Изобретение относится к области машиностроения и может быть использовано в турбомашиностроении при восстановительном ремонте наплавкой или сваркой и модернизации рабочих и направляющих лопаток паровых турбин, газоперекачивающих установок и компрессоров газотурбинных двигателей.
Лопатки компрессора газотурбинного двигателя (ГТД) и газотурбинной установки (ГТУ), а также паровых турбин в процессе эксплуатации, подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Кроме того, торец пера лопатки подвергается сильному износу из-за контакта с сопрягаемой деталью. Для уменьшения протекания газа в радиальный зазор между корпусом двигателя или установки и торцевыми поверхностями лопаток радиальный зазор должен быть минимальным. В процессе эксплуатации радиальный зазор увеличивается в результате износа торца лопаток. Возникающий в процессе эксплуатации износ лопаток требует проведения либо их преждевременной замены, либо их восстановительного ремонта.
В то же время, повышение кпд турбомашин связано, в частности с обеспечением качественного уплотнения между областями высокого и низкого давления. Тракт для пара в паровой турбине включает последовательно расположенные: входной канал для пара, турбину и выходной канал для пара. Газовая турбина также имеет тракт для газа, который включает последовательно расположенные воздухозаборник, компрессор, камеру сгорания, турбину и выходной канал для газа. Наличие утечки газа или пара из области высокого давления в область низкого давления является крайне нежелательным явлением, снижающим эффективность работы турбины и приводящим к увеличению расходов топлива.
В этой связи, проведение при восстановительном ремонте модернизации лопаток, позволяющей создать специальное уплотнение на торце пера лопатки, является весьма актуальной задачей.
При длительной эксплуатации в поверхностном слое материала лопаток образуются различного рода дефекты и, кроме структурных изменений, - происходит ухудшение физико-механических свойств материала. Поэтому при дальнейшей эксплуатации таких лопаток начинается ускоренный процесс разрушения (возникновение трещин, дефектов основы и др.), который далее приводит к сильному повреждению или разрушению лопатки.
В некоторых случаях лопатки, имеющие сильные повреждения восстанавливают сварочными методами с последующей механообработкой. Однако, учитывая сложность процесса ремонта деталей наплавкой (например, наплавкой материала сварочными методом с последующей механообработкой [А.С. СССР №1680459, В23K 9/04, 1989; №1776511, В23K 9/04, 1990], требующим индивидуального подхода к каждой лопатке, более целесообразным является использование методов восстановления материалов лопаток, осуществляемых еще до начала процессов интенсивного разрушения детали.
Известен способ восстановления пера лопаток методом холодного вальцевания, по которому лопатка восстанавливается путем удлинения пера при вальцевании за счет использования допуска по толщине лопатки [Новые технологические процессы и надежность ГТД. Бюллетень, М. ЦИАМ, 1981, № 1 (25), с.15-16]. Метод холодного вальцевания имеет ограничения по максимальному плюсовому допуску по толщине, а вальцевание с минусовым допуском по толщине лопатки исключено.
Известен способ восстановления эксплуатационных свойств лопаток из легированной стали [Гонсеровский Ф.Г. Упрочнение и ремонт стальных паротурбинных лопаток после эрозионного износа // Электрические станции. - 1988. - №8. - С.38], включающий механическое удаление изношенной кромки, наплавку восстанавливаемого участка, механическую обработку лопатки, а также способ восстановления эксплуатационных свойств рабочих лопаток [Технология ремонта рабочих лопаток паровых турбин / Хромченко Ф.А., Лаппа В.А., Федина И.В. и др. // Тяжелое машиностроение. - 1999. - №8. - С.17. Попов В.А. Восстановление оборудования ТЭС наплавкой и напылением. - Тверь: Центр подготовки персонала ООО Тверьэнерго, 2000. С.241-243], включающий снятие лопаток с ротора, удаление защитных накладок, механическое удаление поврежденного участка кромки, многослойную наплавку восстанавливаемого участка кромки, печную термическую обработку, механическую обработку лопатки и приварку стеллитовых защитных пластин, а также способ восстановления длины пера лопаток газотурбинных двигателей, при котором осуществляют наплавку по торцу переменного профиля лопатки (А.С. СССР №1734977, МПК В23Р 6/00, Способ восстановления длины пера лопаток компрессора. Опубл. Бюл. №19, 1992). Лопатку устанавливают вертикально в медных формирующих губках, на входной и выходной кромках формируют капли, а затем осуществляют наплавку торца, обеспечивая сплавление сформированных капель с наплавляемым валиком.
Недостатком известного способа являются невысокие функциональные возможности, не позволяющие создать на торце лопатки высокоэффективное уплотнение.
Для герметизации областей между ротором и охватывающим корпусом в газовых и паровых турбинах известно применение круговых щеточных уплотнений (например, Заявка Германии, №3802653, кл. F16J 15/16, 1989 г.). Известные щеточные уплотнения газовой и паровой турбины выполнены из сегментов щеточного уплотнения, установленных по периферии. Каждый такой сегмент включает гибкую щетину из металлической проволоки, прикрепленную к держателю металлической щетины, который имеет форму кругового сегмента круглого кольца. Держатель щетины имеет жесткий радиус и жесткую длину по периферии, соответствующие радиусу и длине по периферии канавки на поверхности кругового сегмента корпуса, в который вводится держатель щетины с прикрепленной щетиной. Держатель щетины может включать опорную плиту, расположенную между щетиной и стороной низкого давления уплотнения при свободных концах щетины, выступающих по радиусу внутрь за внутренний по радиусу конец опорной плиты.
Известно щеточное уплотнение зазора между статором и ротором, содержащее установленный в одной из деталей узел, выполненный в виде закрепленных в корпусе пучков проволоки из разных материалов [А.С. СССР №1665136, МПК F16J 15/16, опубл. 1991]. Такое уплотнение неэффективно из-за больших зазоров между пучками проволоки.
Известно также щеточное уплотнение зазора между статором и ротором, содержащее установленный в одной из деталей узел, выполненный в виде гибких уплотняющих элементов, размещенных между пластинами, и на части поверхности жестко связанных с последними [Патент РФ №2206807, МПК F16J 15/447, опубл. 20.06.2003].
Для обеспечения требуемой герметичности разделяемых газовых или паровых полостей необходимо иметь определенное количество плотно уложенных гибких уплотняющих элементов, например проволок в зазоре уплотняемой пары. Увеличение количества гибких уплотняющих элементов приводит, с одной стороны, к повышению герметичности уплотнения. А с другой - к увеличению жесткости пакета, к повышенным контактным давлениям в области уплотнения зазора и интенсивному износу сопрягаемых поверхностей. Кроме того, гибкие элементы, выполненные из отдельных проволочек, стержней или пластин, не позволяют длительное время сохранять свое первоначальное упорядоченное расположение в уплотнении из-за действия высоких контактных напряжений. Поэтому и ресурс работы, и уплотняющие свойства этого устройства недостаточно высоки. Следовательно, существует потребность в создании более эффективного щеточного уплотнения для турбомашин.
Известен способ изготовления щеточного уплотнения, включающий намотку материала для щетины на оправку в виде двух, наружного и внутреннего, концентричных колец, соединенных друг с другом с образованием кольцевого зазора при помощи крепежных элементов, расположенных в зазоре между кольцами, размещение на наружном кольце внутренних и наружных кольцевых накладок на боковых поверхностях намотанного материала у нерабочего торца, фиксацию намотанного материала путем приложения усилия сжатия на накладки с последующей сваркой или пайки двух пар боковых пластин, резку материала для щетины в зазоре и отделение уплотнения от оправки [Патент США №4934759, кл. В25В 1/29, опубл. 1990].
Известен также способ изготовления щеточного уплотнения, включающий намотку материала щетины на оправку из двух элементов, расположенных с образованием между ними зазора и соединенных друг с другом крепежными элементами, расположенными в зазоре между элементами оправки, размещение накладок на одном из элементов оправки, фиксацию намотанного материала с накладками и резку материала щетины в зазоре, причем резку материала щетины осуществляют поочередно с разных сторон оправки, после резки отсоединяют элементы оправки друг от друга и один элемент оправки, соединенный с накладками, используют в качестве элемента щеточного уплотнения [Патент РФ №2289742, МПК F16J 15/16, опубл. 2006].
Однако известные способы применительно для создания уплотнений на торце пера лопатки или малопригодны, или не могут быть применены.
Известен также способ изготовления щеточного уплотнения, заключающийся в электрохимическом формировании множества уплотняющих элементов на поверхности плоской заготовки вставки при помощи электрода-инструмента в форме сетки с отверстиями заданных размеров [Зайцев А.Н., Агафонов И.Л., Амирханова Н.А. и др. Прецизионная электрохимическая обработка импульсным током/ Под ред. д-ра техн. наук, проф. А.Н.Зайцева. Уфа: Гилем, 2003. - 196 с., С.159].
Известный способ не обеспечивает получение уплотняющих элементов в виде щетины с изменяющейся по высоте площадью сечения, что снижает эксплуатационные свойства уплотнения и, кроме того, обладает узкими функциональными возможностями, как по указанной выше причине, так и за счет использование только одного метода обработки. Другим недостатком известного способа является его низкая производительность.
Наиболее близким по технической сущности является способ восстановления пера лопатки турбомашины, включающий механическую обработку торца лопатки с удалением дефектов, наплавку присадочного материала на торец лопатки и механическую обработку с обеспечением требуемых размеров (Патент РФ №2177863, МПК В23Р 6/00, опубл. 10.01.2002 г.)
Однако известный способ имеет низкие функциональные возможности и не обеспечивает при восстановительном ремонте более эффективного и надежного уплотнения для турбомашин с повышенным ресурсом работы.
Техническим результатом заявляемого изобретения является расширение функциональных возможностей и производительности способа и обеспечение при восстановительном ремонте более эффективного и надежного щеточного уплотнения для турбомашин с повышенным ресурсом работы.
Технический результат достигается тем, что в способе восстановления пера лопатки турбомашины, включающий механическую обработку торца лопатки с удалением дефектов, наплавку присадочного материала на торец лопатки и механическую обработку с обеспечением требуемых размеров, в отличие от прототипа, после механической обработки торца пера лопатки торец подвергают электроэрозионной или электроэрозионной и электрохимической обработке электродом-инструментом, обеспечивающим формирование на торце щеточного уплотнения в виде пластин и/или щетин с заданной высотой, сечением и углом наклона α к продольной оси лопатки в сторону, противоположную движению лопатки.
Технический результат достигается также тем, что в способе восстановления торца пера лопатки турбомашины используется электрод-инструмент, формирующий щетины размерами: длина щетины от 1 мм до 20 мм, толщина - от 0,1 мм до 1,5 мм, при величинах зазоров между щетинами от 0,5 мкм до 300 мкм, при угле α=15° до 80° с наклоном щетин в сторону, противоположную движению лопатки.
Технический результат достигается также тем, что в способе восстановления торца пера лопатки турбомашины используются следующие его варианты: электрохимическую обработку проводят в водном растворе однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4 до 8%, с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода, фазы и напряжения импульсов, при частоте вибрации электрода-инструмента 10-100 Гц и подачей миллисекундных импульсов длительностью 0,4-1,4 мс или групп микросекундных импульсов длительностью 0,5-2,5 мс с длительностью импульсов в группе 20-80 мкс; пластинчатый электрод-инструмент выполняют из латуни, бронзы или меди толщиной 0,1-0,5 мм; на сталях мартенситного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 10-11 В и по мере углубления электрода-инструмента в заготовку уменьшают это напряжение пропорционально глубине обработки на 3…7%, а для получения выступов с наклонными стенками уменьшают его на 10…20%; на сталях и сплавах аустенитного класса обработку начинают при напряжении в фазе наибольшего сближения электродов 8-9 В и по мере углубления электрода-инструмента в заготовку увеличивают это напряжение пропорционально глубине обработки на 2…5%, а для получения выступов с наклонными стенками увеличивают его на 7…12%; для формирования щетин, расположенных под острым углом к поверхности торца пера, в электроде-инструменте образуют отверстия, форма которых эквидистантна заданной форме щетин на величину межэлектродного зазора и затем увеличена в направлении наклона щетин пропорционально значению косеканса этого угла, а в процессе собственно электрохимической обработки электрод-инструмент подают под указанным углом к обрабатываемой поверхности заготовки вставки; электрохимическое формирование щетин проводят одновременно на нескольких лопатках, несколькими электродами-инструментами, причем коммутацию тока на каждый следующий электрод-инструмент осуществляют после завершения подачи импульса на один из них, а количество используемых электродов-инструментов не превышает значения скважности подачи импульсов при электрохимической обработке; на торце пера лопатки формируют наплавленный слой толщиной, превышающей глубину электрохимической обработки; электроэрозионную обработку проводят в керосине или спирте или в маловязком масле или в их смеси, с использованием электрода-инструмента, имеющего группу отверстий заданной формы, с длительностью импульса в диапазоне от 0,1 до 10-7 с и частотой от 4 кГц до 0,9 МГц, плотности тока от 0, 01 до 0,07 А/ мм2; электрод-инструмент lkz для электроэрозионной обработки выполняют из одного из следующих материалов: латуни, бронзы, меди, вольфрама или молибдена; в процессе электроэрозионной обработки производят ультразвуковое воздействие на рабочую среду; ультразвуковые колебания возбуждаются пьезоэлектрическими преобразователями; возбуждают ультразвуковые колебания различных частот, с девиацией частоты, при этом диапазон изменения частоты выбирают исходя из возможности получения максимального значения амплитуды колебаний каждого пьезоэлектрического преобразователя.
Технический результат достигается также тем, что в способе восстановления торца пера лопатки турбомашины после электроэрозионной или электрохимической обработки производят ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2, а после ионной имплантации производят постимплантационный отпуск, а в качестве материала покрытия используют нитриды Me-N, карбиды Ме-С и карбонитриды Me-NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMе=0,20…10 мкм, δMe-N=δMе-C=δMe-NC=0,10…6 мкм, где δMе - толщина слоя металла, δMе-N (δMе-C, δMe-NC) - толщина слоя нитрида (карбида, карбонитрида) металла.
Технический результат достигается также тем, что в способе восстановления торца пера лопатки турбомашины, нанесение покрытия осуществляют вакуумными ионно-плазменными методами и/или электроннолучевым испарением и конденсацией в вакууме.
На чертеже показан эскиз восстановленной лопатки с щеточным уплотненим на торце пера, изготовленным при восстановительном ремонте по предлагаемому способу. Чертеж содержит: 1 - лопатка; 2 - перо; 3 - наплавленный материал; 4 - щеточное уплотнение; 5 - торец пера лопатки.
Технологическая схема восстановительного ремонта наплавкой и модернизации торца лопатки за счет формирования уплотнения, состоящего из множества щетин, расположенных на торце пера лопатки, состоит в следующем.
Восстановление торца наплавкой
Одним из известных способов, например способом (А.С. СССР №1734977, МПК В23Р 6/00, опубл. бюл. №19, 1992), проводят наплавку материала на изношенный торец пера лопатки (например, выполняют аргоно-дуговую наплавку присадочного материала неплавящимся электродом в среде защитных газов).
Вариант электроэрозионной обработки торца пера лопатки
Токопроводящий электрод-инструмент, например, в виде сетки соединяют с источником питания, подключая его по прямой или обратной полярности, располагают над обрабатываемой поверхностью торца пера лопатки, в жидкой рабочей среде, обеспечивая заданный межэлектродный зазор. Настраивают требуемые параметры процесса обработки и производят электроэрозионную обработку торца пера лопатки при помощи указанного электрода-инструмента. Как вариант, может использоваться процесс электроэрозионной обработки короткой дугой, поскольку этот процесс протекает при гарантированном межэлектродном зазоре и не сопровождается возникновением значительных усилий в зоне обработки.
Вариант электроэрозионной и электрохимической обработки торца пера лопатки
Комбинированную электроэрозионную и электрохимическую обработку торца пера лопатки проводят в два этапа. В начале, проводят электроэрозионную обработку, формируя заготовки пластин и/или щетин щеточного уплотнения, а затем, электрохимическим методом проводят окончательное формирование пластин и/или щетин. Это позволяет, используя преимущества каждого из используемых методов обработки, ускорить процессы формирования щеточного уплотнения и повысить его качество. При этом, подбор электрод-инструмента для электроэрозионной обработки осуществляют с учетом получения разметов заготовок пластин и/или щетин, а электрод-инструмента для электрохимической обработки с учетом доводки полученных электроэрозионным способом заготовок до готовых пластин и/или щетин щеточного уплотнения.
На первом этапе, токопроводящий электрод-инструмент для электроэрозионной обработки, например, в виде сетки с ячейками, рассчитанными для получения заготовок пластин и/или щетин, соединяют с источником питания, подключая его по прямой или обратной полярности, располагают над обрабатываемой поверхностью торца пера лопатки, в жидкой рабочей среде, обеспечивая заданный межэлектродный зазор. Настраивают требуемые параметры процесса обработки и производят электроэрозионную обработку торца пера лопатки при помощи указанного электрода-инструмента. При этом, как и в вышеприведенном случае применения только электроэрозионной обработки, может использоваться процесс электроэрозионной обработки короткой дугой.
На втором этапе, токопроводящий электрод-инструмент для электрохимической обработки, например в виде сетки, обеспечивающей обработку полученных на первом этапе электроэрозионной обработки заготовок пластин и/или щетин щеточного уплотнения, соединяют с отрицательным полюсом источника питания и располагают вблизи обрабатываемого торца пера лопатки в среде электролита. При этом сетка электрод-инструмент для электрохимической обработки повторяет расположение ячеек электрод-инструмента для электроэрозионной обработки (в ряде случаев, при обработке на первом и втором этапах, может использоваться один и тот же электрод-инструмент), а также координаты (положение) относительно обрабатываемой поверхности. Другими словами, заготовки пластин и/или щетин щеточного уплотнения должны располагаться в центре ячеек сетки электрод-инструмента. Далее, настраивают требуемые параметры процесса обработки и производят электрохимическую обработку полученных заготовок пластин и/или щетин (преимущественно в режиме полирования). При этом, как вариант обработки, электрод-инструмент может совершать возвратно-поступательное движение подачи в направлении к и от обрабатываемой поверхности пера лопатки. В процессе обработки лопатка присоединена к положительному полюсу источника питания и является анодом, а электролит подается в зону обработки в проточном режиме при заданном давлении. Форма отверстий в электрод-инструментах определяется исходя из требуемой формы уплотняющих элементов.
Финишную электрохимическую обработку ведут до получения заданных размеров пластин и/или щетин щеточного уплотнения. При этом, глубина электрохимической обработки поверхности после электроэрозионной обработки может превышать глубину предшествующей ей электроэрозионной обработки.
С целью повышения производительности процесса электрохимическую доводку уплотняющих элементов проводят одновременно на нескольких заготовках вставок несколькими электродами-инструментами, причем коммутацию тока на каждый следующий электрод-инструмент осуществляют после завершения подачи импульса на один из них, а количество используемых электродов-инструментов не превышает значения скважности подачи импульсов при электрохимической обработке. То есть во время паузы в подаче импульсов на одном из электродов-инструментов подаются импульсы на другие электроды-инструменты от того же самого источника питания. Это обеспечивает повышение производительности без увеличения мощности самого источника питания. Так как процесс электрохимической вырезки осуществляют при скважности импульсов q=10…20, то возможно примерно во столько же раз увеличить производительность за счет одновременного формирования контактных элементов нескольких вставок.
Трение уплотняющих элементов о поверхность роторной детали приводит к их быстрому износу. Поэтому для увеличения ресурса щеточного уплотнения торцы щеток (уплотняющих элементов) должны иметь износостойкое покрытие. В связи с этим толщина износостойкого покрытия, наносимого на сформированную поверхность щеточного уплотнения, должна быть приблизительно от 12 до 25 мкм.
Следует отметить, что в сравнении с известными традиционными технологиями изготовления щеточных уплотнений (намотка, навивка или укладка с последующей сваркой, пайкой или завальцовкой уплотняющих элементов) предложенная технология отличается повышенной степенью автоматизации и экономичностью. Кроме того, управление параметрами режима при электроэрозионной или комплексной электрохимической и электроэрозионной обработке дает возможность получения различных форм продольного и поперечного профиля уплотняющих элементов, например, из соображений придания особых изгибных и уплотняющих свойств.
Также предлагаемый способ обработки выгодно отличается от существующих незначительными термическим и механическим воздействием на заготовку, отсутствием износа инструмента и возможностью эффективного применения при обработке новых видов сталей и сплавов, труднообрабатываемых традиционными механическими методами.
Пример конкретной реализации
Были изготовлены лопатки с торцевым щеточным уплотнением. В качестве исходных заготовок использовались лопатки из стали 20Х13 с изношенными торцами пера. Величины износа составляли от 3 мм до 8 мм. Перед наплавкой проводили удаление дефектного слоя на глубину порядка 2…4 мм. Наплавка подготовленных дефектных участков осуществлялась аргонодуговой сваркой. Наплавка лопаток проводилась в нижнем положении на постоянном токе прямой полярности с минимальным тепловложением с применением сварочной проволоки ЭП-367 (Св-06Х15Н60М15) диаметром 1,6 мм. Для исключения перегрева лопатки и улучшения газовой защиты сварочной ванны при наплавке (в качестве подкладки) была использована медная пластина размером 350х50х4 мм, имеющая профиль пера лопатки со стороны входной кромки. Наплавку выполняли в направлении от оси ротора в 2-6 слоев (в зависимости от вида лопатки: ГТД 2-4 слоя; паровой турбины 2-6 слоев), причем первый слой («оплавляющий») - без использования присадочной проволоки; последним накладывался «подварочный» валик со стороны корыта. Одновременно наплавлялись две лопатки (через одну) поочередно. Подачу аргона производили за 3-4 с до возбуждения дуги и прекращали через 6-8 с после ее обрыва с задержкой горелки над зоной сварки. Для сохранения тепловложений от сварки и уменьшения остаточных напряжений использовали нагретые керамические накладки.
Наплавку производят с помощью источника постоянного тока ДС200. Процесс наплавки можно производить как в стационарном, так и в импульсном режиме: сварочный ток 40…120 А; время импульса - 0,2…0,3 с; время паузы - 0,1 с; диаметр электрода - 2…3 мм; расход аргона на горелку - 5…8 л/мин. Процесс электрохимической обработки осуществляли на глубину 3 мм, а электроэрозионную - на глубину 2,6 мм.
Электрод-инструмент представлял собой тонкую (0,3 мм) фольгу с круглыми отверстиями диаметром D=0,5 мм, расположенными в шахматном порядке на расстоянии LD=ld=0,7 мм друг от друга.
Режимы электрохимической обработки (ЭХО):
- амплитудное значение импульсного напряжение U=9 В;
- длительность импульсов напряжения tи=1,2…1,4 мс;
- частота подачи импульсов напряжения fи=50 Гц;
- частота вибраций ЭИ fэи=10 Гц;
- давление электролита Рэл=150 кПа.
Выходные параметры:
- линейная скорость вырезки Vэхо=32…40 мкм/мин;
- время процесса ЭХО tпр=195 мин;
- диаметр контактных элементов d=0,31…0,32 мм;
- расстояние между осями уплотняющих элементов ld=0,7 мм.
Кроме того, были проведены следующие исследования.
Для получения уплотнений на торце лопаток использовались электрод-инструменты, формирующие щетины размерами: длина щетины от 1 мм до 20 мм (0,8 мм - неудовлетворительный результат (Н.Р.); 1 мм; 4 мм; 12 мм; 20 мм; 22 мм - (Н.Р.)); толщина - от 0,1 мм до 1,5 мм, (0,08 мм - (Н.Р.); 0,1 мм; 0,4 мм; 0,8 мм; 1,2 мм; 1,5 мм; 1,7 мм - (Н.Р.)), при величинах зазоров между щетинами от 0,5 мкм до 300 мкм (0,3 мкм - (Н.Р.); 0,5 мкм; 1,5 мкм; 15,4 мкм; 54,0 мкм; 100,0 мкм; 200,0 мкм; 300,0 мкм; 310,0 мкм - (Н.Р.);), угол наклона щетин в сторону, противоположную движению лопатки α от 15° до 80° (13° - (Н.Р.); 15°; 30°; 45°; 65°; 80°; 83° - (Н.Р.)).
Электрохимическую обработку проводили в водных растворах однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4% до 8% (3%- (Н.Р.);4%; 6%; 8%; 9%- (Н.Р.)), с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода, фазы и напряжения импульсов, при частоте вибрации электрода-инструмента 10-100 Гц (8 Гц - (Н.Р.); 10 Гц; 40 Гц; 70 Гц; 100 Гц; 110 Гц - (Н.Р.)) и подачей миллисекундных импульсов длительностью 0,4-1,4 мс (0,2 мс - (Н.Р.); 0,4 мс; 0,8 мс; 1,4 мс; 1,6 мс - (Н.Р.)) или групп микросекундных импульсов длительностью 0,5-2,5 мс (0,3 мс - (Н.Р.); 0,5 мс; 1,5 мс; 2,5 мс; 2,7 мс - (Н.Р.)) с длительностью импульсов в группе 20-80 мкс (16 мкс - (Н.Р.); 20 мкс; 60 мкс; 80 мкс; 90 мкс - (Н.Р.)). Использовались пластинчатые электрод-инструменты, выполненные из латуни, бронзы и меди, толщиной 0,1-0,5 мм (0,06 мм - (Н.Р.); 0,1 мм; 0,3 мм; 0,5 мм; 0,7 мм - (Н.Р.)).
На сталях мартенситного класса обработку начинали при напряжении в фазе наибольшего сближения электродов 10-11 В (8 В - (Н.Р.); 10 В; 11 В; 14 В - (Н.Р.)) и по мере углубления электрода-инструмента в заготовку уменьшали это напряжение пропорционально глубине обработки на 3…7%, а для получения выступов с наклонными стенками уменьшали его на 10…20%.
На сталях и сплавах аустенитного класса обработку начинали при напряжении в фазе наибольшего сближения электродов 8-9 В (6 В - (Н.Р.); 8 В; 9 В; 11 В - (Н.Р.)) и по мере углубления электрода-инструмента в заготовку увеличивали это напряжение пропорционально глубине обработки на 2…5%, а для получения выступов с наклонными стенками увеличивают его на 7…12%.
При формировании щетин, расположенных под острым углом к поверхности торца пера, использовали электрод-инструмент с отверстиями, форма которых была эквидистантна заданной форме щетин на величину межэлектродного зазора и затем была увеличена в направлении наклона щетин пропорционально значению косеканса этого угла, а в процессе собственно электрохимической обработки электрод-инструмент подавали под указанным углом к обрабатываемой поверхности заготовки вставки.
Как вариант, электрохимическое финишное формирование щетин проводили одновременно на нескольких лопатках, несколькими электродами-инструментами, причем коммутацию тока на каждый следующий электрод-инструмент осуществляли после завершения подачи импульса на один из них, а количество используемых электродов-инструментов не превышало значения скважности подачи импульсов при электрохимической обработке.
Наплавленный слой на торце пера лопатки формировали толщиной, превышающей глубину электрохимической обработки. Электроэрозионную обработку проводили в керосине, спирте, в маловязком масле и в их смесях, с использованием электрода-инструмента, имеющего группу отверстий заданной формы, с длительностью импульса в диапазоне от 0,1 до 10 с и частотой от 4 кГц до 0,9 МГц, плотности тока от 0, 01 до 0,07 А/ мм2. Электрод-инструмент для электроэрозионной обработки выполняли из следующих материалов: латуни, бронзы, меди, вольфрама или молибдена. В процессе электроэрозионной обработки производили ультразвуковое воздействие на рабочую среду. Ультразвуковые колебания, возбуждали пьезоэлектрическими преобразователями. Использовали ультразвуковые колебания различных частот, с девиацией частоты, при этом диапазон изменения частоты выбирали исходя из возможности получения максимального значения амплитуды колебаний каждого пьезоэлектрического преобразователя.
После электроэрозионной или комплексной электрохимической и электроэрозионной обработки производили ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации использовали ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводили при энергии ионов 0,2-300 кэВ и дозе имплантации ионов 10 до 5·1020 ион/см, а после ионной имплантации производили постимплантационный отпуск, а в качестве материала покрытия использовали нитриды Me-N, карбиды Ме-С и карбо-нитриды Me-NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирали из диапазонов: δMе =0,20…10 мкм, δМе-N=δМе-С=δMe-NC=0,10…6 мкм, где δMе - толщина слоя металла, δMе-N (δMе-C, δMе-NC) - толщина слоя нитрида (карбида, карбонитрида) металла. Нанесение покрытий осуществляли вакуумными ионно-плазменными методами, а также электронно-лучевым испарением и конденсацией в вакууме.
Кроме того, были изготовлены две партии образцов для сравнительной оценки эксплуатационных свойств поверхностей уплотнений, изготовленных по прототипу и предлагаемому способам, и были проведены следующие испытания.
Первая партия образцов (А) изготавливалась согласно данным работы [Зайцев А.Н., Агафонов И.Л., Амирханова Н.А. и др. Прецизионная электрохимическая обработка импульсным током/ Под ред. д-ра техн. наук, проф. А.Н.Зайцева. Уфа: Гилем, 2003. - 196 с., С.159]
Вторая партия образцов, обработанных согласно предлагаемому способу по различным вариантам: (В, С, D, Е, F, G, Н), изготавливалась следующим образом. Сформированные поверхности подвергались защитно-упрочняющей обработке по схеме: формирование поверхности методами электроэрозионной или комплексной электроэрозионной и электрохимической обработки, затем многостадийная имплантация ионов с энергией Е=0,2-300 кэВ и дозой облучения Д=1010 до 5·1020 ион/см2, при плотности ионного тока 0,8 - 10 мА/см2, с последующим постимплантационным отпуском в вакууме при температуре 400С в течение 1,5 ч, для следующих групп образцов:
- «В». Чередующаяся имплантация ионами Yb и Ti. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «B1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом - TiN. δTi=0,5 мкм, δTi-N=0,5 мкм, общая толщина покрытия 4 мкм; вариант «В2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, общая толщина покрытия 4 мкм;
- «С». Чередующаяся имплантация ионами N и Ti. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «C1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом - TiN. δTi=0,5 мкм, δTi-N=0,5 мкм, общая толщина покрытия 4 мкм; вариант «С2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, общая толщина покрытия 4 мкм;
- «D». Имплантация ионами N. Длительность имплантационного импульса иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «D1» - многослойное покрытие из чередующихся слоев Zr и соединений Zr с азотом - Zr N. δZr=0,5 мкм, δZr-N=0,5 мкм, общая толщина покрытия 4 мкм; вариант «D2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, внешний слой - дисульфид молибдена толщиной 0,5 мкм. Общая толщина покрытия 4,5 мкм;
- «Е». Чередующаяся имплантация ионами N, Ti, N и С. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «E1» - многослойное покрытие из чередующихся слоев Zr и соединений Zr с азотом - Zr N. δZr=0,5 мкм, δZr-N=0,5 мкм, общая толщина покрытия 4 мкм; вариант «E2» -многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, внешний слой - дисульфид молибдена толщиной 0,5 мкм. Общая толщина покрытия 4,5 мкм;
- «F». Чередующаяся имплантация ионами N, Ti, Cr и С. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «F1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом - TiN. δTi=0,5 мкм, δTi-N=0,5 мкм, общая толщина покрытия 4,5 мкм; вариант «F2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, внешний слой - дисульфид молибдена толщиной 0,5 мкм. Общая толщина покрытия 4,5 мкм;
- «G». Чередующаяся имплантация ионами La, Zr, В и Yb. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «G1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом - TiN. δTi=0,5 мкм, δTi-N=0,5 мкм, общая толщина покрытия 4,5 мкм; вариант «G2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, внешний слой - дисульфид молибдена толщиной 0,5 мкм. Общая толщина покрытия 4,5 мкм;
- «Н». Чередующаяся имплантация ионами Y, Ti, N и Yb. Длительность имплантационного импульса для каждого вида иона 10-12 сек. Пауза между импульсами - 2-4 сек. Нанесение покрытия: вариант «H1» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом - TiN. δTi=0,5 мкм, δTi-N=0,5 мкм, общая толщина покрытия 4,5 мкм; вариант «Н2» - многослойное покрытие из чередующихся слоев Ti и соединений Ti с азотом и углеродом - TiNC. δTi=0,5 мкм, δTi-NC=0,5 мкм, внешний слой - дисульфид молибдена толщиной 0,5 мкм. Общая толщина покрытия 4,5 мкм;
Испытания образцов производились в условиях ускоренного коррозионного процесса под влиянием ионов хлора при высоких и быстроменяющихся температурах и относительной влажности воздуха. Взвешивание образцов производилось на аналитических весах: в исходном состоянии и после испытаний (с удаленным коррозионным налетом). Результаты приведены в таблице 1.
Сравнительные испытания на износостойкость и стойкость уплотнительных элементов проводились в условиях, имитирующих работу газотурбинного двигателя. Результаты испытаний на износостойкость приведены в таблице 2.
Таким образом, результаты сравнительных испытаний показали, что наилучшие эксплуатационные свойства уплотнений обеспечивает предлагаемое техническое решение (табл.1-2). Так, коррозионная стойкость по сравнению с прототипом возрастает, в среднем, в 2,5…3 раза, износостойкость - в 3…4 раза, качество уплотнения, приблизительно на 10%.
Проведенные сравнительные испытания указывает на то, что при применении одного из следующих вариантов предлагаемого способа восстановления торца пера лопатки турбомашины: удаление дефектного материала; восстановление разрушенного торца лопатки наплавкой материала; механическую ообработку, обеспечивающую получение заданных размеров и геометрии пера; после механической ообработки электроэрозионная или комплексная электроэрозионная и электрохимическая обработка торца пера лопатки электродом-инструментом, обеспечивающим формирование на торце щеточного уплотнения в виде пластин и/или щетин с заданной высотой и углом наклона α к продольной оси лопатки в сторону, противоположную движению лопатки; использование электрод-инструмента, формирующего щетины размерами: длина щетины от 1 мм до 20 мм, толщина - от 0,1 мм до 1,5 мм, при величинах зазоров между щетинами от 0,5 мкм до 300 мкм, при угле α=15° до 80° с наклоном щетин в сторону, противоположную движению лопатки; проведение электрохимической обработки в водном растворе однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4 до 8%, с использованием тонкого вибрирующего пластинчатого электрода-инструмента, имеющего группу отверстий заданной формы, с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода, фазы и напряжения импульсов, при частоте вибрации электрода-инструмента 10-100 Гц и подачей миллисекундных импульсов длительностью 0,4-1,4 мс или групп микросекундных импульсов длительностью 0,5-2,5 мс с длительностью импульсов в группе 20-80 мкс; использование пластинчатого электрод-инструмента, выполненного из латуни, бронзы или меди толщиной 0,1-0,5 мм; обеспечение начала обработки на сталях мартенситного класса при напряжении в фазе наибольшего сближения электродов 10-11 В и по мере углубления электрода-инструмента в заготовку уменьшение это напряжения пропорционально глубине обработки на 3…7%, а для получения выступов с наклонными стенками уменьшают его на 10…20%; обеспечение начала на сталях и сплавах аустенитного класса при напряжении в фазе наибольшего сближения электродов 8-9 В и по мере углубления электрода-инструмента в заготовку увеличение этого напряжения пропорционально глубине обработки на 2…5%, а для получения выступов с наклонными стенками увеличение его на 7…12%; для формирования щетин, расположенных под острым углом к поверхности торца пера, в электроде-инструменте образование отверстий, форма которых эквидистантна заданной форме щетин на величину межэлектродного зазора и затем увеличена в направлении наклона щетин пропорционально значению косеканса этого угла, а в процессе собственно электрохимической обработки электрод-инструмент подают под указанным углом к обрабатываемой поверхности заготовки вставки; проведение электрохимического формирования щетин одновременно на нескольких лопатках, несколькими электродами-инструментами, при коммутации тока на каждый следующий электрод-инструмент после завершения подачи импульса на один из них, при количестве используемых электродов-инструментов, не превышающем значения скважности подачи импульсов при электрохимической обработке; формирование на торце пера лопатки наплавленного слоя толщиной, превышающей глубину электрохимической обработки; проведение электроэрозионной обработки в керосине или спирте или в маловязком масле или в их смеси, с использованием электрода-инструмента, имеющего группу отверстий заданной формы, с длительностью импульса в диапазоне от 0,1 до 10-7 с и частотой от 4 кГц до 0,9 МГц, плотности тока от 0, 01 до 0,07 А/ мм2; выполнение электрод-инструмента для электроэрозионной обработке из одного из следующих материалов: латуни, бронзы, меди, вольфрама или молибдена; проведение в процессе электроэрозионной обработки ультразвукового воздействия на рабочую среду; возбуждение ультразвуковых колебаний пьезоэлектрическими преобразователями; возбуждение ультразвуковых колебаний различных частот, с девиацией частоты, при выборе диапазона изменения частоты исходя из возможности получения максимального значения амплитуды колебаний каждого пьезоэлектрического преобразователя; проведение после электрохимической или электроэрозионной обработки ионной имплантации и нанесения защитного покрытия, при использовании в качестве ионов для имплантации ионов Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинации, при проведении имплантации при энергии ионов 0,2-300 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2, а после ионной имплантации постимплантационного отпуска; использование в качестве материала покрытия нитридов Me-N, карбидов Ме-С и карбо-нитридов Me- NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод, при толщине слоев многослойного покрытия выбиранного из диапазонов: δMе=0,20…10 мкм, δMe-N=δMе-C=δMе-NC=0,10…6 мкм, где δMе - толщина слоя металла, δMе-N (δMе-C, δMe-NC) - толщина слоя нитрида (карбида, карбонитрида) металла; нанесение покрытия вакуумными ионно-плазменными методами и/или электронно-лучевым испарением и конденсацией в вакууме, позволяет достичь технического результата заявляемого изобретения, которым является расширение функциональных возможностей и производительности способа и обеспечение при восстановительном ремонте более эффективного и надежного щеточного уплотнения для турбомашин с повышенным ресурсом работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНОГО НАПЛАВОЧНОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2420610C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ПАРОВЫХ ТУРБИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2426631C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2403316C2 |
| РАБОЧАЯ ЛОПАТКА ТУРБОМАШИНЫ | 2008 |
|
RU2386038C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ СТАЛИ ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2380598C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2009 |
|
RU2420384C2 |
Изобретение относится к области машиностроения и может быть использовано в турбомашиностроении при восстановительном ремонте наплавкой или сваркой и модернизации рабочих и направляющих лопаток паровых турбин, газоперекачивающих установок и компрессоров газотурбинных двигателей. Способ включает механическую обработку торца лопатки с удалением дефектов, наплавку присадочного материала на торец лопатки и механическую обработку с обеспечением заданных размеров. При этом после механической обработки торца пера лопатки торец подвергают электроэрозионной или электроэрозионной и электрохимической обработке электродом-инструментом, обеспечивающим формирование на торце лопатки щеточного уплотнения в виде пластин и/или щетин с заданной высотой и углом наклона α к продольной оси лопатки в сторону, противоположную движению лопатки. Изобретение позволяет обеспечить при восстановительном ремонте торца пера лопатки более эффективное и надежное щеточное уплотнение для турбомашин с повышенным ресурсом работы. 22 з.п. ф-лы, 1 ил., 1 пр.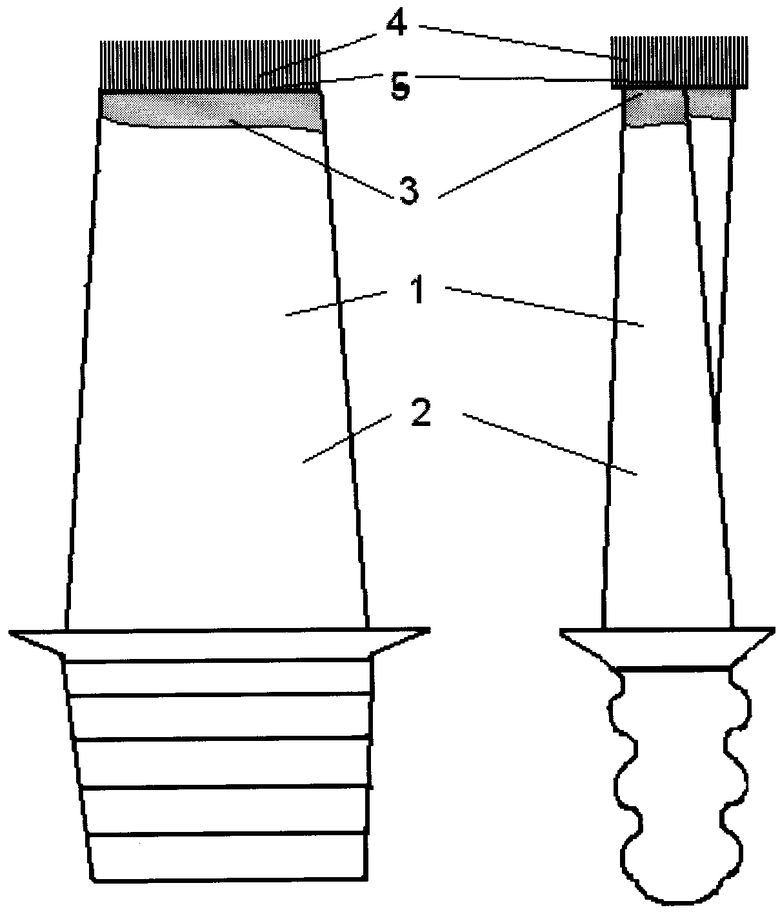
1. Способ восстановления торца пера лопатки турбомашины, включающий механическую обработку торца лопатки с удалением дефектов, наплавку присадочного материала на торец лопатки и механическую обработку с обеспечением заданных размеров, отличающийся тем, что после механической обработки торца пера лопатки торец подвергают электроэрозионной или электроэрозионной и электрохимической обработке электродом-инструментом, обеспечивающим формирование на торце лопатки щеточного уплотнения в виде пластин и/или щетин с заданной высотой и углом наклона α к продольной оси лопатки в сторону, противоположную движению лопатки.
2. Способ по п.1, отличающийся тем, что используют электрод-инструмент, формирующий щетины размерами: длина щетины от 1 мм до 20 мм, толщина - от 0,1 мм до 1,5 мм, при величинах зазоров между щетинами от 0,5 мкм до 300 мкм, при угле α=15° до 80° с наклоном щетин в сторону, противоположную движению лопатки.
3. Способ по любому из пп.1 и 2, отличающийся тем, что электрохимическую обработку проводят в водном растворе однокомпонентных или многокомпонентных солей с общей концентрацией в пределах от 4 до 8%, с использованием тонкого вибрирующего пластинчатого электрода-инструмента, выполненного с группой отверстий заданной формы, с подачей импульсов в фазе наибольшего сближения электродов и регулированием скорости подачи электрода, фазы и напряжения импульсов, при частоте вибрации электрода-инструмента 10-100 Гц и подачей миллисекундных импульсов длительностью 0,4-1,4 мс или групп микросекундных импульсов длительностью 0,5-2,5 мс с длительностью импульсов в группе 20-80 мкс.
4. Способ по п.3, отличающийся тем, что пластинчатый электрод-инструмент выполняют из латуни, бронзы или меди толщиной 0,1-0,5 мм.
5. Способ по п.4, отличающийся тем, что обработку сталей мартенситного класса начинают при напряжении в фазе наибольшего сближения электродов 10-11 В и по мере углубления электрода-инструмента в заготовку напряжение уменьшают пропорционально глубине обработки на 3-7%, а для получения выступов с наклонными стенками напряжение уменьшают на 10-20%.
6. Способ по п.4, отличающийся тем, что обработку сталей и сплавов аустенитного класса начинают при напряжении в фазе наибольшего сближения электродов 8-9 В и по мере углубления электрода-инструмента в заготовку напряжение увеличивают пропорционально глубине обработки на 2-5%, а для получения выступов с наклонными стенками напряжение увеличивают на 7-12%.
7. Способ по п.4, отличающийся тем, что для формирования щетин, расположенных под острым углом к поверхности торца пера, используют электрод-инструмент с отверстиями, форма которых эквидистантна заданной форме щетин на величину межэлектродного зазора и увеличена в направлении наклона щетин пропорционально значению косеканса этого угла, а в процессе собственно электрохимической обработки электрод-инструмент подают под указанным углом к обрабатываемой поверхности заготовки.
8. Способ по любому из пп.1, 2, 4-7, отличающийся тем, что электрохимическое формирование щетин проводят одновременно на нескольких лопатках несколькими электродами-инструментами, причем коммутацию тока на каждый следующий электрод-инструмент осуществляют после завершения подачи импульса на один из них, а количество используемых электродов-инструментов не превышает значения скважности подачи импульсов при электрохимической обработке.
9. Способ по п.3, отличающийся тем, что электрохимическое формирование щетин проводят одновременно на нескольких лопатках несколькими электродами-инструментами, причем коммутацию тока на каждый следующий электрод-инструмент осуществляют после завершения подачи импульса на один из них, а количество используемых электродов-инструментов не превышает значения скважности подачи импульсов при электрохимической обработке.
10. Способ по любому из пп.1, 2, 4-7, 9, отличающийся тем, что на торце пера лопатки формируют наплавленный слой толщиной, превышающей глубину электрохимической обработки.
11. Способ по п.3, отличающийся тем, что на торце пера лопатки формируют наплавленный слой толщиной, превышающей глубину электрохимической обработки.
12. Способ по п.8, отличающийся тем, что на торце пера лопатки формируют наплавленный слой толщиной, превышающей глубину электрохимической обработки.
13. Способ по любому из пп.1 и 2, отличающийся тем, что электроэрозионную обработку проводят в керосине или спирте или в маловязком масле или в их смеси с использованием электрода-инструмента, выполненного с группой отверстий заданной формы, с длительностью импульса в диапазоне от 0,1 до 10-7 с и частотой от 4 кГц до 0,9 МГц при плотности тока от 0,01 до 0,07 А/мм2.
14. Способ по п.13, отличающийся тем, что электрод-инструмент выполняют из одного из следующих материалов: латуни, бронзы, меди, вольфрама или молибдена.
15. Способ по п.14, отличающийся тем, что электроэрозионную обработку производят с ультразвуковым воздействием на рабочую среду.
16. Способ по п.15, отличающийся тем, что ультразвуковые колебания возбуждают пьезоэлектрическими преобразователями.
17. Способ по п.16, отличающийся тем, что возбуждают ультразвуковые колебания различных частот с девиацией частоты, при этом диапазон изменения частоты выбирают исходя из возможности получения максимального значения амплитуды колебаний каждого пьезоэлектрического преобразователя.
18. Способ по любому из пп.1, 2, 4-7, 9, 11, 12, 14, 16, 17, отличающийся тем, что после электроэрозионной или электроэрозионной и электрохимической обработки производят ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2, а после ионной имплантации производят постимплантационный отпуск, при этом в качестве материала покрытия используют нитриды Me-N, карбиды Ме-С и карбо-нитриды Me-NC, где Me - Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMе=0,20-10 мкм, δMе-N=δMе-C=δMе-NC=0,10-6 мкм, где δMе - толщина слоя металла, δMe-N, δMе-C и δMе-NC - толщина слоя нитрида, карбида и карбонитрида металла.
19. Способ по п.8, отличающийся тем, что после электрохимической обработки производят ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см, а после ионной имплантации производят постимплантационный отпуск, при этом в качестве материала покрытия используют нитриды Me-N, карбиды Ме-С и карбо-нитриды Me-NC, где Me-Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMе=0,20-10 мкм, δMe-N=δMe-C=δMe-NC=0,10-6 мкм, где δMе - толщина слоя металла, δMe-N, δMе-С и δMе-NC - толщина слоя нитрида, карбида и карбонитрида металла.
20. Способ по п.10, отличающийся тем, что после электрохимической обработки производят ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2, а после ионной имплантации производят постимплантационный отпуск, при этом в качестве материала покрытия используют нитриды Me-N, карбиды Ме-С и карбо-нитриды Me-NC, где Me-Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMе=0,20-10 мкм, δMе-N=δMе-C=δMе-NC=0,10-6 мкм,
где δMе - толщина слоя металла, δMе-N, δMе-C и δMе-NC - толщина слоя нитрида, карбида и карбонитрида металла.
21. Способ по п.13, отличающийся тем, что после электроэрозионной обработки производят ионную имплантацию и нанесение защитного покрытия, а в качестве ионов для имплантации используют ионы Cr, Y, Yb, С, В, Zr, N, La, Ti или их комбинацию, причем имплантацию проводят при энергии ионов 0,2-300 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2, а после ионной имплантации производят постимплантационный отпуск, при этом в качестве материала покрытия используют нитриды Me-N, карбиды Ме-С и карбо-нитриды Me-NC, где Me-Ti, Zr, TiZr, N - азот, С - углерод, причем толщины слоев многослойного покрытия выбирают из диапазонов: δMе=0,20-10 мкм, δМе-N=δМе-С=δMе-NС=0,10-6 мкм, где δMе - толщина слоя металла, δMe-N, δMе-С и δMе-NC - толщина слоя нитрида, карбида и карбонитрида металла.
22. Способ по п.18, отличающийся тем, что нанесение покрытия осуществляют вакуумным ионно-плазменным методом и/или электронно-лучевым испарением и конденсацией в вакууме.
23. Способ по любому из пп.19 и 20, отличающийся тем, что нанесение покрытия осуществляют вакуумным ионно-плазменным методом и/или электронно-лучевым испарением и конденсацией в вакууме.
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177863C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЛИНЫ ПЕРА ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА | 1999 |
|
RU2190514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| Способ восстановления длины пера лопаток компрессора ГТД | 1990 |
|
SU1734977A1 |
| JP 4434058 B2, 17.03.2010. | |||

