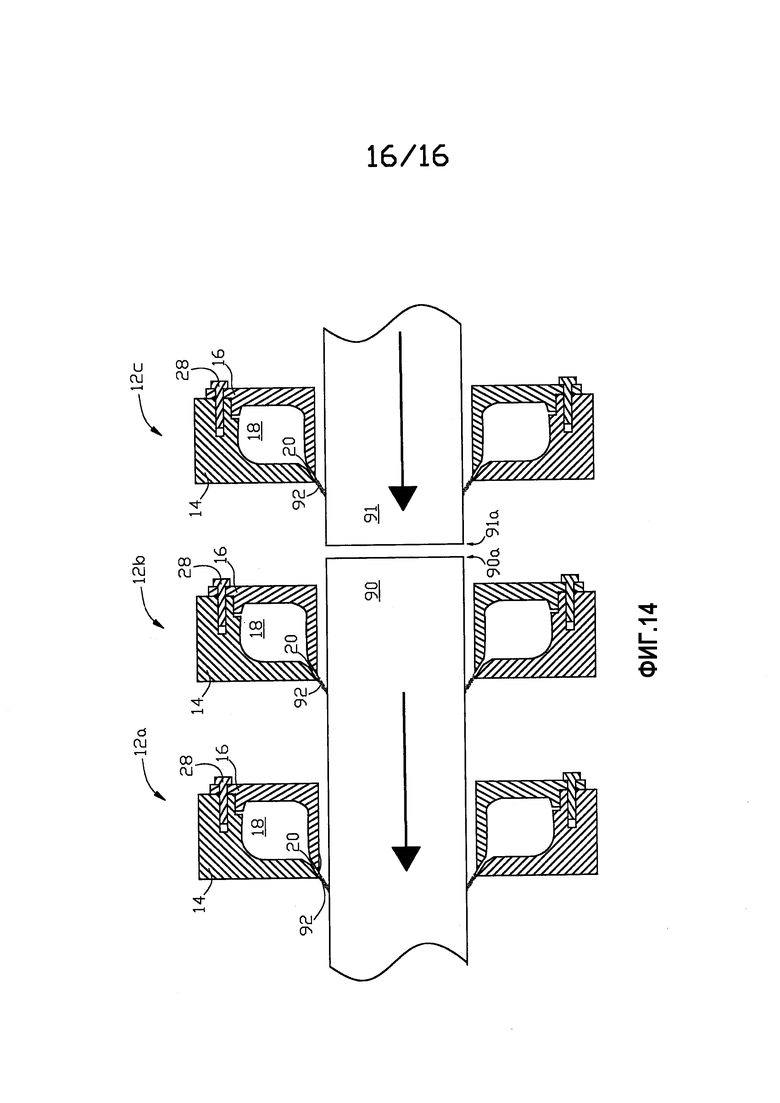
На фиг. 14 иллюстрируется в поперечном сечении последовательная подача противоположных концов двух дискретных обрабатываемых деталей через систему закаливания разбрызгиванием.
Осуществление изобретения
Во всех примерах изобретения обрабатываемая деталь 90 (металлическое изделие), подвергаемая тепловой обработке, перемещается линейно через одно или несколько закалочных колец вдоль оси Z и в направлении стрелки, показанной на фигурах в системе закаливания разбрызгиванием. В некоторых примерах изобретения обрабатываемая деталь также может вращаться вокруг оси Z при ее перемещении через одно или несколько закалочных колец. Соответствующее механическое средство, которое не показано на фигурах, такое как опорные валки, используется для перемещения обрабатываемой детали через закалочные кольца. Хотя обрабатываемая деталь 90 показана, как цилиндрическая труба или трубопровод, изобретение может использоваться с обрабатываемыми деталями разных форм, такими как, но без ограничений, прямоугольная труба. Также обрабатываемая деталь может содержать последовательность отдельных обрабатываемых деталей, таких как зубчатые колеса, соответствующим образом установленные на транспортирующем средстве для перемещения отдельных обрабатываемых деталей через одно или несколько закалочных колец. Устройство нагрева, предназначенное для нагрева обрабатываемой детали перед закалкой, не показано на чертежах, но может представлять собой, например, и без ограничений, одну или несколько соленоидных электрических индукционных катушек, окружающих обрабатываемую деталь, для индуктивного нагрева обрабатываемой детали, когда переменный ток протекает через одну или несколько катушек. Также, в некоторых конфигурациях, нагревательное устройство может быть установлено между двумя или несколькими закалочными кольцами.
На фиг. 1 показан один пример закалочного кольца 12, используемого в системе закаливания разбрызгиванием. В этом примере закалочное кольцо содержит взаимное соединение первого кольцевого элемента 14 и второго кольцевого элемента 16. В этом неограничительном примере второй кольцевой элемент 16 вставлен с возможностью его регулирования в первый кольцевой элемент 14, как лучше всего видно на фиг. 3, фиг. 4 или фиг. 5, для формирования полости 18 закалочного кольца и выходного канала 20. В результате перемещения первого и/или второго кольцевых элементов вдоль определенной центральной оси, Zr (фиг. 1), увеличивают или уменьшают размер выходного канала 20 закалочного кольца, для изменения давления, скорости, расхода и/или структуры разбрызгиваемой струи из выходного канала. В некоторых примерах изобретения возможность регулирования выходного канала может включать в себя закрытый выходной канал для нулевой скорости потока. В этом неограничительном примере изобретения одно или больше креплений 28 используют для управления промежутком между первым и вторым кольцевыми элементами таким образом, что форма и объем выходного отверстия будут соответственно изменяться, по мере изменения промежутка. Закалочную среду подают в полость закалочного кольца по одному или нескольким входным каналам 22 от соответствующего источника. Например, как показано на фиг. 12(a)-фиг. 12(c), в качестве источника закалочной среды можно использовать резервуар 82 закалочной среды, который содержит закалочную среду от предыдущей обработки закаливания, собранную с помощью соответствующей системы сбора расходуемой закалочной среды, с дополнительной закалочной средой, если требуется. Закалочную среду подают к входным каналам (также называются внешним отверстием) закалочных колец с помощью соответствующей системы подачи закалочной среды, как дополнительно описано ниже. В неограничительном примере изобретения выходной канал 20 представляет собой кольцевое отверстие, в общем, коническое по форме, и через него выпускают закалочную среду на 360 градусов вокруг обрабатываемой детали 90 в виде, в общем, конического объема, как представлено типичным объемом 92 потока (частично показан, как заштрихованное сечение) на фиг. 3, фиг. 4 или фиг. 5. В то время как в настоящем примере используется структура конического потока на 360 градусов, в других примерах изобретения могут использоваться другие структуры потока, которые определены конкретными конфигурациями первого и второго кольцевых элементов. Например, одна альтернатива может представлять собой кольцевые сегментированные для потока секции вокруг обрабатываемой детали, где сегментированные секции разделены барьером, для получения потока закалочной среды в выбранной одной или нескольких областях вокруг обрабатываемой детали. Например, как показано для закалочного кольца 15 на фиг. 8(а) и фиг. 8(b), вместо потоков закалочной среды на 360 градусов, как описано выше, поток 92а закалочной среды может быть ограничен угловыми областями 20' канала выходного отверстия, определенными от 0 до 90 градусов и 180-270 градусов вокруг обрабатываемой детали 90 разделительными барьерами 20а, как показано в виде поперечного сечения на фиг. 8(b). В некоторых примерах изобретения форма и объем выходного отверстия закалочного кольца могут быть фиксированными.
На фиг. 2 иллюстрируется другой пример системы закаливания разбрызгиванием. В этом примере множество закалочных колец 12а, 12b, 12с и 12d окружают обрабатываемую деталь 90, по мере ее перемещения через закалочные кольца. Каждое закалочное кольцо выполнено аналогичным по конструкции закалочному кольцу, показанному на фиг. 1. Расстояние Ds между соседними закалочными кольцами, которое может называться расстоянием вдоль технологической линии, можно независимо регулировать с помощью соответствующей структуры установки для удовлетворения условий закалки в определенном варианте применения. Кроме того, местоположение центральной оси Zr каждого закалочного кольца (фиг. 1) можно независимо регулировать с помощью соответствующей структуры установки для удовлетворения условий закалки в конкретном варианте применения. Как отмечено выше, при некоторых работах обрабатываемая деталь вращается вокруг оси Z в ходе передвижения через одно или несколько закалочных колец. В этой компоновке скручивающая сила может привести к отклонению центральной оси обрабатываемой детали при ее перемещении через закалочные кольца. При этом может быть предпочтительным перемещение закалочного кольца таким образом, чтобы его центральная ось отслеживала такое отклонение положения обрабатываемой детали, перемещаемой через него. Например, на фиг. 5 иллюстрируется отклонение центральной оси обрабатываемой детали 90 от места совпадения (Zwp) с центральной осью Zr закалочных колец при ее перемещении через область закалочного кольца 12b, где скручивающие силы приводят к отклонению центральной оси обрабатываемой детали в положение Z'wp. Положение закалочного кольца 12b может быть смещено вниз таким образом, что его центральная ось перемещается в направлении Z'wp для отслеживания отклонения центральной оси обрабатываемой детали.
На фиг. 7 схематично представлен один неограничительный пример соответствующей установочной опорной структуры 30. Опорная структура 30 содержит опорные рычаги 32a-32d и элемент 34 управления положением закалочного кольца. Опорные рычаги 32a-32d соединяют закалочные кольца 12a-12d, соответственно, с элементом 34 управления положением закалочного кольца. Положение каждого опорного рычага можно регулировать вдоль оси Z с помощью элемента 34 управления, для изменения расстояния ds в технологической линии между двумя или несколькими соседними закалочными кольцами. В некоторых примерах изобретения местоположение центральной оси одного или несколькими закалочными кольцами можно изменять в плоскости X-Y, путем перемещения опорного рычага, взаимосвязанного с одним или несколькими закалочными кольцами в плоскости X-Y с помощью элемента 34 управления, как показано, например, путем изменения положения закалочных колец 12b на фиг. 5. Элемент 34 управления и опорные рычаги могут приводиться в движение соответствующими исполнительными элементами, которые срабатывают в соответствии с выходом контроллера обработки компьютера (процессора), для быстрого выполнения требуемых изменений положений одного или нескольких закалочных колец. Изменения положения одного или нескольких закалочных колец могут выполняться динамически, в то время как происходит закалка обрабатываемой детали или перед началом обработки закалки.
На фиг. 3 иллюстрируется другой пример системы закаливания разбрызгиванием. Закалочные кольца 12е и 12f выполнены аналогично по конструкции закалочному кольцу, показанному на фиг. 1, и также включают в себя защиту 24 струи, которая закреплена на стороне перед закалочным кольцом, для отклонения и рассеивания объема 94 отраженной струи (частично показана, как заштрихованный сегмент на фигурах). В одном неограничительном примере защита струи имеет форму кольцевого диска. Объем 94 струи представляет типичную огибающую для струи, отраженной от обрабатываемой детали, от падающей струи в объеме 92. Отклонение и рассеивание объема отраженной струи перед выпуском закалочной среды из следующего закалочного кольца предотвращает взаимную помеху отраженной струи со стороны выпускаемой закалочной среды из следующего закалочного кольца. Например, на фиг. 4 отраженная закалочная среда, выпускаемая из закалочного кольца 12е, отклоняется защитой 24 струи, взаимосвязанной со следующим закалочным кольцом 12f, и отраженная закалочная среда от закалочного кольца 12f отклоняется зашитой 24 струи, взаимосвязанной со следующим закалочным кольцом 12g. Защита 24 струи может быть постоянно закреплена на стороне его соответствующего закалочного кольца, или может быть закреплена с возможностью регулировки на ее соответствующем закалочном кольце, как показано на фиг. 6, где одно или больше креплений 26 со смещением используются для смещения защиты 24 струи от соответствующего закалочного кольца 12j. Такая компоновка имеет преимущество возможности применения в случаях, когда закалочное кольцо расположено дальше вниз по потоку, чем подходит для установки защиты струи непосредственно на стороне закалочного кольца. Форму и расположение каждой защиты струи можно изменять в зависимости от конкретной компоновки закалочных колец и обрабатываемой детали, подвергаемой тепловой обработке.
В другом примере системы закаливания разбрызгиванием, как показано на фиг. 13, множество закалочных колец 12а, 12b' и 12с в данном примере могут включать в себя по меньшей мере одно закалочное кольцо 12b', где выходной канал 20 направляет объем 93 потока для закалки в направлении вперед по потоку (противоположно направлению обрабатываемой детали, как обозначено стрелкой) для обеспечения фокусированного охлаждения в области (области "А" на фиг. 13) в линии закалочных колец. Выходной канал 20 обращенного вперед закалочного кольца 12b' и выходные каналы 20 обращенных назад закалочных колец 12а и 12с могут по отдельности изменяться в пределах диапазона между закрытым (нулевая скорость потока) положением и полностью открытым (максимальная скорость потока) положением, либо вручную, или с использованием заданной программы, например, путем выполнения программы управления закалкой разбрызгиванием, дополнительно описанной ниже, для выполнения обработки закалки. Одна или больше защиты струи, как описано выше, может использоваться в области "А" на фиг. 13, для исключения взаимных помех между струями, как описано выше.
В представленных выше примерах изобретения выходной канал 20 закалочного кольца, используемый в системе закаливания разбрызгиванием, сформирован между торцевой кромкой 14а первого (внешнего) кольцевого элемента 14 и соседней торцевой кромкой 16а второго (внутреннего) кольцевого элемента 16, как более подробно показано на фиг. 9(а), без выступов кольцевых элементов из закалочного кольца, для получения объема выходного потока.
В представленных выше примерах изобретения структура объема полости закалочного кольца в закалочном кольце, определена топологическими внутренними поверхностями первого (внешнего) кольцевого элемента 14 и/или второго (внутреннего) кольцевого элемента 16. В представленных выше примерах изобретения, как более подробно показано на фиг. 9(b), топологические внутренние поверхности внутреннего и внешнего кольцевых элементов (внутренние поверхности 16b и 14b, соответственно) формируют кольцевую полость 18 (как показано в поперечном сечении на фиг. 9(с), которая, в общем, представляет собой цилиндрический объем с, в общем, скругленными углами, для минимизации турбулентного потока закалочной среды в полости, и может иметь центральную ось, которая совпадает с осью Zr. Таким образом, в этом примере, участок внутреннего кольцевого элемента, частично вставленного во внешний кольцевой элемент, имеет, в общем, трубчатую форму. В других примерах изобретения структура внутреннего и внешнего кольцевых элементов может быть сформирована так, чтобы они соответствовали определенным (некруглым) формам обрабатываемой детали для изделий, включающих в себя квадратную, овальную, прямоугольную или имеющую сложную геометрическую форму структуры, для которых требуется нацеленное охлаждение. Формой полости можно манипулировать путем изменения структуры внутреннего и внешнего колец, в соответствии с необходимостью.
Как упомянуто выше, одно или несколько креплений 28 можно использовать для управления промежутком между первым (внутренним) и вторым (внешним) кольцевыми элементами закалочного кольца таким образом, что форма и объем выходного отверстия будет изменяться по мере изменения этого промежутка. Устройства управления креплением могут быть соединены с соответствующим линейным исполнительным механизмом 80, как схематично показано на фиг. 10(а) и на фиг. 10(b) таким образом, что линейный исполнительный механизм линейно перемещает крепления и закрепленное внутреннее кольцо 16 в направлении центральной оси Zr закалочного кольца для увеличения (переход с фиг. 10(а) на фиг. 10(b)) или уменьшения (переход с фиг. 10(b) на фиг. 10(а)) скорости потока закалочной среды через выходной канал. На фиг. 10(с) и на фиг. 10(d), соответственно, иллюстрируются поперечное сечение изменяющегося выходного канала и конфигурации разбрызгиваемой закалочной среды для компоновок, показанных на фиг. 10(а) и фиг. 10(b). В других примерах изобретения промежуток между внутренним и внешним кольцевыми элементами может быть установлен вручную, например, используя набор щупов или распорок между внутренним кольцевым элементом 14 и внешним кольцевым элементом 16, при регулировке креплений 28. В системе закаливания разбрызгиванием, имеющей множество закалочных колец, промежуток между внутренним и внешним кольцевыми элементами можно регулировать индивидуально для каждого закалочного кольца. Линейное движение между внутренним и внешним кольцевыми элементами в направлении центральной оси Zr приводит к прецизионному изменению выходного канала по сравнению с вращательными регулировками между закалочными кольцевыми элементами.
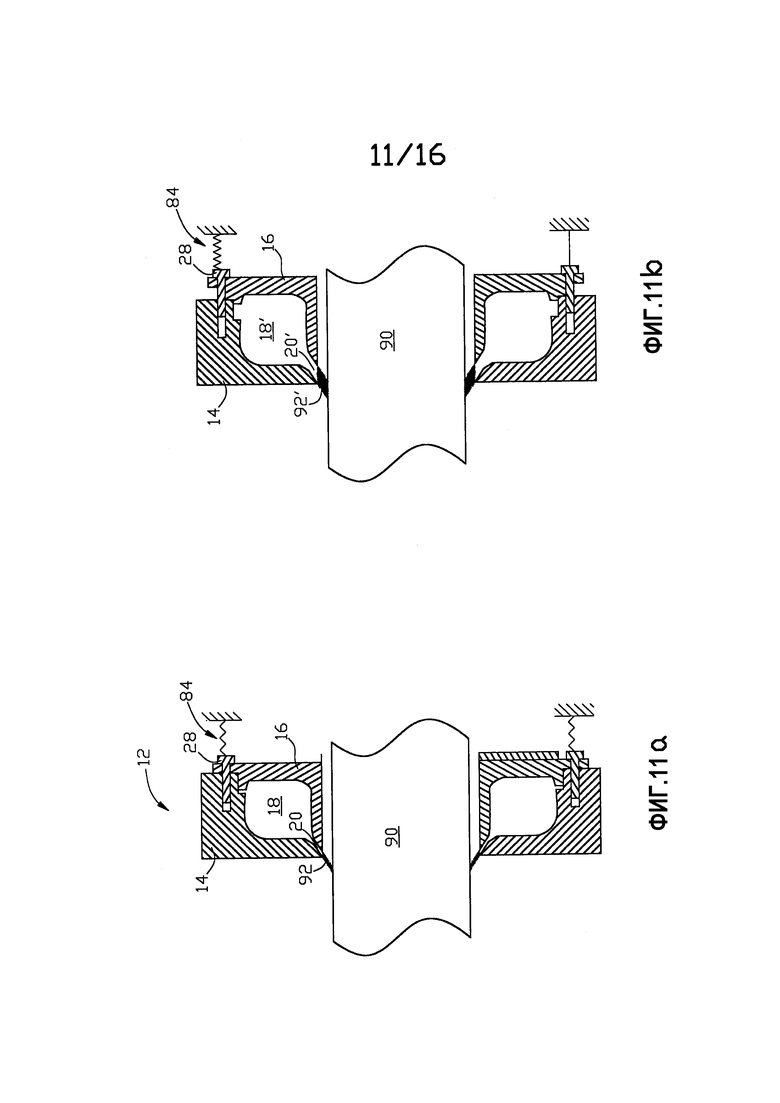
В качестве альтернативы, в другом примере устройства управления креплениями, одно или несколько креплений можно поддерживать с приложением силы натяжения, например, с помощью пружины 84, как показано на фиг. 11(а) таким образом, что давление закалочной среды, подаваемой во входное отверстие 22, расширяет объем полости и сживает пружину 84 для увеличения скорости потока закалочной среды через выходной канал 20, как показано на фиг. 11(b). В других примерах изобретения крепления могут использоваться для изменения объема полости, а также выходного канала.
В некоторых примерах изобретения, как показано на фиг. 12(а), насос 78 с переменной производительностью или другое средство для управления переменной скоростью потока закалочной среды во входное отверстие одного или нескольких закалочных колец, такое как клапан переменного управления потоком, можно использовать в системе закаливания разбрызгиванием, при этом: (1) одно или несколько креплений удерживают фиксированным объем выходного канала; или (2) одно или несколько креплений изменяют объем выходного канала в комбинации со средством управления переменной скоростью потока закалочной среды, подаваемой во входное отверстие.
В некоторых примерах изобретения насос 98 постоянной подачи закалочной среды можно использовать с коллектором 88 для подачи закалочной среды во множество закалочных колец в системе закаливания разбрызгиванием, в соответствии с настоящим изобретением, как показано на фиг. 12(b).
В других примерах изобретения, как показано на фиг. 12(с), соответствующий насос 86 с одним высоким давлением, такой как турбинный насос, или другое средство для подачи закалочной среды с одинаковой скоростью потока и под высоким давлением, можно использовать для подачи закалочной среды непосредственно к множеству закалочных колец в системе закалки с разбрызгиванием, в соответствии с настоящим изобретением.
В другом примере изобретения, в комбинации с одним или несколькими представленными выше примерами изобретения, поток закалочной среды из отдельных закалочных колец в системе закаливания разбрызгиванием, можно регулировать для оптимизации распределения потоков охлаждения каждого закалочного кольца для согласования общей скорости закалки системы закаливания разбрызгиванием с требованиями охлаждения массы обрабатываемой детали. Например, система управления закаливанием разбрызгиванием может использовать процессор компьютера с соответствующими входными и выходными устройствами управления системой закаливания разбрызгиванием для выполнения программы управления закалкой разбрызгиванием, которая может использоваться для выполнения одной или нескольких в комбинации по меньшей мере следующих регулировок системы закаливания разбрызгиванием: (1) регулировки расстояния в технологической линии между двумя или несколькими закалочными кольцами, как дополнительно раскрыто выше; (2) регулировки центральной оси закалочного кольца одного или нескольких закалочных колец, как дополнительно описано выше; (3) регулировки положения одной или нескольких защит струи, как дополнительно описано выше; (4) регулировки формы и объема выходного канала одного или нескольких закалочных колец в системе закаливания разбрызгиванием (включающих в себя полное закрытие выходного канала для одного или нескольких закалочных колец), как дополнительно описано выше; и/или (5) регулировки скорости потока закалочной среды и объема закалочной среды для одного или нескольких закалочных колец с использованием насоса с переменной производительностью или другого средства для подачи переменного объема потока закалочной среды в одно или нескольких закалочных колец. Такие регулировки системы закалки можно динамически выполнять с помощью компьютерной программы, выполняемой процессором компьютера, на основе требований охлаждения массы обрабатываемой детали, пропускаемой через закалочные кольца, которые могут быть определены, например, опытным путем и путем обработки ошибок при закалке отдельных образцов. В некоторых примерах изобретения можно использовать формирование теплового изображения обрабатываемой детали, пропускаемой через систему закаливания разбрызгиванием, в соответствии с настоящим изобретением, например, используя инфракрасные датчики и устройство формирования изображения для предоставления данных обратной связи в систему управления закалкой разбрызгиванием, для обозначения результатов охлаждения в режиме реального времени, через инфракрасные датчики A-D, показанные на фиг. 7, и можно адаптивно выполнять одну или больше из пяти регулировок системы закаливания разбрызгиванием, описанные выше.
В другом примере изобретения одно или несколько закалочных колец с конкретным внутренним диаметром можно собрать в виде модуля для системы закаливания разбрызгиванием. В модуль может быть встроена опорная структура, описанная выше. Разные модули, имеющие разные закалочные кольца с разным внутренними диаметрами, и/или другие разные крепления системы закалки, можно взаимно заменять в линии тепловой обработки для размещения обрабатываемых деталей с разными размерами и/или обрабатываемых деталей, имеющих разные требования к охлаждению массы. Быстрые соединения для закалочной среды и какие-либо электрические и/или механические интерфейсы могут быть предусмотрены в каждом модуле.
Конкретная форма первого и второго закалочных кольцевых элементов, показанных в примерах изобретения, может быть изменена без выхода за пределы объема изобретения, если только в элементах сформированы камера полости для закалочной среды и регулируемое выходное отверстие или отверстия. Кроме того, больше, чем два кольцевых элемента (первый и второй закалочные кольцевые элементы) могут выполнять одни и те же функции, в соответствии с описанным изобретением, без выхода за пределы объема изобретения. В некоторых примерах изобретения одно или несколько закалочных колец могут быть сформированы, как узел разделенных колец с необязательными шарнирными элементами, таким образом, что одно или несколько закалочных колец можно заменять вокруг обрабатываемой детали.
Системы закаливания разбрызгиванием представляют собой конкретное улучшение в отношении различных систем предшествующего уровня техники, состоящее в том, что, установленный объем 92 потока закалочных колец, как показано, например, на фиг. 14, исключает или минимизирует нежелательные эффекты закалки на конце для торца обрабатываемой детали и попадание закалочной среды во внутренние области торца примыкающих обрабатываемых деталей 90 и 91. В то время, как расстояние от конца до конца между последовательными обрабатываемыми деталями, проходящими через систему закаливания разбрызгиванием, обычно основано на других требованиях обработки, задний торцевой конец 90а обрабатываемой детали 90 и ведущий конец 91а обрабатываемой детали 91 могут быть расположены на расстояния между концами вплоть до нуля (то есть, задний конец 90а и ведущий конец 91а трубы находятся в контакте друг с другом) без эффектов закалки торца и без попадания закалочной среды внутрь обрабатываемых деталей.
В то время как определенное количество закалочных колец показано в различных примерах изобретения, количество закалочных колец можно изменять без отклонения за пределы объема изобретения. Кроме того, между одним или несколькими закалочными кольцами могут быть размещены другие компоненты в конкретных вариантах применения, такие как механические держатели или компоненты транспортирования для обрабатываемой детали, и нагревательные компоненты, такие как устройства индукционного нагрева. В компоновках с двумя или несколькими закалочными кольцами объем выходного отверстия каждого закалочного кольца можно независимо регулировать для формирования уникального объема струи, как требуется в конкретном применении.
Описанные выше примеры изобретения были представлены просто с целью пояснения, и никоим образом их не следует рассматривать, как ограничивающие настоящее изобретение. В то время, как изобретение было описано со ссылкой на различные варианты осуществления, используемые здесь формулировки представляют собой формулировки описания и иллюстрации, а не формулировки ограничения. Хотя изобретение было описано здесь со ссылкой на конкретное средство, материалы и варианты осуществления, изобретение не предназначено для ограничения конкретными деталями, раскрытыми здесь; скорее, изобретение распространяется на все функционально эквивалентные структуры, способы и варианты использования, которые находится в пределах объема приложенной формулы изобретения. Специалисты в данной области техники, на основании данного описания и приложенной формулы изобретения могут выполнять различные модификации в отношении него, и изменения могут быть сделаны без выхода за пределы объема изобретения.

Изобретение относится к области металлургии. Для обеспечения качества закалки деталей предусмотрена система закаливания разбрызгиванием с одним или несколькими разбрызгивающими закалочными кольцами, которые выпускают управляемый объем разбрызгиваемой закалочной среды на обрабатываемую деталь, пропускаемую через закалочные кольца. Подачу закалочной среды в закалочные кольца координируют с управлением закалочными кольцами для избирательного изменения давления выходной скорости разбрызгиваемой закалочной среды через закалочные кольца, скорости потока или структуры разбрызгиваемой закалочной среды на обрабатываемую деталь в зависимости от требований охлаждения массы по мере того, как обрабатываемую деталь пропускают через закалочные кольца. 3 н. и 13 з.п. ф-лы, 14 ил.
1. Система закаливания разбрызгиванием для закалки обрабатываемой детали, содержащая:
источник подачи закалочной среды в одно или несколько закалочных колец, каждое из которых содержит:
внешний кольцевой элемент, имеющий по меньшей мере одно внешнее отверстие для соединения с источником подачи закалочной среды во внутреннюю область внешнего кольцевого элемента;
внутренний кольцевой элемент, по меньшей мере частично вставленный во внешний кольцевой элемент;
полость закалочного кольца, образованную внутренней областью внешнего кольцевого элемента в комбинации с внутренней областью внутреннего кольцевого элемента для приема подаваемой закалочной среды через по меньшей мере одно внешнее отверстие;
выходной канал из полости закалочного кольца, образованный между соседними торцевыми кромками внешнего кольцевого элемента и внутреннего кольцевого элемента, для приема закалочной среды из полости закалочного кольца и выпуска закалочной среды, полученной из полости закалочного кольца в конический объем, для контакта с поверхностью области обрабатываемой детали, когда обрабатываемая деталь проходит через открытое внутреннее пространство одного или нескольких закалочных колец; и
одно или несколько креплений, соединяющих внутренний кольцевой элемент и внешний кольцевой элемент;
при этом система дополнительно содержит устройство для управления креплением для динамического регулирования одного или нескольких креплений для по меньшей мере одного из одного или нескольких закалочных колец для изменения размера конического объема закалочной среды, выпускаемой из выходного канала по меньшей мере одного из одного или нескольких закалочных колец, и
средство управления массовым расходом подаваемого потока закалочной среды в каждое из одного или нескольких закалочных колец для динамического регулирования массового расхода закалочной среды через полость закалочного кольца и выходной канал в сочетании с указанным устройством управления креплением.
2. Система по п. 1, в которой средство управления массовым расходом подаваемой закалочной среды содержит один или несколько насосов с переменной производительностью, каждый из которых выполнен с возможностью подачи закалочной среды в одно или несколько закалочных колец.
3. Система по п. 1, в которой средство управления массовым расходом подаваемого потока закалочной среды содержит фиксированный нагнетающий насос, выполненный с возможностью подачи закалочной среды из резервуара закалочной среды в коллектор закалочной среды, имеющий множество выходных отверстий коллектора закалочной среды, причем каждое из множества выходных отверстий коллектора закалочной среды выборочно соединено с по меньшей мере одним внешним отверстием каждого из одного или нескольких закалочных колец.
4. Система по п. 1, в которой средство управления массовым расходом подаваемого потока закалочной среды содержит насос высокого давления с однородным потоком, подающим закалочную среду из резервуара закалочной среды в по меньшей мере одно внешнее отверстие каждого из одного или нескольких закалочных колец.
5. Способ закалки обрабатываемой детали посредством системы закаливания разбрызгиванием, включающий в себя:
пропускание обрабатываемой детали через узел закалочных колец, содержащий одно или несколько закалочных колец, каждое из которых имеет внешний кольцевой элемент, по меньшей мере частично вставленный во внутренний кольцевой элемент, при этом внешний кольцевой элемент и внутренний кольцевой элемент соединены вместе одним или несколькими креплениями, а внешний кольцевой элемент имеет по меньшей мере одно внешнее отверстие во внутреннюю область внешнего кольцевого элемента;
подачу закалочной среды в по меньшей мере одно внешнее отверстие каждого из одного или нескольких закалочных колец, при этом по меньшей мере одно внешнее отверстие сообщено с полостью закалочного кольца, образованной внутренней областью внешнего кольцевого элемента в комбинации с внутренней областью внутреннего кольцевого элемента, для получения закалочной среды из по меньшей мере одного внешнего отверстия, причем полость закалочного кольца сообщена с выходным каналом из полости закалочного кольца, образованного между соседними торцевыми кромками внешнего кольцевого элемента и внутреннего кольцевого элемента, для приема закалочной среды из полости закалочного кольца, причем выходной канал образует конический объем закалочной среды;
выпуск закалочной среды из выходного канала каждого из одного или нескольких закалочных колец в конический объем для обеспечения контакта с поверхностью обрабатываемой детали, когда обрабатываемая деталь проходит через открытое внутреннее пространство одного или нескольких закалочных колец;
динамическую регулировку одного или нескольких креплений, соединяющих внутренний кольцевой элемент с внешним кольцевым элементом, посредством устройства управления креплением для изменения размера конического объема закалочной среды, выпускаемой из выходного канала по меньшей мере одного из одного или нескольких закалочных колец;
подачу закалочной среды в по меньшей мере одно внешнее отверстие каждого из одного или нескольких закалочных колец при контроле массового расхода подаваемого потока закалочной среды; и
динамическую регулировку контролируемого массового расхода подаваемого потока закалочной среды через полость закалочного кольца и выходной канал в сочетании с контролем одним или несколькими креплениями посредством указанного устройства управления креплением.
6. Способ по п. 5, в котором узел закалочных колец содержит по меньшей мере два закалочных кольца, при этом этап выпуска закалочной среды из выходного канала каждого из по меньшей мере двух закалочных колец дополнительно включает в себя выпуск закалочной среды из по меньшей мере одного из по меньшей мере двух закалочных колец в направлении выше по потоку, противоположном направлению обрабатываемой детали, пропускаемой через узел закалочных колец, и выпуск закалочной среды из остальных по меньшей мере двух закалочных колец в направлении ниже по потоку, соответствующем направлению обрабатываемой детали, перемещаемой через узел закалочных колец, при этом способ также включает управление посредством устройства управления креплением одним или несколькими креплениями по меньшей мере двух закалочных колец, выпускающих закалочную среду в направлении выше по потоку и в направлении ниже по потоку по отдельности для изменения размера конического объема закалочной среды от закрытого положения до полностью открытого положения.
7. Способ по п. 5, в котором используют насос с переменной производительностью для подачи закалочной среды в по меньшей мере одно внешнее отверстие каждого одного из одного или нескольких закалочных колец при контролируемом массовом расходе подаваемого потока закалочной среды для динамической регулировки контролируемого массового расхода подаваемого потока закалочной среды.
8. Способ по п. 5, в котором используют фиксированный нагнетательный насос для подачи закалочной среды из закалочного коллектора, имеющего один или несколько выходных отверстий коллектора, каждое из которых выборочно соединено с по меньшей мере одним внешним отверстием каждого одного из одного или нескольких закалочных колец.
9. Способ по п. 5, в котором используют насос высокого давления с однородным потоком для подачи закалочной среды в по меньшей мере одно внешнее отверстие каждого одного из одного или нескольких закалочных колец.
10. Способ по любому из пп. 5-9, дополнительно включающий в себя последовательное пропускание второй обрабатываемой детали через узел закалочных колец так, что передний конец второй обрабатываемой детали расположен рядом с задним концом обрабатываемой детали при контроле посредством устройства управления креплением одного или нескольких креплений одного или нескольких закалочных колец для уменьшения размеров конического объема до закрытого положения для минимизации нежелательных эффектов закалки на конце обрабатываемой детали между передним концом второй обрабатываемой детали и задним концом обрабатываемой детали.
11. Способ закаливания обрабатываемой детали в системе закаливания разбрызгиванием, включающий в себя:
подачу обрабатываемой детали через узел закалочных колец, содержащий два или несколько закалочных колец, каждое из которых имеет внешний кольцевой элемент, по меньшей мере частично вставленный во внутренний кольцевой элемент, при этом внешний кольцевой элемент и внутренний кольцевой элемент соединены вместе посредством одного или нескольких креплений, а внешний кольцевой элемент имеет по меньшей мере одно внешнее отверстие во внутреннюю область внешнего кольцевого элемента,
подачу закалочной среды в по меньшей мере одно внешнее отверстие каждого из двух или нескольких закалочных колец, при этом по меньшей мере одно внешнее отверстие сообщено с полостью закалочного кольца, образованной внутренней областью внешнего кольцевого элемента и внутренней областью внутреннего кольцевого элемента и выполненной с возможностью приема закалочной среды из по меньшей мере одного внешнего отверстия, причем полость закалочного кольца сообщена с выходным каналом из полости закалочного кольца, образованным между соседними торцевыми кромками внешнего кольцевого элемента и внутреннего кольцевого элемента для приема закалочной среды из полости закалочного кольца, причем выходной канал образует конический объем закалочной среды;
выпуск закалочной среды из выходного канала каждого из двух или нескольких закалочных колец в конический объем для обеспечения контакта с поверхностью обрабатываемой детали, когда обрабатываемая деталь проходит через открытое внутреннее пространство двух или нескольких закалочных колец;
динамическую регулировку одного или нескольких креплений, соединяющих внутренний кольцевой элемент с внешним кольцевым элементом, посредством устройства управления креплением для изменения размера конического объема закалочной среды, выпускаемой из выходного канала по меньшей мере одного из двух или нескольких закалочных колец;
подачу закалочной среды из резервуара закалочной среды в по меньшей мере одно внешнее отверстие каждого одного из двух или нескольких закалочных колец при контроле массового расхода подаваемого потока закалочной среды для динамического регулирования массового расхода закалочной среды через полость закалочного кольца и выходной канал в сочетании с контролем одним или несколькими креплениями посредством устройства управления креплением, при этом указанную подачу закалочной жидкости из резервуара закалочной жидкости в по меньшей мере одно внешнее отверстие каждого одного из двух или нескольких закалочных колец осуществляют посредством:
насоса с переменной производительностью или иного средства переменного управления массовым расходом потока закалочной среды в по меньшей мере одном внешнем отверстии двух или нескольких закалочных колец с одним или несколькими креплениями, при этом альтернативно осуществляют
поддержание объема выходного канала постоянным или
изменение объема выходного канала в сочетании с переменным управлением массовым расходом потока закалочной среды в по меньшей мере одном внешнем отверстии двух или нескольких закалочных колец посредством насоса с переменной производительностью или указанного иного средства; или
фиксированного нагнетательного насоса для подачи закалочной среды в два или несколько закалочных колец; или
насоса высокого давления или иного средства для подачи закалочной среды в два или несколько закалочных колец при однородном расходе потока и высоком давлении.
12. Способ по п. 11, дополнительно включающий в себя этап динамического регулирования расстояния в технологической линии между по меньшей мере двумя соседними закалочными кольцами для по меньшей мере двух закалочных колец, в соответствии с требованием охлаждения массы обрабатываемой детали, пропускаемой через узел закалочных колец.
13. Способ по п. 11, дополнительно включающий в себя этап динамического регулирования положения центральной оси закалочного кольца по меньшей мере одного закалочного кольца для двух или нескольких закалочных колец в соответствии с положением центральной оси обрабатываемой детали для обрабатываемой детали, проходящей через два или несколько закалочных колец.
14. Способ по п. 11, дополнительно включающий в себя этап динамического регулирования положения защиты струи, расположенной снаружи от внутреннего кольцевого элемента или внешнего кольцевого элемента по меньшей мере одного из двух закалочных колец для отклонения отраженной струи от обрабатываемой детали, получаемой в результате разбрызгивания закалочной среды через выходной канал одного из по меньшей мере двух закалочных колец, расположенных рядом с защитой струи, в соответствии с требованиями охлаждения массы обрабатываемой детали, пропускаемой через узел закалочных колец.
15. Способ по п. 11, дополнительно включающий в себя исполняемую процессором вычислительной машины программу управления закалкой разбрызгиванием для координации закалочной среды, подаваемой из каждых двух или нескольких закалочных колец с требованием охлаждения массы обрабатываемой детали по мере того, как обрабатываемую деталь пропускают через систему закаливания разбрызгиванием избирательно или в комбинации путем:
(1) регулирования расстояния в технологической линии между по меньшей мере двумя из двух или нескольких закалочных колец;
(2) регулирования центральной оси закалочного кольца по меньшей мере одного из двух или нескольких закалочных колец;
(3) регулирования положения по меньшей мере одной защиты разбрызгиваемой струи, взаимосвязанной с по меньшей мере одним из двух или нескольких закалочных колец;
(4) регулирования конического объема выходного канала по меньшей мере одного из двух или нескольких закалочных колец; и/или
(5) регулирования массового расхода и скорости потока закалочной среды для по меньшей мере одного из двух или нескольких закалочных колец.
16. Способ по п. 15, дополнительно включающий в себя этап определения температуры обрабатываемой детали по мере того, как обрабатываемую деталь пропускают через узел закалочных колец для координирования закалочной среды, выпускаемой из каждых двух или нескольких закалочных колец с условием охлаждения массы обрабатываемой детали по мере того, как обрабатываемую деталь пропускают через узел закалочных колец.
| СИСТЕМЫ ЗАКАЛКИ РАСПЫЛЕНИЕМ ТЕРМИЧЕСКИ ОБРАБОТАННЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2424327C2 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Устройство для охлаждения проката | 1980 |
|
SU899673A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 0 |
|
SU282379A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| НАГНЕТАЮЩАЯ ФОРСУНКА | 2001 |
|
RU2174884C1 |

