Изобретение относится к металлообрабатывающему стержневому инструменту с коническим хвостовиком.
Известно устройство для крепления стержневого инструмента в шпинделе станка, в револьверной головке, в гнезде инструментального магазина, содержащем конический хвостовик, помещаемый в коническое гнездо (см. ГОСТ Р 50161 - 92; ГОСТ 15945 - 82; ГОСТ 19860 - 93).
Недостатком такой конструкции является то, что при выполнении конического хвостовика с углом, соответствующим нижней границе допуска на угловой размер, а конического гнезда - с углом, соответствующим верхней границе допуска на угловой размер, площадь контакта конических поверхностей хвостовика и гнезда недостаточна для обеспечения необходимой радиальной жесткости. Это может привести к поломке стержневого режущего инструмента и браку при изготовлении деталей (фиг.1).
Известно устройство соединения модулей, один из которых имеет хвостовик с подвижной подпружиненной конической разрезной втулкой, насаженной на цилиндрическую цапфу. Другой модуль имеет внутренний конус и эксцентриковый механизм, с помощью которого через поджатые пружины разрезной втулки выбираются зазоры и обеспечивается необходимое сопряжение конических поверхностей модулей (см. патент РФ №2042476, МКИ6 В23В 29/02, опубл. 27.08.1995).
Недостатком устройства является наличие разрезной конической втулки, изготовление которой связано с большим количеством допусков на ее размеры, что в свою очередь ведет к неравномерному обжатию наружной и внутренней конических поверхностей модулей. А это ведет к переменной радиальной жесткости конического сопряжения, что может быть причиной поломки инструмента и брака при изготовлении деталей.
Известно устройство для крепления осевого инструмента в шпинделе станка, содержащее корпус и стакан с датчиком в виде источника электрической энергии, связанным с нагревательным элементом, расположенным на наружной поверхности стакана. Средство для предохранения инструмента от перегрузок выполнено в виде легкоплавкого вещества с фиксированной температурой плавления. При расплавлении легкоплавкого сплава в стакан устанавливается осевой инструмент. Остывание легкоплавкого сплава ведет к фиксации осевого инструмента в стакане, (см. патент РФ №2009789, МКИ5 В23С 5/26, В23В 47/24, опубл. 30.03.1994 в БИ №14).
Недостатком устройства является наличие нагрева легкоплавкого сплава, который обуславливает температурные деформации, приводящие к осевому смещению инструмента, что может быть причиной его поломки и брака при изготовлении деталей.
Наиболее близким по своей технической сущности к предлагаемому изобретению является конический хвостовик инструмента, имеющий конический поясок по большому диаметру и конический поясок по малому диаметру, причем ближайший к точке приложения зажимной силы поясок занижен по диаметру относительно конического гнезда шпинделя (а.с. №403514 SU, опубл. 23.10.1973 г. в Бюл. №43).
Недостатком известного устройства является то, что конический хвостовик соприкасается с конической поверхностью гнезда (отверстия) шпинделя только по поверхности поясков, которые в свою очередь являются неоднородными. В таком случае при сопряжении наружной конической поверхности поясков с внутренней конической поверхностью гнезда (отверстия) шпинделя контактная жесткость уменьшается. В таком случае могут иметь место поломки стержневого инструмента и брак обрабатываемой детали.
В основу изобретения поставлена задача - обеспечение высокоточной металлообработки стержневым инструментом за счет увеличения контактной жесткости конического сопряжения.
Поставленная цель достигается тем, что стержневой инструмент с коническим хвостовиком, содержащим поверхность с переменной жесткостью, имеет на конической поверхности хвостовика переменный уровень шероховатости, при этом высший уровень шероховатости расположен на конической поверхности, прилегающей к наименьшему диаметру хвостовика стержневого инструмента, а наименьший уровень шероховатости конической поверхности расположен на конической поверхности, прилегающей к наибольшему диаметру хвостовика.
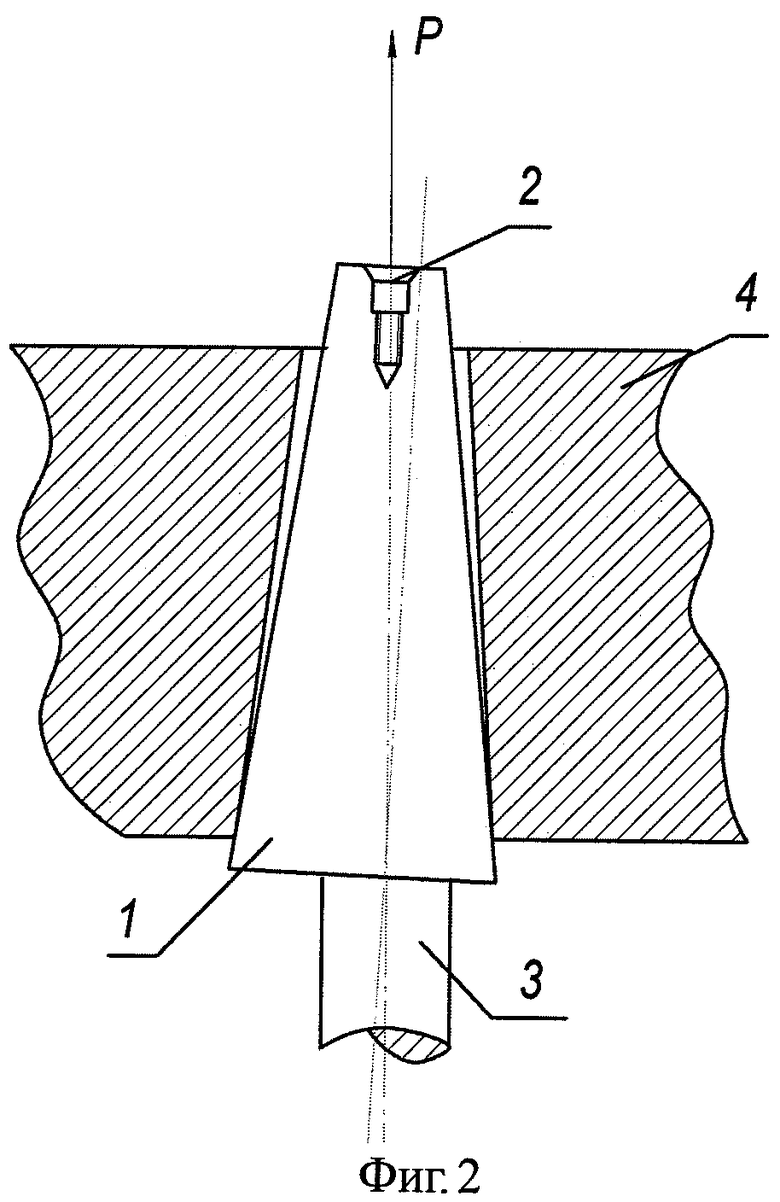
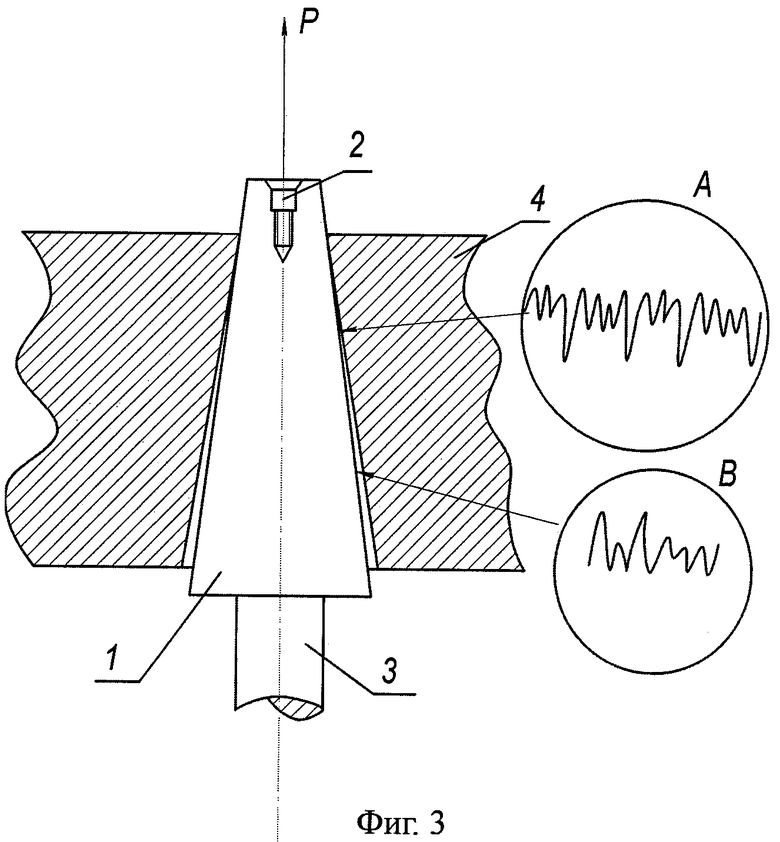
На фиг.1 показано сопряжение наружной конической поверхности хвостовика инструмента и внутренней конической поверхности шпинделя или модуля, когда величина угла наружной конической поверхности соответствует нижней границе допуска на угол, величина угла внутренней конической поверхности соответствует верхней границе допуска на угол. На фиг.2 показано сопряжение наружной конической поверхности хвостовика инструмента и внутренней конической поверхности шпинделя или модуля, когда величина угла наружной конической поверхности соответствует верхней границе допуска на угол, а величина угла внутренней конической поверхности соответствует нижней границе допуска на угол. На фиг.3 показан характер шероховатости на различных участках поверхности конического хвостовика стержневого инструмента: участок А имеет шероховатость, сформированную предварительно резцом, а затем обработан шлифовальным кругом; участок В имеет шероховатость без рисок от предварительной его обработки резцом.
Поставленная цель достигается тем, что стержневой инструмент с коническим хвостовиком, содержащим поверхность с переменной жесткостью, имеет на конической поверхности хвостовика переменный уровень шероховатости, при этом высший уровень шероховатости расположен на конической поверхности, прилегающей к наименьшему диаметру хвостовика стержневого инструмента, а наименьший уровень шероховатости конической поверхности расположен на конической поверхности, прилегающей к наибольшему диаметру хвостовика.
Устройство состоит из конического хвостовика 1, резьбового узла 2 для крепления тяги (на фиг.1-3 не показана), стержневой части 3 с режущими кромками (на фиг.1-3 не показаны) и внутреннего конуса 4 модуля или шпинделя (на фиг.1-3 не показаны).
При этом резьбовой узел 2 для крепления тяги выполнен в коническом хвостовике 1 со стороны меньшего его диаметра. Стержневая часть 3 выполнена как единое целое с коническим хвостовиком 1 со стороны его большего диаметра. Кроме того, конический хвостовик 1, резьбовой узел 2, стержневая часть 3 соосны. У конического хвостовика 1 уровень шероховатости понижается от его большего диаметра к меньшему.
Устройство работает следующим образом. Стержневой инструмент коническим хвостовиком 1 устанавливается во внутренний конус 4, затем через резьбовой узел 2 стержневой хвостовик с необходимым усилием Р (фиг.1-2) втягивается во внутренний конус 4. При этом высокоточная обработка стержневым инструментом возможна в том случае, если сопрягаемые конические поверхности конического хвостовика 1 инструмента и внутренней конической поверхности 4 модуля или шпинделя (на фиг.1-3 не показаны) выполнены с одинаковой точностью. В этом случае площадь контакта, а стало быть, и контактная жесткость сопряжения наибольшие.
Если конус хвостовика стержневого инструмента имеет угол, соответствующий нижней границе допуска на угол, а внутренний конус, например, модуля имеет величину угла, соответствующую верхней границе допуска на угол, то в этом случае в области, ближайшей к вершинам углов, имеет место зона контакта (фиг.1), которая совместно с тягой инструмента (на фиг.1-3 не показана) обеспечивает соосность стержневого инструмента с осью вращения шпинделя или с осью симметрии внутренней конической поверхностью модуля.
В противном случае (фиг.2) мы имеем вариант, когда зона контакта формируется в окрестностях начала конического хвостовика 1 (наибольшего диаметра конической части) и начала сопрягаемой внутренней конической поверхности. Тяга инструмента (на фиг.1-3 не показана) не позволяет обеспечивать соосность сопрягаемых конических поверхностей. По этой причине стержневой инструмент не будет иметь достаточную радиальную жесткость, это приведет к поломке стержневого инструмента и к браку при изготовлении детали.
Переменная жесткость вдоль направляющей конического хвостовика 1 стержневого инструмента может обеспечиваться несколькими технологическими мероприятиями.
Во-первых, коническая поверхность хвостовика 1 может быть предварительно перед финишем обработана с переменной шероховатость. Например, конус может быть проточен вдоль оси с переменной подачей и коническая поверхность, сформированная резцом, имеет угол, несколько больший, чем указан на чертеже или чем требует того ГОСТ. В этом случае при шлифовании конической поверхности хвостовика на финишной операции на обработанной конической поверхности в районе, где конический хвостовик 1 имеет наименьший диаметр, останутся риски от предыдущей токарной обработки. Таким образом, будет обеспечена переменная контактная жесткость вдоль конической поверхности хвостовика. При этом наименьшая контактная жесткость будет иметь место там, где имеют место риски, т.е. уровень шероховатости будет более высокого уровня.
Во-вторых, коническая поверхность хвостовика 1 может быть термообработана неравномерно. Та часть конического хвостовика 1, которая имеет больший диаметр, может быть термообработана, например, токами высокой частоты, а другая часть хвостовика 1 термообработке не подлежит.В этом случае при шлифовании конической поверхности хвостовика 1 стержневого инструмента на той части конической поверхности, которая предварительно не была термообработана, будет иметь место шероховатость более высокого уровня, чем на термообработанных участках. В результате различного уровня шероховатости конической поверхности вдоль ее оси симметрии имеет место переменная контактная жесткость поверхности конического хвостовика. Наименьшая контактная жесткость имеет место в том районе конической поверхности, где имеет место наименьший диаметр конуса.
В-третьих, на конической поверхности хвостовика 1 может быть нанесен накатыванием микрорельеф (Шнейдер Ю.Г. Эксплуатационные свойства деталей с регулярным микрорельефом. - Л.: Машиностроение: - 1982, с.215). Та часть конического хвостовика 1, которая имеет больший диаметр, может быть не упрочнена накатыванием или может быть упрочнена таким образом, что сформированный в результате упрочнения пластически деформированный валик конической поверхности хвостовика 1 будет иметь наименьшую высоту. Другая часть хвостовика 1, имеющая меньший диаметр, может быть обработана накатывание таким образом, что сформированный в результате упрочнения пластически деформированный валик конической поверхности хвостовика 1 будет иметь наибольшую высоту. В результате различного уровня шероховатости конической поверхности вдоль оси симметрии хвостовика 1, обусловленной различной высотой пластически деформированного валика металла, имеет место переменная контактная жесткость поверхности конического хвостовика 1. Наименьшая контактная жесткость имеет место в том районе конической поверхности, где имеет место наименьший диаметр конуса, т.е. там, где валик пластически деформированного металла имеет наибольшую высоту.
В-четвертых, конический хвостовик 1 может быть выполнен составным, т.е. из разных металлов. Плоскость контакта двух частей хвостовика из разных металлов должна быть перпендикулярна оси симметрии конической поверхности. При этом предпочтительно, чтобы две части хвостовика 1 не сваривались, например, холодной сваркой, а склеивались. Холодная сварка может привести к возникновению в поверхностном слое зоны сварки остаточных напряжений, которые со временем перераспределяются в объеме конического хвостовика 1. Перераспределение остаточных напряжений приведет к упругим деформациям конического хвостовика, что в итоге обуславливает неравномерную радиальную жесткость при сопряжении конических поверхностей хвостовика 1 инструмента и внутренней поверхности, например, шпинделя станка. При шлифовании конической поверхности хвостовика, выполненного из двух различных металлов, на поверхности различных металлов будет сформирована различного уровня шероховатость. Таким образом, будет получена различная контактная жесткость конической поверхности хвостовика 1 вдоль ее оси симметрии. В этом случае пара металлов может быть следующая. Та часть конического хвостовика 1, которая имеет больший диаметр, может быть выполнена из стали 40Х, а другая часть может быть выполнена из бронзы, например, O5Ц5С5. При этом длины двух составляющих конического хвостовика 1 должны быть одинаковыми.
При испытаниях заявляемых конических хвостовиков, составляющие из разных металлов имели одну и ту же длину.
Шлифование с различными подачами вдоль длины конического хвостовика 1, выполненного из одного материала, не привело к желаемой переменной контактной жесткости конической поверхности.
Резьбовой узел 2 для крепления тяги (на фиг.1-3 не показана) может иметь другую конструкцию, например натяжное устройство, использующее сухарь, специальный винт с головкой, в виде клина (Маслов А.Р. Приспособления для металлообрабатывающего инструмента. - М.: Машиностроение, 2002 - с.180).
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструментальная оправка | 1974 |
|
SU544520A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2555292C1 |
| Наборный инструмент | 1991 |
|
SU1775230A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| УСТРОЙСТВО ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393039C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЫПОЛНЕНИЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ | 1997 |
|
RU2196373C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ И ИГЛОФРЕЗЕРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 2008 |
|
RU2393040C1 |
| ИНТЕРФЕЙС МЕЖДУ ЦАНГОВЫМ ПАТРОНОМ И АДАПТЕРОМ ДЛЯ ИНСТРУМЕНТА | 2018 |
|
RU2765029C2 |
| ДЕМПФИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СИСТЕМЫ КРЕПЛЕНИЯ ИНСТРУМЕНТА | 2014 |
|
RU2688803C2 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
Стержневой инструмент с коническим хвостовиком, содержащим поверхность с переменной жесткостью. Для повышения точности обработки за счет повышения контактной жесткости конического сопряжения конический хвостовик выполнен с микрорельефом, имеющим переменный уровень шероховатости, при этом высший уровень шероховатости расположен на конической поверхности, прилегающей к наименьшему диаметру хвостовика стержневого инструмента, а наименьший уровень шероховатости конической поверхности расположен на конической поверхности, прилегающей к наибольшему диаметру хвостовика. 3 ил.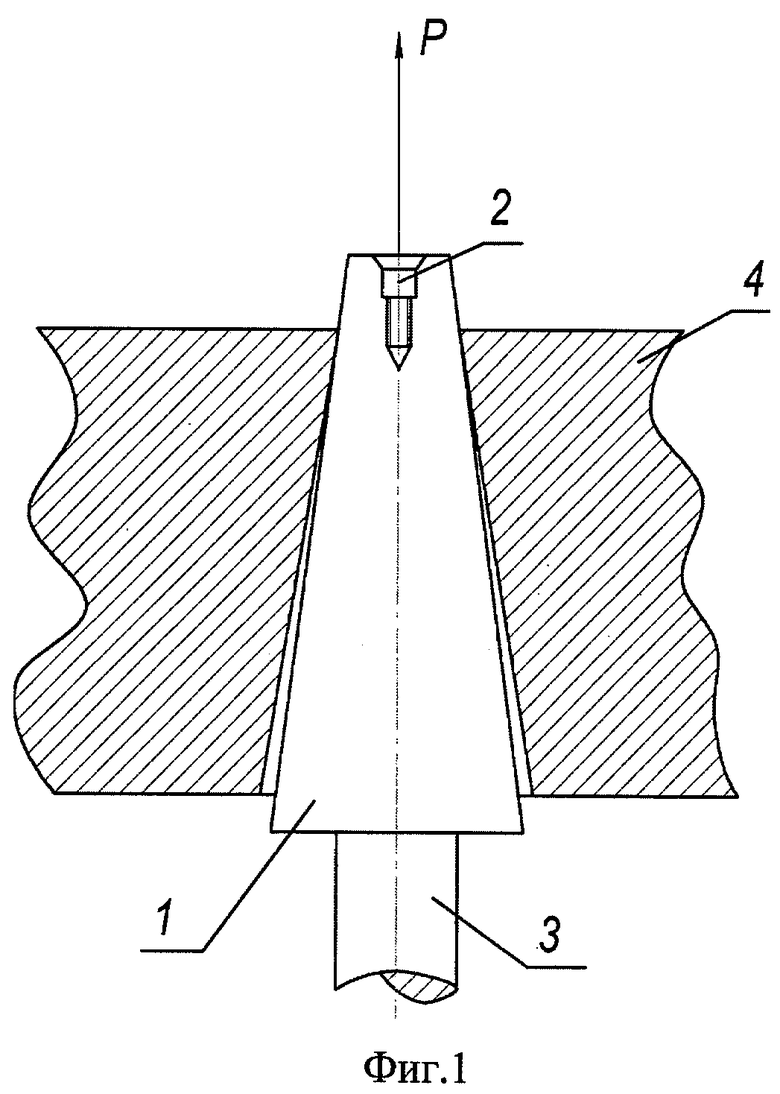
Стержневой инструмент с коническим хвостовиком, содержащим поверхность с переменной жесткостью, отличающийся тем, что конический хвостовик выполнен с микрорельефом, имеющим переменный уровень шероховатости, при этом высший уровень шероховатости расположен на конической поверхности, прилегающей к наименьшему диаметру хвостовика стержневого инструмента, а наименьший уровень шероховатости конической поверхности расположен на конической поверхности, прилегающей к наибольшему диаметру хвостовика.
| 0 |
|
SU403514A1 | |
| Способ крепления хвостовых фрез и других подобных инструментов, устанавливаемых в конусе борштанги, например, горизонтально-расточного станка | 1959 |
|
SU121327A1 |
| Патрон | 1983 |
|
SU1155376A1 |
| US 5352073 А, 04.10.1994 | |||
| ШНЕЙДЕР Ю.Г | |||
| Эксплуатационные свойства деталей с регулярным микрорельефом | |||
| - Л.: Машиностроение, 1982, с.215, 229. | |||

