Изобретение относится к области машиностроения и может использоваться при ремонте деталей горячего тракта газовой турбины авиационных, корабельных и энергетических газотурбинных двигателей: сопловых лопаток, в том числе сегментов соплового аппарата, изготовленных из никелевых и кобальтовых сплавов.
Направляющие лопатки турбин ГТД и ГТУ в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, высоких и быстросменяющихся температур, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых требований, для изготовления лопаток газовых турбин применяются жаропрочные и жаростойкие никелевые и кобальтовые сплавы типа ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У, ЭИ-893, U-5000 и др.
Замена поврежденных лопаток турбин является трудоемким и дорогостоящим мероприятием, так как требует снятия их с ротора, приобретения новых лопаток, установки их на ротор и проч. [Гонсеровский Ф.Г., Силевич В.М. Технико-экономическое обоснование способа ремонта эрозионно-изношенных паротурбинных лопаток в условиях электростанций // Тяжелое машиностроение. - 2001. - №9. - С.21-22]. В связи с этим разработка новых способов упрочняющей обработки лопаток турбин, позволяющих повысить их ресурс, является актуальной задачей.
Известен способ упрочняющей обработки при ремонте лопатки турбины [А.С. СССР №1278469 F01D 25/28. Опубл. 23.12.1986]. При ремонте лопатки по этому способу на место изношенного участка кромки приваривается пластина.
Известен также способ ремонта лопаток газовых турбин, включающий досварочную термообработку, сварку и размерную обработку дефектных участков и окончательную термообработку с целью придания сплаву комплекса заданных свойств [патент РФ №2143011, МПК C22F 1/10, 1999].
Известен также способ ремонта лопаток газовых турбин, включающий наплавку с последующим выполнением полного цикла термообработки [патент РФ №2179915, МПК В23Р 6/00, 2002].
Известен также способ ремонта пера лопатки, при котором на пере лопатки выбирают линию ремонтного сечения и отрезают дефектную часть пера лопатки, сборку вставки и пера лопатки осуществляют в замок по линии ремонтного сечения, электронно-лучевую сварку ведут со сквозным проплавлением при постоянной фокусировке и скорости сварки, а затем осуществляют термическую обработку сварного соединения [патент РФ №2240215]. При этом линию ремонтного сечения выбирают в зоне несовпадения максимальных вибрационных нагрузок, входную кромку пера устанавливают на полке вставки, на спинке пера с перекрытием входной кромки пера размещают пластину, причем суммарная толщина пластины и пера лопатки по всему ремонтному сечению равна толщине профиля пера в ремонтном сечении, сварку сквозным проплавлением ведут от торца пера к выходной кромке пера, второй проход осуществляют со смещением электронного луча на вставку, а термическую обработку производят сканирующим электронным лучом.
Наиболее близким к предлагаемому является способ восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, при котором проводят дефектацию лопатки, на лопатке выбирают линии ремонтного сечения и отрезают дефектные части входной и выходной кромок лопатки, изготавливают вставки, обеспечивающие восстановление исходных размеров и формы лопатки, проводят сборку и сварку вставок и лопатки по линиям ремонтного сечения, термическую и механическую обработки лопатки [патент РФ №2185945, МПК8 В23Р 6/00, опубл. 2002.07.27].
Основными недостатками известных способов являются значительная трудоемкость ремонта и низкое качество восстановленных блоков сопловых лопаток, в связи со значительным разбросом эксплуатационных свойств восстановленных лопаток, в частности из-за отсутствия подготовки поверхности материала перед сваркой.
Задачей изобретения является создание способа восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, а также создание способа, позволяющего повысить качество восстанавливаемых деталей при снижении его трудоемкости ремонта.
Поставленная задача решается за счет того, что в способе восстановления блока сопловых лопаток турбомашин из никелевых или кобальтовых сплавов, при котором проводят дефектацию лопатки, на лопатке выбирают линии ремонтного сечения и отрезают дефектные части входной и выходной кромок лопатки, изготавливают вставки, обеспечивающие восстановление исходных размеров и формы лопатки, проводят сборку и сварку вставок и лопатки по линиям ремонтного сечения, термическую и механическую обработки лопатки, в отличие от прототипа, дефектацию лопаток, проводят по условиям эксплуатации раздельно для входной и выходной кромок, при этом для каждой из них определяют размер, расположение и геометрию дефектной зоны, и в зависимости от размера, расположения и геометрии дефектной зоны разделяют лопатки на группы, в каждой из которых выбирают одинаковую линию ремонтного сечения и для каждой группы изготавливают одинаковые вставки, причем число групп берут от 1 до 20, а вставки изготавливают из материала, близкого по составу и/или свойствам материалу лопатки, размерами и формой соответствующими исходным размерам и форме восстанавливаемой этой вставкой частью лопатки, с учетом припуска на сварку в зоне стыка с лопаткой, причем для группы входных или выходных кромок высоты вставок, измеренные в направлении оси пера лопатки берут равными от 5% до 100% от высоты пера лопатки с шагом 5%, а ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, берут равными от 15% до 100% от высоты вставки.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин рабочие поверхности вставки полируют электролитно-плазменным методом, а также проводят ионно-имплантационную обработку вставок, при этом в качестве ионов для имплантации используют ионы Nb, Pt, Cr, Y, Yb, C, B, Zr, N, La, Hf, Si, Ti или их комбинации, а ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин, на рабочую поверхность вставки шликерным или газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, или на рабочую поверхность вставки ионно-плазменным методом или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин после приварки вставки на рабочую поверхность пера лопатки шликерным или газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, или на рабочую поверхность пера лопатки после приварки вставки ионно-плазменным методом или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtSl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин, после нанесения жаростойкого покрытия на лопатку наносят слой керамического материала толщиной от 20 мкм до 300 мкм, в качестве материала керамического слоя используют ZiO2-Y2O3 в соотношении Y2O3 - 5..9 вес.%, ZrO2 - остальное, а нанесение слоя керамического материала осуществляют газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Ta, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 3,0 мкм, а также перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин, сборку вставки и пера лопатки осуществляют в замок по линии ремонтного сечения, а сварку ведут электронно-лучевым методом со сквозным проплавлением при постоянной фокусировке и скорости сварки, а также сварку ведут либо электонно-лучевым, либо лазерным, либо плазменным, либо электродуговым методами или сборку и сварку вставок и лопатки по линиям ремонтного сечения проводят одновременно, а в качестве сварки используют сварку трением в защитной среде.
Поставленная задача решается также за счет того, что в способе восстановления блока сопловых лопаток турбомашин перед сваркой проводят термическую обработку путем нагрева лопатки до температуры 200°С…680°С, термической выдержки в вакууме при этой температуре в течение не менее 0,5 ч с обеспечением процесса дегазации металла лопатки и восстановления его дислокационной структуры и последующего охлаждения лопатки; перед сваркой проводят разделку кромок под сварку, а сварку вставки и пера лопатки ведут колеблющимся электродом; перед сваркой вставки и пера лопатки проводят обработку материала вставки и лопатки в вакууме ионами аргона при температуре 200°С…680°С с последующей выдержкой в вакууме при этой температуре в течение не менее 0,5 ч, при вакууме не хуже 10-3 Па.
В предлагаемом способе восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов на стадии дефектации лопаток, в зависимости от размера, расположения и геометрии дефектной зоны лопатки разделяют по группам ремонта. При этом производят раздельное группирование по дефектам на входной и выходной кромках лопатки. В зависимости от величины дефектной зоны лопатки разделяют от 1 до 20 групп. Количество групп зависит от разброса размеров дефектных зон на восстанавливаемых лопатках. Если размеры зон приблизительно одинаковы, то достаточно 1 или 2 групп. При этом необходимо изготовить соответственно 1 или 2 вида ремонтных вставок под соответственно подготовленные участки на лопатке, образующиеся при удалении дефектных зон. Если разброс величин дефектных зон достаточно велик, то по мере необходимости количество ремонтных групп увеличивают до необходимого числа, максимальным из которых является 20. Для обеспечения равномерности перехода от одной группы ремонта в другую группу шаг между группами берут исходя из следующих принципов. Для группы входных кромок: высоты вставок, измеренные в направлении оси пера лопатки, берут равными от 5% до 100% от высоты пера лопатки с шагом 5%, а ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, берут равными от 15% до 100% от высоты вставки. Для группы выходных кромок: высоты вставок, измеренные в направлении оси пера лопатки, берут равными от 5% до 100% от высоты пера лопатки с шагом 5%, а ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, составляют от 15% до 100% от высоты вставки. Наличие групп ремонта для входных и выходных кромок лопаток позволяет иметь уже готовые вставки, выполненные, применительно для конкретных лопаток по размерам и форме согласно групповому разделению. При этом отпадает необходимость в индивидуальной подгонке вставки под каждую восстанавливаемую зону лопатки. Кроме того, разделение по группам позволяет заранее, с учетом опыта ремонта аналогичных лопаток подготовить ремонтные вставки или изготавливать их параллельно с вырезкой дефектных зон лопаток. Возможность подготовки вставок с одним размером позволяет более рационально и с меньшими трудозатратами и более качественно выполнить изготовление вставок с качественным проведением защитно-упрочняющей обработки и нанесения покрытий. Например, при групповом разделении можно применить ионно-имплантационную обработку и нанесение покрытий для однотипных деталей (вставок) с использованием устройств, обеспечивающих обработку именно этих вставок. Использование же подобных технологий защитно-упрочняющей обработки для вставок, не имеющих одинаковый размер и форму - не рационально, поскольку связано с необходимостью обеспечения параметров процесса упрочнения и создания индивидуальных приспособлений, не гарантирующих, впрочем, стабильность результатов обработки.
При этом осуществление нагрева лопатки до температуры 200°С…680°С с осуществлением термической выдержки в вакууме при этой температуре в течение не менее 0,5 ч позволяет произвести как дегазацию материала лопатки, так и восстановить его физико-химические и структурные свойства.
Изобретение иллюстрируется чертежами, на которых изображено:
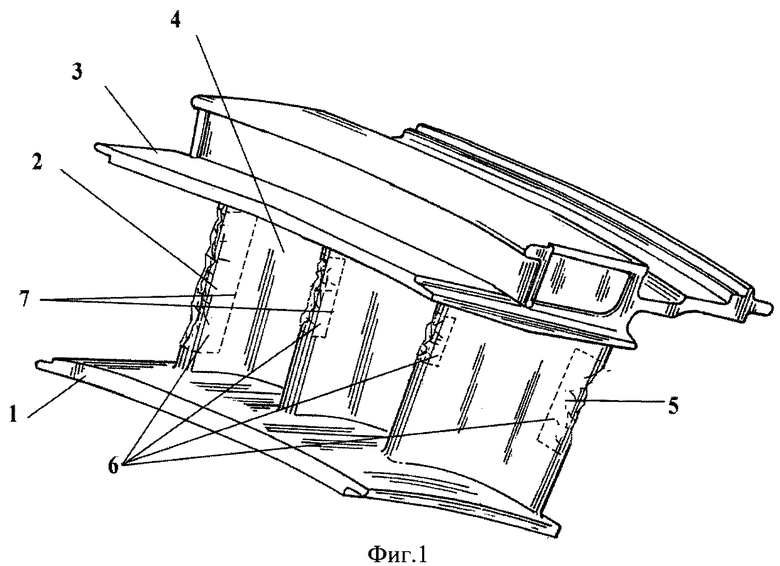
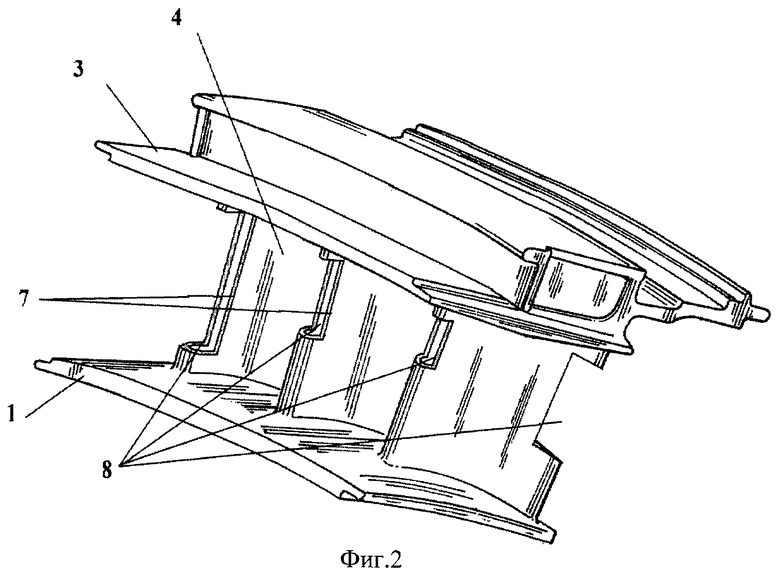
На фигуре 1 представлен блок лопаток с эксплуатационными дефектами на входных и выходных кромках. На фигуре 2 блок с удаленными на лопатках дефектными зонами. На фигуре 3 - восстановленный приваркой вставок блок лопаток. На чертеже обозначено: 1 - нижняя полка блока; 2 - входная кромка лопатки; 3 - верхняя полка блока; 4 - лопатка; 5 - выходная кромка лопатки; 6 - дефектные зоны; 7 - линии ремонтного сечения; 8 - полости, образованные при удалении дефектных зон; 9 - ремонтные вставки.
Способ осуществляют следующим образом. Проводят дефектацию блока лопаток 4 с дефектами 6, подразделяя их от 1 до 20 групп, в зависимости от величины дефекта, раздельно, по входной и выходной кромке (фиг.1). При этом в соответствии с размерами вставок 9 в каждой ремонтной группе назначают ремонтные сечения 7. Удаляют дефектные зоны 6 (фиг.1), при этом образуются полости 8 (фиг.2), соответствующие по размерам и форме ремонтным вставкам 9 (фиг.3). Поскольку вставки подразделены на группы, то их подготавливают уже параллельно со стадией дефектации блоков (или даже раньше). При этом вставки подвергают электролитно-плазменной полировке, упрочняющей ионно-имплантационной обработки ионами Nb, Pt, Cr, Y, Yb, C, B, Zr, N, La, Hf, Si, Ti или их комбинацией, при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1020 ион/см2, а также нанесению жаростойкого и, при необходимости, теплозащитного покрытия. При этом в процессе защитно-упрочняющей обработки и нанесения покрытия вставки закрепляются в устройстве-держателе, обеспечивающем экранирование зоны приварки вставки к лопатке. После нанесения покрытия блок подвергается термообработке для снятия остаточных напряжений и формирования переходного слоя на границе «покрытие-основа».
Жаростойкое покрытие наносится на рабочую поверхность вставки одним из известных методов или их сочетанием: шликерным, газотермическим, ионно-плазменным методами, электронно-лучевым испарением и конденсацией в вакууме. Жаростойкое покрытие наносят толщиной от 10 до 70 мкм. В качестве материала покрытия используют либо сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное. При этом, как вариант, нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si или их сочетанием которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000. Кроме того, перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Ta, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 3,0 мкм, а также перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм. После нанесения жаростойкого покрытия на лопатку наносят слой керамического материала толщиной от 20 мкм до 300 мкм, в качестве материала керамического слоя используют ZrO2-Y2O3 в соотношении Y2O3 - 5..9 вес.%, ZrO2 - остальное, а нанесение слоя керамического материала осуществляют: газотермическим или ионно-плазменным методам, а также электронно-лучевым испарением и конденсацией в вакууме.
Для оценки заявляемого способа и сравнения его со способом-прототипом были проведены следующие исследования для лопаток из никелевых и кобальтовых сплавов. Первая группа лопаток с эксплуатационными дефектами была восстановлена в дефектных зонах согласно способу-прототипов. Вторая группа лопаток с эксплуатационными дефектами была восстановлена по вариантам заявляемого способа. Вставки для лопаток изготавливались из никелевых и кобальтовых сплавов, а также сплавов никеля с кобальтом, никеля с железом и кобальта с железом, а также сплавов никеля, кобальта и железа (брались сплавы: ЦНК-7, ЦНК-21, FSX-414, ЖС-6, ЖС-6У; ЭИ-893, U-5000). Дефектацию входных и выходных кромок проводили по группам, при этом число групп как в том, так и в другом случае составляло: 1; 4; 12; 20. Для групп входных и выходных кромок высоты вставок, измеренные в направлении оси пера лопатки, брали равными: 5%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60%, 65%, 70%, 75%, 80%, 85%, 90%, 95%, 100% от высоты пера лопатки (с шагом 5%); ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, брали равными 15%, 25%, 50%, 100% от высоты вставки.
Рабочие поверхности вставки полировали электролитно-плазменным методом (параметры процесса обработки ноу-хау). Ионно-имплантационную обработку вставок проводили, используя ионы: Nb, Pt, Cr, Y, Yb, C, B, Zr, N, La, Hf, Si, Ti и их комбинации, при энергии ионов 0,2 кэВ; 0,6 кэВ; 1,2 кэВ; 5,0 кэВ; 10,0 кэВ; 20,0 кэВ; 30 кэВ; дозе имплантации ионов: 1·1010 ион/см2; 5·1010 ион/см2; 1·1020 ион/см2; 5·1020 ион/см2 (согласно таблице 1).
Жаростойкие покрытия составов сплав системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное (таблица 1). На рабочую поверхность вставки или лопатки наносили жаростойкое покрытие толщинами: 10 мкм; 20 мкм; 40 мкм; 60 мкм; 70 мкм. Покрытия наносили шликерным, газотермическим, ионно-плазменным методами, электронно-лучевым испарением и конденсацией в вакууме. Также нанесение жаростойкого слоя чередовали с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si и их сочетанием, которую проводили до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляло от 3 до 1000 (3; 36; 120; 350; 700; 1000), при энергии ионов 0,2 кэВ; 0,6 кэВ; 1,2 кэВ; 5,0 кэВ; 10,0 кэВ; 20,0 кэВ; 30 кэВ; дозе имплантации ионов: 1·1010 ион/см2; 5·1010 ион/см2; 1·1020 ион/см2; 5·1020 ион/см2. Как вариант, перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносили слой из Ta, Nb, Pt, Cr и их сочетания толщиной от 0,1 мкм до 3,0 мкм (0,1 мкм; 0,5 мкм; 1,2 мкм; 2,1 мкм; 3,0 мкм). Как вариант, перед нанесением керамического слоя дополнительно наносили слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм ((0,1 мкм; 0,5 мкм; 1,2 мкм; 2,0 мкм). Как вариант, после нанесения жаростойкого покрытия на лопатку наносили слой керамического материала толщиной от 20 мкм до 300 мкм (20 мкм; 40 мкм; 70 мкм; 120 мкм; 200 мкм; 300 мкм), в качестве материала керамического слоя использовали ZrO2-Y2O3 в соотношении Y2O3 - 5..9 вес.% (5%; 6%; 7%; 8%; 9%), ZrO2 - остальное. Нанесение слоя керамического материала осуществляли: газотермическим или ионно-плазменным методами, а также электронно-лучевым испарением и конденсацией в вакууме.
Изотермическая жаростойкость покрытий оценивалась на образцах диаметром d=10 мм и длиной 1=30 мм. Образцы покрытиями помещались в тигли и выдерживались на воздухе при температуре Т=1200°С. Жаростойкость покрытий оценивалась по характерному времени (τ) до появления первых очагов газовой коррозии или других дефектов, которые определялись путем визуального осмотра через каждые 50 часов испытаний при температуре 1200°С. Взвешивание образцов вместе с окалиной производилось через 500 и 1000 ч испытаний, при этом определялась величина удельного прироста массы образца на единицу его поверхности по сравнению с исходным весом ΔP, г/м2. Полученные результаты представлены в таблице 2.
Проведенные результаты экспериментальной оценки трудоемкости процесса ремонта блока лопаток, показали, что при использовании предложенного способа восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов, по сравнению с прототипом трудоемкость, в среднем снижается на 16%-36% в зависимости от объема продукции.
Перед сваркой была проведена термическая обработка путем нагрева лопатки до температур: 200°С; 400°С; 550°С; 680°С, термической выдержки в вакууме при этой температуре в течение 0,5 ч; 0,8 ч; 1,5 ч, при этом был обеспечен процесс дегазации металла лопатки и восстановлена его дислокационная структура.
Перед сваркой колеблющимся электродом проводилась разделка кромок под сварку. Составы сварочной проволоки и параметры ее колебания в процессе сварки являются ноу-хау.
Перед сваркой вставки и пера лопатки проводилась обработка материала вставки и лопатки в вакууме ионами аргона при температурах: 200°С; 400°С; 550°С; 680°С, термической выдержки в вакууме при этой температуре в течение 0,5 ч; 0,8 ч; 1,5 ч, в вакууме не хуже 10-3 Па.
Использование следующих приемов восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов: проведение дефектации лопатки; выбор на лопатке линии ремонтного сечения; отрезание дефектных частей входной и выходной кромок лопатки; изготовление вставки, обеспечивающей восстановление исходных размеров и формы лопатки; проведение сборки и сварки вставок и лопатки по линиям ремонтного сечения; термическая и механическая обработки лопатки; проведение дефектации лопаток, раздельно для входной и выходной кромок; проведение дефектации для входной или выходной кромки: определение размера, расположения и геометрии дефектной зоны, разделение в зависимости от размера, расположения и геометрии дефектной зоны лопатки на группы, выбор в каждой группе одинаковой линии ремонтного сечения и изготовление для каждой группы одинаковых вставок, при числе групп от 1 до 20; изготовление вставки из материала, близкого по составу и/или свойствам материалу лопатки, размерами и формой соответствующими исходным размерам и форме восстанавливаемой этой вставкой частью лопатки, с учетом припуска на сварку в зоне стыка с лопаткой; использование для группы входных или выходных кромок высот вставок, измеренных в направлении оси пера лопатки от 5% до 100% от высоты пера лопатки с шагом 5%, а ширин вставок, измеренных в направлении, перпендикулярном продольной оси пера лопатки от 15% до 100% от высоты вставки; полирование рабочих поверхностей вставки электролитно-плазменным методом; проведение ионно-имплантационной обработки вставок; использование в качестве ионов для имплантации ионы Nb, Pt, Cr, Y, Yb, C, B, Zr, N, La, Hf, Si, Ti или их комбинации; проведение ионной имплантации при энергии ионов 0,2-30 кэВ и дозе имплантации ионов 1010 до 5·1010 ион/см2; нанесение жаростойкого покрытия толщиной от 10 до 70 мкм на рабочую поверхность вставки шликерным или газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме; использование в качестве материала покрытия либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплава состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное; или нанесение жаростойкого покрытия толщиной от 10 до 70 мкм на рабочую поверхность вставки ионно-плазменным методом или электронно-лучевым испарением и конденсацией в вакууме, используя в качестве материала покрытия либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплава состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплава состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0, 2% до 0,7%; Co - от 16% до 30%; Ni - остальное, при чередовании нанесения жаростойкого слоя с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои, при количестве микрослоев в жаростойком слое от 3 до 1000; нанесение после приварки вставки жаростойкого покрытия толщиной от 10 до 70 мкм на рабочую поверхность пера лопатки шликерным или газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме, при использовании в качестве материала покрытия либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплава состава: Si - от 4,0% до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплава состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное; нанесение после приварки вставки жаростойкого покрытия толщиной от 10 до 70 мкм на рабочую поверхность пера лопатки ионно-плазменным методом или электронно-лучевым испарением и конденсацией в вакууме, при использовании в качестве материала покрытия либо сплава системы MeCrAlY, где Me - Ni, Co, NiCo, NiPtAl, либо сплава состава: Si - от 4,0% до 12, 0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплава состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Ni - остальное или состава: Cr - от 18% до 34%; Al - от 3% до 16%; Y - от 0,2% до 0,7%; Co - от 16% до 30%; Ni - остальное, при чередовании нанесения жаростойкого слоя с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием, которую проводят до образования микро- или нанослоя, разделяющего жаростойкий слой на микрослои; после нанесения жаростойкого покрытия на лопатку нанесение слоя керамического материала толщиной от 20 мкм до 300 мкм, при использовании в качестве материала керамического слоя ZrO2-Y2O3 в соотношении Y2O3 - 5..9 вес.%, ZrO2 - остальное, при осуществлении нанесения слоя керамического материала газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме; перед нанесением жаростойкого слоя на поверхность лопатки нанесение слоя из Ta, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 3,0 мкм, а перед нанесением керамического слоя - нанесение слоя из Ta, Nb, Pt, Cr или их сочетания толщиной от 0,1 мкм до 2,0 мкм; осуществление сборки вставки и пера лопатки в замок по линии ремонтного сечения; ведение сварки электронно-лучевым методом со сквозным проплавлением при постоянной фокусировке и скорости сварки; ведение сварки либо электонно-лучевым, либо лазерным, либо плазменным, либо электродуговым методами; одновременное проведение сборки и сварки вставки и лопатки по линии ремонтного сечения; использование в качестве сварки сварку трением в защитной среде; проведение перед сваркой термической обработки путем нагрева лопатки до температуры 200°С…680°С, с термической выдержкой в вакууме при этой температуре в течение не менее 0,5 ч с обеспечением процесса дегазации металла лопатки и восстановления его дислокационной структуры и последующего охлаждения лопатки; проведение перед сваркой разделки кромок под сварку; проведение сварки вставки и пера лопатки колеблющимся электродом; проведение перед сваркой вставки и пера лопатки обработки материала вставки и лопатки в вакууме ионами аргона при температуре 200°С…680°С с последующей выдержкой в вакууме при этой температуре в течение не менее 0,5 ч, при вакууме не хуже 10-3 Па, позволяет достичь решения поставленной в изобретении задачи - создания способа, позволяющего повысить качество восстанавливаемых деталей при снижении его трудоемкости ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 2010 |
|
RU2441101C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБИН ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ И ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2010 |
|
RU2435872C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН | 2010 |
|
RU2441102C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2423551C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2447195C2 |
| СПОСОБ УПРОЧНЕНИЯ БЛОКА СОПЛОВЫХ ЛОПАТОК ТУРБОМАШИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2010 |
|
RU2445199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2441104C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
Изобретение относится к способу восстановления блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов. Дефектацию лопаток проводят по условиям эксплуатации раздельно для входной и выходной кромок. Для каждой из них определяют размер, расположение и геометрию дефектной зоны. В зависимости от размера, расположения и геометрии дефектной зоны разделяют лопатки на группы. В каждой из групп выбирают одинаковую линию ремонтного сечения. Для каждой группы изготавливают одинаковые вставки. Число групп берут от 1 до 20. Вставки изготавливают из материала, близкого по составу и/или свойствам материалу лопатки, размерами и формой соответствующими исходным размерам и форме восстанавливаемой этой вставкой части лопатки с учетом припуска на сварку в зоне стыка с лопаткой. Для группы входных или выходных кромок высоты вставок, измеренные в направлении оси пера лопатки, берут равными от 5% до 100% от высоты пера лопатки с шагом 5%, а ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, берут равными от 15% до 100% от высоты вставки. Проводят сборку и сварку вставок и лопатки по линиям ремонтного сечения, термическую и механическую обработки лопатки. В результате повышается качество восстанавливаемых деталей при снижении трудоемкости ремонта. 24 з.п. ф-лы, 3 ил., 2 табл.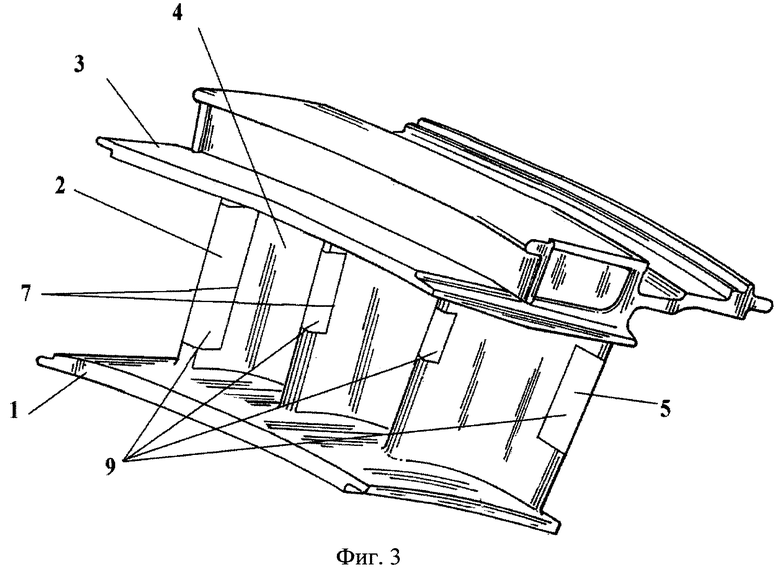
1. Способ восстановления блока сопловых лопаток турбомашин из никелевых или кобальтовых сплавов, при котором проводят дефектацию лопатки, на лопатке выбирают линии ремонтного сечения и отрезают дефектные части входной и выходной кромок лопатки, изготавливают вставки, обеспечивающие восстановление исходных размеров и формы лопатки, проводят сборку и сварку вставок и лопатки по линиям ремонтного сечения, термическую и механическую обработки лопатки, отличающийся тем, что дефектацию лопаток проводят по условиям эксплуатации раздельно для входной и выходной кромок, при этом для каждой из них определяют размер, расположение и геометрию дефектной зоны, в зависимости от размера, расположения и геометрии дефектной зоны разделяют лопатки на группы, в каждой из которых выбирают одинаковую линию ремонтного сечения и для каждой группы изготавливают одинаковые вставки, причем число групп берут от 1 до 20, а вставки изготавливают из материала, близкого по составу и/или свойствам материалу лопатки, размерами и формой соответствующими исходным размерам и форме восстанавливаемой этой вставкой части лопатки с учетом припуска на сварку в зоне стыка с лопаткой, причем для группы входных или выходных кромок высоты вставок, измеренные в направлении оси пера лопатки, берут равными от 5 до 100% от высоты пера лопатки с шагом 5%, а ширины вставок, измеренные в направлении, перпендикулярном продольной оси пера лопатки, берут равными от 15 до 100% от высоты вставки.
2. Способ по п.1, отличающийся тем, что рабочие поверхности вставки полируют электролитно-плазменным методом.
3. Способ по п.2, отличающийся тем, что проводят ионно-имплантационную обработку вставок.
4. Способ по п.3, отличающийся тем, что в качестве ионов для имплантации используют ионы Nb, Pt, Cr, Y, Yb, С, В, Zr, N, La, Hf, Si, Ti или их комбинации.
5. Способ по п.4, отличающийся тем, что ионную имплантацию проводят при энергии ионов 0,2-30 кэВ и дозе имплантации ионов от 1010 до 5·1020 ион/см2.
6. Способ по любому из пп.1-5, отличающийся тем, что на рабочую поверхность вставки шликерным или газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me-Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Ni - остальное или состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Со - от 16 до 30%; Ni - остальное.
7. Способ по любому из пп.1-5, отличающийся тем, что на рабочую поверхность вставки ионно-плазменным методами или электроннолучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me-Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Ni - остальное или состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Со - от 16 до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, N, Si или их сочетанием которую проводят до образования микро- или нанослоя разделяющего жаростойкий слой на микрослои, а количество микрослоев в жаростойком слое составляет от 3 до 1000.
8. Способ по любому из пп.1-5, отличающийся тем, что после приварки вставки на рабочую поверхность пера лопатки шликерным или газотермическим или ионно-плазменным методами или электроннолучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me-Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Ni - остальное или состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Со - от 16 до 30%; Ni - остальное.
9. Способ по любому из пп.1-5, отличающийся тем, что после приварки вставки на рабочую поверхность пера лопатки ионно-плазменным методом или электронно-лучевым испарением и конденсацией в вакууме наносят жаростойкое покрытие толщиной от 10 до 70 мкм, а в качестве материала покрытия используют либо сплав системы MeCrAlY, где Me-Ni, Co, NiCo, NiPtAl, либо сплав состава: Si - от 4,0 до 12,0%; Y - от 1,0 до 2,0%; Al - остальное, либо сплав состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Ni - остальное или состава: Cr - от 18 до 34%; Al - от 3 до 16%; Y - от 0,2 до 0,7%; Со - от 16 до 30%; Ni - остальное, причем нанесение жаростойкого слоя чередуют с периодической имплантацией ионами Nb, Pt, Yb, Y, La, Hf, Cr, Si или их сочетанием которую проводят до образования микро- или нанослоя разделяющего жаростойкий слой на микрослои.
10. Способ по п.8, отличающийся тем, что после нанесения жаростойкого покрытия наносят слой керамического материала толщиной от 20 до 300 мкм, в качестве материала керамического слоя используют ZrO2-Y2O3 в соотношении Y2O3 - 5…9 вес.%, ZrO2 - остальное, а нанесение слоя керамического материала осуществляют газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме.
11. Способ по п.9, отличающийся тем, что после нанесения жаростойкого покрытия наносят слой керамического материала толщиной от 20 мкм до 300 мкм, в качестве материала керамического слоя используют ZrO2-Y2O3 в соотношении Y2O3 - 5…9 вес.%, ZrO2 - остальное, а нанесение слоя керамического материала осуществляют газотермическим или ионно-плазменным методами или электронно-лучевым испарением и конденсацией в вакууме.
12. Способ по п.8, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм,
13. Способ по п.9, отличающийся тем, что перед нанесением жаростойкого слоя на поверхность лопатки дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 3,0 мкм.
14. Способ по любому из пп.10 и 11, отличающийся тем, что перед нанесением керамического слоя дополнительно наносят слой из Та, Nb, Pt, Cr или их сочетания толщиной от 0,1 до 2,0 мкм.
15. Способ по любому из пп.1-5, 10-13, отличающийся тем, что сборку вставки и пера лопатки осуществляют в замок по линии ремонтного сечения, а сварку ведут электронно-лучевым методом со сквозным проплавлением при постоянной фокусировке и скорости сварки.
16. Способ по любому из пп.1-5, 10-13, отличающийся тем, что сварку ведут либо электронно-лучевым, либо лазерным, либо плазменным, либо электродуговым методами.
17. Способ по любому из пп.1-5, 10-13, отличающийся тем, что сборку и сварку вставок и лопатки по линиям ремонтного сечения проводят одновременно, а в качестве сварки используют сварку трением в защитной среде.
18. Способ по п.6, отличающийся тем, что сборку вставки и пера лопатки осуществляют в замок по линии ремонтного сечения, а сварку ведут электронно-лучевым методом со сквозным проплавлением при постоянной фокусировке и скорости сварки.
19. Способ по п.6, отличающийся тем, что сварку ведут либо электроннолучевым, либо лазерным, либо плазменным, либо электродуговым методами.
20. Способ по п.6, отличающийся тем, что сборку и сварку вставок и лопатки по линиям ремонтного сечения проводят одновременно, а в качестве сварки используют сварку трением в защитной среде.
21. Способ по п.7, отличающийся тем, что сборку вставки и пера лопатки осуществляют в замок по линии ремонтного сечения, а сварку ведут электронно-лучевым методом со сквозным проплавлением при постоянной фокусировке и скорости сварки.
22. Способ по п.7, отличающийся тем, что сварку ведут либо электроннолучевым, либо лазерным, либо плазменным, либо электродуговым методами.
23. Способ по любому из пп.1-5, 10-13, отличающийся тем, что перед сваркой проводят термическую обработку путем нагрева лопатки до температуры 200…680°С, термической выдержки в вакууме при этой температуре в течение не менее 0,5 ч с обеспечением процесса дегазации металла лопатки и восстановления его дислокационной структуры и последующего охлаждения лопатки.
24. Способ по п.7, отличающийся тем, что перед сваркой проводят разделку кромок под сварку, а сварку вставки и пера лопатки ведут колеблющимся электродом.
25. Способ по любому из пп.1-5, 10-13, отличающийся тем, что перед сваркой вставки и пера лопатки проводят обработку материала вставки и лопатки в вакууме ионами аргона при температуре 200…680°С с последующей выдержкой в вакууме при этой температуре в течение не менее 0,5 ч, при вакууме не хуже 10-3 Па.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2001 |
|
RU2185945C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1996 |
|
RU2094200C1 |
| СПОСОБ РЕМОНТА РАБОЧИХ КОЛЕС ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2279960C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИБЕНЗОКСАЗИНДИОНОВ | 0 |
|
SU276404A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОСАДКИ ПЛАВУЧЕГО СРЕДСТВА НА ВОЛНЕНИИ | 1996 |
|
RU2111889C1 |

