Область техники
Изобретение относится к области закалки гнутого стекла на гибких роликах, а именно к оборудованию для закалки гнутого стекла с возможностью ослабления закалочных пятен.
Уровень техники
В процессе производства закаленных стекол стекло обогревается в рольганговой печи и потом поступает в секцию закалки, однако из-за неравномерной обдувки в процессе закалки на стекле часто появляются следы остаточного напряжения (известные как «закалочные пятна»). Будучи показателем качества внешнего вида закаленных стекол, закалочные пятна привлекают к себе все больше и больше внимания. Для того, чтобы минимизировать закалочные пятна, специалисты данной отрасли применяют различные способы, такие как ускорение разгрузки стекла из печи, оптимизация компоновки обдувочных отверстий, поперечное колебание обдувочных решеток. Тем не менее, причины образования закалочных пятен довольно сложны, необходимо предусмотреть равномерное охлаждение по ширине оборудования, но что еще более важно, необходимо исключить образование закалочных пятен по длине оборудования. До сих пор закалочные пятна по-прежнему являются пороком закаленных стекол. Люди с нетерпением ждут лучшей технологии, которая позволила бы ослабить закалочные пятна и придать закаленным стеклам лучший внешний вид.
Известный способ формования гнутых стекол на гибких роликах заключается в том, что изгибать гибкие ролики рольганга в направлении, перпендикулярном направлению движения рольганга, и предусмотреть на двух концах параллельно установленных гибких роликов механизмы изгибания, расположенные параллельно с гибкими роликами в осевом направлении. Оба конца множества магистральных воздуховодов закреплены в зубчатых рейках механизмов изгибания соответственно в соответствующих местах, гибкие ролики и магистральные воздуховоды расположены перпендикулярно друг другу; магистральные воздуховоды попеременно оснащены обдувочными коробками, соответствующими зазорам между гибкими роликами, обдувочные коробки полы и сообщаются с магистральными воздуховодами, поток воздуха, выйдя из магистрального воздуховода, пройдя через обдувочную коробку, обдувает закаливаемое гнутое стекло из выхода обдувочной коробки. Для того, чтобы обеспечить равномерный обдув в процессе гибки, в большинстве известных технологий установлены ряды обдувочных коробок на профиле для обдува, причем множество рядов обдувочных коробок расположены в зазорах между гибкими роликами. Как показано на фиг. 1, основная причина возникновения следов остаточного напряжения заключается в том, что при применении обдувочных коробок и обдувочных решеток наличие зазоров между обдувочными коробками может привести к появлению на стекле явных следов остаточного напряжения, что серьезно влияет на эстетику стекла и эффект его использования.
Печь для закалки гнутого стекла на гибких роликах состоит из загрузочного стола, печи нагрева, секции гибки и закалки, разгрузочного стола и т. д., все рабочие секции соединены конвейерным рольгангом с транспортными поверхностями на одинаковой высоте, образуя производственную линию.
Во время работы стекло помещается на загрузочном столе и подается рольгангом в печь нагрева, после обогрева до необходимой температуры подается рольгангом в секцию гибки и закалки, где стекло изгибается и приобретает нужную форму, далее охлаждается воздухом из обдувочных решеток и становится закаленным стеклом, которое направляется рольгангом на разгрузочный стол, таким образом, завершается цикл работы.
Вышеописанная секция гибки и закалки состоит из изгибаемого рольганга, магистральных воздуховодов, приводной системы рольганга, изгибаемых обдувочных решеток, привода обдувочной решетки, станины, системы управления и т. д.; до гибки и охлаждения стекла, изгибаемые обдувочные решетки могут предварительно изгибаться для приобретения необходимой формы стекла, чтобы более равномерно охлаждать стекло, следовательно, обеспечивать более равномерное напряжение на поверхности и внутри стекла; также можно изгибать верхние и нижние обдувочные решетки одновременно с изгибаемым рольгангом, потом обдувать верхнюю и нижнюю поверхность стекла, в итоге обеспечивая требования к качеству закаленного стекла. Для обеспечения гибки, известные изгибаемые обдувочные решетки состоят из множества отдельных обдувочных коробок, установленных на магистральных воздуховодах, под действием механизма изгибания магистральные воздуховоды изгибаются, следовательно, изгибаются и ряды обдувочных коробок, приобретая нужную форму стекла, как показано на фиг. 2.
Однако, эти обдувочные решетки с отдельными обдувочными коробками имеют разное давление воздуха на каждом выходе воздуха и зазоры между обдувочными коробками, что приводит к неравномерному охлаждению гнутого стекла, следовательно, к появлению явных следов остаточного напряжения (закалочных пятен) на обрабатываемом закаленном стекле в зазорах между обдувочными коробками, серьезно влияя на качество внешнего вида изделий из закаленного стекла. Это техническая проблема, которую необходимо срочно решить в отрасли.
Сущность изобретения
Для решения поставленной технической задачи настоящее изобретение представляет следующее техническое решение:
Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен, предназначено для закалки гнутого стекла на гибких роликах, включает в себя гибкую обдувочную решетку, состоящую из одного или множества блоков гибкой обдувочной решетки, упомянутый блок гибкой обдувочной решетки представляет собой сквозную изгибаемую трубчатую конструкцию, при этом в упомянутом блоке гибкой обдувочной решетки выполнено множество сообщающихся с его внутренним пространством воздуховыпускных отверстий и воздухозаборников, упомянутые воздуховыпускные отверстия выходят на обрабатываемое стекло;
Далее, множество упомянутых блоков гибкой обдувочной решетки параллельно установлено между гибкими роликами рольганга, упомянутые магистральные воздуховоды расположены на стороне блока гибкой обдувочной решетки, отдаленной от обрабатываемого стекла, проекции параллельно установленных магистральных воздуховодов и множества упомянутых параллельно установленных блоков гибкой обдувочной решетки в вертикальном направлении образуют форму в виде чередующихся ячеек, упомянутые магистральные воздуховоды и упомянутые блоки гибкой обдувочной решетки сообщаются в местах пересечений в проекции через воздухозаборники; механизмы изгибания, расположенные на двух концах параллельно установленных магистральных воздуховодов, изгибают обрабатываемое стекло, при этом упомянутые гибкие обдувочные решетки изгибаются вместе с механизмами изгибания.
Далее, упомянутый блок гибкой обдувочной решетки представляет собой гофрированную трубу.
Далее, угол между параллельно установленными магистральными воздуховодами и множеством упомянутых параллельно установленных блоков гибкой обдувочной решетки в вертикальной проекции составляет 90°.
Далее, множество упомянутых магистральных воздуховодов расположено параллельно с интервалом между собой на горизонтальной плоскости в направлении, перпендикулярном направлению подачи стекла, при этом на упомянутом магистральном воздуховоде выполнено множество отверстий для подачи воздуха, упомянутые отверстия для подачи воздуха и упомянутые воздухозаборники соединены с помощью соединительных деталей, а два конца упомянутого блока гибкой обдувочной решетки в осевом направлении соединены с магистральными воздуховодами, установленными на левой и правой сторонах секции закалки соответственно.
Далее, упомянутый блок гибкой обдувочной решетки представляет собой цилиндрическую или призматическую обдувочную решетку.
Далее, оба конца упомянутого блока гибкой обдувочной решетки выполнены закрытыми.
Далее, упомянутые воздухозаборники сообщаются с выходами воздуха на каждом магистральном воздуховоде соответственно.
Оборудование для закалки гнутого стекла с механизмом выпуска воздуха, еще включает в себя механизм выпуска воздуха.
Упомянутый механизм выпуска воздуха установлен в блоке гибкой обдувочной решетки и включает в себя сглаживающую структуру потока, расположенную на внутренней стенке упомянутого блока гибкой обдувочной решетки, и/или структуру для направления и стабилизации выпускного потока воздуха, расположенную на наружной стенке упомянутого блока гибкой обдувочной решетки; упомянутая сглаживающая структура потока предназначена для снижения сопротивления потоку воздуха в упомянутой гибкой обдувочной решетке, а упомянутая структура для направления и стабилизации выпускного потока воздуха предназначена для ограничения направления потока струи воздуха, одновременно с этим, для выравнивания скорости и расхода потока воздуха.
Далее, упомянутый блок гибкой обдувочной решетки представляет собой гофрированную трубу, упомянутая сглаживающая структура потока представляет собой слой резинового композита, предназначенный для заполнения складчатой внутренней стенки упомянутой гофрированной трубы с получением гладкой внутренней стенки.
Далее, упомянутые воздуховыпускные отверстия расположены на волнообразных складках с наибольшим наружным диаметром упомянутой гофрированной трубы.
Далее, упомянутая структура для направления и стабилизации выпускного потока воздуха представляет собой отдельное воздушное сопло, сообщающееся с каждым упомянутым воздуховыпускным отверстием, а упомянутое отдельное воздушное сопло представляет собой трубчатую конструкцию, которая с одного конца стыкуется с упомянутым воздуховыпускным отверстием, а с другого конца выходит на обрабатываемое стекло.
Далее, упомянутая структура для направления и стабилизации выпускного потока воздуха представляет собой крепежный элемент, установленный на наружной стенке волнообразных складок упомянутой гофрированной трубы и покрывающий упомянутые воздуховыпускные отверстия; на упомянутом крепежном элементе выполнены отверстия для обдува, соответствующие местоположениям упомянутых воздуховыпускных отверстий, упомянутые отверстия для обдува сообщаются с упомянутыми воздуховыпускными отверстиями.
Далее, количество упомянутых воздуховыпускных отверстий составляет два или больше.
Оборудование для закалки гнутого стекла со стыковочным устройством, еще включает в себя вспомогательное стыковочное устройство для забора воздуха.
Упомянутое вспомогательное стыковочное устройство предназначено для стыковки магистрального воздуховода с блоком гибкой обдувочной решетки, упомянутое вспомогательное стыковочное устройство включает в себя вход воздуха, выход воздуха и канал, соединяющий упомянутый вход воздуха с упомянутым выходом воздуха, на упомянутом входе воздуха предусмотрено фиксирующее удлинение, стыкующееся с отверстием для подачи воздуха на магистральном воздуховоде, на упомянутом выходе воздуха предусмотрен стыковочный конец для осуществления стыковки с воздухозаборником блока гибкой обдувочной решетки.
Далее, упомянутый стыковочный конец имеет уплотнительное удлинение, соответствующее контуру наружной стенки упомянутого блока гибкой обдувочной решетки.
Далее, упомянутый блок гибкой обдувочной решетки представляет собой гофрированную трубу.
Далее, упомянутый стыковочный конец и упомянутый блок гибкой обдувочной решетки соединены путем склеивания или клепки.
Далее, упомянутый стыковочный конец имеет кольцевой хомут для запирания упомянутой металлической гофрированной трубы.
Далее, упомянутое вспомогательное стыковочное устройство представляет собой гибкое вспомогательное стыковочное устройство.
Далее, упомянутое гибкое вспомогательное стыковочное устройство изготовлено из термостойкой резины.
Настоящее изобретение предусматривает замену каждого блока обдувочных решеток, состоящего из отдельных обдувочных коробок, сквозным блоком гибкой обдувочной решетки, образуя при этом непрерывную обдувочную решетку, перпендикулярную направлению движения стекла, что позволяет устранить полосчатые закалочные пятна, которые остаются на закаленном стекле в процессе движения стекла и охлаждения обдувочными решетками согласно предшествующему уровню техники, значительно улучшая внешний вид и качество закаленного стекла.
Использование механизма выпуска воздуха, предложенного настоящим техническим решением, сглаживает канал потока с множеством волнообразных складок на внутренней стенке блока гибкой обдувочной решетки, снижая при этом сопротивление потоку; кроме того, дополнительно предусмотренное отдельное воздушное сопло или крепежный элемент не деформируется, стабильно направляет воздушный поток из выхода гибкой обдувочной решетки, так что направление, скорость и расход воздуха в определенной степени регулируются направленно, упорядоченно и стабильно.
Что касается гибкой обдувочной решетки с неравномерно изогнутой внешней поверхностью, ее стыковое соединение может полностью совпадать с внешним контуром блока гибкой обдувочной решетки; когда гибкая обдувочная решетка изгибается под действием механизма изгибания, кривизна внешней поверхности изменяется, следовательно, стыковое соединение может стать неравномерно изогнутым без утечки воздуха.
В качестве обдувочной решетки используется непрерывный механизм обдувочной решетки вместо обдувочной решетки, состоящей из отдельных обдувочных коробок предшествующего уровня техники, что позволяет избежать проблемы с напряжением из-за наличия зазоров между обдувочными коробками во время обработки гнутого закаленного стекла. Это новаторское достижение, в корне меняющее способ осуществления процесса в данной области.
Описание чертежей
Фиг. 1 Схема обдувочных коробок раздельного типа для закалки гнутого стекла в предшествующем уровне техники;
фиг. 2 Схема конструкции фиг. 1 в изогнутом состоянии во время обработки стекла;
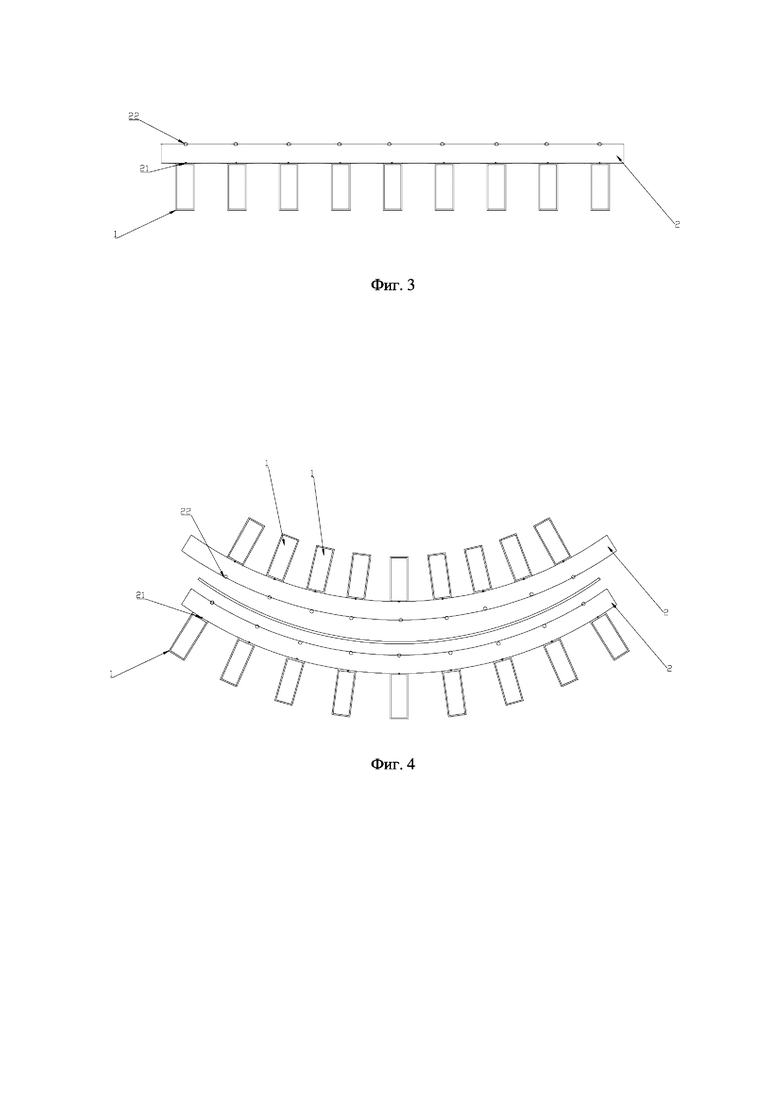
фиг. 3 План сборки блока гибкой обдувочной решетки с магистральными воздуховодами;
фиг. 4 Схема конструкции фиг. 3 в изогнутом состоянии во время обработки стекла;
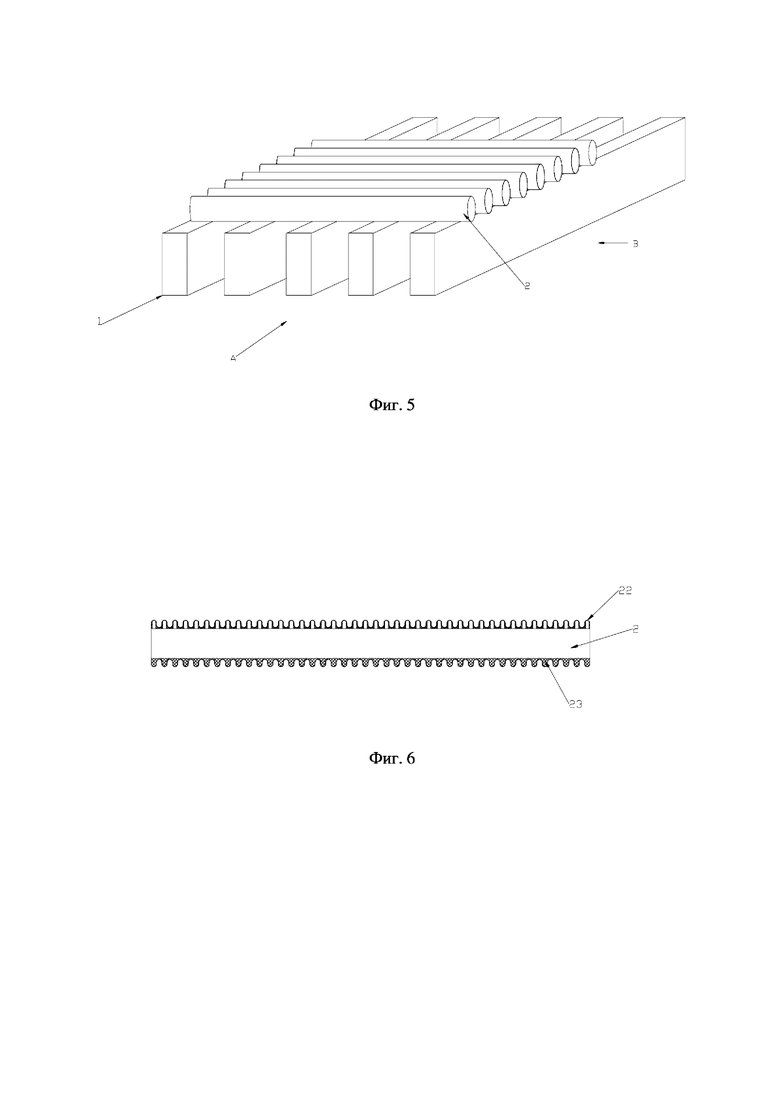
фиг. 5 Схематический эскиз сборки магистральных воздуховодов с блоками гибкой обдувочной решетки;
фиг. 6 Продольный разрез по оси блока гибкой обдувочной решетки со сглаживающей структурой потока;
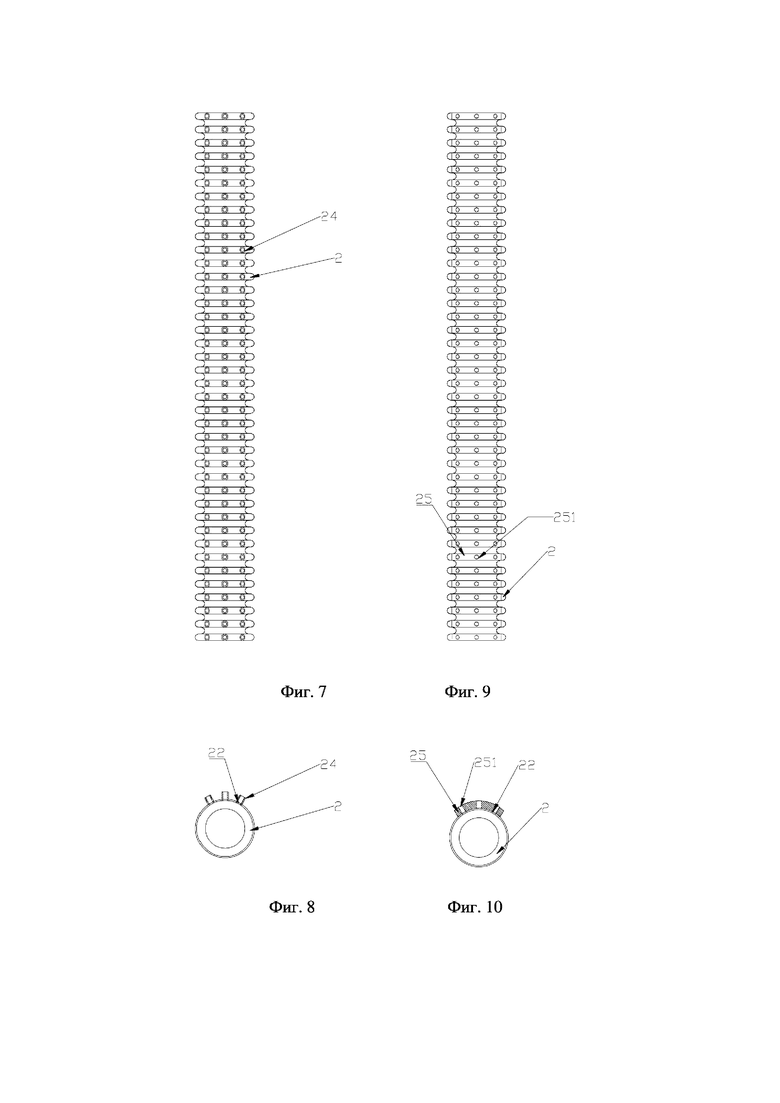
фиг. 7 Вид сверху блока гибкой обдувочной решетки с отдельными воздушными соплами;
фиг. 8 Схема радикального сечения фиг. 7;
фиг. 9 Вид сверху блока гибкой обдувочной решетки с крепежными элементами;
фиг. 10 Схема радикального сечения фиг. 9;
фиг. 11 Вид А на фиг. 5;
фиг. 12 Вид B на фиг. 5;
фиг. 13 Схема закалочных пятен на закаленном стекле под полярископом в предшествующем уровне техники;
фиг. 14 Схема закалочных пятен на закаленном стекле под полярископом в настоящем изобретении;
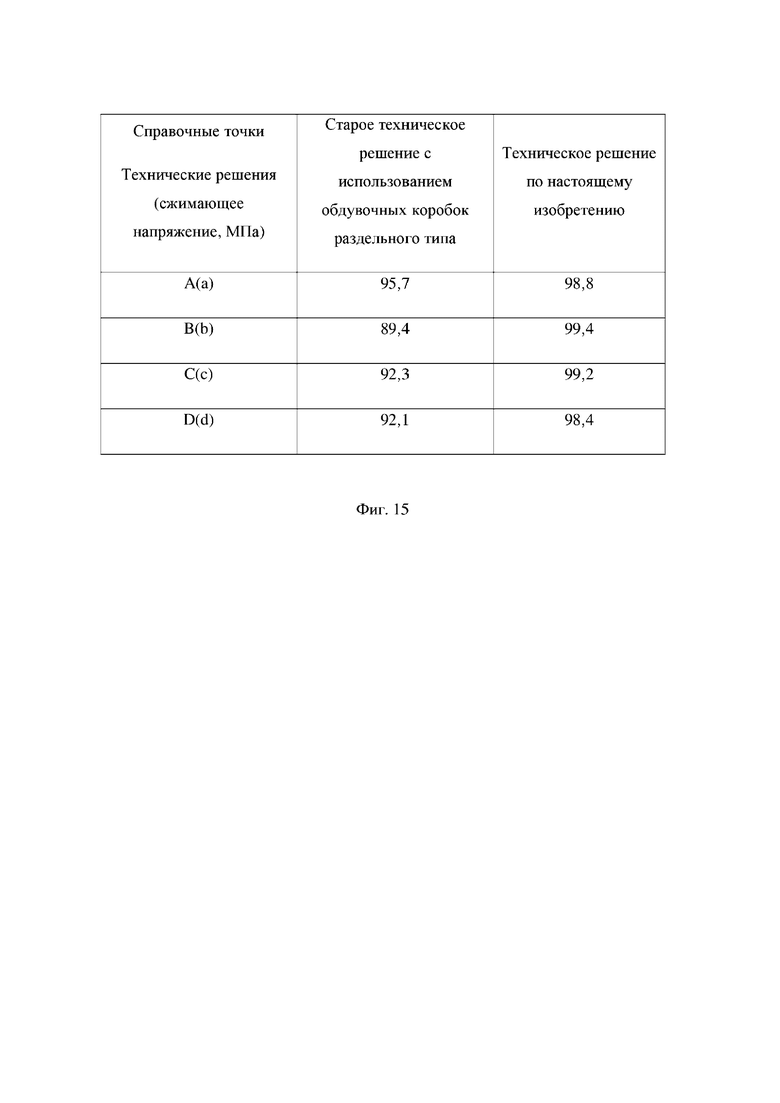
фиг. 15 Результат испытаний напряжения в примерах.
Условное обозначение: магистральный воздуховод 1, воздухозаборник 21, блок гибкой обдувочной решетки 2, воздуховыпускное отверстие 22, слой резинового композита 23, отдельное воздушное сопло 24, крепежный элемент 25, отверстие для обдува 251, отверстие для подачи воздуха 11, вспомогательное стыковочное устройство 3, вход воздуха 4, выход воздуха 5, стыковочный конец 51.
Варианты осуществления изобретения
Далее приведено более четкое и полное описание технического решения настоящего изобретения в сочетании с приложенными рисунками, очевидно, что описанные примеры являются частью вариантов осуществления изобретения, а не всеми. Все прочие варианты осуществления, полученные специалистами в данной области на основании приведенных в настоящем изобретении вариантов осуществления, не прибегая к творческой работе, входят в объем защиты настоящего изобретения.
Необходимо отметить, что в описании настоящего изобретения, термины «центр», «верхний», «нижний», «левый», «правый», «вертикальный», «горизонтальный», «внутренний», «внешний» и т.д. следует толковать указывающими ссылкой на ориентацию или позицию, как показано на чертежах. Эти термины используются только для удобства описания и упрощения описания настоящего изобретения, не указывают и не подразумевают, что устройство или элемент, указываемый ссылкой, должен иметь конкретную ориентацию и должен быть сконструирован или эксплуатироваться в конкретной ориентации. Поэтому, эти термины не следует толковать ограничивающими объем настоящего изобретения.
В описании настоящего изобретения также необходимо отметить, что если иное не четко оговорено и не ограничено, то термины «установить», «соединить», «сообщаться» должны пониматься в широком смысле, например, это может быть как фиксированное соединение, так и съемное соединение или интегральное соединение; может быть как механическое соединение, так и электрическое соединение; может быть как прямое соединение, так и косвенное соединение через промежуточный элемент, так и внутреннее сообщение двух элементов. Для специалистов в данной области конкретные значения вышеупомянутых терминов в настоящем изобретении можно понять в каждом конкретном случае.
В предшествующем уровне техники в большинстве случаев используются обдувочные коробки раздельного типа, как показано на фиг. 2, в зазорах между обдувочными коробками образуются следы остаточного напряжения на поверхности обрабатываемого стекла. На фиг. 2 квадратиками обозначены магистральные воздуховоды 1, поток воздуха из этих магистральных воздуховодов обдувает обдувочные коробки, обозначенные трапецоидами на чертеже, обдувочные коробки сообщаются с магистральными воздуховодами 1. На верхней и нижней поверхностях обрабатываемого гнутого стекла установлены вышеуказанные конструкции.
Способ ослабления закалочных пятен закаленного гнутого стекла,
в качестве обдувочной решетки использована сквозная непрерывная полость с обратимой деформацией вместо первоначальных обдувочных коробок раздельного типа;
в полости предусмотрена сглаживающая структура потока для снижения сопротивления потоку;
снаружи полости установлена структура для направления и стабилизации выпускного потока воздуха для ограничения направления, скорости и расхода струи воздуха;
между полостью и источником воздуха установлено стыковочное устройство, изменяющееся с изменением кривизны полости.
Пример 1
Во время обработки закаляемого стекла магистральные воздуховоды 1 и блоки гибкой обдувочной решетки 2 расположены как показано на фиг. 5, на обоих концах магистральных воздуховодов установлены механизмы изгибания (о механизмах изгибания ссылаются на механизм формования изгибанием стекла в CN201220306623.8). Блок гибкой обдувочной решетки 2 изменяет свою кривизну во время гибки механизмов изгибания.
Согласно настоящему примеру осуществления предоставлено оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен, ссылаясь на фиг. 3, предназначенное для закалки гнутого стекла на гибких роликах, включающее в себя гибкую обдувочную решетку, состоящую из одного или множества блоков гибкой обдувочной решетки 2, блок гибкой обдувочной решетки 2 представляет собой сквозную изгибаемую трубчатую конструкцию, при этом в блоке гибкой обдувочной решетки 2 выполнено множество сообщающихся с его внутренним пространством воздуховыпускных отверстий 22 и воздухозаборников 21, а воздуховыпускные отверстия 22 выходят на обрабатываемое стекло; воздухозаборники 21 сообщаются с выходами воздуха на каждом магистральном воздуховоде 1 соответственно.
Во время работы на верхней и нижней поверхностях обрабатываемого гнутого стекла установлены конструкции вышеуказанных блоков гибкой обдувочной решетки 2, через эти конструкции обдувают обрабатываемое стекло, ссылаясь на фиг. 4, таким образом, осуществляется закалка верхней и нижней поверхностей стекла.
В данном примере показана гибкая обдувочная решетка для закалки гнутого стекла, представляющая собой сквозную гибкую трубчатую конструкцию, которая равномерно деформируется вместе с механизмом изгибания. Поэтому техническое решение с применением такой конструкции позволяет избежать появления закалочных пятен, которые бывают в зазорах между обдувочными коробками или их эквивалентами в предшествующем уровне техники, и имеет значительный эффект ослабления следов остаточного напряжения для процесса закалки гнутого стекла.
Следует отметить, что блок гибкой обдувочной решетки 2 имеет трубчатую форму, оба конца блока могут быть не закрытыми и использоваться в качестве воздухозаборников 21, воздух входит во внутреннее пространство блока с обоих концов и выходит через воздуховыпускные отверстия 22, обдувая обрабатываемое стекло.
Следует также отметить, что осевые концы блока гибкой обдувочной решетки 2 могут быть закрыты для обеспечения того, чтобы поток воздуха в блоке гибкой обдувочной решетки 2 мог выходить только через воздуховыпускные отверстия. Блок гибкой обдувочной решетки 2 может быть изготовлен непосредственно за одно целое со сквозным внутренним пространством и закрытыми концами; или основная конструкция блока гибкой обдувочной решетки 2 и концы могут быть выполнены отдельно и собраны вместе, то есть сначала изготовить основную конструкцию блока гибкой обдувочной решетки 2 с открытыми концами, затем закрыть осевые концы с помощью заглушек, болтов, крышек и т.д.
Следует отметить, что в предшествующем уровне техники магистральный воздуховод и профиль, поддерживающий гибкую обдувочную решетку, выполнены в комбинированной конструкции, и эти два компонента также могут быть функционально разделены, т. е. гибкая обдувочная решетка поддерживается отдельно, чтобы соответствовать требованиям механизма изгибания, в то время как воздух подается с двух концов гибкой обдувочной решетки.
Связать каждую трубчатую гибкую обдувочную решетку с механизмом изгибания синхронно, регулировать кривую изгиба каждой гибкой обдувочной решетки соответственно в соответствии с различными требованиями к продукции.
Пример 2
Данный пример дополнительно ограничивается на основании примера 1, множество блоков гибкой обдувочной решетки 2 параллельно установлено между гибкими роликами рольганга, магистральные воздуховоды 1 расположены на стороне блока гибкой обдувочной решетки 2, отдаленной от обрабатываемого стекла, проекции параллельно установленных магистральных воздуховодов 1 и множества параллельно установленных блоков гибкой обдувочной решетки 2 в вертикальном направлении образуют форму в виде чередующихся ячеек, магистральные воздуховоды 1 и блоки гибкой обдувочной решетки 2 сообщаются в местах пересечений в проекции через воздухозаборники 21, ссылаясь на фиг. 5; механизмы изгибания, расположенные на двух концах параллельно установленных магистральных воздуховодов 1, изгибают обрабатываемое стекло, при этом блоки гибкой обдувочной решетки 2 изгибаются вместе с механизмами изгибания. Осевые концы блока гибкой обдувочной решетки 2 выполнены закрытыми для обеспечения того, чтобы поток воздуха в блоке гибкой обдувочной решетки 2 мог выходить только через воздуховыпускные отверстия. Блок гибкой обдувочной решетки 2 может быть изготовлен непосредственно за одно целое со сквозным внутренним пространством и закрытыми концами; или основная конструкция блока гибкой обдувочной решетки 2 и концы могут быть выполнены отдельно и собраны вместе, то есть сначала изготовить основную конструкцию блока гибкой обдувочной решетки 2 с открытыми концами, затем закрыть осевые концы с помощью заглушек, болтов, крышек и т.д.
Блок гибкой обдувочной решетки 2 представляет собой металлическую гофрированную трубу. Угол между параллельно установленными магистральными воздуховодами 1 и множеством параллельно установленных блоков гибкой обдувочной решетки 2 в вертикальной проекции составляет 90°.
Следует отметить, что механизмы изгибания не всегда являются абсолютно параллельными друг другу в рабочем состоянии, поскольку они связаны с магистральными воздуховодами в рабочем состоянии.
Пример 3
Согласно настоящему примеру осуществления предоставлено оборудование для закалки гнутого стекла с механизмом выпуска воздуха на основании примера 1, включающее в себя также механизм выпуска воздуха, который установлен в блоке гибкой обдувочной решетки 2 и включает в себя сглаживающую структуру потока, расположенную на внутренней стенке блока гибкой обдувочной решетки 2, и/или структуру для направления и стабилизации выпускного потока воздуха, расположенную на наружной стенке блока гибкой обдувочной решетки 2; сглаживающая структура потока предназначена для снижения сопротивления потоку воздуха в гибкой обдувочной решетке, а структура для направления и стабилизации выпускного потока воздуха предназначена для ограничения направления потока струи воздуха, одновременно с этим, для выравнивания скорости и расхода потока воздуха.
Сглаживающая структура потока и структура для направления и стабилизации выпускного потока воздуха могут быть установлены как по выбору, так и совместно.
Пример 4
Данный пример дополнительно ограничивается на основании примера 3, блок гибкой обдувочной решетки 2 представляет собой гофрированную трубу, на гофрированной трубе выполнены воздуховыпускные отверстия 22, выходящие на сторону обрабатываемого стекла, и отверстия для подачи воздуха, сообщающиеся с магистральными воздуховодами 1 Ссылаясь на фиг. 6, сглаживающая структура потока представляет собой слой резинового композита 23, установленный на внутренней стенке и предназначенный для заполнения складчатой внутренней стенки гофрированной трубы с получением гладкой внутренней стенки.
После того, как внутренняя стенка гофрированной трубы с волнообразными складками превратилась в гладкую, сопротивление потоку внутри трубы снижается, а толщина стенки в воздуховыпускных отверстиях 22 увеличивается, следовательно, колебание направления струи воздуха уменьшается.
Пример 5
Данный пример дополнительно ограничивается на основании примера 3, блок гибкой обдувочной решетки 2 представляет собой гофрированную трубу, на гофрированной трубе выполнены воздуховыпускные отверстия 22, выходящие на сторону обрабатываемого стекла, и отверстия для подачи воздуха, сообщающиеся с магистральными воздуховодами 1. Ссылаясь на фиг.7, воздуховыпускные отверстия 22 расположены на волнообразных складках с наибольшим наружным диаметром гофрированной трубы. Структура для направления и стабилизации выпускного потока воздуха представляет собой отдельное воздушное сопло 24, сообщающееся с каждым воздуховыпускным отверстием 22, а отдельное воздушное сопло 24 представляет собой трубчатую конструкцию, которая с одного конца стыкуется с воздуховыпускным отверстием 22, а с другого конца выходит на обрабатываемое стекло. Ссылаясь на фиг. 8, на каждой волнообразной складке выполнено по 2–4 воздуховыпускных отверстия 22, выходящего на сторону обрабатываемого стекла.
Отдельное воздушное сопло 24 изготовлено из материала, менее склонного к деформации. Когда блок гибкой обдувочной решетки 2 деформируется под действием механизма изгибания, внутренний диаметр отдельного воздушного сопла 24 не подвергают деформации, поэтому при впрыске поток воздуха станет более стабильным и направленным.
Пример 6
Данный пример дополнительно ограничивается на основании примера 3, и является параллельным примером примеру 5, блок гибкой обдувочной решетки 2 представляет собой гофрированную трубу, на гофрированной трубе выполнены воздуховыпускные отверстия 22, выходящие на сторону обрабатываемого стекла, и отверстия для подачи воздуха, сообщающиеся с магистральными воздуховодами 1. Воздуховыпускные отверстия 22 расположены на волнообразных складках с наибольшим наружным диаметром гофрированной трубы. Ссылаясь на фиг. 10, количество воздуховыпускных отверстий 22 составляет два или больше, структура для направления и стабилизации выпускного потока воздуха представляет собой крепежный элемент 25, установленный на наружной стенке волнообразных складок гофрированной трубы и покрывающий воздуховыпускные отверстия, ссылаясь на фиг. 9, на крепежном элементе 25 выполнены отверстия для обдува 251, соответствующие местоположениям воздуховыпускных отверстий 22, при этом отверстия для обдува 251 сообщаются с воздуховыпускными отверстиями 22.
Крепежный элемент 25 изготовлен из материала, менее склонного к деформации. Когда блок гибкой обдувочной решетки 2 деформируется под действием механизма изгибания, диаметр отверстия для обдува 251 на крепежном элементе 25 не подвергают деформации; на крепежном элементе 25 выполнено множество отверстий для обдува 251, поэтому при впрыске воздуха все отверстия для обдува 251 на одном крепежном элементе 25 относительно фиксированы, а поток воздуха станет более стабильным и направленным.
Воздуховыпускные отверстия выполнены путем заклепки. Диаметр воздуховыпускного отверстия: 2–10 мм.
Пример 7
Настоящее изобретение предоставляет оборудование для закалки гнутого стекла со стыковочным устройством, включающее в себя вспомогательное стыковочное устройство для забора воздуха. Вспомогательное стыковочное устройство 3 предназначено для стыковки магистрального воздуховода 1 с блоком гибкой обдувочной решетки 2, вспомогательное стыковочное устройство 3 включает в себя вход воздуха 4, выход воздуха 5 и канал, соединяющий вход воздуха с выходом воздуха, на входе воздуха 4 предусмотрено фиксирующее удлинение, стыкующееся с отверстием для подачи воздуха 11 на магистральном воздуховоде 1, на выходе воздуха 5 предусмотрен стыковочный конец 51 для осуществления стыковки с воздухозаборником 21 блока гибкой обдувочной решетки 2, вспомогательное стыковочное устройство 3 представляет собой гибкое вспомогательное стыковочное устройство. Магистральные воздуховоды 1 и блоки гибкой обдувочной решетки 2 расположены перпендикулярно друг другу, ссылаясь на фиг. 1, вспомогательное стыковочное устройство 3 представляет собой соединение между ними, ссылаясь на фиг. 11 и фиг. 12.
Что касается блока гибкой обдувочной решетки 2 с неравномерно изогнутой внешней поверхностью, его стыковое соединение может полностью совпадать с внешним контуром блока гибкой обдувочной решетки 2; когда блок гибкой обдувочной решетки 2 изгибается под действием механизма изгибания, кривизна внешней поверхности изменяется, следовательно, стыковое соединение может стать неравномерно изогнутым без утечки воздуха. О механизмах изгибания здесь ссылаются на механизм формования изгибанием стекла в CN201220306623.8.
Ссылаясь на фиг. 11, в процессе обработки гнутого стекла, поток воздуха, выйдя из магистрального воздуховода 1 через отверстие для подачи воздуха 11, проходит через вспомогательное стыковочное устройство 3, поступает в блок гибкой обдувочной решетки 2 через воздухозаборник 21, далее обдувает закаляемое гнутое стекло через блок гибкой обдувочной решетки 2.
Пример 8
Данный пример дополнительно ограничивается на основании примера 7. Оптимальным материалом для вспомогательного стыковочного устройства 3 является термостойкая резина. Благодаря использованию высокоэластичных полимерных материалов, таких как термостойкая резина, форма блока гибкой обдувочной решетки 2 может быть хорошо подогнана при изменении формы его внешней стенки.
Ссылаясь на фиг. 12, стыковочный конец 51 имеет уплотнительное удлинение, соответствующее контуру наружной стенки блока гибкой обдувочной решетки 2, что позволяет обеспечить лучшее уплотнительное соединение с блоком гибкой обдувочной решетки 2. Блок гибкой обдувочной решетки 2 представляет собой металлическую гофрированную трубу, стыковочный конец 51 соединяется с блоком гибкой обдувочной решетки 2 путем склеивания. Стыковочный конец 51 имеет кольцевой хомут для запирания металлической гофрированной трубы. Приведенный выше способ склеивания является лишь примером соединения, и для формирования альтернативного решения может быть использован любой способ соединения, который может прийти в голову специалисту в данной области.
Магистральный воздуховод 1 и вспомогательное стыковочное устройство 3 могут быть неподвижно соединены посредством клепки, склеивания, резьбового соединения и других способов, что здесь описываться не будет.
Блок гибкой обдувочной решетки 2 представляет собой металлическую гофрированную трубу. Наружная поверхность гибкой обдувочной решетки может выдерживать температуру не менее 150оС.
Пример 9
В данном примере предложен сравнительный пример, на фиг. 13 представлены закалочные пятна под полярископом, образованные на закаленном гнутом стекле с применением старых обдувочных коробок раздельного типа, а на фиг. 14 представлены закалочные пятна под полярископом, образованные на закаленном гнутом стекле с применением обдувочных решеток, указанных в настоящем изобретении. Закалочные пятна в предшествующем уровне техники хорошо видны в местах, соответствующих зазорам между обдувочными коробками.
На фиг. 15 представлена таблица с данными о сжимающем напряжении для четырех точек, расположенных в закалочных пятнах на двух гнутых стеклах на фиг. 13 и 14 соответственно. Поверхностное сжимающее напряжение в закалочных пятнах понижены; во время эксперимента сжимающее напряжение на поверхности стекла составляет в пределах 98–103 МПа, однако сжимающее напряжение в закалочных пятнах на 5–10 МПа ниже, чем в других местах. Данные этого эксперимента: когда поверхностное сжимающее напряжение в других местах составляет 100 МПа, наименьшее поверхностное сжимающее напряжение в полосчатых закалочных пятнах, возникших во время обработки с применением старой технологии, составляет 89,4 МПа; однако применение этой технологии позволяет избежать появления полосчатых закалочных пятен, на стекле имеются только спорадические рассеянные закалочные пятна, при этом перепад сжимающего напряжения в закалочных пятнах чрезвычайно мал, составляет в диапазоне 2 МПа и чрезвычайно близок к 1 МПа, что значительно повышает прочность стекла, делая качественный скачок.
Пример 10
Множество магистральных воздуховодов 1 расположено параллельно с интервалом между собой на горизонтальной плоскости в направлении, перпендикулярном направлению подачи стекла, при этом на магистральном воздуховоде 1 выполнено множество отверстий для подачи воздуха 11, отверстия для подачи воздуха 11 и воздухозаборники 21 соединены с помощью соединительных деталей, а два конца блока гибкой обдувочной решетки 2 в осевом направлении соединены с магистральными воздуховодами 1, установленными на левой и правой сторонах секции закалки соответственно. Упомянутые здесь левая и правая стороны указаны относительно направления движения стекла, то есть направление движения стекла – «вперед», направление, противоположное направлению движения стекла – «назад», левая сторона направления движения стекла – «левое», правая сторона направления движения стекла – «правое». Блок гибкой обдувочной решетки представляет собой цилиндрическую или призматическую обдувочную решетку.
Следует отметить, что вышеприведенные варианты осуществления используются только для описания технического решения настоящего изобретения, а не для его ограничения; несмотря на то, что настоящее изобретение было подробно описано в предыдущих вариантах осуществления, специалисты в данной области должны понимать, что они по-прежнему могут вносить изменения в технические решения, описанные в предыдущих вариантах осуществления, или эквивалентно заменять все или некоторые из технических характеристик; эти изменения или замены не приводят к отклонению сущности соответствующих технических решений от сущности и объема технических решений каждого из вариантов осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| ВОЗДУХООХЛАДИТЕЛЬНОЕ/ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ВОЗДУШНОГО ОХЛАЖДЕНИЯ/ЗАКАЛКИ | 2009 |
|
RU2511169C2 |
| УСТРОЙСТВО для ЗАКАЛКИ ГНУТОГО СТЕКЛА | 1970 |
|
SU286157A1 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| Установка для изготовления гнутого закаленного листового стекла | 1983 |
|
SU1122627A1 |
| Устройство для гнутья и закалки листового стекла | 1980 |
|
SU895935A1 |
| УСТАНОВКА ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2199496C2 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| Устройство для передвижения каретки со стеклом | 1982 |
|
SU1049442A1 |
| Установка для закалки гнутого стекла | 1977 |
|
SU655662A1 |



Группа изобретений относится к области закалки гнутого стекла на гибких роликах. Оборудование для закалки гнутого стекла включает в себя гибкую обдувочную решетку, состоящую из одного или множества блоков гибкой обдувочной решетки. Блок гибкой обдувочной решетки представляет собой сквозную изгибаемую трубчатую конструкцию. При этом в упомянутом блоке гибкой обдувочной решетки выполнено множество сообщающихся с его внутренним пространством воздуховыпускных отверстий и воздухозаборников, а упомянутые воздуховыпускные отверстия выходят на обрабатываемое стекло. Причем осевые концы упомянутого блока гибкой обдувочной решетки выполнены закрытыми. Техническим результатом является повышение эффективности ослабления закалочных пятен. 3 н. и 17 з.п. ф-лы, 15 ил.
1. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен, предназначенное для закалки гнутого стекла на гибких роликах, при этом упомянутое оборудование включает в себя гибкую обдувочную решетку, состоящую из одного или множества блоков гибкой обдувочной решетки, упомянутый блок гибкой обдувочной решетки представляет собой сквозную изгибаемую трубчатую конструкцию, при этом в упомянутом блоке гибкой обдувочной решетки выполнено множество сообщающихся с его внутренним пространством воздуховыпускных отверстий и воздухозаборников, а упомянутые воздуховыпускные отверстия выходят на обрабатываемое стекло, отличающееся тем, что осевые концы упомянутого блока гибкой обдувочной решетки выполнены закрытыми.
2. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по п. 1, отличающееся тем, что множество упомянутых блоков гибкой обдувочной решетки параллельно установлено между гибкими роликами рольганга, магистральные воздуховоды расположены на стороне гибкой обдувочной решетки, отдаленной от обрабатываемого стекла, проекции параллельно установленных упомянутых магистральных воздуховодов и множества упомянутых параллельно установленных блоков гибкой обдувочной решетки в вертикальном направлении образуют форму в виде чередующихся ячеек, упомянутые магистральные воздуховоды и упомянутые блоки гибкой обдувочной решетки сообщаются в местах пересечений в проекции через упомянутые воздухозаборники; механизмы изгибания, расположенные на двух концах параллельно установленных магистральных воздуховодов, выполнены с возможностью изгибания обрабатываемого стекла, при этом упомянутые гибкие обдувочные решетки выполнены с возможностью изгибания вместе с механизмами изгибания.
3. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по п. 2, отличающееся тем, что упомянутый блок гибкой обдувочной решетки представляет собой гофрированную трубу.
4. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по п. 1, отличающееся тем, что угол между параллельно установленными магистральными воздуховодами и множеством параллельно установленных блоков гибкой обдувочной решетки в вертикальной проекции составляет 90°.
5. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по п. 1, отличающееся тем, что множество упомянутых магистральных воздуховодов расположено параллельно с интервалом между собой на горизонтальной плоскости в направлении, перпендикулярном направлению подачи стекла, при этом на упомянутом магистральном воздуховоде выполнено множество отверстий для подачи воздуха, упомянутые отверстия для подачи воздуха и упомянутые воздухозаборники соединены с помощью соединительных деталей, а два конца упомянутого блока гибкой обдувочной решетки в осевом направлении соединены с магистральными воздуховодами, установленными на левой и правой сторонах секции закалки соответственно.
6. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по любому из пп. 1-5, отличающееся тем, что упомянутый блок гибкой обдувочной решетки представляет собой цилиндрическую или призматическую обдувочную решетку.
7. Оборудование для закалки гнутого стекла с механизмом выпуска воздуха, отличающееся тем, что включает в себя оборудование для закалки стекла по любому из пп. 1-6, а также механизм выпуска воздуха, упомянутый механизм выпуска воздуха включает в себя сглаживающую структуру потока, расположенную на внутренней стенке упомянутого блока гибкой обдувочной решетки, и/или структуру для направления и стабилизации выпускного потока воздуха, расположенную на наружной стенке упомянутого блока гибкой обдувочной решетки; упомянутая сглаживающая структура потока выполнена с возможностью снижения сопротивления потоку воздуха в упомянутом блоке гибкой обдувочной решетки, а упомянутая структура для направления и стабилизации выпускного потока воздуха выполнена с возможностью ограничения направления потока струи воздуха и, одновременно с этим, выравнивания скорости и расхода потока воздуха.
8. Оборудование для закалки гнутого стекла с механизмом выпуска воздуха по п. 7, отличающееся тем, что упомянутая сглаживающая структура потока представляет собой слой резинового композита, предназначенный для заполнения складчатой внутренней стенки упомянутой гофрированной трубы с получением гладкой внутренней стенки.
9. Оборудование для закалки гнутого стекла с механизмом выпуска воздуха по п. 8, отличающееся тем, что упомянутые воздуховыпускные отверстия расположены на волнообразных складках с наибольшим наружным диаметром гофрированной трубы.
10. Оборудование для закалки гнутого стекла с механизмом выпуска воздуха по п. 9, отличающееся тем, что упомянутая структура для направления и стабилизации выпускного потока воздуха представляет собой отдельное воздушное сопло, сообщающееся с каждым упомянутым воздуховыпускным отверстием, а упомянутое отдельное воздушное сопло представляет собой трубчатую конструкцию, которая с одного конца стыкуется с упомянутым воздуховыпускным отверстием, а с другого конца выходит на обрабатываемое стекло.
11 Оборудование для закалки гнутого стекла с механизмом выпуска воздуха по п. 9, отличающееся тем, что упомянутая структура для направления и стабилизации выпускного потока воздуха представляет собой крепежный элемент, установленный на наружной стенке волнообразных складок упомянутой гофрированной трубы и покрывающий упомянутые воздуховыпускные отверстия; на упомянутом крепежном элементе выполнены отверстия для обдува, соответствующие местоположениям упомянутых воздуховыпускных отверстий, упомянутые отверстия для обдува сообщаются с упомянутыми воздуховыпускными отверстиями.
12. Оборудование для закалки гнутого стекла с механизмом выпуска воздуха по п. 10 или 11, отличающееся тем, что количество упомянутых воздуховыпускных отверстий составляет два или больше.
13. Оборудование для закалки гнутого стекла со стыковочным устройством, отличающееся тем, что включает в себя оборудование для закалки стекла по любому из пп. 1-6 и/или оборудование для закалки с механизмом выхода воздуха по любому из пп. 7-12, а также вспомогательное стыковочное устройство для забора воздуха, упомянутое вспомогательное стыковочное устройство для забора воздуха предназначено для стыковки магистрального воздуховода с блоком обдувочной решетки, упомянутое вспомогательное стыковочное устройство для забора воздуха включает в себя вход воздуха, выход воздуха и канал, соединяющий упомянутый вход воздуха с упомянутым выходом воздуха, на упомянутом входе воздуха предусмотрен фиксирующий удлинитель, выполненный с возможностью стыковки с отверстием для подачи воздуха на магистральном воздуховоде, на упомянутом выходе воздуха предусмотрен стыковочный конец для осуществления стыковки с воздухозаборником блока гибкой обдувочной решетки.
14. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 13, отличающееся тем, что упомянутый стыковочный конец имеет уплотнительный наружный край, соответствующий контуру наружной стенки упомянутого блока гибкой обдувочной решетки.
15. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 13, отличающееся тем, что упомянутый блок гибкой обдувочной решетки представляет собой гофрированную трубу.
16. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 15, отличающееся тем, что упомянутый стыковочный конец и упомянутый блок гибкой обдувочной решетки соединены путем склеивания или клепки.
17. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 14, отличающееся тем, что упомянутый стыковочный конец имеет кольцевой хомут для запирания упомянутой гофрированной трубы.
18. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 13, отличающееся тем, что упомянутое вспомогательное стыковочное устройство представляет собой гибкое вспомогательное стыковочное устройство.
19. Оборудование для закалки гнутого стекла со стыковочным устройством по п. 18, отличающееся тем, что упомянутое гибкое вспомогательное стыковочное устройство изготовлено из термостойкой резины.
20. Оборудование для закалки гнутого стекла с возможностью ослабления закалочных пятен по п. 1, отличающееся тем, что упомянутые воздухозаборники сообщаются с выходами воздуха на каждом магистральном воздуховоде соответственно.
| CN 101980980 A, 23.02.2011 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ЗАКАЛКИ ФОРМОВАННЫХ ЛИСТОВ СТЕКЛА | 2007 |
|
RU2448915C2 |
| JP 2000281369 A, 10.10.2000 | |||
| US 4711655 A, 08.12.1987 | |||
| Устройство для изготовления застегивающихся булавок | 1959 |
|
SU128842A1 |
| WO 2011122680 А1, 06.10.2011 | |||
| US 2002189290 A1, 19.12.2002. | |||

