Область применения изобретения
Изобретение в общем имеет отношение к созданию абразивного порошкового материала, абразивных изделий, которые содержат абразивный порошковый материал, и к способам механической обработки заготовок.
Предпосылки к созданию изобретения
Абразивные изделия обычно содержат абразивный порошковый материал или отформованы из него. Такой абразивный порошковый материал может быть использован как несвязанный абразив, чтобы образовать суспензию, или связанный абразив, типично как гибкий абразивный инструмент (шлифовальный материал с покрытием; шлифшкурка) или связанное абразивное изделие. Абразивные изделия используют в различных отраслях промышленности для механической обработки заготовок, такой как притирка, шлифование или полирование. Механическая обработка с использованием абразивных изделий нашла широкое распространение в промышленности, начиная от оптической промышленности, ремонта и окраски автомобилей, применений в стоматологии, до металлообрабатывающей промышленности. Механическая обработка, например, вручную или с использованием легко доступных инструментов, таких как орбитальные полировальные станки (как со случайной, так и с фиксированной осью), а также ленточно-шлифовальные станки и вибрационные шлифовальные станки, также используется в бытовых применениях. В каждом из этих примеров, абразив используют для съема материала заготовки и/или для изменения характеристик поверхности изделия (например, плоскостности и шероховатости поверхности).
Поверхностные характеристики включают в себя блеск, текстуру и однородность. Например, фирмы-изготовители металлических компонентов используют абразивные изделия для тонкого полирования поверхностей, при этом часто желательно получить однородную гладкую поверхность. Аналогично, фирмы-изготовители оптики используют абразивные изделия для удаления дефектов с поверхностей, чтобы исключить дифракцию света и рассеяние. Следует иметь в виду, что абразивная поверхность абразивного изделия в целом влияет на качество поверхности.
Формирование абразивных частиц, например, при помощи процессов химического синтеза или при помощи процессов обработки исходных материалов (например, за счет плавления и дробления), уже прошло длительный процесс развития и представляет собой зрелую область. Следует иметь в виду, что значительные усилия уже были приложены к развитию микроструктур, например, к созданию конструированных абразивных изделий, таких как гибкий абразивный инструмент и трехмерные порошковые структуры и составы в контексте связанных абразивов. Однако, несмотря на непрерывный прогресс в этой области, продолжает существовать необходимость в получении усовершенствованного порошкового материала.
Порошковые материалы главным образом включают в себя однофазные неорганические материалы, такие как оксид алюминия, карбид кремния, диоксид кремния, оксид церия, а также более твердые, обеспечивающие высокую эффективность обработки, зерна суперабразива, такого как кубический нитрид бора и алмаз. Усовершенствованные и еще более изощренные абразивные свойства были достигнуты за счет прогресса в области составных порошковых материалов. Такие материалы содержат агрегаты, которые могут быть образованы за счет процесса обработки суспензии, который предусматривает удаление жидкостного носителя за счет испарения, после чего остаются сырые агломераты, которые подвергают обработке при высокой температуре (то есть обжигу), чтобы получить годные к употреблению обожженные агломераты.
Такие составные агломераты нашли коммерческое применение в различных областях использования абразивных изделий. Однако в промышленности продолжает оставаться потребность в еще более усовершенствованных порошковых материалах, и в особенности в составных агрегатах, которые позволяют обеспечивать улучшенные характеристики механической обработки.
Сущность изобретения
В соответствии с первым вариантом осуществления настоящего изобретения предлагается абразивный гибкий инструмент, который содержит подложку и связанный с ней порошковый материал, причем порошковый материал содержит сырые, необожженные абразивные агрегаты, имеющие в целом сфероидальную или тороидальную форму, при этом агрегаты образованы из композиции, содержащей абразивные частицы и содержащее наночастицы связующее.
В соответствии с другим вариантом, абразивная суспензия содержит сырые, необожженные абразивные агрегаты, находящиеся в суспензии, причем агрегаты имеют в целом сфероидальную или тороидальную форму, при этом агрегаты содержат абразивные частицы и содержащее наночастицы связующее.
В соответствии с еще одним вариантом, связанный абразив содержит сырые, необожженные абразивные агрегаты, положение которых друг относительно друга фиксировано при помощи межагрегатного связующего, причем указанные агрегаты имеют в целом сфероидальную или тороидальную форму, при этом указанные агрегаты содержат абразивные частицы и содержащее наночастицы связующее.
В соответствии с еще одним вариантом осуществления настоящего изобретения предлагается способ формирования абразивного порошкового материала, который включает в себя следующие операции: образование суспензии, содержащей жидкостный носитель, абразивные частицы и содержащее наночастицы связующее; и распылительная сушка суспензии, чтобы образовать сырые, необожженные составные агрегаты, содержащие абразивные частицы и содержащее наночастицы связующее; и классифицирование агрегатов для использования в абразивном изделии.
В соответствии с еще одним аспектом осуществления настоящего изобретения предлагается способ механической обработки заготовки, который включает в себя следующие операции: использование заготовки, имеющей начальную поверхностную шероховатость Rai; и абразивная обработка заготовки при помощи единственного абразивного изделия, чтобы снять материал с заготовки, за счет чего заготовка будет иметь окончательную поверхностную шероховатость Raf, причем Raf составляет не больше чем 0.2 Rai.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, приведенного со ссылкой на сопроводительные чертежи, на которых аналогичные детали имеют одинаковые позиционные обозначения.
Краткое описание чертежей
На фиг.1-3 показаны микрофотоснимки с растрового электронного микроскопа, где можно видеть абразивные агрегаты, содержащие алмазные частицы в комбинации с наночастицами диоксида кремния, образующие покрытие на подложке в соответствии с одним из вариантов настоящего изобретения.
На фиг.4-6 показаны микрофотоснимки с растрового электронного микроскопа, где можно видеть абразивные агрегаты, содержащие частицы из карбида кремния в комбинации с наночастицами диоксида кремния, образующие покрытие на подложке в соответствии с другим вариантом настоящего изобретения.
На фиг.7 показаны результаты термического гравиметрического (весового) анализа (TGA) примеров в соответствии с вариантами настоящего изобретения.
На фиг.8 показаны результаты проводимой после синтеза термической обработки содержащих алмаз агрегатов, в соответствии с одним из вариантов настоящего изобретения.
На фиг.9-16 показаны различные агрегаты, образованные в соответствии с различными составами или параметрами обработки.
Подробное описание изобретения
В соответствии с одним из вариантов осуществления настоящего изобретения предлагаются абразивные агрегаты, которые особенно хорошо подходят для операций механической обработки, в которых абразивную обработку осуществляют за счет съема материала и улучшения качества поверхности. Абразивные агрегаты могут быть образованы при помощи технологического процесса с использованием суспензии. В таких вариантах преимущественно используют распылительную сушку, в которой суспензию, содержащую образующие материалы агрегатов и жидкостный носитель, такой как вода, перемешивают, распыляют на капли и сушат. Более подробно, в некоторых вариантах объединяют абразивные частицы, которые могут иметь форму микрочастиц, связующее, которое может иметь форму наночастиц, и жидкостный носитель, которым может быть вода для упрощения перемещения и обработки. В различных вариантах в суспензии дополнительно используют пластификатор, известный также как диспергатор, чтобы содействовать дисперсии абразивных частиц в объеме образованных указанным образом и высушенных при помощи распылительной сушки агрегатов.
Использованный здесь термин "микрочастица" может быть использован для обозначения частиц, имеющих средний размер частиц ориентировочно от 0.1 мкм до 50 мкм, а преимущественно не меньше чем 0.2 мкм, 0.5 мкм или 0.75 мкм, и не больше чем ориентировочно 20 мкм, например, не больше чем 10 мкм. В специфических вариантах частицы имеют средний размер частиц ориентировочно от 0.5 мкм до 10 мкм.
Использованный здесь термин "наночастица" может быть использован для обозначения частиц, имеющих средний размер частиц ориентировочно от 5 нм до 150 нм, типично ориентировочно меньше чем 100 нм, 80 нм, 60 нм, 50 нм или ориентировочно меньше чем 40 нм. Типичный средний размер наночастиц лежит в диапазоне ориентировочно от 20 нм до 50 нм
Использованный здесь термин "агрегат" может быть использован для обозначения частицы, полученной из множества более мелких частиц, которые объединены так, что относительно трудно разделить агрегат на более мелкие частицы за счет приложения давления или за счет перемешивания. В отличие от этого, использованный здесь термин "агломерат" применяют для обозначения частицы, полученной из множества более мелких частиц, которые объединены так, что относительно легко можно разделить агломерат на более мелкие частицы, например, за счет приложения давления или за счет перемешивания (воздействия) рукой. В соответствии с предлагаемыми здесь вариантами, агрегаты имеют составную структуру, содержащую как абразивные частицы, которые имеют размер в диапазоне микрочастиц, так и содержащее наночастицы связующее, которое образует матрицу агрегата, в объеме которой заключены или в которую заделаны абразивные частицы. Как это описано далее более подробно, агрегаты в соответствии с предлагаемыми здесь вариантами имеют отличную морфологию, характеризующуюся однородным распределением абразивных частиц в содержащем наночастицы связующем.
В соответствии с предлагаемыми здесь вариантами используют агрегаты в сыром, необожженном состоянии. Таким образом, агрегаты используют в абразивном изделии без проводимой после их формирования существенной термообработки, такой как обжиг, спекание или рекристаллизация, которая изменяет кристаллический размер, размер зерна, плотность, прочность на растяжение, модуль упругости и другие характеристики агрегатов. Такие процессы термообработки обычно используют для обработки керамики, чтобы получить полезные изделия, но не используют в соответствии с настоящим изобретением. Такие операции термообработки обычно проводят при температуре свыше 400°С, а обычно при температуре 500°С и выше. Для некоторых керамических разновидностей операции термообработки проводят в диапазоне от 800°С до 1200°С и выше.
Абразивные частицы обычно имеют твердость по Мосу ориентировочно больше 3, а преимущественно ориентировочно от 3 до 10. В специфических применениях, абразивные частицы имеют твердость по Мосу не меньше чем 5, 6, 7, 8 или 9. Полагают, что абразивные частицы в целом служат как первичный активный шлифующий или полирующий агент в абразивных агрегатах. В качестве примеров подходящих абразивных композиций можно привести неметаллические неорганические твердые материалы, такие как карбиды, оксиды, нитриды и некоторые содержащие углерод материалы. Оксиды включают в себя диоксид кремния (такой как кварц, кристобалит и стекловидные формы), оксид церия, диоксид циркония и оксид алюминия. Карбиды и нитриды включают в себя (но без ограничения) карбид кремния, карбид алюминия, нитрид бора (в том числе кубический нитрид бора), карбид титана, нитрид титана и нитрид кремния. Содержащие углерод материалы включают в себя алмаз, в том числе синтетический алмаз, технический алмаз, и подобные содержащие углерод материалы, такие как фуллерит и агрегатные алмазные наностержни. Материалы для абразивных композиций также могут содержать широкий диапазон встречающихся в природе добытых минералов, таких как, например, гранат, кристобалит, кварц, корунд и полевой шпат. В некоторых вариантах настоящего изобретения преимущественно используют алмаз, карбид кремния, оксид алюминия и/или оксид церия, причем алмаз является наиболее эффективным из них. Специалисты в данной области легко поймут, что и различные другие композиции, обладающие желательными характеристиками твердости, могут быть использованы как абразивные частицы в абразивных агрегатах в соответствии с настоящим изобретением. Кроме того, в некоторых вариантах настоящего изобретения могут быть использованы смеси двух или более различных абразивных частиц в одном и том же агрегате.
Как легко понять из приведенного описания, в вариантах настоящего изобретения могут быть использованы самые различные абразивные частицы. Из приведенных частиц, частицы из кубического нитрида бора и алмаза считают "суперабразивными" частицами, которые повсеместно используют для специальных операций механической обработки, в том числе для весьма критических операций полирования. Более того, на индивидуальные абразивные частицы может быть нанесено металлургическое покрытие, ранее их введения в агрегаты. Особенно хорошо подходят для нанесения на них покрытия суперабразивные частицы. Типичные металлургические покрытия включают в себя покрытие никелем, титаном, медью, серебром, а также их сплавами и смесями.
Как правило, размер абразивных частиц лежит в диапазоне микрочастиц. Следует иметь в виду, что абразивные частицы могут представлять собой абразивные агрегаты из более мелких частиц, например, абразивные агрегаты из наночастиц, однако обычно абразивные частицы представляют собой единичные (простые) частицы в диапазоне микрочастиц. Например, множество алмазных наночастиц могут быть объединены в агрегат, чтобы получить алмазную абразивную микрочастицу. Размер абразивных частиц может варьироваться в зависимости от типа использованного материала частиц. Например, в некоторых вариантах настоящего изобретения преимущественно используют алмазные абразивные частицы, которые имеют размер ориентировочно от 0.5 до 2 мкм, например, около 1 мкм. В других вариантах настоящего изобретения преимущественно используют абразивные частицы из карбида кремния, которые имеют размер ориентировочно от 3 до 8 мкм. В иных других вариантах настоящего изобретения преимущественно используют абразивные частицы из оксида алюминия, которые имеют размер ориентировочно от 3 до 5 мкм.
Абразивные частицы могут в целом составлять ориентировочно от 0.1% до 85% агрегатов. Однако агрегаты преимущественно содержат ориентировочно от 10% до 50% абразивных частиц.
В соответствии с первым вариантом осуществления настоящего изобретения, абразивные агрегаты могут быть образованы с использованием абразивных частиц одного размера, причем размер абразивных частиц и размер полученных агрегатов выбирают в соответствии с желательным видом операции полирования. В соответствии с другими вариантами, смеси двух или более имеющих различные размеры абразивных частиц могут быть использованы в комбинации, чтобы образовать абразивные агрегаты, имеющие предпочтительные характеристики, присущие каждому из размеров абразивных частиц.
Абразивные агрегаты в соответствии с настоящим изобретением также включают в себя содержащий наночастицы связующий материал, как уже было указано здесь выше. Содержащее наночастицы связующее в целом образует непрерывную матричную фазу, функцией которой является удержание абразивных частиц вместе в абразивных агрегатах, распределенных в объеме связующего. В этом отношении следует иметь в виду, что содержащее наночастицы связующее, которое образует непрерывную матричную фазу, само по себе в целом состоит из индивидуально идентифицируемых наночастиц, которые находятся в тесном контакте друг с другом, сблокированы вместе и, в определенной степени, имеют атомную связь друг с другом. Однако, за счет того, что образованные указанным образом агрегаты находятся в сыром, необожженном состоянии, индивидуальные наночастицы в целом не сплавлены вместе с образованием зерен, как в случае спеченного керамического материала. Приведенное здесь описание содержащего наночастицы связующего относится к одной или множеству разновидностей связующих материалов.
Несмотря на то что можно полагать, что материал абразивных частиц действует как первичный абразив, материал наночастиц также может действовать как вторичный абразив в некоторых вариантах агрегатов в соответствии с настоящим изобретением. Размер и характеристики полирования агрегатов могут быть заданы за счет изменения таких параметров, как композиция содержащего наночастицы связующего материала, отношение концентрации содержащего наночастицы связующего материала к концентрации абразивных частиц и размер абразивных частиц. Содержащий наночастицы связующий материал, сам по себе, может содержать очень мелкие керамические и содержащие углерод частицы, такие как наночастицы диоксида кремния в суспензии или в жидком коллоиде (известном как коллоидный кремнезем). Содержащий наночастицы связующий материал также может содержать (но без ограничения) коллоидный оксид алюминия, наночастицы оксида церия, алмазные наночастицы, а также их смеси. Коллоидный кремнезем является предпочтительным для использования в качестве содержащего наночастицы связующего материала в некоторых вариантах настоящего изобретения. Например, успешно применяемые в промышленном масштабе содержащие наночастицы связующие материалы содержат растворы коллоидного кремнезема, такие как BINDZEL 2040 и BINDZIL 2040 (которые могут быть закуплены на фирме Eka Chemicals Inc. of Marietta, Georgia, США) и NEXSIL 20 (который может быть закуплен на фирме Nyacol Nano Technologies, Inc. of Ashland, Massachusetts, США).
Ранее проведения распылительной сушки смесей, чтобы образовать агрегаты, смеси могут иметь содержащее наночастицы связующее в диапазоне ориентировочно от 0.1% до 80%, преимущественно в диапазоне ориентировочно от 10% до 30%, в пересчете на вес в мокром состоянии. В образованных абразивных агрегатах, содержащее наночастицы связующее может составлять ориентировочно от 1% до 90% агрегатов, преимущественно ориентировочно от 20% до 80% агрегатов, а предпочтительнее, ориентировочно от 50% до 75% агрегатов, в пересчете на сухой вес.
Суспензия для образования абразивных агрегатов также преимущественно может содержать другой материал, который в первую очередь служит как пластификатор, известный также как диспергатор, чтобы содействовать дисперсии абразивных частиц в объеме образованных агрегатов. Можно полагать, что за счет использованных низких температур обработки, пластификатор остается в образованных указанным образом агрегатах и может быть обнаружен при помощи термического гравиметрического анализа (TGA). Этот пластификатор также может содействовать удержанию вместе абразивных частиц и содержащего наночастицы связующего материала в агрегате, когда смесь подвергают распылительной сушке.
В этом отношении, на фиг.7 приведены результаты TGA анализа как содержащих SiC агрегатов, так и содержащих алмаз агрегатов, показывающие, что удаление остаточного пластификатора происходит при температуре от 250°С до 400°С. Следует иметь в виду, что было обнаружено выгорание алмаза при более высоких температурах. Однако следует иметь в виду, что TGA анализ был применен только для оценки характеристик, и повышенные температуры, которым при его проведении подвергают агрегаты, не используют в последовательности технологических операций, применяемых для формирования агрегатов.
Пластификаторы включают в себя как органические, так и неорганические материалы, а также поверхностно-активные вещества и другие изменяющие поверхностное натяжение разновидности. В специфических вариантах прибегают к использованию разновидностей органических материалов, таких как полимеры и мономеры. В примерном варианте в качестве пластификатора используют полиол. Например, полиолом может быть мономерный полиол или может быть полимерный полиол. Примерный мономерный полиол содержит 1,2-пропандиол; 1,4-пропандиол; этиленгликоль; глицерин; пантаэритриол; сахарные спирты, такие как малитол, сорбит, изомальт, или любую их комбинацию; или любую их комбинацию. Примерный полимерный полиол содержит полиэтиленгликоль; полипропиленгликоль; поли (тетраметилен эфир) гликоль; полиэтиленоксид; полипропиленоксид; продукт реакции глицерина и пропиленоксида или этиленоксида, или их комбинацию; или их комбинацию; продукт реакции диола и дикарбоновой кислоты или его производную; нефтяной полиол; или любую их комбинацию. В соответствии с одним из примеров, полиолом может быть полиэфирный полиол, такой как продукт реакции диола и дикарбоновой кислоты, или его производная. В другом примере, полиолом может быть полиэфирный полиол, такой как полиэтиленгликоль, полипропиленгликоль, полиэтиленоксид, полипропиленоксид, или продукт реакции глицерина и пропиленоксида или этиленоксида. В частности, пластификатор содержит полиэтиленгликоль (PEG).
Пластификатор, а особенно полиэтиленгликоль, может иметь различный молекулярный вес. Подходящий молекулярный вес лежит в диапазоне ориентировочно от 10 до 3000, например, от 50 до 1000, от 50 до 500 или от 50 до 400. Было обнаружено, что PEG 200 представляет собой особенно полезный пластификатор для некоторых вариантов настоящего изобретения. Концентрация пластификатора в смеси, ранее распылительной сушки, может лежать в диапазоне ориентировочно от 0.5% до 40%, а преимущественно ориентировочно от 0.5% до 5%.
Легко понять, что композиция, которую используют для формирования агрегатов, содержит основные разновидности абразивных частиц, содержащее наночастицы связующее и часто пластификатор. Эти разновидности могут иметь различное относительное содержание в композиции для образования агрегатов. Относительное содержание твердых веществ в агрегатах является зеркальным отражением содержания твердых веществ в композиции для образования агрегатов, несмотря на то, что окончательное содержание пластификатора может быть изменено за счет сушки / улетучивания во время процесса распылительной сушки, и несмотря на то, что TGA анализ показывает сохранение пластификатора в агрегатах. Композиция может содержать ориентировочно от 0.1 до 85 вес.% абразивных частиц, ориентировочно от 0.1 до 80 вес.% содержащего наночастицы связующего, и ориентировочно от 0.5 до 40 вес.% пластификатора, в пересчете на полный вес твердых веществ в композиции. В некоторых вариантах, композиция может содержать ориентировочно от 10 до 50 вес.% абразивных частиц, ориентировочно от 50 до 90 вес.% содержащего наночастицы связующего и ориентировочно от 0.5 до 15 вес.% пластификатора. В специфических вариантах, композиция может содержать ориентировочно от 15 до 40 вес.% абразивных частиц и ориентировочно от 60 до 85 вес.% содержащего наночастицы связующего.
В композиции также содержится летучая жидкость, которая действует как носитель и служит для ожижения или псевдоожижения смеси абразивных частиц, содержащего наночастицы связующего материала и пластификатора, так что смесь может втекать в распылительную сушилку, распыляться на мелкие капли агрегата и сушиться в ней. Летучим жидкостным носителем преимущественно является деионизированная вода, однако могут быть использованы и другие летучие жидкости, которые отгоняются при температурах типичной распылительной сушки и существенно не изменяют состав композиции смеси. Ожиженная смесь может содержать абразивные частицы, содержащий наночастицы связующий материал и пластификатор, с балансом в виде летучей жидкости. Композиция, в виде суспензии, может быть суспензией на водной основе и может содержать ориентировочно от 7.5% до 15% абразивных частиц, ориентировочно от 2.5% до 7.5% (содержащего наночастицы связующего материала) и ориентировочно от 0.5% до 1.5% пластификатора, в пересчете на полный вес суспензии.
Следует иметь в виду, что во время обработки, в соответствии с некоторыми вариантами настоящего изобретения, преимущественно следует удалять любые накопленные статические заряды с абразивных частиц, ранее их ввода в смесь. Было обнаружено, что стабильность агрегатов, образованных в операции распылительной сушки, существенно улучшается, если с абразивных частиц предварительно удалять накопленные заряды. После хорошего перемешивания, ожиженную смесь, которая содержит абразивные частицы, содержащий наночастицы связующий материал и пластификатор, подвергают обработке в распылительной сушилке, чтобы образовать абразивные агрегаты.
Могут быть использованы различные распылительные сушилки, в том числе вращающийся распылитель, распылитель с одной форсункой и распылитель с двумя форсунками. Для смесей, имеющих относительно мелкие абразивные частицы, и для формирования относительно мелких агрегатов, в качестве распылительной сушилки преимущественно используют вращающийся распылитель. Для смесей, имеющих относительно крупные абразивные частицы, особенно если они ориентировочно превышают 80 мкм, и для формирования относительно крупных агрегатов, особенно если они ориентировочно превышают 90 мкм, в качестве распылительной сушилки преимущественно используют распылитель с одной форсункой или распылитель с двумя форсунками.
Распылительная сушилка типично содержит по меньшей мере две точки сбора материала, одну у циклона, а другую на дне основной сушильной камеры. Агрегаты, образованные в соответствии с настоящим изобретением, могут быть собраны из обеих из этих точек. Однако было обнаружено, что агрегаты, собранные из точки у циклона, в целом меньше по размеру и легче по весу, чем агрегаты, собранные на дне основной сушильной камеры, которые в целом больше по размеру и тяжелее по весу. Было обнаружено, что агрегаты, собранные из точки у циклона, типично имеют размер ориентировочно от 5 до 25 мкм. С другой стороны, агрегаты, собранные на дне основной сушильной камеры, типично имеют размер ориентировочно от 20 до 100 мкм.
Для того чтобы начать распылительную сушку, суспензию накачивают в распылительную сушилку в целом с постоянной скоростью. Суспензию затем пропускают через распылитель, который находится внутри распылительной сушилки, чтобы образовать в целом сфероидальные капли. При пропускании через распылитель, эти капли захватываются вихрем горячего воздуха, в котором жидкая часть суспензии по существу мгновенно испаряется, а твердая часть суспензии образует агрегат. Горячий воздух, который испаряет жидкую фракцию суспензии и оставляет твердые частицы, типично имеет температуру не выше чем 400°С, например, не выше чем 375°С, 350°С или 300°С. Распылительную сушку типично проводят при температуре ориентировочно выше чем 80°С, например, ориентировочно выше чем 90°С. В специфических вариантах, распылительную сушку проводят при температуре ориентировочно от 90°С до 250°С. Следует иметь в виду, что время пребывания в имеющем высокую температуру участке распылительной сушилки ограничено секундами, например, составляет от 0.5 до 10 секунд, что находится в разительном контрасте с временем пребывания при типичной термообработке при обжиге или спекании типичных керамических продуктов.
Когда суспензия входит в вихрь горячего воздуха, жидкость главным образом испаряется и из смеси образуется мелкий порошок, содержащий множество агрегатов, причем каждый абразивный агрегат является в целом сфероидальным по форме. Использованный здесь термин "сфероидальные" агрегаты относится к агрегатам, имеющим сферическую форму, или в целом сферическую форму, в том числе к эллипсоидам и другим сферическим измененным формам, которые получают в результате процесса распылительной сушки. Таким образом, сфероиды включают в себя сферы, эллипсоиды, а также искривленные сферы и эллипсоиды, которые в целом имеют скорее округлую форму, чем прямоугольную форму. Следует иметь в виду, что каждый из агрегатов содержит абразивные частицы, связанные вместе при помощи содержащего наночастицы связующего материала, и любой остаток пластификатора, который не испарился. Окончательное содержание влаги в агрегатах, после операции распылительной сушки, в целом составляет ориентировочно от 1 до 3 вес.%.
В соответствии с настоящим изобретением преимущественно не проводят операции дополнительной обработки, которые существенно изменяют композицию или морфологию образованных указанным образом необожженных, сырых, полученных после распылительной сушки агрегатов, чтобы получить готовые к использованию абразивные агрегаты. Фактически, в соответствии с некоторыми вариантами настоящего изобретения, способ формирования агрегатов включает в себя главным образом только указанные выше операции перемешивания и распылительной сушки, причем не проводят операции термообработки, которые могли бы повлиять на морфологию агрегатов. В частности, не проводят ни одну операцию, в которой материалы нагревают до очень высоких температур в диапазоне ориентировочно от 500°С до 1000°С или больше, чтобы расплавлять, спекать или иным образом воздействовать на диоксид кремния или другое содержащее наночастицы связующее в смесях. Таким образом, в соответствии с некоторыми вариантами настоящего изобретения, все операции способа формирования агрегатов могут быть проведены при температурах около 400°С или меньше.
Это разительно отличается от обычных процессов формирования абразивных порошков с агрегатными частицами, в которых обычно требуется операция спекания, проводимая при высоких температурах, составляющих ориентировочно от 500°С до 1000°С или больше.
Несмотря на то что агрегаты не требуют спекания или другой аналогичной обработки, проводимой при высокой температуре, было обнаружено, что созданные агрегаты имеют высокую прочность. В частности, было обнаружено, что сформированные агрегаты являются стойкими к растворению в самых различных химических растворителях, в том числе в метилэтилкетоне (МЕК), изопропиловом спирте (IPA) и в 1,4-диоксане.
После формирования может быть проведена классификация или разделение агрегатов на различные размерные диапазоны, что желательно провести до нанесения агрегатов на подложку или до иного их использования в операции полирования. В дополнение к абразивным агрегатам, полученный порошок может содержать некоторое количество материала с размером зерна, который меньше желательного размера. Порошковый материал, содержащий сформированные указанным образом агрегаты, в целом имеет средний размер частиц в диапазоне ориентировочно от 10 до 150 мкм. Типично, указанный материал имеет средний размер частиц ориентировочно не меньше чем 20 мкм, например, ориентировочно не меньше чем 25 мкм. Верхние пределы для среднего размера частиц определяются ограничивающими условиями процесса и конкретными требованиями к применению изделия, и в целом материал имеет средний размер частиц ориентировочно не больше чем 100 мкм, например, ориентировочно не больше чем 90, 80 или даже не больше чем 70 мкм. В некоторых вариантах, средний размер частиц агрегатного материала преимущественно составляет ориентировочно от 20 мкм и 50 мкм. Размер и размерный диапазон агрегатов может быть подстроен и может зависеть от множества факторов, в том числе от композиции смеси и скорости подачи в распылительную сушилку. Например, абразивные агрегаты с размерами ориентировочно 10 мкм, 20 мкм, 35 мкм, 40 мкм и 45 мкм могут быть успешно получены с использованием вращающейся распылительной сушилки. Эти агрегаты имеют образующие абразивные частицы в диапазоне ориентировочно от 5 до 8 мкм.
При рассмотрении с увеличением (под микроскопом), агрегаты имеют в целом сфероидальную форму, характеризуемую круглотой или сферичностью, как это показано на микрофотоснимках на фиг.4-6, полученных при помощи растрового электронного микроскопа. Однако было обнаружено, что в некоторых случаях агрегаты могут иметь пустоту вблизи от центра агрегата и поэтому могут иметь тороидальную форму, как это показано на микрофотоснимках на фиг.1-3, полученных при помощи растрового электронного микроскопа. Индивидуальные абразивные частицы, такие как алмазные абразивные частицы, диспергированы как на поверхности агрегатов, так и в их объеме, причем относительно мало скоплений индивидуальных частиц имеется на поверхности агрегатов. Следует иметь в виду, что на фиг.1-6 показаны диспергированные, индивидуальные агрегаты, которые связаны вместе в полимерной связующей системе.
Дальнейшее исследование абразивных агрегатов показало, что в некоторых вариантах имеются полые сфероиды. Такие частицы являются аналогами толстостенных теннисных мячей и имеют толщину стенки tw в диапазоне ориентировочно от 0.08 до 0.4 среднего размера агрегатов. Параметры процесса и композиции исходных материалов могут быть изменены для получения различных толщин стенки, например, толщин стенки, составляющих ориентировочно не меньше чем 0.1, 0.15 среднего размера агрегатов. Верхние пределы толщин стенки могут составлять 0.35, 0.30, 0.25 или 0.20 среднего размера агрегатов. Дополнительные исследования показали, что удельные площади поверхности (SSA) в целом превышают 2 м2/г, например, превышают 10 м2/г или превышают 15 м2/г. Максимальная удельная площадь поверхности (SSA) составляет не больше чем 150 м2/г, например, не больше чем 100 м2/г.
После формирования, абразивные агрегаты могут быть использованы 'как есть' при соответствующей классификации, чтобы улучшить распределение частиц по размерам. Несмотря на то что исключены проводимые после синтеза операции способа, такие как термообработка при высоких температурах, так что агрегаты используют в сыром, необожженном состоянии, агрегаты могут иметь металлургическое покрытие, которое наносят аналогично нанесению покрытия на индивидуальные абразивные частицы. Металлургические покрытия содержат никель, титан, медь и серебро, а также их сплавы и смеси.
После приготовления, абразивные агрегаты могут быть использованы непосредственно в виде несвязанного абразивного порошка. При этом, образованный из агрегатов абразивный порошок может быть использован как сухой порошок или как порошок, смоченный жидкостью, такой как вода, чтобы создать суспензию с улучшенными характеристиками. Этот абразивный порошок также может быть введен в полировальную пасту или гель. Полученный таким образом абразивный порошок преимущественно может быть использован для чистовой обработки и/или полирования различных материалов, например, для химико-механической планаризации (СМР), применяемой в полупроводниковой промышленности, для тонкой чистовой обработки поверхности различных материалов и для полирования как естественных зубов, так и искусственных стоматологических материалов. Альтернативно, агрегаты могут быть введены в закрепленные абразивы, под которыми понимают как гибкий абразивный инструмент, так и связанные абразивные изделия.
Однако, в соответствии с другими вариантами настоящего изобретения, абразивные агрегаты преимущественно объединяют с полимерным материалом, используемым для того, чтобы сцеплять агрегаты с поверхностью подложки. Процессы объединения агрегатов с полимерным связующим материалом включают в себя операцию образования суспензии, в которой агрегаты, смолу (полимер) и другие добавки объединяют вместе и наносят в виде покрытия на подложку; в отдельном технологическом маршруте, агрегаты могут быть нанесены на покрытую смолой подложку при помощи электростатического притяжения или просто за счет силы тяжести (например, могут быть нанесены на подложку за счет разбрызгивания). Последний подход широко применяется в промышленности, причем сначала наносят на подложку 'формирующее покрытие', затем агрегаты наносят на формирующее покрытие, после чего наносят 'размерное покрытие'. При необходимости, сверхразмерное покрытие может быть нанесено на размерное покрытие. Кроме того, эластичное покрытие может быть введено между формирующим покрытием и подложкой. В другом примере, заднее покрытие может быть нанесено на подложку на стороне, противоположной формирующему покрытию.
Что касается суспензии для покрытия подложки, то, в дополнение к агрегатам, суспензия обычно также содержит растворитель, такой как вода или органический растворитель, и полимерный связующий материал. В качестве примеров подходящих полимерных связующих материалов можно привести полиэфиры, эпоксидные смолы, полиуретаны, полиамиды, полиакрилаты, полиметакрилаты, поливинилхлориды, полиэтилен, полисилоксан, силиконы, ацетаты целлюлозы, нитроцеллюлозу, природный каучук, крахмал, шеллак, а также их смеси. Полимерный связующий материал преимущественно представляет собой полиэфир (полиэфирную смолу). Суспензия может дополнительно содержать другие ингредиенты, чтобы образовать систему связки, предназначенную для того, чтобы связать агрегатные гранулы (частицы) с подложкой. Суспензию тщательно перемешивают, например, с использованием смесителя с высоким срезающим усилием.
Суспензию, содержащую агрегатные гранулы, преимущественно наносят на подложку с использованием устройства с ракельным ножом, чтобы образовать покрытие. Альтернативно, суспензия может быть нанесена с использованием щелевого штампа, процесса глубокой печати или процесса обратной глубокой печати. Толщина покрытия после сушки может составлять ориентировочно от 1 до 5 мил. При движении подложки под устройством с ракельным ножом с желательной скоростью, происходит нанесение желательной толщины суспензии с гранулами агрегата на подложку. Скорость нанесения покрытия преимущественно составляет ориентировочно от 10 до 40 футов в минуту.
Покрытую подложку затем нагревают, чтобы произвести отверждение смолы и связать гранулы агрегата с подложкой. Как правило, покрытую подложку в процессе этого отверждения нагревают до температуры ориентировочно от 100°С до меньше чем 250°С. В соответствии с некоторыми вариантами настоящего изобретения, операцию отверждения проводят при температуре ориентировочно меньше чем 200°С.
После отверждения смолы и обеспечения связи гранул абразивного агрегата с подложкой, покрытая подложка может быть использована в различных применениях снятия слоя материала, чистовой обработки и полирования.
В альтернативном варианте настоящего изобретения, абразивные агрегаты могут быть непосредственно введены в подложку. Например, агрегаты могут быть перемешаны с полиэфиром и эта смесь агрегатов и полиэфира может быть нанесена на подложку.
В другом альтернативном варианте настоящего изобретения, на подложку могут быть нанесены абразивные агрегаты, покрытые адгезивом, и затем уплотнены. Эта технология нанесения покрытия аналогична той, которую типично используют для получения обычной наждачной бумаги. Однако в этом варианте абразивные агрегаты преимущественно не вводят в суспензию. Вместо этого, абразивный порошок, содержащий агрегаты, преимущественно наносят на подложку, на которую уже был нанесен адгезив в виде формирующего покрытия, с последующим уплотнением при помощи размерного покрытия. При необходимости на подложку может быть предварительно нанесено эластичное покрытие или заднее покрытие.
В соответствии с альтернативным вариантом осуществления настоящего изобретения, абразивные агрегаты могут быть нанесены на подложки или другие материалы при помощи электроосаждения, электростатического осаждения, нанесения покрытия методом распыления и методом напыления порошка.
Покрытая абразивом подложка затем может быть использована как пленка для притирки или пленка для тонкой чистовой обработки, которые применяют для чистовой обработки и/или полирования других материалов. В качестве материалов для подложки, на которую наносят покрытие описанным здесь способом, могут быть использованы (но без ограничения) полиэфир, полиуретан, полипропилен, полиимиды, такие как KAPTON фирмы DuPont, нетканые материалы, тканые материалы, бумага и металлы, в том числе фольга из меди, алюминия и стали. В некоторых вариантах настоящего изобретения особенно предпочтительными материалами для подложки являются полиэфирные пленки. Подходящие подложки имеют толщину, до нанесения покрытия, ориентировочно от 1 до 14 мил.
Кроме того, абразивные агрегаты также могут быть введены в связанные абразивы, такие как алмазные шлифовальные круги и другие шлифовальные круги. Связанные абразивные изделия также могут быть использованы для создания обеспечивающих высокое сцепление, не скользких материалов, которые могут быть нанесены, например, на лестничные ступеньки. Здесь под типичными связанными абразивами понимают скорее трехмерные структуры, а не в целом плоские конструкции с нанесенным на гибкую подложку абразивом, причем они содержат трехмерную матрицу связующего материала, в которую заделаны агрегаты. Таким образом, связующий материал, который присутствует в фазе между агрегатами, фиксирует положение агрегатов друг относительно друга. В известных связанных абразивах используют самые различные связующие материалы, в том числе смолу, стекло и металлы, причем некоторые связующие материалы, такие как стекло и металлы, требуют обработки при высокой температуре. Для того чтобы сохранить сырые структуры агрегатов, обычно используют системы связки, которые не требуют высоких температур отверждения, или которые могут быть отверждены при помощи актиничного излучения, такого как УФ-излучение.
В соответствии с одним из вариантов осуществления настоящего изобретения, абразивное изделие может быть использовано для чистовой обработки и полирования кабелей связи, а в особенности волоконно-оптических кабелей. Волоконно-оптические кабели позволяют передавать большие объемы данных с очень высокой скоростью в виде световых импульсов. Однако для того, чтобы эти световые импульсы эффективно передавались между соединенными друг с другом волоконно-оптическими кабелями или между волоконно-оптическим кабелем и соединенным с ним электронным устройством, концы волоконно-оптических соединителей должны быть точно срезаны и затем очень хорошо отполированы, чтобы получить очень гладкую поверхность и соответствующую геометрию поперечного сечения. Полученные в соответствии с настоящим изобретением абразивные пленочные подложки, вырезанные в форме кругов или листов, могут быть использованы для такого применения, причем они обеспечивают высокую эффективность полирования торцов волоконно-оптических соединителей.
В случае использования для полирования торцов волоконно-оптических соединителей, абразивные пленочные подложки преимущественно содержат агрегаты, образованные из алмазных абразивных частиц, объединенных с диоксидом кремния, который используют как содержащее наночастицы связующее. Абразивные частицы преимущественно имеют размер около 1 мкм, а полный размер агрегатов преимущественно составляет ориентировочно от 30 до 80 мкм. Эти агрегаты преимущественно связаны с полиэфирной пленочной подложкой. Полирование торцов волоконно-оптических соединителей может быть осуществлено на полировальной машине. Подходящая полировальная машина для 12 волоконно-оптических соединителей может быть закуплена на фирме Domaille Engineering of Rochester, Minnesota (США), причем на ней могут быть использованы абразивные пленочные подложки в соответствии с настоящим изобретением для полирования торцов волоконно-оптических соединителей, например, со скоростью около 60 об/мин и с приложенным давлением около 8 psi (фунт на квадратный дюйм).
В соответствии с другим вариантом осуществления настоящего изобретения, абразивное изделие может быть использовано для съема материала, а также для чистовой обработки и полирования поверхностей твердых материалов, таких как сталь. В случае использования для полирования металлических поверхностей, абразивные пленочные подложки преимущественно содержат агрегаты, образованные из алмазных абразивных частиц, объединенных с диоксидом кремния, который используют как содержащее наночастицы связующее. Абразивные частицы преимущественно имеют размер около 1 мкм, а полный размер агрегатов преимущественно составляет ориентировочно от 30 до 80 мкм.
Эти агрегаты преимущественно связаны с полиэфирной пленочной подложкой. Полирование металлических поверхностей с использованием этого абразивного изделия может быть осуществлено, например, на полировальной машине Struers (фирма Struers, Inc. of Westlake, Ohio, США), работающей на скорости 600 об/мин и с приложенной силой 15 Н. Альтернативно, полирование поверхностей твердых металлов также может быть осуществлено с использованием абразивных агрегатов, образованных из частиц из карбида кремния, объединенных с диоксидом кремния.
В соответствии с еще одним вариантом осуществления настоящего изобретения, абразивное изделие может быть использовано для съема материала, а также для чистовой обработки и полирования поверхностей мягких материалов, таких как медь или латунь. В случае использования для полирования металлических поверхностей, абразивные пленочные подложки преимущественно содержат агрегаты, образованные из алмазных абразивных частиц, объединенных с диоксидом кремния, который используют как содержащее наночастицы связующее. Абразивные частицы преимущественно имеют размер ориентировочно от 3 до 5 мкм, а полный размер агрегатов преимущественно составляет ориентировочно от 30 до 80 мкм.
Эти агрегаты преимущественно связаны с полиэфирной пленочной подложкой. Полирование металлических поверхностей с использованием этого абразивного изделия может быть осуществлено, например, на полировальной машине Struers (фирма Struers, Inc. of Westlake, Ohio, США), работающей на скорости 150 об/мин и с приложенной силой 45 Н. Альтернативно, полирование поверхностей мягких металлов также может быть осуществлено с использованием абразивных агрегатов, образованных из частиц из карбида кремния, объединенных с диоксидом кремния.
В соответствии с еще одним вариантом осуществления настоящего изобретения, абразивное изделие может быть использовано для чистовой обработки и полирования имеющих покрытие поверхностей, таких как окрашенные поверхности. В частности, абразивная пленочная подложка может быть использована для полирования окрашенных поверхностей автомобилей. В случае использования для полирования окрашенных поверхностей автомобилей, абразивные пленочные подложки преимущественно содержат агрегаты, образованные из абразивных частиц из карбида кремния, объединенных с диоксидом кремния, который используют как содержащее наночастицы связующее. Абразивные частицы преимущественно имеют размер ориентировочно от 3 до 8 мкм, а полный размер агрегатов преимущественно составляет ориентировочно от 30 до 50 мкм. Эти агрегаты преимущественно связаны с полиэфирной пленочной подложкой.
В соответствии с еще одним вариантом осуществления настоящего изобретения, абразивное изделие может быть использовано для проведения чистовой обработки в стоматологии. В этом случае, абразивное изделие, такое как гибкий абразивный инструмент, содержащий сырые, необожженные агрегаты, соответствующий описанному здесь выше, достаточно успешно может быть использован для проведения чистовой обработки поверхности зубов и зубных протезов.
Типично, полирование описанных здесь выше материалов проводят в многоступенчатом процессе. Сначала поверхность полируют относительно грубым абразивным материалом, а затем ее вновь полируют несколько более тонким абразивным материалом. Этот процесс повторяют несколько раз, всякий раз с более тонким абразивным материалом, пока не будет достигнута желательная степень гладкости поверхности. В этом типе многоступенчатого процесса полирования обычно требуется, чтобы зерна абразива имели такой же размер, как и размер царапин, которые необходимо удалить. В некоторых протоколах полирования успешно используют изделия с более мелкими абразивными частицами, при этом соответствующая шероховатость Ra уменьшается в 3 раза (по отношению как к абразивному изделию, так и к заготовке после операции механической обработки). Таким образом, необходимо уменьшить размер абразивных частиц предельно в 3 раза (например, от 9 мкм до 6 мкм и до 3 мкм), чтобы обеспечить удаление дефекта от предыдущей операции механической обработки.
Однако, в отличие от обычного многоступенчатого процесса, достаточно неожиданно было обнаружено, что самые различные заготовки, в том числе волоконно-оптические соединители, металлические поверхности, окрашенные поверхности автомобилей и зубные протезы, могут быть отполированы в одноступенчатом процессе, с использованием одного, а не множества абразивных изделий, а именно, абразивного гибкого инструмента в соответствии с настоящим изобретением. Этот результат является достаточно удивительным и весьма полезным. Было обнаружено, что когда используют абразивные подложки в соответствии с настоящим изобретением, то весь процесс полирования может быть осуществлен с использованием всего только одного абразива. Это приводит к существенному сокращению времени, которое необходимо для того, чтобы добиться желательной степени гладкости полируемой поверхности, а также приводит к заметному снижению затрат.
Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что указанное преимущество получено за счет уникальных свойств агрегатов в соответствии с настоящим изобретением. Средняя шероховатость или Ra поверхности является мерой степени изменений профиля полной (габаритной) высоты поверхности. Более низкие значения шероховатости в целом соответствуют более гладкой поверхности, которая имеет меньшие изменения полной высоты между различными местоположениями на поверхности. Когда измеряют значение шероховатости абразивных материалов, тогда полученные значения шероховатости могут быть типично соотнесены со средним размером абразивных частиц. Например, для обычных абразивов с алмазными частицами, размер алмазных частиц и ожидаемые значения шероховатости для абразивов типично являются следующими:
Для того чтобы произвести чистовую обработку или полирование поверхности до желательной конечной максимальной шероховатости (то есть до желательной конечной минимальной степени гладкости), обычно следует использовать абразив, имеющий соответствующую максимальную степень шероховатости.
Однако было обнаружено, что агрегаты в соответствии с настоящим изобретением имеют значение шероховатости, которое превышает значение шероховатости, типично ожидаемое для абразивных частиц сравнимого размера. Так, например, в то время как типичные алмазные абразивные частицы размером 30 мкм в целом имеют значения шероховатости около 2.5 мкм (как уже было указано здесь выше), то агрегаты размером 30 мкм в соответствии с настоящим изобретением, образованные из алмазных абразивных частиц размером 1 мкм и диоксида кремния, образующего содержащее наночастицы связующее, имеют значения шероховатости ориентировочно от 5 до 6 мкм.
Еще более удивительным является то, что, несмотря на указанные высокие значения шероховатости, эти же самые агрегаты в соответствии с настоящим изобретением могут быть использованы для тонкого полирования поверхностей. Гладкость отделанной поверхности, соответствующая значению шероховатости намного меньше 1 мкм, может быть достигнута с использованием указанных агрегатов, содержащих алмазные абразивные частицы и диоксид кремния, которые имеют значения шероховатости ориентировочно от 5 до 6 мкм. Обычно требуются абразивные частицы, имеющие размер около 1 мкм или меньше, чтобы отполировать поверхность до этой степени гладкости.
Более конкретно, на основании проверки множества вариантов было обнаружено, что начальная шероховатость поверхности заготовки может быть обработана и отполирована в одной операции, с использованием единственного абразивного изделия, что намного превосходит возможности традиционного (известного) единственного абразивного изделия. Например, в случае заготовки, имеющей начальную шероховатость поверхности Rai, приведенные здесь варианты показали возможность снижения начальной шероховатости поверхности Rai до конечной шероховатости поверхности, за счет обработки абразивным инструментом заготовки, причем конечная шероховатость поверхности Raf составляет не больше чем 0.2 Rai, например, не больше чем 0.1 Rai. Указанное снижение шероховатости поверхности за счет использования единственного абразивного изделия заслуживает особого внимания, так как традиционные абразивные изделия обеспечивают весьма ограниченное снижение шероховатости поверхности за счет использования единственного абразивного изделия. Измеренные величины сниженной шероховатости поверхности составляют не больше чем 0.5 Rai и даже ориентировочно не больше чем 0.01 Rai, что соответствует снижению на 2 порядка шероховатости поверхности Ra.
Несмотря на то что не совсем понятны точные причины, по которым приведенные здесь варианты показали такую высокую эффективность механической обработки, которая часто приводит к снижению на порядок значения Ra для заготовки, все же можно предположить, что предложенные сырые, необожженные агрегаты, имеющие комплексную структуру, обеспечивают механическую обработку за счет дополняющих одновременных проходов. Например, можно полагать, что размер агрегата несет ответственность за удаление крупных дефектов (например, за удаление царапин длиной от 6 до 7 мкм на заготовке). При этом можно полагать, что первичные абразивные частицы несут ответственность за одновременное удаление дефектов средних размеров, дополнительно снижая значение Ra для заготовки. Более того, можно также полагать, что содержащее наночастицы связующее способствует сверхтонкой полировке заготовки, снижая значения Ra для заготовки до нанометрового диапазона, например, ориентировочно от 10 до 20 нм, что наблюдается на некоторых заготовках.
Следует подчеркнуть, что сырое, необожженное состояние агрегатов способствует отмеченному здесь выше существенному повышению эффективности механической обработки. Можно полагать, что за счет поддержания агрегатов в сыром, необожженном состоянии, содержащее наночастицы связующее, несмотря на то, что оно образовано из имеющих взаимное зацепление и в некоторой степени атомно связанных вместе частиц, тем не менее сохраняет желательные свойства сверхтонкого полирования наночастиц, которые могли бы быть уничтожены за счет термообработки при более высоких температурах. Таким образом, поддерживается комплексная природа агрегатов за счет контролируемых режимов процесса, предотвращающих воздействие высоких температур на агрегаты в течение длительного времени. Здесь следует отметить, что не только высокие температуры, но и время пребывания несут ответственность за деградацию агрегатов при высоких температурах. Например, во время распылительной сушки, капли, содержащие твердую фракцию, образующую агрегаты, типично подвержены воздействию высоких температур, например, до 400°С, но в течение всего нескольких секунд, в то время как при обычных процессах обработки керамики при высоких температурах, таких как обжиг, спекание и т.п., время пребывания при высоких температурах обычно составляет от 15 минут до нескольких часов. Таким образом, можно полагать, что агрегаты в соответствии с настоящим изобретением могут сохранять свое сырое состояние даже при воздействии высоких температур, при условии, что это воздействие ограничено несколькими секундами. Именно таким является воздействие высоких температур в процессах распылительной сушки.
Следует также отметить, что проведенные сравнительные испытания показали, что введение пластификатора в состав суспензии приводит к повышению эффективности абразива. Более конкретно, при испытании агрегатов, содержащих алмаз и коллоидный кремнезем, удаление пластификатора приводило к существенному отрицательному эффекту. Пластификатор помогает поддерживать дисперсию абразивных частиц в суспензии или в виде суспензии и стабилизирует суспензию во время обработки. Наблюдали, что после распылительной сушки сохраняется очень хорошее распределение абразивных частиц. Если удалить пластификатор из состава суспензии, то на первый взгляд получают такие же агрегаты, имеющие в сыром состоянии требуемую прочность для обработки. Однако, после введения таких агрегатов в абразивное изделие, ухудшаются результаты механической обработки, причем наблюдается разрушение агрегатов. Не желая связывать себя какой-либо конкретной теорией, все же можно полагать, что пластификатор способствует формированию более структурно прочных агрегатов, за счет поддержания дисперсии абразивных частиц в суспензии и их однородного распределения в агрегатах. Сравнительные примеры показали, что при отсутствии пластификатора образуются локализованные скопления абразивных частиц, создающие слабые зоны агрегатов, которые разрушаются при приложении рабочих давлений.
Однородное распределение агрегатов можно легко увидеть на фиг.8, где приведен пример проведения описанного здесь анализа TGA, показывающий выгорание алмазных частиц за счет испарения при высоких температурах. Зоны пустот, показанные на фиг.8, соответствуют положению (испарившихся) алмазных частиц. Следует также отметить, что оставшийся материал, который представляет собой содержащее наночастицы связующее после термообработки, четко образует самоподдерживающуюся (автономную) непрерывную матрицу. Само собой разумеется, что в состоянии после воздействия высокой температуры, показанном на фиг.8, порошковая природа связующего теряется за счет роста зерна и спекания.
Дополнительным преимуществом абразивов, изготовленных из агрегатов в соответствии с настоящим изобретением, является их удивительная долговечность. Известно, что абразивы типично изнашиваются и постепенно теряют свою эффективность съема материала с поверхности заготовки, которую полируют или подвергают чистовой обработке при помощи абразива. Однако было замечено, что абразивы в соответствии с настоящим изобретением имеют существенно повышенную долговечность по сравнению с обычными абразивными материалами. При проведении сравнительных испытаний было обнаружено, что содержащие агрегаты абразивы в соответствии с настоящим изобретением сохраняют свою эффективность в течение времени, которое в 2 раза больше, чем для традиционных абразивных материалов, а в некоторых случаях, в 20 раз больше.
Характеристики и преимущества настоящего изобретения дополнительно поясняются в приведенных далее не ограничивающих примерах. Если не указано иное, то температуры выражены в градусах Цельсия, а концентрации выражены в вес.%, в пересчете на полный сухой вес абразивных агрегатов.
ПРИМЕР 1
Порошок мелких абразивных агрегатов, содержащих алмазные частицы, объединенные с наночастицами из кремнезема (диоксида кремния), был получен по следующему способу. Водный раствор коллоидного кремнезема был перемешан с алмазными частицами, имеющими средний размер частиц 1.1 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 20% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Niro SD6.3 с FF-1 форсункой, которая может быть закуплена на фирме Niro, Inc. of Columbia, Maryland (США). Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 152°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 85% агрегатных частиц собирали из блока циклона сушилки и около 15% собирали из основной сушильной камеры. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с алмазными абразивными частицами. Измерения показали, что средний размер агрегатов, собранных из блока циклона, составляет около 20 мкм. Средний размер агрегатов, собранных из основной сушильной камеры, составляет около 40 мкм.
ПРИМЕР 2
Порошок мелких абразивных агрегатов, содержащих алмазные частицы, объединенные с наночастицами из кремнезема (диоксида кремния), был получен по следующему способу. Водный раствор коллоидного кремнезема (BINDZIL 2040) был перемешан с алмазными частицами, имеющими средний размер частиц 1.0 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 52% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием этой же распылительной сушилки фирмы Niro. Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 170°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 50% агрегатных частиц собирали из блока циклона сушилки и около 50% собирали из основной сушильной камеры. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с алмазными абразивными частицами. Измерения показали, что средний размер агрегатов составляет ориентировочно от 35 до 45 мкм.
ПРИМЕР 3
Порошок мелких абразивных агрегатов, содержащих частицы из диоксида кремния, объединенные с наночастицами из кремнезема (диоксида кремния), был получен по следующему способу. Водный раствор коллоидного кремнезема (BINDZIL 2040) был перемешан с абразивными частицами из карбида кремния (NGC 2500, которые могут быть закуплены на фирме Nanko Abrasives, Inc. of Tokyo, Япония), имеющими средний размер частиц 8 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 60% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием этой же распылительной сушилки фирмы Niro. Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 132°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Всего получили около 150 фунтов агрегатов, причем около 50% агрегатных частиц собирали из блока циклона сушилки и около 50% собирали из основной сушильной камеры. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с абразивными частицами из карбида кремния. Измерения показали, что средний размер агрегатов составляет около 40 мкм.
ПРИМЕР 4
В этом примере порошок из карбида кремния и агрегаты из карбида кремния, полученные в соответствии с приведенным здесь выше Примером 3, были нанесены в виде покрытия на подложку и связаны с подложкой. Для нанесения агрегатных частиц на подложку, сначала была приготовлена покрывающая суспензия, которая содержит агрегатные частицы, полиэфирную смолу (VITEL 3301, который может быть закуплен на фирме Bostik, me. of Wauwatos, Wisconsin (США)), сшивающий агент и растворитель из метилэтилкетона (который может быть закуплен на фирме Quaker City Chemicals, Inc. of Philadelphia, Pennsylvania (США)), в следующих количествах:
Композицию перемешивали, чтобы получить главным образом однородную смесь.
В качестве подложки использовали рулон полиэфирной пленки из полиэтилентерефталата MYLAR типа А фирмы DuPont. Пленка имеет толщину 3 мил. Покрывающую суспензию наносили на верхнюю поверхность пленочной подложки с использованием системы с ракельным ножом для нанесения покрытий. Пленку перемещали под системой с ракельным ножом со скоростью 40 футов в минуту, причем суспензию наносили на пленочную подложку с начальной толщиной около 3 мил.
После выхода покрытой подложки (пленки) из устройства с ракельным ножом, ее вводили в удлиненный блок нагрева. Длина секции нагрева в этом блоке составляет около 37 футов, причем в этой секции поддерживали температуру около 340°С. Покрытую подложку перемещали в блоке нагрева со скоростью 40 футов в минуту. При проходе покрытой пленки через блок нагрева, смола в суспензии подвергается реакции сшивания (то есть отверждения). После выхода из блока нагрева эта реакция будет главным образом завершена и агрегаты будут главным образом связаны с пленочной подложкой при помощи сшитой смолы.
После этого охлаждают готовую пленку, содержащую связанные с подложкой агрегаты, и разрезают на множество абразивных кругов. Затем поверхностный профиль образца абразивного круга анализируют с использованием профилометра Mahr, который может быть закуплен на фирме Mahr Federal Inc. of Providence, Rhode Island (США), чтобы определить значения шероховатости (Ra) поверхности абразивного круга. Измеренные значения шероховатости составили 5.85 мкм.
ПРИМЕР 5
В этом примере пленочную подложку, предназначенную для проведения притирки, покрывали комбинацией двух агрегатных порошков. Первый порошок, который содержит агрегаты, содержащие объединенные с наночастицами из кремнезема абразивные алмазные частицы, был получен в соответствии с описанным здесь выше Примером 1. Второй порошок, который содержит агрегаты, содержащие объединенные с наночастицами из кремнезема абразивные частицы из диоксида кремния, был получен в соответствии с описанным здесь выше Примером 3. Для нанесения агрегатных частиц на подложку, сначала была приготовлена покрывающая суспензия, которая содержит два агрегатных порошка, полиэфирную смолу (VITEL 3301, который может быть закуплен на фирме Bostik, Inc. of Wauwatos, Wisconsin (США)), сшивающий агент и растворитель из метилэтилкетона (который может быть закуплен на фирме Quaker City Chemicals, Inc. of Philadelphia, Pennsylvania (США)), в следующих количествах:
Композицию перемешивали, чтобы получить главным образом однородную смесь.
В качестве подложки использовали рулон полиэфирной пленки из полиэтилентерефталата MYLAR типа А фирмы DuPont. Пленка имеет толщину 3 мил. Покрывающую суспензию наносили на верхнюю поверхность пленочной подложки с использованием системы с ракельным ножом для нанесения покрытий. Пленку перемещали под системой с ракельным ножом со скоростью 25 футов в минуту, причем суспензию наносили на пленочную подложку с начальной толщиной около 2.5 мил.
После выхода покрытой пленочной подложки из устройства с ракельным ножом, ее вводили в удлиненный блок нагрева. Длина секции нагрева в этом блоке составляет около 37 футов, причем в этой секции поддерживали температуру около 340°С. Покрытую подложку перемещали в блоке нагрева со скоростью 25 футов в минуту. При проходе покрытой пленки через блок нагрева, смола в суспензии подвергается реакции сшивания (то есть отверждения). После выхода из блока нагрева эта реакция будет главным образом завершена и агрегаты будут главным образом связаны с пленочной подложкой при помощи сшитой смолы.
После этого охлаждают готовую пленку, содержащую связанные с подложкой агрегаты, и разрезают на множество абразивных кругов. Затем поверхностный профиль образца абразивного круга анализируют с использованием профилометра Mahr, чтобы определить значения шероховатости (Ra) поверхности абразивного круга. Измеренные значения шероховатости составили 11.13 мкм.
ПРИМЕР 6
Порошок из мелких абразивных агрегатов, содержащих частицы из оксида алюминия, удерживаемых в связующей матрице из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема перемешивали с частицами из оксида алюминия, имеющими средний размер частиц 3.27 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны в течение 15 минут с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию.
Затем полученную смесь подвергали распылительной сушке с использованием той же самой распылительной сушилки Niro. Смесь нагревали и подавали на вход распылительной сушилки при температуре около 240°С. Измеренная выходная температура распылительной сушилки составляет около 120°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 15 фунтов агрегатов собрали из секции циклона после 1.5 часов работы распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с абразивными частицами из оксида алюминия, заделанными в нее. Средний размер агрегатов измеряли при помощи анализатора распределения по размерам типа Microtrack, с использованием мокрых и сухих образцов. Измерения показали, что средний размер агрегатов составляет около 17.08 мкм при анализе мокрых образцов и 19.12 мкм при анализе сухих образцов. После распылительной сушки окончательное содержание влаги в агрегатах составляет 1.4 вес.%.
ПРИМЕР 7
Порошок из мелких абразивных агрегатов, содержащих частицы из оксида алюминия, удерживаемых в связующей матрице из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема (BINDZIL 2040) перемешивали с частицами из оксида алюминия, имеющими средний размер частиц 3.27 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны в течение 15 минут с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию.
Затем полученную смесь подвергали распылительной сушке с использованием той же самой распылительной сушилки Niro. Смесь нагревали и подавали на вход распылительной сушилки при температуре около 343°С. Измеренная выходная температура распылительной сушилки составляет около 150°С. Распылительная сушилка работает на частоте 350 Гц. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Всего было собрано 26 фунтов агрегатов после 2 часов работы распылительной сушилки, причем около 8 фунтов агрегатов было собрано из основной сушильной камеры и около 18 фунтов агрегатов было собрано из циклона. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с абразивными частицами из оксида алюминия, заделанными в нее. Средний размер агрегатов измеряли при помощи анализатора распределения по размерам типа Microtrack, с использованием мокрых и сухих образцов. Измерения показали, что средний размер полученных из циклона агрегатов составляет около 20.38 мкм при анализе мокрых образцов и 22.4 мкм при анализе сухих образцов. Средний размер полученных из сушильной камеры агрегатов составляет около 45.97 мкм при анализе мокрых образцов и 45.91 мкм при анализе сухих образцов. После распылительной сушки окончательное содержание влаги в агрегатах составляет 1.76 вес.% для полученных из циклона агрегатов и 1.54 вес.% для полученных из сушильной камеры агрегатов.
ПРИМЕР 8 (Алмазные частицы из камеры)
Порошок из мелких абразивных агрегатов, содержащих алмазные частицы, объединенные с наночастицами из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема был перемешан с алмазными частицами, имеющими средний размер частиц 1.1 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 20% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Niro SD6.3 с FF-1 форсункой, которая может быть закуплена на фирме Niro, Inc. of Columbia, Maryland (США). Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 152°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 85% агрегатных частиц собирали из блока циклона сушилки и около 15% собирали из основной сушильной камеры. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с алмазными частицами. Средний размер полученных из сушильной камеры агрегатов составляет около 40-50 мкм. Агрегаты показаны на фиг.9.
ПРИМЕР 9 (Алмазные частицы из циклона)
Порошок из мелких абразивных агрегатов, содержащих алмазные частицы, объединенные с наночастицами из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема был перемешан с алмазными частицами, имеющими средний размер частиц 1.1 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 20% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Niro SD6.3 с FF-1 форсункой, которая может быть закуплена на фирме Niro, Inc. of Columbia, Maryland (США). Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 152°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 85% агрегатных частиц собирали из блока циклона сушилки и около 15% собирали из основной сушильной камеры. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с алмазными частицами. Средний размер полученных из циклона агрегатов составляет около 25 мкм. Агрегаты показаны на фиг.10.
ПРИМЕР 10 (частицы NGC 2500 из камеры)
Порошок из мелких абразивных агрегатов, содержащих частицы NGC 2500, объединенные с наночастицами из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема перемешивали с частицами NGC 2500, имеющими средний размер частиц 8 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 54% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Niro SD6.3 с FF-1 форсункой, которая может быть закуплена на фирме Niro, Inc. of Columbia, Maryland (США). Смесь нагревали и подавали на вход распылительной сушилки при температуре около 342°С. Измеренная выходная температура распылительной сушилки составляет около 152°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 50% агрегатных частиц собирали из блока циклона сушилки и около 50% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с частицами NGC. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 40-50 мкм. Агрегаты показаны на фиг.11.
ПРИМЕР 11 (частицы CBN размером 9 мкм из камеры)
Порошок из мелких абразивных агрегатов, содержащих частицы CBN, объединенные с наночастицами из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема перемешивали с частицами CBN, имеющими средний размер частиц 9 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 54% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Pentronix Model 370. Смесь подавали при комнатной температуре на вход распылительной сушилки, имеющей температуру около 220°С. Измеренная выходная температура распылительной сушилки составляет около 98°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 5% агрегатных частиц собирали из блока циклона сушилки и около 95% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с абразивными частицами CBN. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 80 мкм. Агрегаты показаны на фиг.12.
ПРИМЕР 12 (покрытые никелем частицы CBN размером 15 мкм из камеры)
Порошок из мелких абразивных агрегатов, содержащих частицы CBN, объединенные с наночастицами из кремнезема, был приготовлен в соответствии со следующим способом. Водный раствор коллоидного кремнезема перемешивали с покрытыми никелем частицами CBN, имеющими средний размер частиц 15 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован золь кремнезема BINDZIL 2040, который может быть закуплен на фирме Eka Chemicals Inc. of Marietta, Georgia (США) и который представляет собой водный раствор коллоидного кремнезема, содержащий около 40 вес.% кремнезема (SiO2), с размером частиц кремнезема около 20 нм, и со стабилизированным щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 81% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Pentronix Model 370. Смесь подавали при комнатной температуре на вход распылительной сушилки, имеющей температуру около 220°С. Измеренная выходная температура распылительной сушилки составляет около 98°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 5% агрегатных частиц собирали из блока циклона сушилки и около 95% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с частицами CBN. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 70 мкм. Агрегаты показаны на фиг.13.
ПРИМЕР 13 (частицы NGC 2500)
Порошок из мелких абразивных агрегатов, содержащих частицы NGC 2500, объединенные с наночастицами Nano Ceria (из оксида церия), был приготовлен в соответствии со следующим способом. Водный раствор наночастиц Nano Ceria был перемешан с частицами NGC 2500, имеющими средний размер частиц 8 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Были использованы наночастицы Nano Ceria фирмы Degussa AG, Advanced Nanomaterials, причем водный раствор содержит около 40 вес.% наночастиц Nano Ceria, имеющих средний размер частиц около 38 нм, и имеет стабилизированный щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 53% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Pentronix Model 370. Смесь подавали при комнатной температуре на вход распылительной сушилки, имеющей температуру около 220°С. Измеренная выходная температура распылительной сушилки составляет около 98°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 5% агрегатных частиц собирали из блока циклона сушилки и около 95% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц Ceria и PEG объединена с частицами NGC. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 50 мкм. Агрегаты показаны на фиг.14.
ПРИМЕР 14 (частицы NGC 2500)
Порошок из мелких абразивных агрегатов, содержащих частицы NGC 2500, объединенные с наночастицами из оксида алюминия, был приготовлен в соответствии со следующим способом. Водный раствор мягкого оксида алюминия был перемешан с частицами NGC 2500, имеющими средний размер частиц 8 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Были использованы наночастицы из оксида алюминия фирмы Saint Gobain, причем водный раствор содержит около 40 вес.% наночастиц из оксида алюминия, имеющих средний размер частиц около 38 нм, и имеет стабилизированный щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 53% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Pentronix Model 370. Смесь подавали при комнатной температуре на вход распылительной сушилки, имеющей температуру около 220°С. Измеренная выходная температура распылительной сушилки составляет около 98°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 5% агрегатных частиц собирали из блока циклона сушилки и около 95% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из оксида алюминия и PEG объединена с частицами NGC 2500. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 70 мкм. Агрегаты показаны на фиг.15.
ПРИМЕР 15 (частицы NGC 2500)
Порошок из мелких абразивных агрегатов, содержащих частицы NGC 2500, объединенные с наночастицами из кремнезема (диоксида кремния), был приготовлен в соответствии со следующим способом. Водный раствор Mega Sil был перемешан с частицами NGC 2500, имеющими средний размер частиц 5 мкм, вместе с пластификатором, который представляет собой полиэтиленгликоль (PEG) 200, и с деионизированной водой. Был использован водный раствор Mega Sil, который содержит около 40 вес.% наночастиц из диоксида кремния, имеющих средний размер частиц около 100 нм, и имеет стабилизированный щелочью рН около 10. Компоненты были перемешаны в следующих количествах:
Компоненты были тщательно перемешаны с использованием смесителя с высоким срезающим усилием, чтобы получить однородную водную дисперсию, содержащую около 53% твердых веществ в воде.
Затем полученную смесь подвергали распылительной сушке с использованием вращающейся распылительной сушилки Pentronix Model 370. Смесь подавали при комнатной температуре на вход распылительной сушилки, имеющей температуру около 220°С. Измеренная выходная температура распылительной сушилки составляет около 98°С. Процесс распылительной сушки главным образом удаляет воду из смеси и оставляет компоненты в виде порошка из мелких, в целом круглых агрегатов, которые собирали для анализа. Около 5% агрегатных частиц собирали из блока циклона сушилки и около 95% собирали из основной сушильной камеры распылительной сушилки. Для формирования агрегатов не требуется дополнительный обжиг или нагрев.
Было проведено исследование агрегатов под микроскопом и было обнаружено, что фаза наночастиц из диоксида кремния и PEG объединена с частицами NGC. Измеренный средний размер полученных из сушильной камеры агрегатов составляет около 50 мкм. Агрегаты показаны на фиг.16.
Кроме использования в качестве абразивов для чистовой обработки и полирования, в соответствии с некоторыми вариантами настоящего изобретения, агрегаты могут быть использованы и в других применениях. Например, можно полагать, что агрегаты в соответствии с настоящим изобретением могут быть введены в смазочные материалы. Агрегаты также могут быть введены в композиционные материалы для повышения их прочности. Кроме того, можно полагать, что агрегаты также могут быть использованы в некоторых применениях в качестве теплоотводящего материала.
Приведенное описание предпочтительных вариантов изобретения было дано для пояснения сути изобретения и не является ограничительным, так что в него могут быть введены модификации и вариации, очевидные в свете изложенных здесь выше пояснений. Описанные варианты служат только для того, чтобы представить наилучшие иллюстрации принципов изобретения и его практического применения, так чтобы специалисты в данной области могли использовать изобретение в его различных вариантах и с различными модификациями, которые подходят для предположительного специфического применения. Все такие модификации и вариации не выходят за рамки настоящего изобретения, определяемые формулой изобретения.
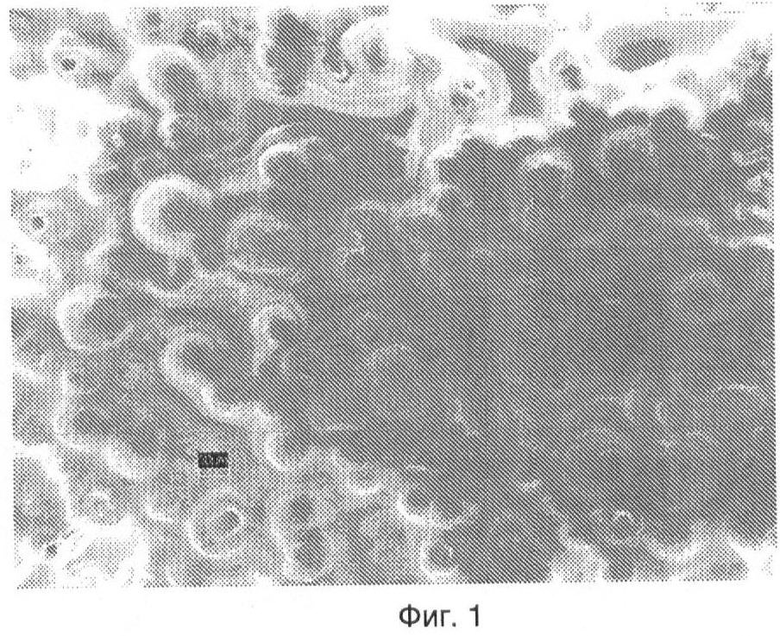
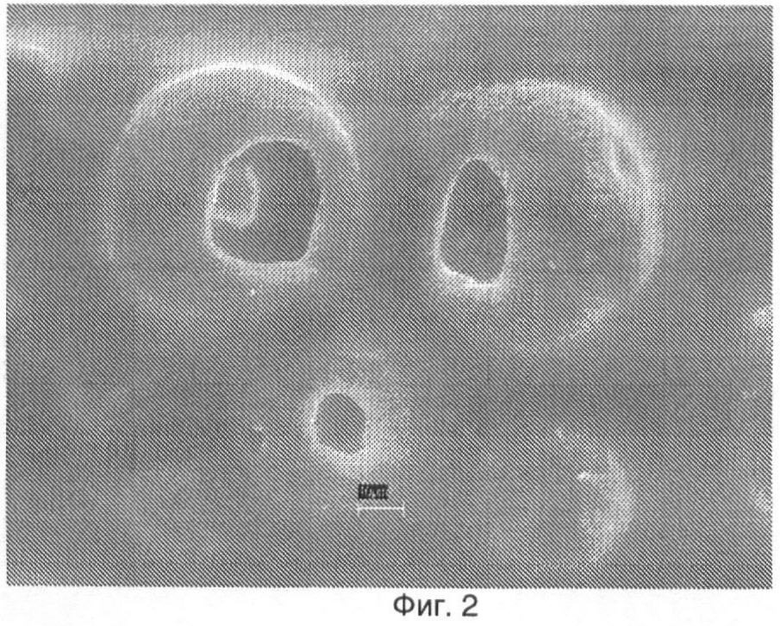
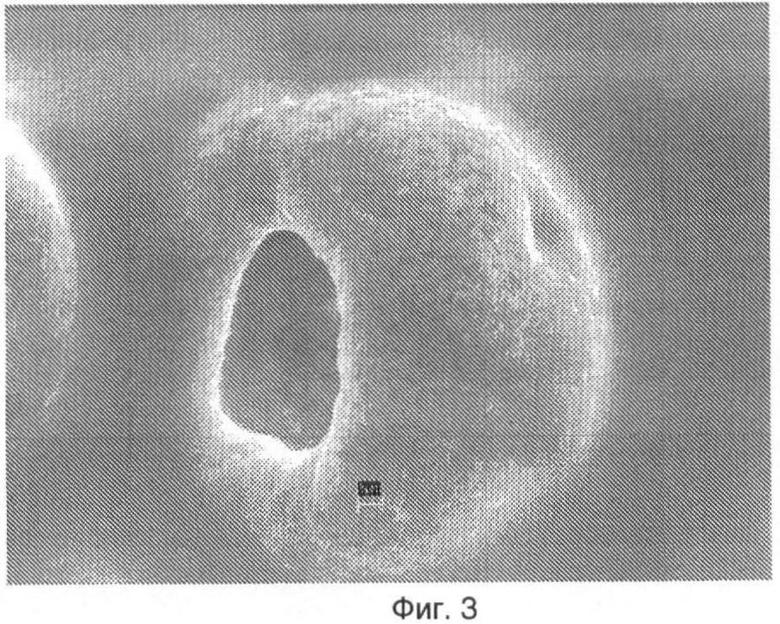
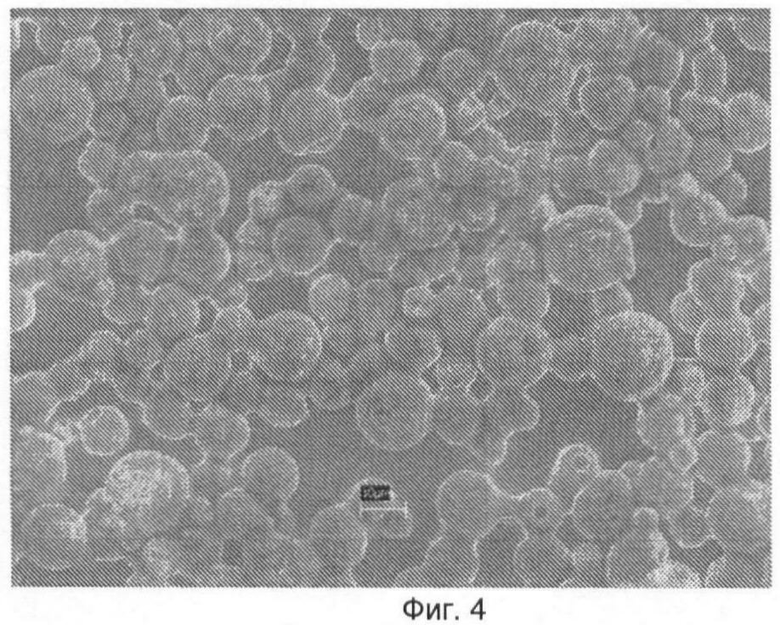
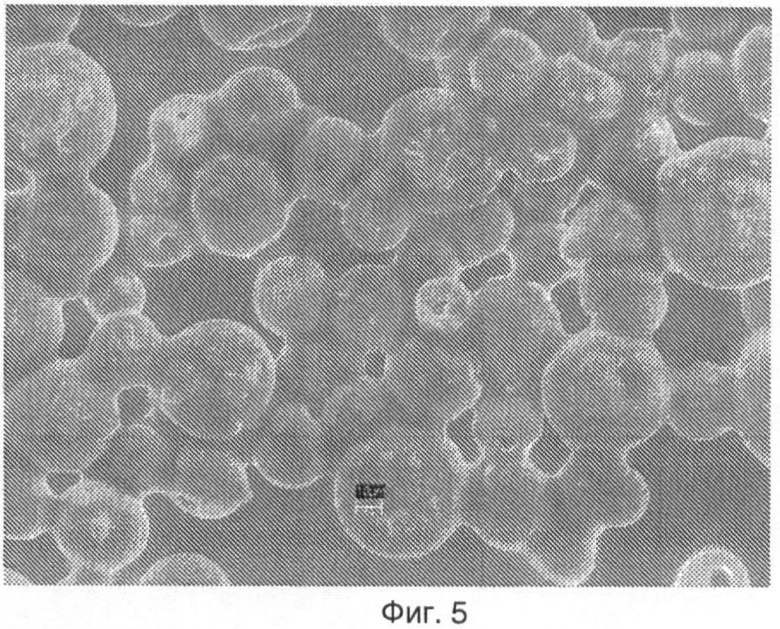
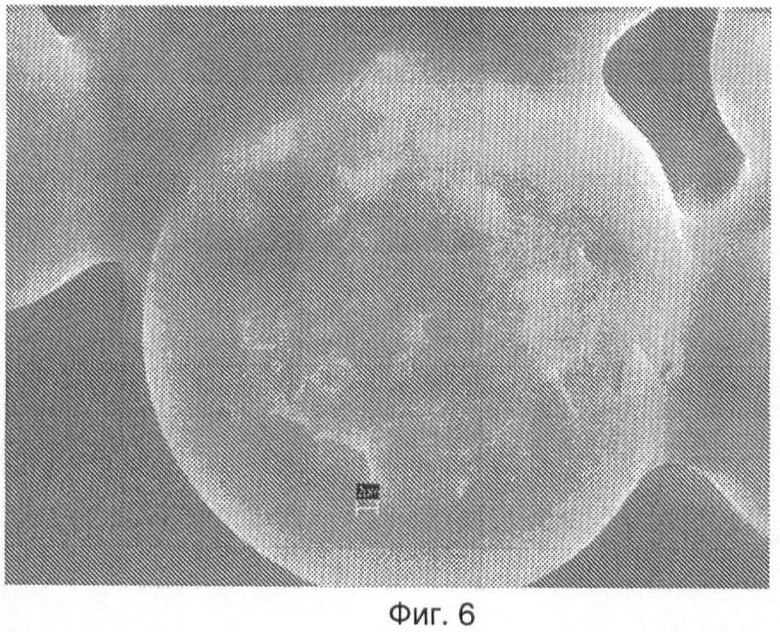
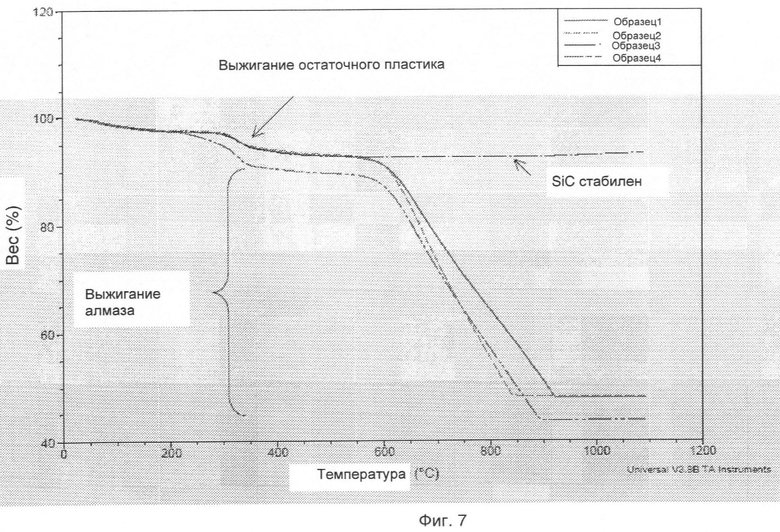
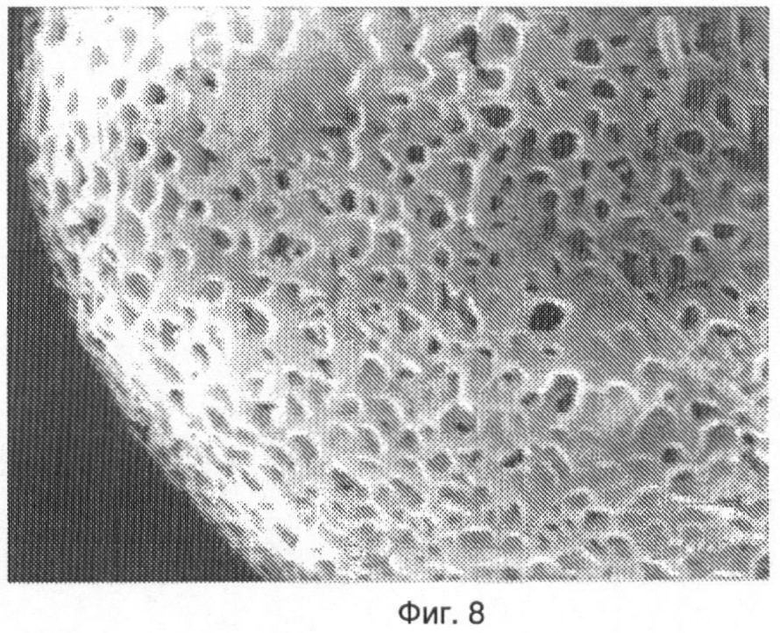
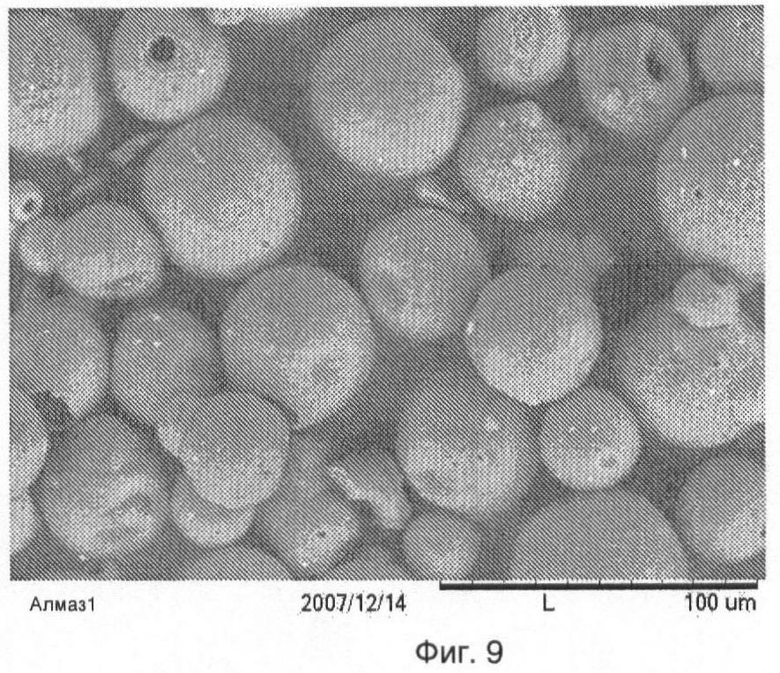
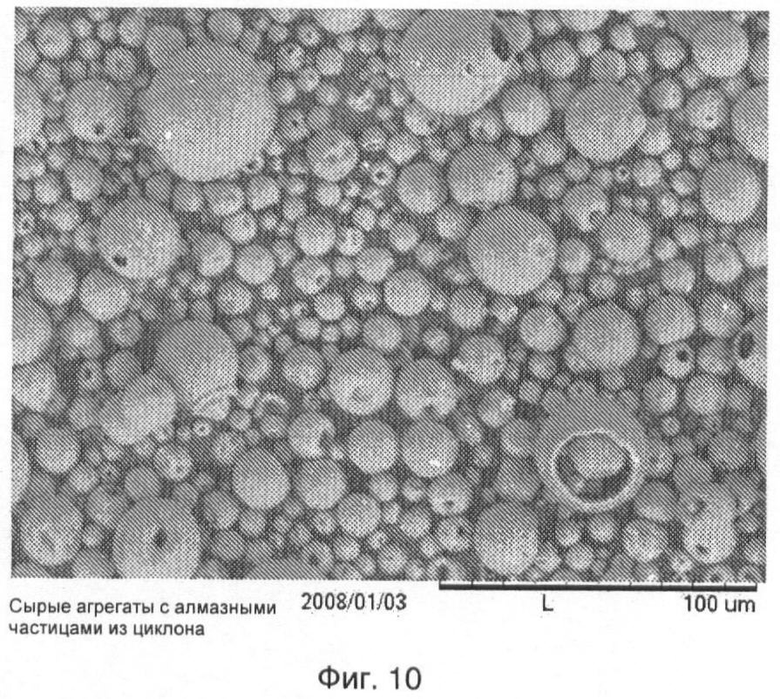
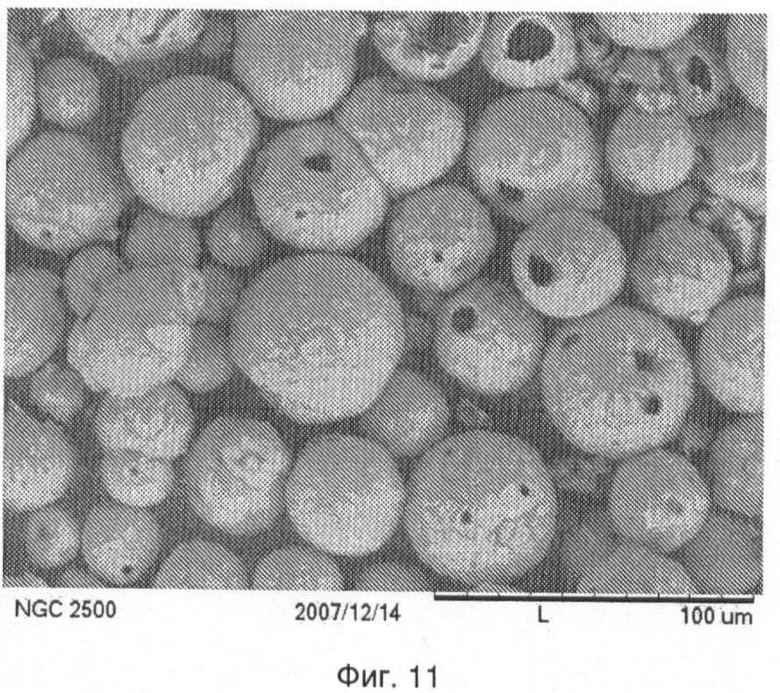
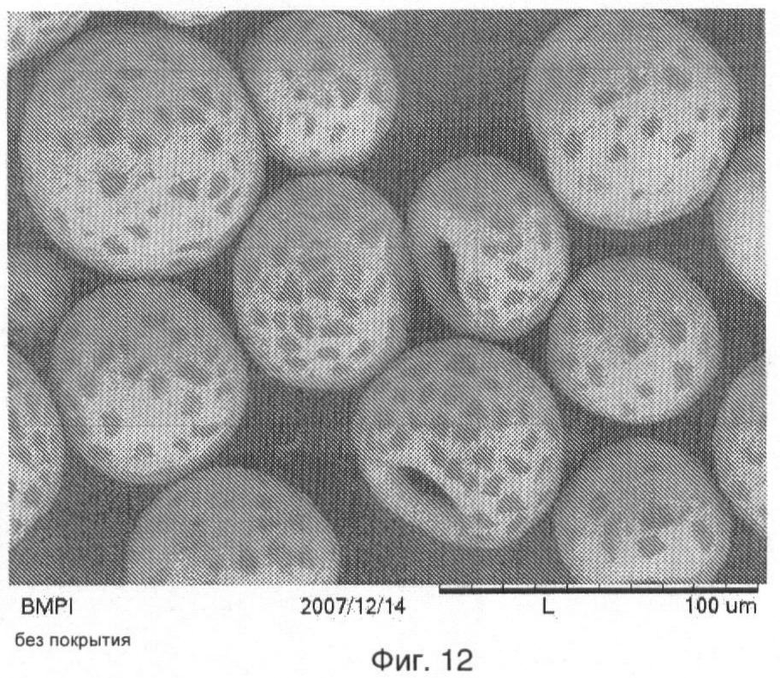
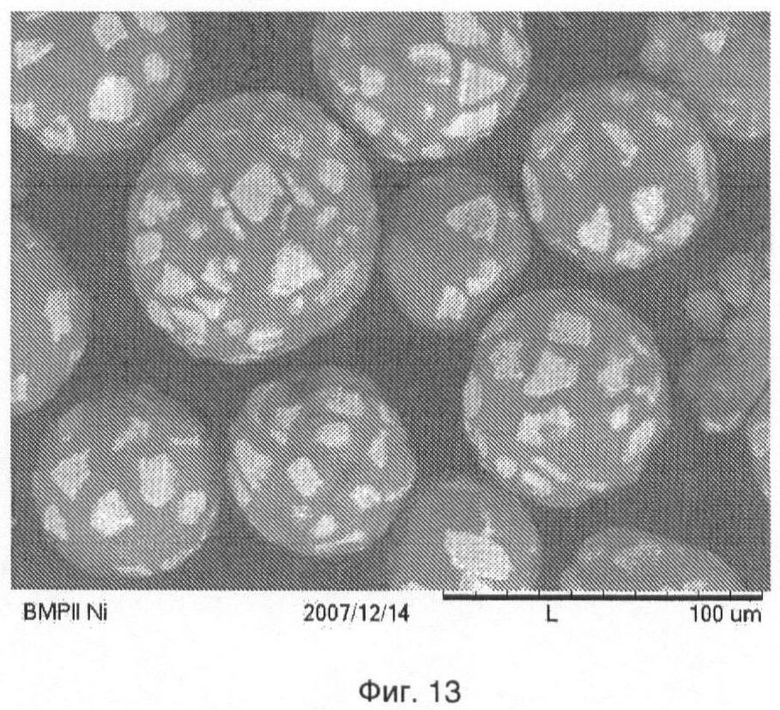
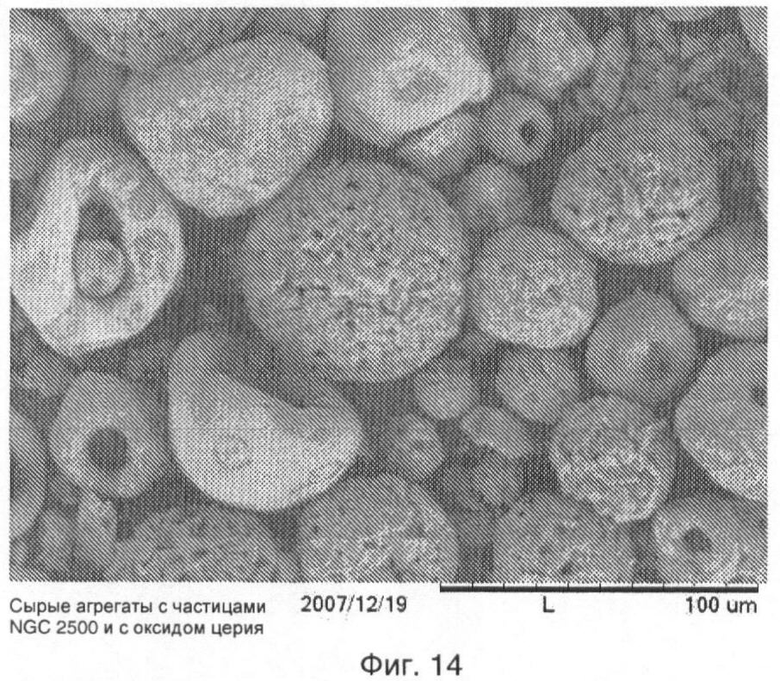
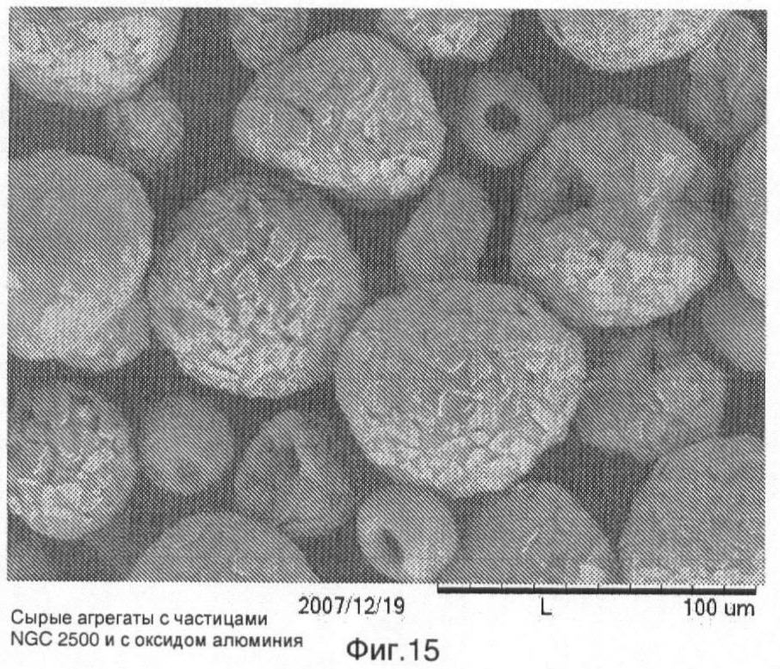
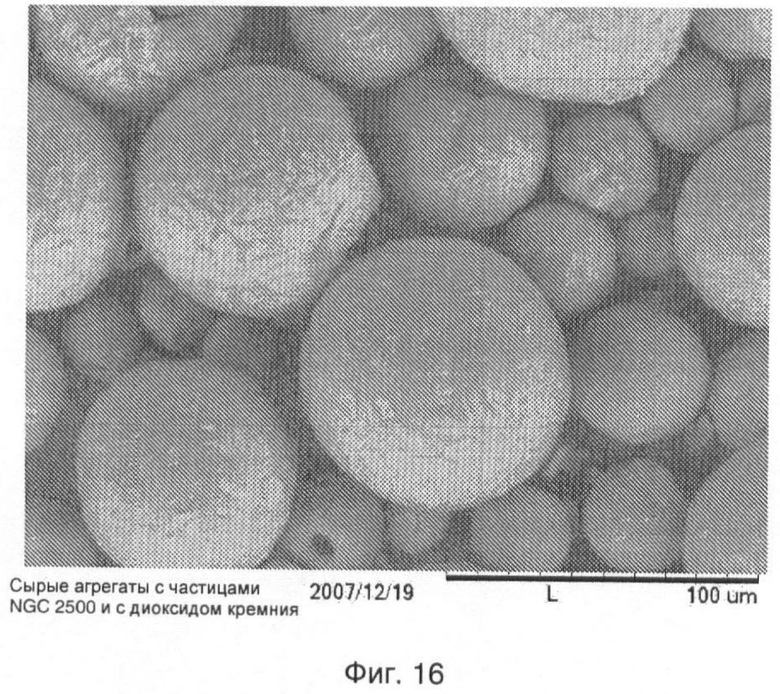
Изобретение относится к области абразивной обработки и может быть использовано при производстве абразивного инструмента. Последний содержит подложку и порошковый материал, который включает сырые необожженные абразивные агрегаты, имеющие сфероидальную или тороидальную форму. Агрегаты образованы из композиции, включающей абразивные частицы со средним размером от 0,1 мкм до 50 мкм, заключенные в объеме содержащего наночастицы связующего, имеющего частицы со средним размером меньше 100 нм. Агрегаты образуют посредством распылительной сушки суспензии, содержащей жидкостный носитель, абразивные частицы и содержащее наночастицы связующее, которое составляет от 50 до 75% необожженного составного агрегата в пересчете на сухой вес. В результате повышается долговечность агрегатов и эффективность обработки таким абразивным инструментом. 2 н. и 13 з.п. ф-лы, 16 ил.
1. Абразивный инструмент, содержащий подложку и порошковый материал, связанный с подложкой и содержащий сырые необожженные абразивные агрегаты, имеющие в целом сфероидальную или тороидальную форму, причем указанные агрегаты образованы из композиции, включающей абразивные частицы со средним размером от 0,1 до 50 мкм, которые заключены в объеме содержащего наночастицы связующего, имеющего частицы со средним размером меньше 100 нм.
2. Инструмент по п.1, в котором содержащее наночастицы связующее образует непрерывную матричную фазу, в которой равномерно распределены абразивные частицы.
3. Инструмент по п.1, в котором агрегаты сфероидальной формы являются полыми.
4. Инструмент по п.3, в котором толщина стенки агрегатов лежит в диапазоне от 0,08 до 0,4 среднего размера агрегатов.
5. Инструмент по п.1, в котором абразивные частицы имеют средний размер в диапазоне от 0,2 до 10 мкм.
6. Инструмент по п.1, в котором абразивные частицы содержат материал, имеющий твердость по Мосу не меньше 5.
7. Инструмент по п.1, в котором абразивные частицы содержат материал, выбранный из группы, в которую входят оксиды, карбиды, нитриды и содержащие углерод материалы.
8. Инструмент по п.7, в котором указанный материал выбран из группы, в которую входят оксид церия, оксид алюминия, диоксид кремния, диоксид циркония, карбид кремния, карбид титана, нитрид титана, нитрид кремния, нитрид бора, алмаз и их комбинации.
9. Инструмент по п.1, в котором содержащее наночастицы связующее имеет средний размер частиц меньше 80 нм.
10. Инструмент по п.9, в котором содержащее наночастицы связующее выбрано из группы, в которую входят оксид церия, диоксид кремния, оксид алюминия и алмаз.
11. Инструмент по п.10, в котором содержащее наночастицы связующее содержит диоксид кремния.
12. Инструмент по п.1, в котором абразивные агрегаты образованы из композиции, дополнительно содержащей пластификатор.
13. Способ формирования абразивного порошкового материала для изготовления абразивного инструмента по п.1, включающий образование суспензии, содержащей жидкостный носитель, абразивные частицы и содержащее наночастицы связующее, распылительную сушку суспензии с образованием сырых необожженных составных агрегатов, содержащих абразивные частицы, заключенные в объеме содержащего наночастицы связующего, составляющего от 50 до 75% необожженного составного агрегата в пересчете на сухой вес, и классифицирование упомянутых агрегатов для использования в абразивном инструменте.
14. Способ по п.13, в котором в суспензию дополнительно вводят пластификатор.
15. Способ по п.13, в котором распылительную сушку проводят при температуре меньше 400°С.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4918874 A, 24.04.1990 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2005 |
|
RU2286243C1 |

