Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для изготовления кокса из угля и, в частности, к усовершенствованному способу и устройству для тушения кокса с уменьшением проблем пылеобразования, связанных с процессом изготовления кокса.
Предпосылки создания изобретения и краткое изложение существа изобретения
Кокс представляет собой твердое угольное топливо и источник углерода, используемый для плавления и восстановления железной руды при производстве стали. В процессе производства железа железная руда, кокс, нагретый воздух и известняк или другие флюсы загружаются в доменную печь. Нагретый воздух вызывает горение кокса, которое обеспечивает тепло и источник углерода для восстановления железа из оксидов железа. Известняк или другие флюсы могут добавляться для реагирования и удаления кислотных примесей, называемых шлаком, из расплавленного железа. Известняк с примесями всплывают на поверхность расплавленного железа и удаляются.
В одном процессе, известном как «процесс коксования Томпсона», кокс, используемый для улучшения качества металлических руд, изготавливается посредством периодической подачи угольной пыли в печь, которая уплотняется и нагревается до очень высоких температур в течение периода времени от 24 до 48 часов при тщательно контролируемых атмосферных условиях. Коксовые печи используются давно для превращения угля в металлургический кокс. В процессе коксования мелко раздробленный уголь нагревается при контролируемых температурных условиях для удаления летучих компонентов из угля и образования расплавленной массы, имеющий заданную пористость и прочность. Поскольку изготовление кокса является периодическим процессом, одновременно функционирует множество коксовых печей, которые в дальнейшем называются «батареей коксовых печей».
В конце цикла коксования готовый кокс удаляется из печи и тушится при помощи воды. Охлажденный кокс может быть отсортирован и погружен в железнодорожные вагоны или грузовики для транспортировки или последующего использования или помещен непосредственно в чугуноплавильную печь.
Частицы угля или смесь из частиц угля загружаются в горячие печи по заранее установленному графику, и уголь нагревается в течение заранее установленного периода времени в печах для удаления летучих компонентов из получаемого в результате кокса. Процесс коксования значительно зависит от конструкции печи, типа угля и используемой температуры переработки. Печи могут регулироваться в процессе коксования таким образом, чтобы каждая угольная завалка коксовалась в течение приблизительно одинакового периода времени.
Когда уголь закоксован, кокс выталкивается из коксовой печи в горячий вагон, в котором кокс разбивается на части и тушится при помощи воды для охлаждения кокса до температуры ниже его температуры воспламенения. Операция тушения должна тщательно контролироваться таким образом, чтобы кокс не абсорбировал слишком много влаги. После тушения кокс сортируется и погружается в железнодорожные вагоны или грузовики для транспортировки.
Одной из проблем, связанных с процессом изготовления кокса, является проблема пылеобразования, связанная с тушением кокса, когда он выгружается из коксовых печей. Во время выгрузки кокса из коксовых печей коксоплита измельчается и сваливается в горячий вагон. При сваливании кокса в горячий вагон образуется значительное количество пыли. Разработаны усовершенствованные пылеулавливающие устройства для улавливания частиц пыли, образованных при выталкивании кокса в горячие вагоны. Для уменьшения проблем пылеобразования, связанных с коксованием угля, без значительного увеличения времени производственного цикла коксовой печи требуются усовершенствованные способы тушения кокса.
В соответствии с вышеупомянутой необходимостью настоящее изобретение предлагает способ и устройство для изготовления кокса из угля. Способ включает выталкивание цельной плиты горячего кокса на по существу плоскую приемную поверхность горячего вагона. Затем горячий вагон, содержащий кокс, перемещается на участок размещения тушильного вагона. Цельная плита горячего кокса выталкивается на по существу плоскую приемную поверхность тушильного вагона на участке размещения тушильного вагона. Тушение горячего кокса осуществляется в тушильном вагоне при помощи заранее установленного количества воды. После тушения затушенный кокс сваливается на приемный участок для его сбора.
Другой вариант осуществления настоящего изобретения описывает способ изготовления кокса из угля. Данный способ включает в себя сжигание слоя угля в коксовой печи в течение периода времени и при восстановительных атмосферных условиях для получения цельного слоя кокса. Выпускная дверь выходит из выпускного конца первой коксовой печи, и горячий вагон расположен рядом с выпускным концом первой коксовой печи. Цельный слой горячего кокса выталкивается на по существу плоскую приемную поверхность горячего вагона. Горячий вагон, содержащий цельный слой горячего кокса, перемещается на участок размещения тушильного вагона. Выпускная дверь вновь устанавливается на выпускной конец первой коксовой печи. На участке размещения тушильного вагона цельный слой горячего кокса выталкивается на по существу плоскую приемную поверхность тушильного вагона. Цельный слой горячего кокса тушится в тушильном вагоне при помощи количества воды, достаточного для раздробления всего цельного слоя горячего кокса и охлаждения горячего кокса до заданной температуры. Затушенный и охлажденный кокс выгружается на участок для размещения кокса.
Другой вариант осуществления настоящего изобретения описывает горячий вагон для коксовой печи, содержащий частично закрытый горячий ящик, имеющий по существу плоскую поверхность для размещения плиты кокса. Подъемный и перемещающий механизм расположен на горячем вагоне для подъема и перемещения горячего ящика по направлению к коксовой печи и от коксовой печи.
Другой вариант осуществления описывает неподвижный выталкиватель для выталкивания по существу цельной плиты кокса из горячего вагона в тушильный вагон. Выталкиватель включает в себя головку долбяка с водяным охлаждением, первый рычаг, прикрепленный к головке долбяка, и второй рычаг, соединенный с возможностью поворота с первым рычагом. Механизм зубчатой передачи обеспечивает перемещение первого и второго рычагов. Охлаждающее распылительное устройство для охлаждения горячего вагона прикреплено с возможностью перемещения вблизи головки долбяка. Предусмотрена направляющая для направления перемещения второго рычага от по существу вертикального положения до по существу горизонтального положения.
Другой вариант осуществления описывает многофункциональный тушильный вагон, содержащий наклоняемое приемное основание, содержащее по существу неподвижную торцевую стенку, по существу неподвижную боковую стенку, подвижную боковую стенку и подвижную торцевую стенку. Механизм наклона предназначен для наклона приемного основания в первом направлении для тушения кокса и во втором направлении для выгрузки затушенного кокса на платформу для приема кокса.
Описанные выше способ и устройство обеспечивают уникальные преимущества для операций коксования. В частности, горизонтальное выталкивание кокса в горячий вагон значительно уменьшает объем коксовой пыли, образующейся во время операции разгрузки коксовой печи. Следовательно, пылеулавливающее оборудование для улавливания коксовой пыли во время операции выгрузки кокса может иметь существенно меньшие размеры и может обеспечить более высокую эффективность улавливания пыли. Другим преимуществом раскрытых вариантов осуществления является то, что может быть обеспечено низкое содержание влаги в коксе.
Краткое описание чертежей
Другие преимущества настоящего изобретения станут понятны посредством ссылки на подробное описание предпочтительных вариантов осуществления при рассмотрении в сочетании с чертежами, которые выполнены не в масштабе, причем на всех чертежах подобные ссылочные номера обозначают подобные или аналогичные элементы.
Фиг.1 изображает общий вид сверху, не в масштабе, батареи коксовых печей, участка тушения и соответствующего оборудования, иллюстрирующий горячий вагон в первом положении для приема кокса из коксовой печи.
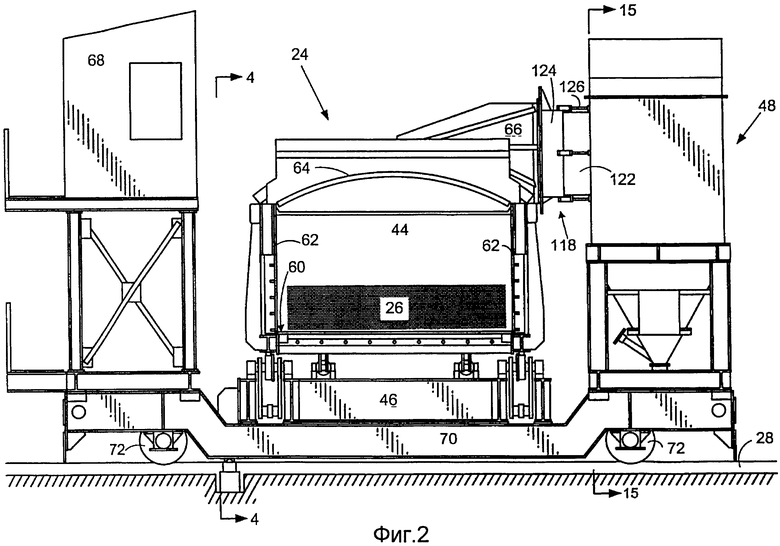
фиг.2 изображает вертикальную проекцию, не в масштабе, вида с торца горячего вагона для приема коксоплиты из коксовой печи.
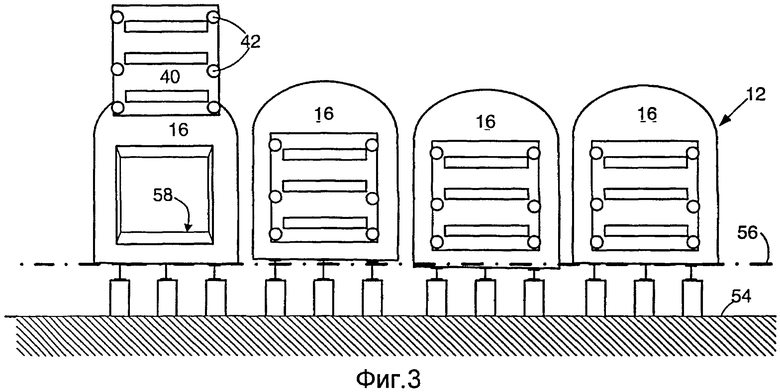
фиг.3 изображает вид с разгрузочного конца кокса, не в масштабе, части батареи коксовых печей.
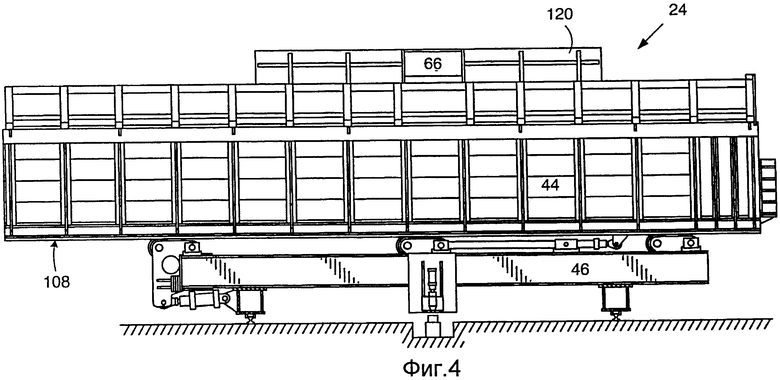
фиг.4 изображает вертикальный вид сбоку, не в масштабе, горячего вагона в опущенном положении в соответствии с вариантом осуществления настоящего изобретения.
фиг.5 изображает вертикальный вид сбоку, не в масштабе, горячего вагона в поднятом положении в соответствии с вариантом осуществления настоящего изобретения.
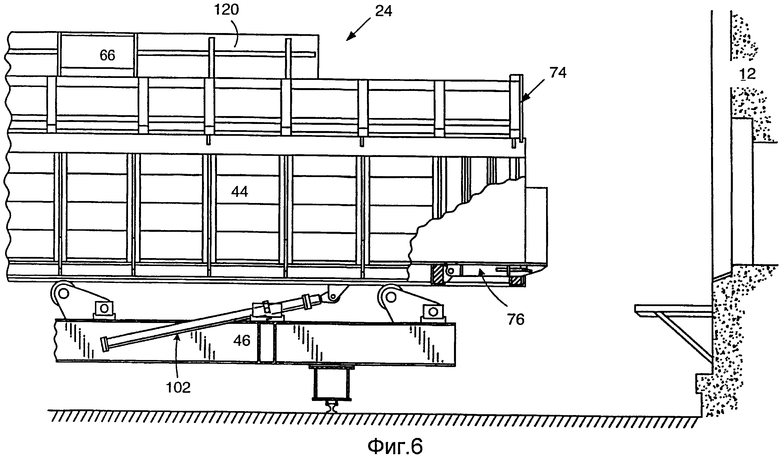
фиг.6 изображает вертикальный вид сбоку, не в масштабе, горячего вагона в первом переходном положении для перемещения по направлению к коксовой печи.
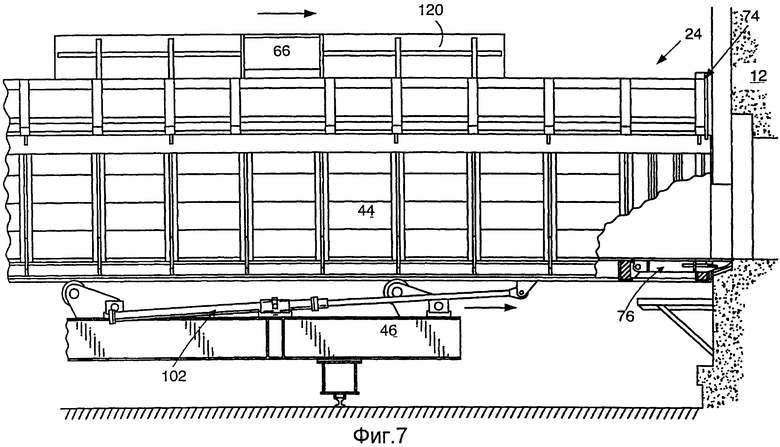
фиг.7 изображает вертикальный вид сбоку, не в масштабе, горячего вагона во втором переходном положении рядом с коксовой печью.
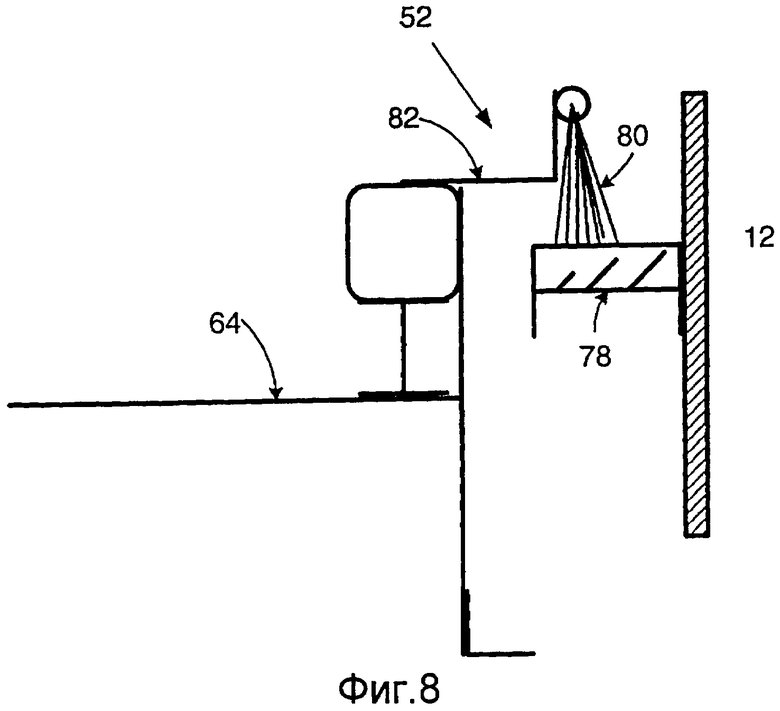
фиг.8 изображает вертикальный вид сбоку, не в масштабе, устройства для уплотнения перемычки, прикрепленного к горячему вагону.
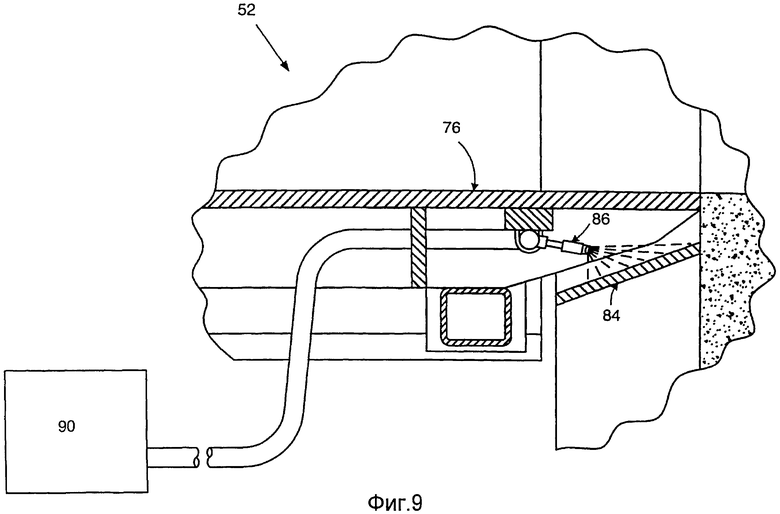
фиг.9 изображает схематичный вид устройства для очистки порога печи, прикрепленного к горячему вагону.
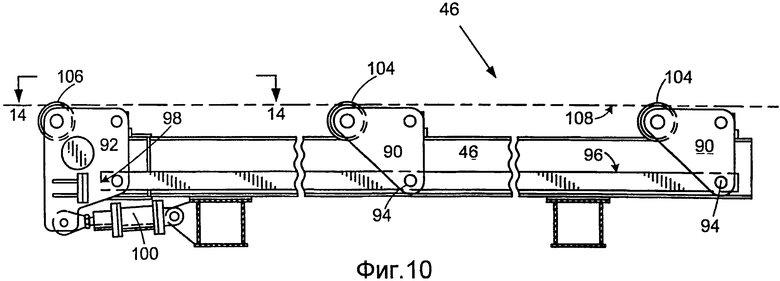
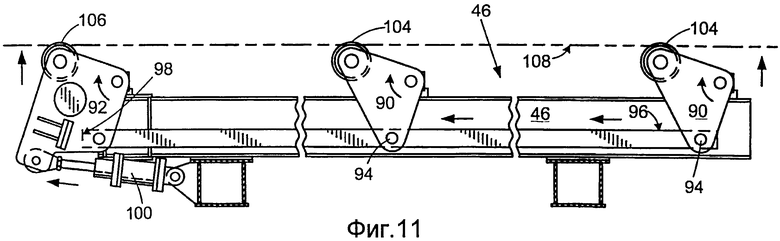
фиг.10 и 11 изображают вертикальные виды сбоку, не в масштабе, подъемного механизма для горячего вагона.
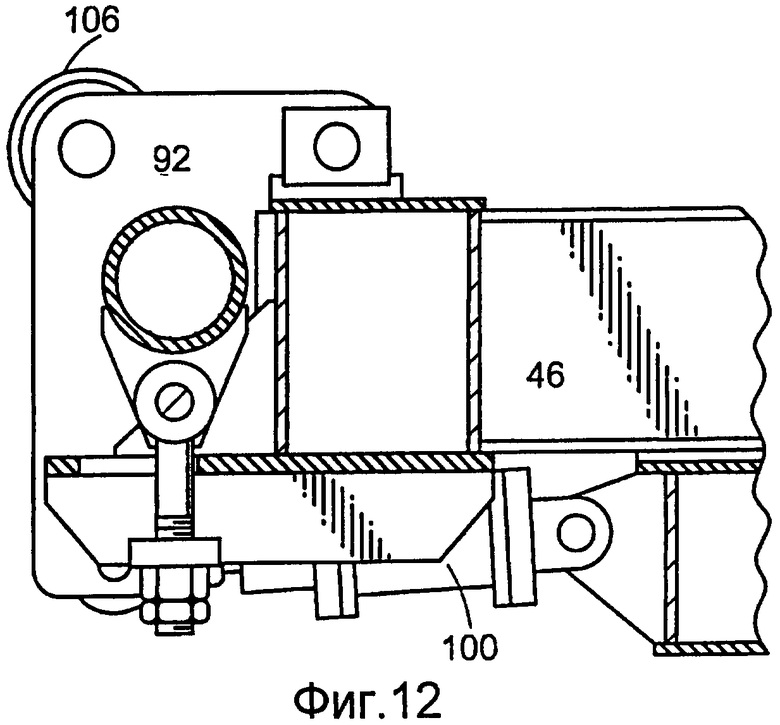
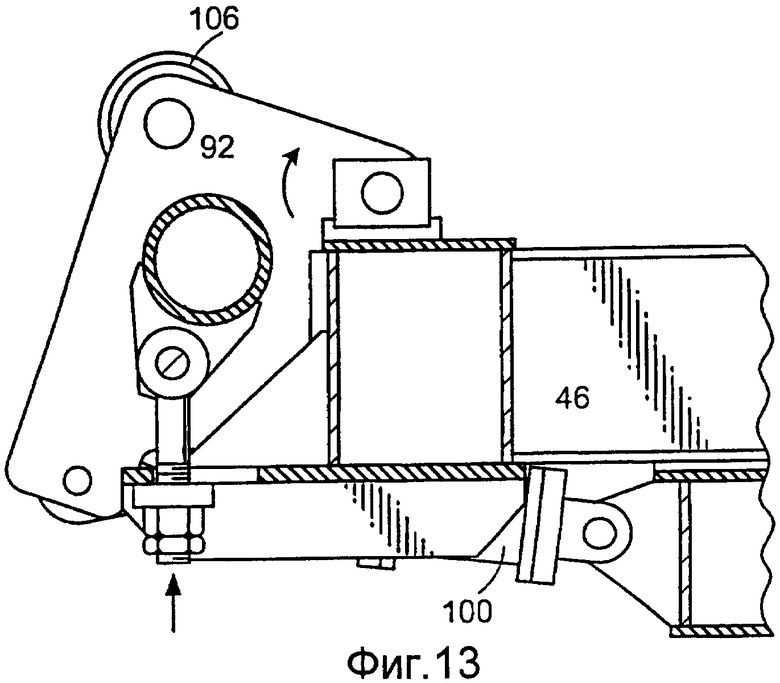
фиг.12 и 13 изображают вертикальные виды сбоку, не в масштабе, валков приводного устройства для подъемного механизма для горячего вагона.
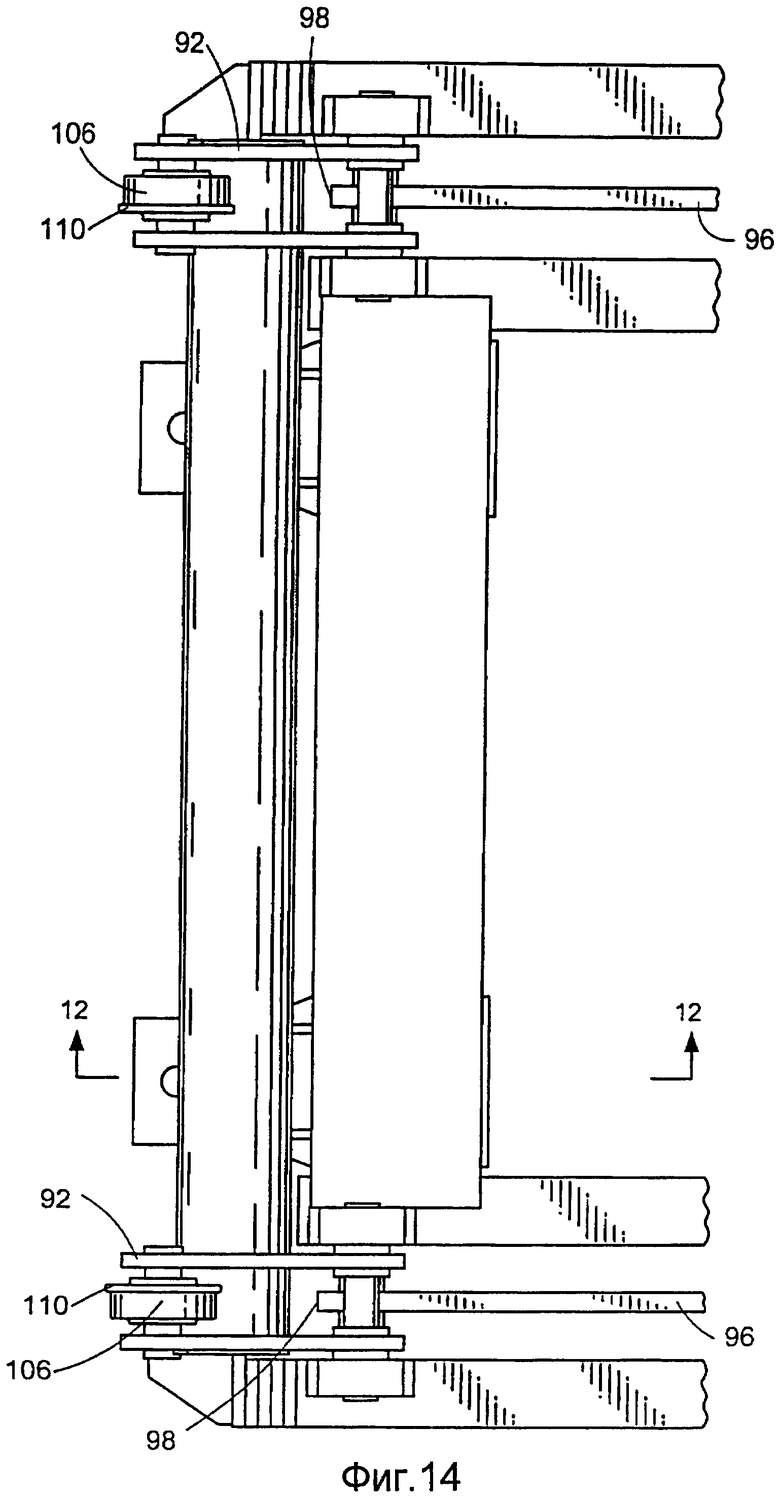
фиг.14 изображает вид сверху, не в масштабе, подъемного механизма и валков приводного устройства в соответствии с фиг.10-13.
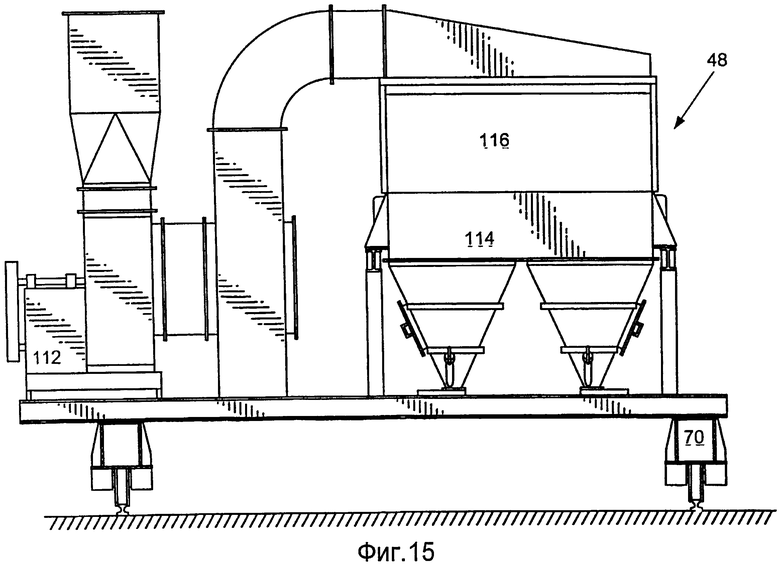
фиг.15 изображает вертикальный вид, не в масштабе, пылеулавливающего устройства, прикрепленного к горячему вагону, в соответствии с вариантом осуществления настоящего изобретения.
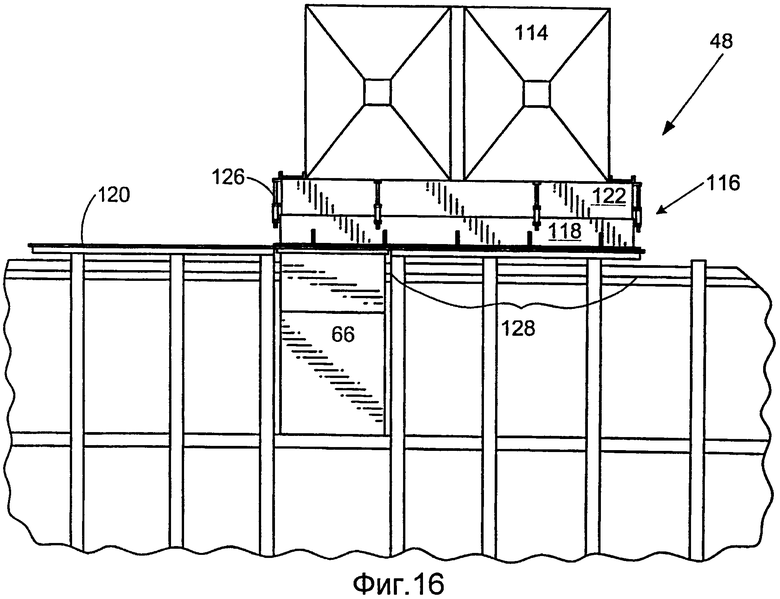
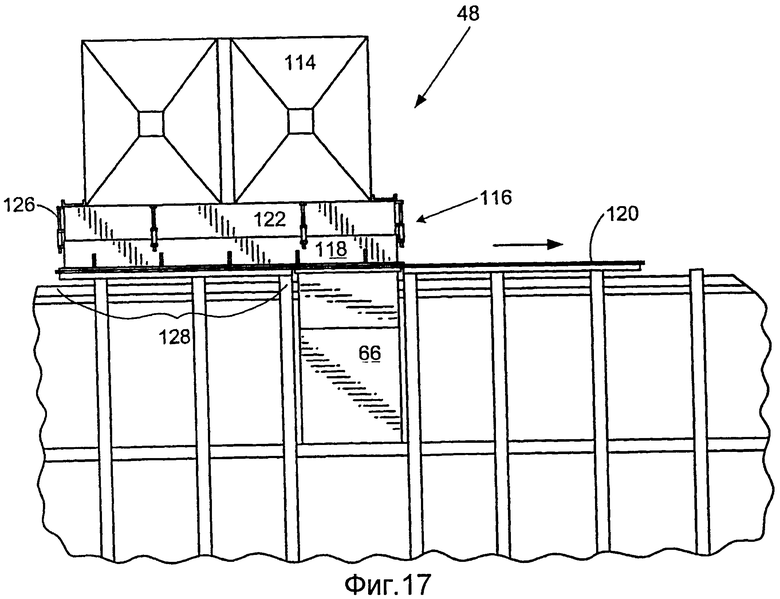
фиг.16 и 17 изображают виды сверху, не в масштабе, пылеулавливающего устройства в соответствии с фиг.15, когда горячий ящик горячего вагона находится в первом и втором положениях.
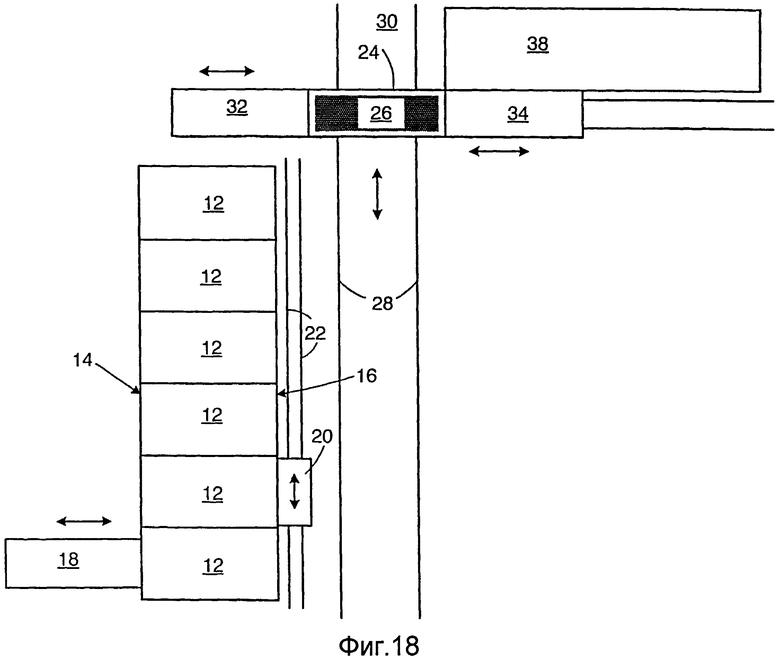
фиг.18 изображает общий вид сверху, не в масштабе, батареи коксовых печей, участка тушения и соответствующего оборудования, иллюстрирующий горячий вагон во втором положении для выгрузки кокса в тушильный вагон.
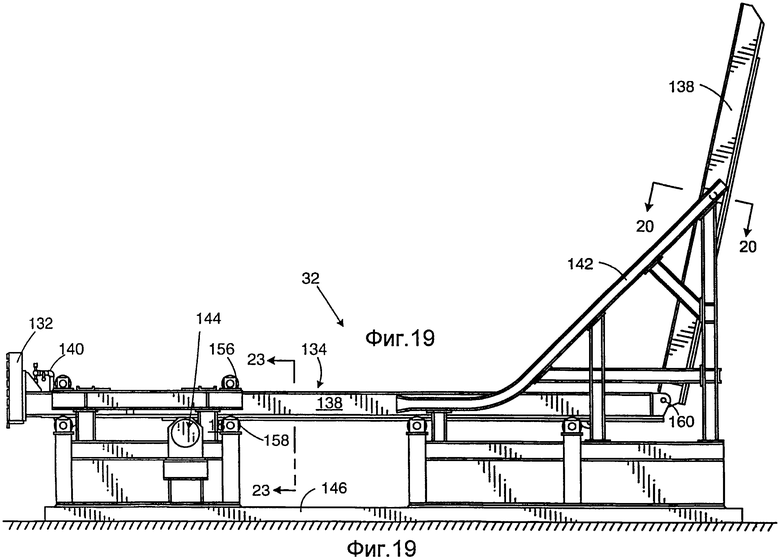
фиг.19 изображает вертикальный вид сбоку, не в масштабе, неподвижного выталкивателя для выталкивания коксоплиты из горячего вагона в тушильный вагон.
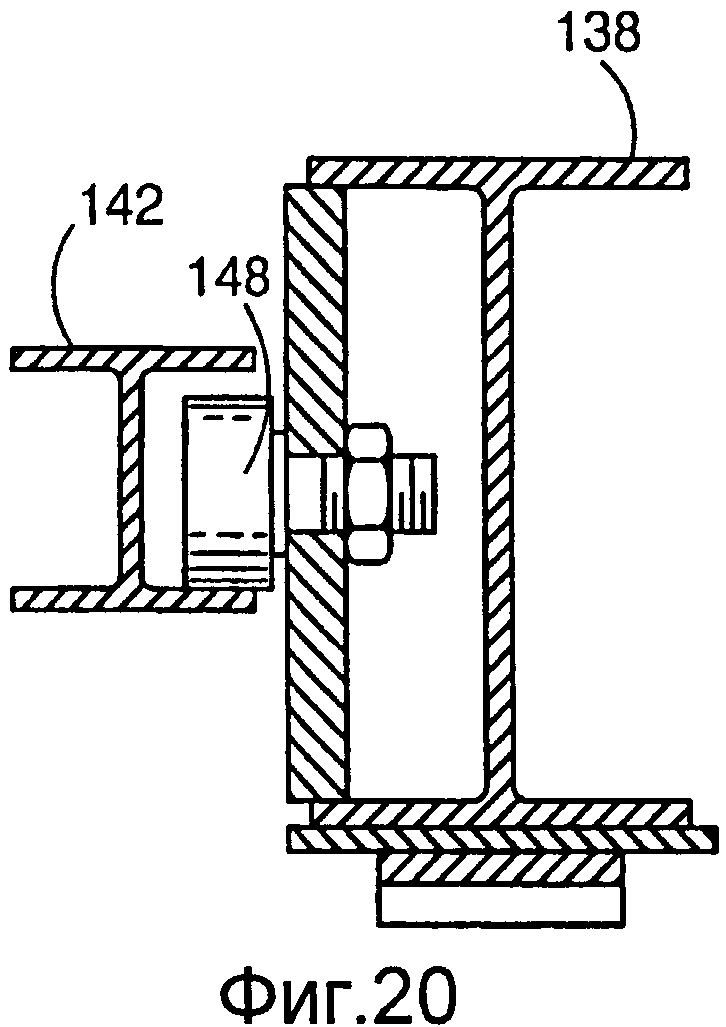
фиг.20 изображает подробный вид, не в масштабе, направляющей и валка для второй секции удлинителя выталкивателя.
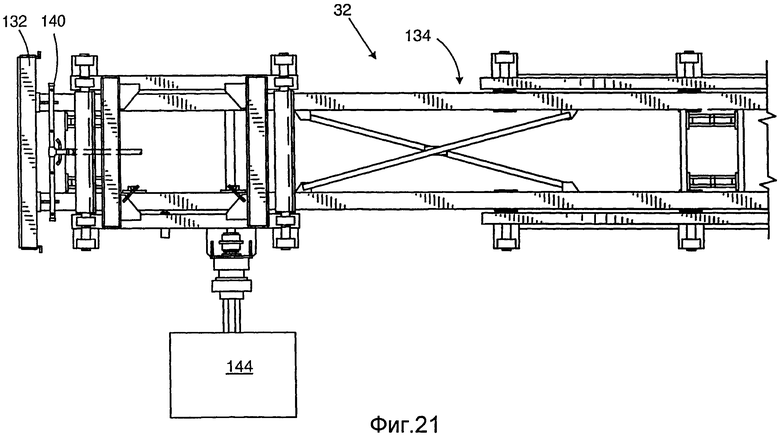
фиг.21 изображает вид сверху, не в масштабе, неподвижного выталкивателя в соответствии с фиг.19.
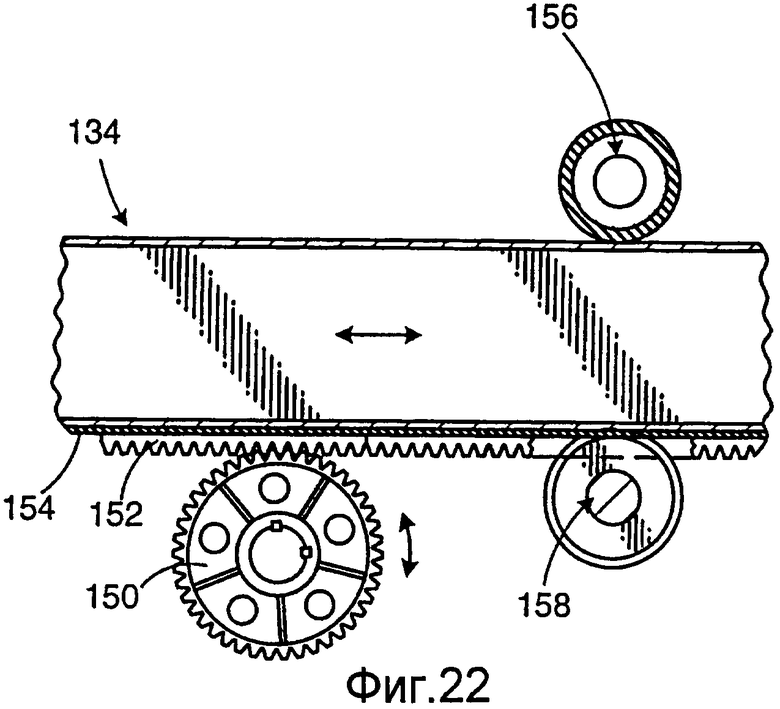
фиг.22 изображает подробный вид, не в масштабе, зубчатого механизма для удлинения рычага неподвижного выталкивателя.
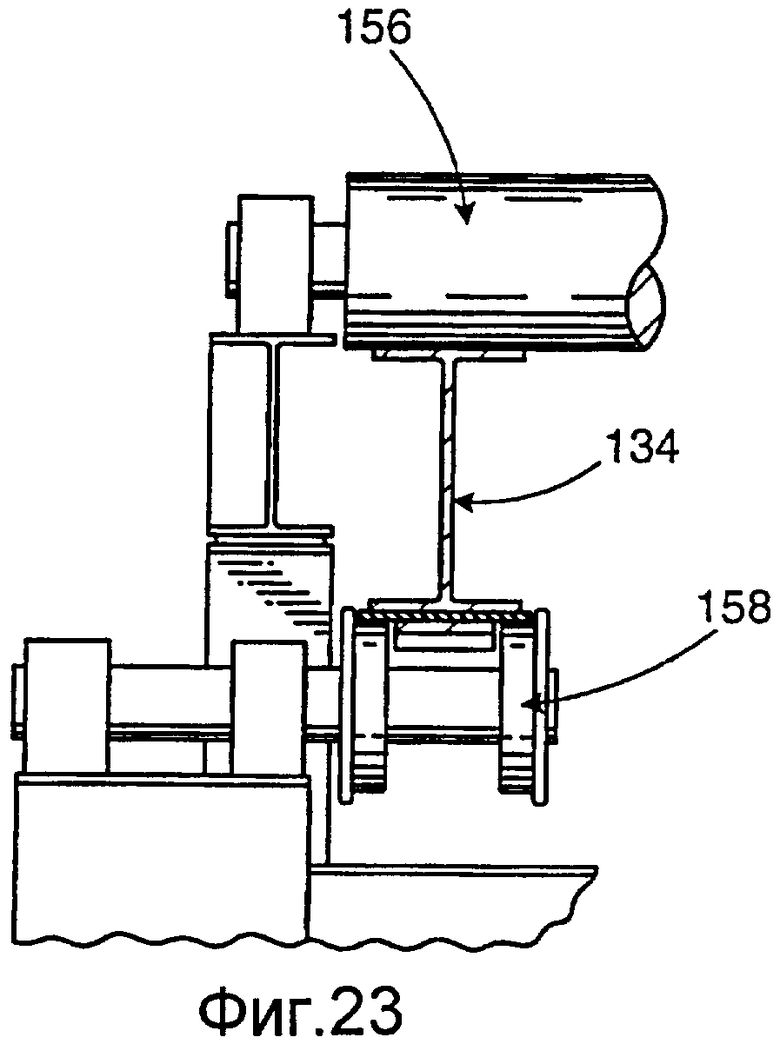
фиг.23 изображает подробный вид, не в масштабе, направляющих валков для рычага выталкивателя неподвижного выталкивателя в соответствии с фиг.19.
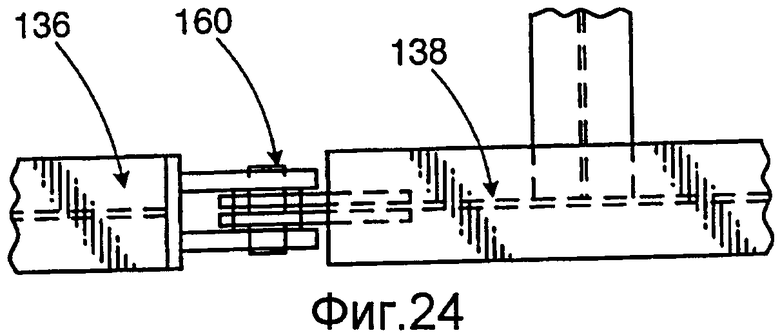
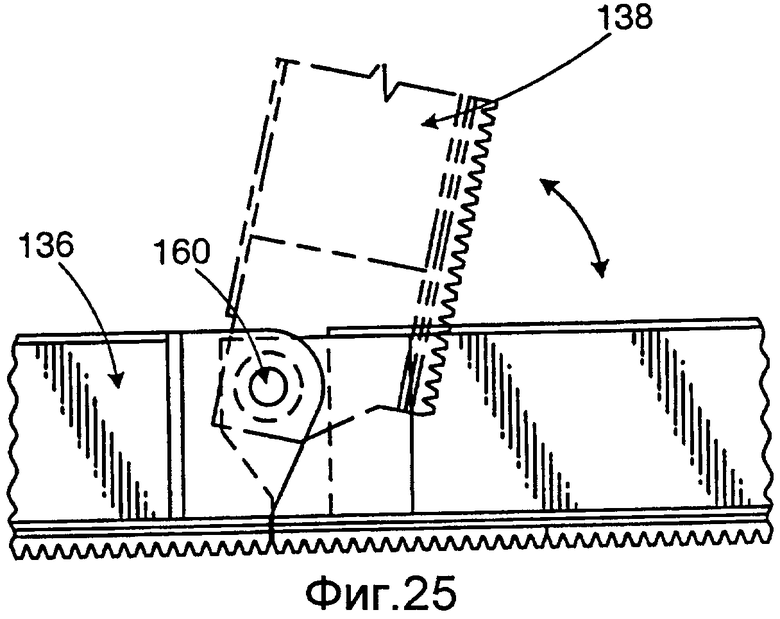
фиг.24-25 изображают подробные виды, не в масштабе, шарнирных соединений между участками первого и второго рычагов неподвижного выталкивателя в соответствии с фиг.19.
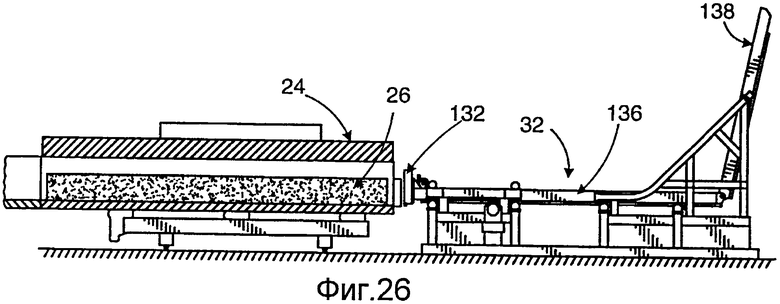
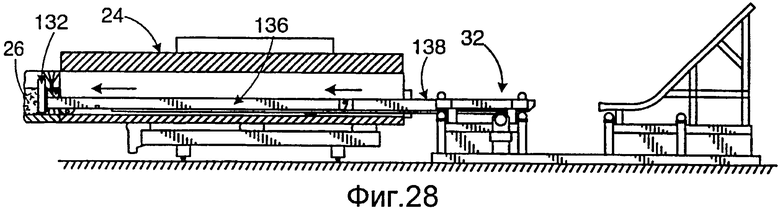
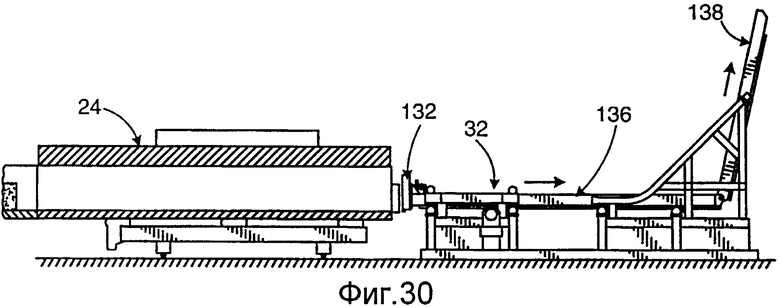
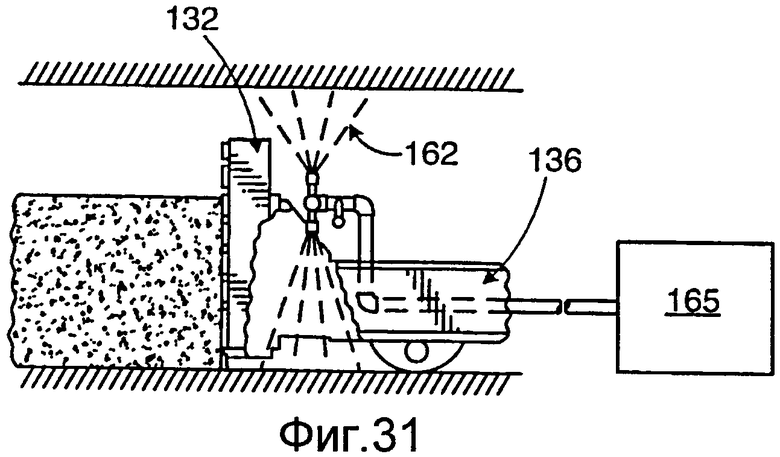
фиг.26-31 изображают схематичные иллюстрации работы неподвижного выталкивателя в соответствии с фиг.19.
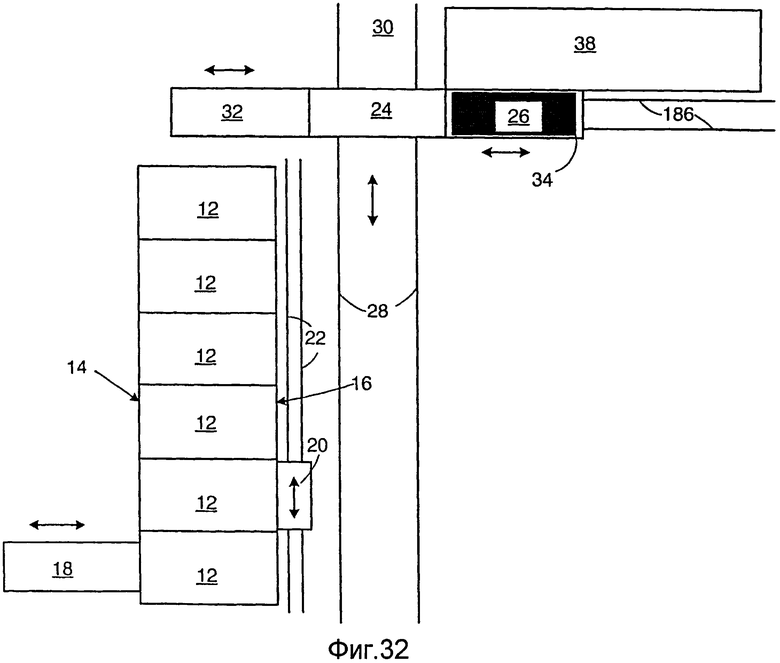
фиг.32 изображает общий вид сверху, не в масштабе, батареи коксовых печей, участка тушения и соответствующего оборудования, иллюстрирующий коксоплиту на тушильном вагоне.
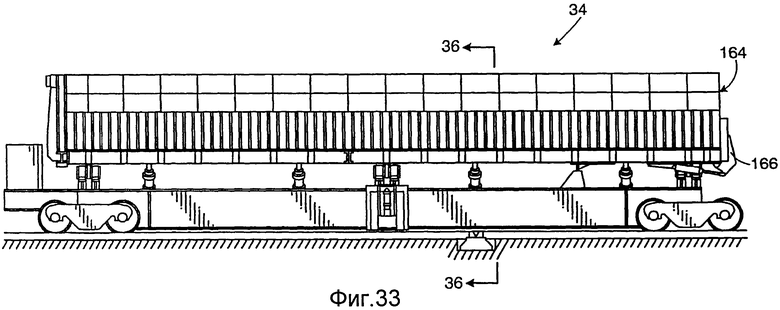
фиг.33 изображает вертикальный вид сбоку, не в масштабе, тушильного вагона в соответствии с вариантом осуществления настоящего изобретения.
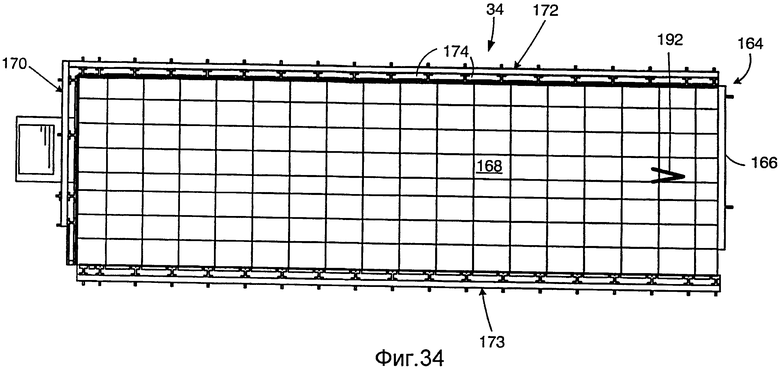
фиг.34 изображает вид сверху, не в масштабе, тушильного вагона в соответствии с фиг.33.
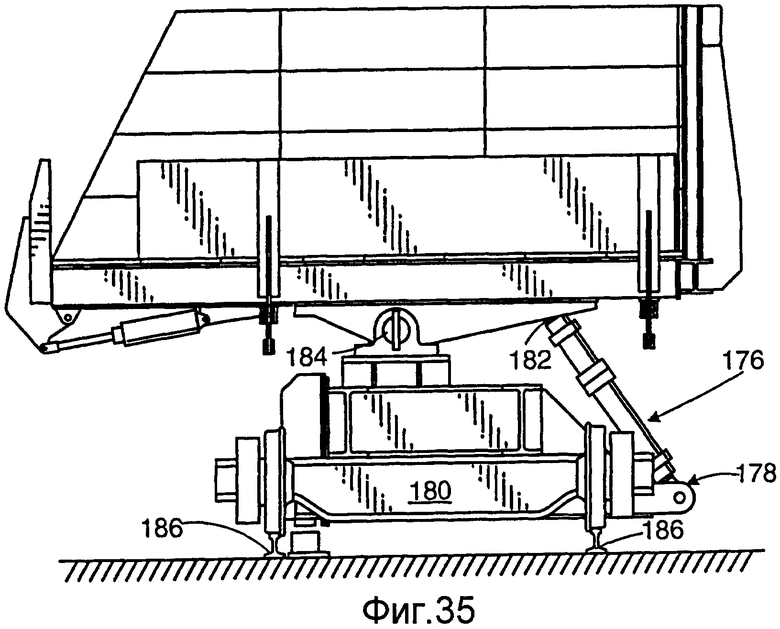
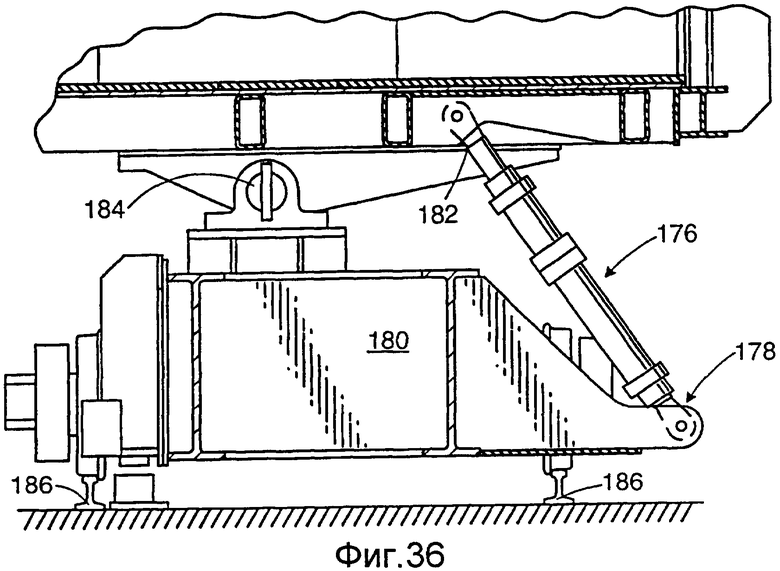
фиг.35-36 изображают вертикальные виды с торца, не в масштабе, тушильного вагона в соответствии с фиг.33, иллюстрирующие детали механизма наклона.
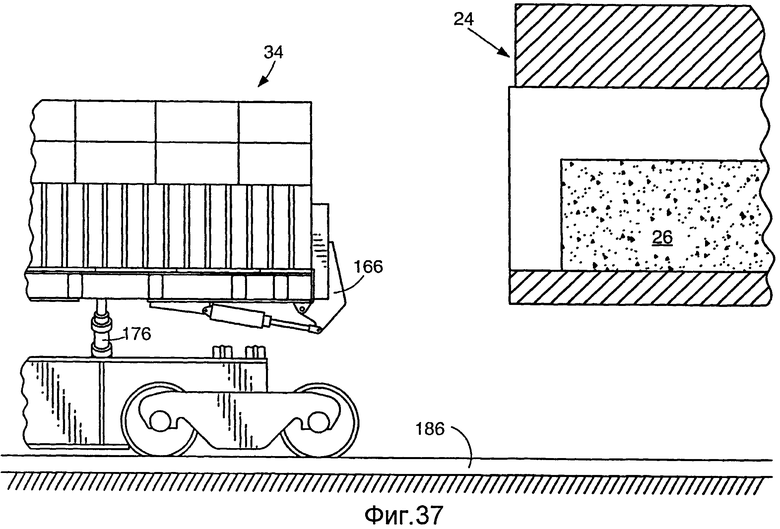
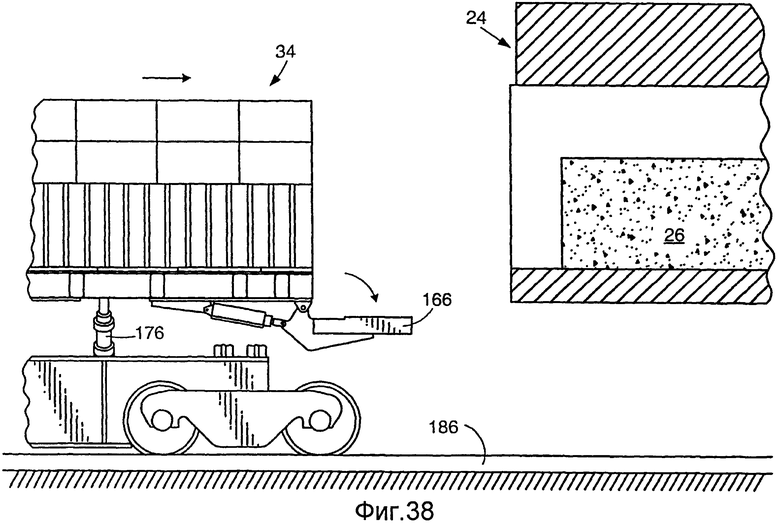
фиг.37-38 изображают вертикальные виды сбоку, не в масштабе, тушильного вагона в соответствии с фиг.33 в первом положении относительно горячего вагона.
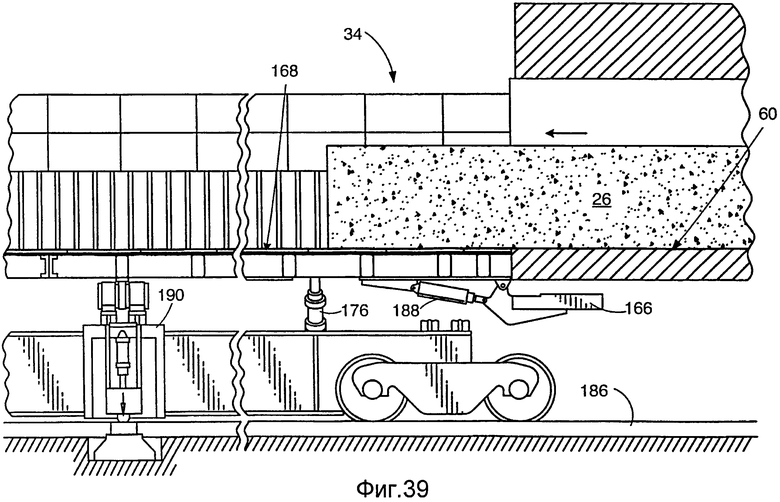
фиг.39 изображает схематичный вид этапа выталкивания коксоплиты в тушильный вагон.
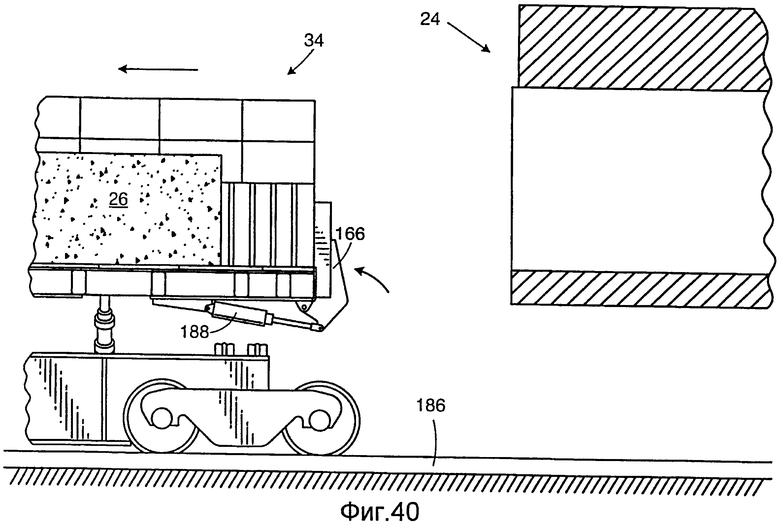
фиг.40 изображает вертикальный вид сбоку, не в масштабе, тушильного вагона в соответствии с фиг.33 после перемещения в положение тушения.
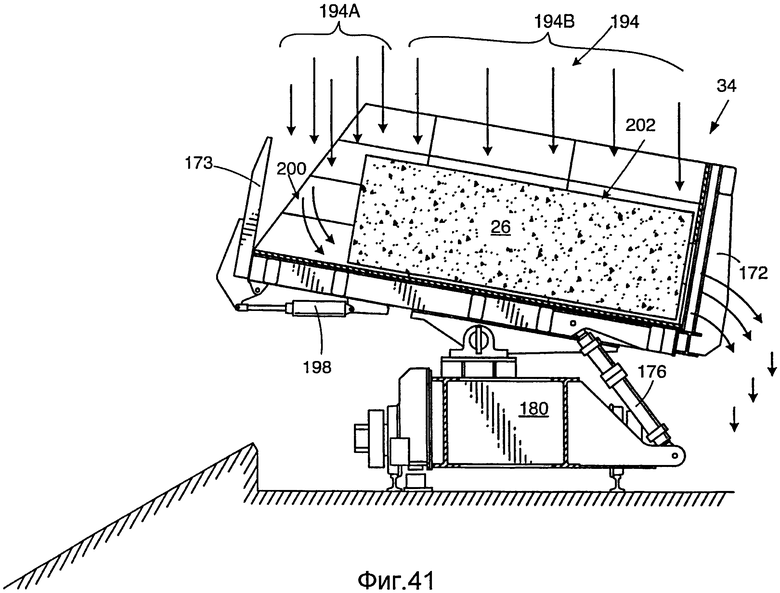
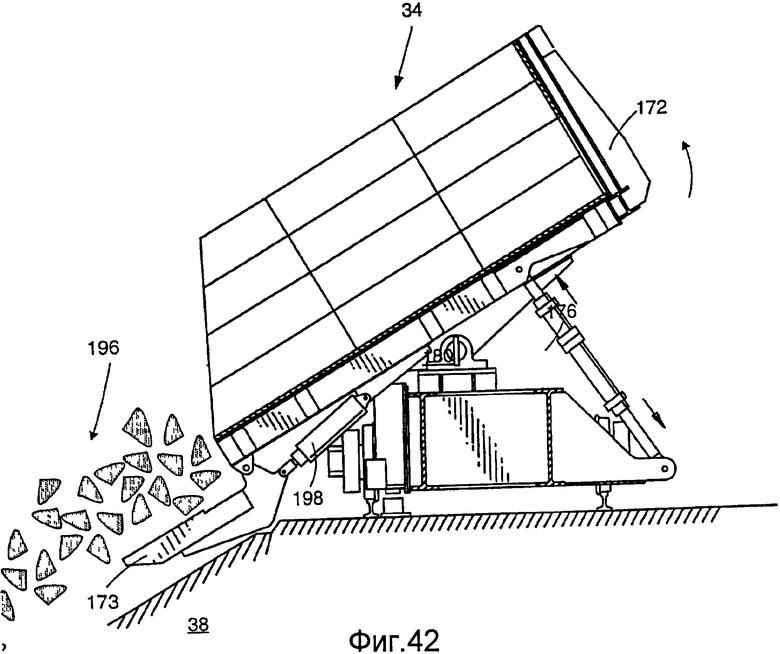
фиг.41-42 изображают схематичные иллюстрации процесса тушения и выгрузки коксоплиты на приемную платформу.
Подробное описание примерных вариантов осуществления
На фиг.1 изображен схематичный вид сверху батареи 10 коксовых печей и соответствующего оборудования для извлечения и тушения кокса, изготовленного в батарее 10 коксовых печей в соответствии с примерным вариантом осуществления настоящего изобретения. Обычная батарея 10 коксовых печей содержит множество расположенных рядом коксовых печей 12. Каждая из коксовых печей 12 имеет конец 14 для загрузки угля и конец 16 для выгрузки угля, расположенный напротив конца 14 для загрузки угля.
Обычный цикл коксования угля может длиться от 24 до 48 часов или более в зависимости от стороны загрузки угля в коксовую печь 12. В конце цикла коксования кокс выталкивается из печи 12 при помощи коксовыталкивателя 18, расположенного рядом с загрузочным концом 14 печи 12. Коксовыталкиватель 18 может включать в себя устройство для удаления двери печи на загрузочном конце 14 перед выталкиванием кокса из печи 12.
Отдельное устройство 20 для удаления выходной двери расположено рядом с выходным концом 16 печи 12. После удаления выходной двери устройство 20 перемещается из разгрузочного конца 16 печи 12 по направляющим 22 для удаления двери.
Горячий вагон 24 для горизонтального выталкивания расположен рядом с разгрузочным концом 16 печи 12 для сбора горячего кокса, выталкиваемого из печи посредством коксовыталкивателя 18. Подробное описание горячего вагона 24 для горизонтального выталкивания, включая механизмы для размещения горячего вагона 24 для горизонтального выталкивания рядом с разгрузочным концом 16 печи 12, приведено ниже. Во время операции выталкивания горячего кокса кокс выталкивается из печи 12 в виде по существу цельной плиты 26, которая загружается в горячий вагон 24 для горизонтального выталкивания.
Когда горячий кокс выгружен в горячий вагон 24 для плоского выталкивания, вагон 24 перемещается по направляющим 28 на участок 30 размещения тушильного вагона. На участке 30 размещения тушильного вагона горячая плита 26 из горячего вагона 24 выталкивается в горизонтальном направлении посредством неподвижного выталкивателя 32 в тушильный вагон 34. Тушильный вагон 34 расположен в тушильной станции 36, в которой горячий кокс тушится при помощи достаточного количества воды для охлаждения кокса до температуры ниже температуры коксования. Затем затушенный кокс выгружается на приемную платформу 38 для дальнейшего охлаждения и перемещения на участок хранения кокса.
В обычных батареях коксовых печей горячий кокс обычно тушится в горячем вагоне. Следовательно, может требоваться один горячий вагон для каждой коксовой батареи. Однако в описанных здесь примерных вариантах осуществления один горячий вагон 24 может быть использован для множества коксовых батарей 10, поскольку кокс тушится в отдельном тушильном вагоне 34. Как только горячий кокс выталкивается из горячего вагона 24 в тушильный вагон 34, горячий вагон 24 может быть вновь установлен рядом с выходным концом 16 другой печи 12 для сбора кокса из данной печи 12.
Как изложено выше, батарея коксовых печей 10 включает в себя устройство 20 для удаления выходной двери. Устройство 20 для удаления выходной двери предназначено для обеспечения работающего персонала движущейся прямо вперед машиной. Устройство 20 для удаления выходной двери включает в себя механизмы для его перемещения вдоль батареи печей по направляющим 22, размещения устройства 20 на выходном конце 16 печи 12, которая должна выгружаться, и удаления двери 40 из данной печи 12. Затем устройство 20 для удаления выходной двери удаляется из печи 12 по направляющим 22, удерживая дверь 40 печи для обеспечения пространства для размещения горячего вагона 24 для горизонтального выталкивания рядом с выходным концом 16 печи 12, из которой была удалена дверь 40.
Устройство 20 для удаления выходной двери может иметь ручное управление и, таким образом, может быть оснащено кабиной оператора или огражденным участком, содержащим все устройства управления и шкафы центра управления двигателем, а также аварийный останов. Обычно все операции, выполняемые устройством 20, осуществляются посредством гидравлических устройств. Например, гидроцилиндры используются также для разблокирования поворотных замков 42 на двери 40 печи и для захвата и отвода двери 40 из печи 12. Перед удалением двери 40 устройство с лазерным наведением может быть использовано оператором для обеспечения точного размещения устройства 20 рядом с разгрузочным концом 16 коксовой печи 12. Механические фиксаторы могут быть также использованы для обеспечения точного размещения устройства 20 для разблокирования и удаления двери 40 из печи 12. Дизельный двигатель может быть использован для перемещения устройства для удаления двери по направляющим 22.
Горячий вагон 24 для горизонтального выталкивания будет более подробно описан со ссылкой на фиг.2-17. Горячий вагон 24 является уникальным устройством, которое обеспечивает получение по существу цельной плиты 26 горячего кокса из коксовых печей 12 и перемещение горячей плиты 26 на удаленный участок 30 размещения тушильного вагона. Как и устройство 20 для удаления выходной двери, горячий вагон 24 предназначен для перемещения параллельно батарее 10 коксовых печей по направляющим 28 между печами 12 и участком 30 размещения тушильного вагона. Горячий вагон 24 содержит горячий ящик 44, механизм 46 подъема и перемещения горячего ящика, пылеулавливающее устройство 48 горячего ящика (фиг.14-16), механизм 50 для подметания юбки печи (фиг.9) и устройство 52 для уплотнения перемычки (фиг.8). Ниже каждое из данных устройств будет описано более подробно.
После удаления устройством 20 двери 40 для выпуска кокса из печи 12, устройство 20 удаляется таким образом, что горячий вагон 24 может быть расположен на одной оси с печью 12 для получения кокса, выталкиваемого из печи 12, как проиллюстрировано на фиг.1. Лазерное установочное устройство может быть установлено для оказания помощи оператору при визуальном совмещении горячего вагона 24 для точной стыковки с печью 12. Когда горячий вагон 24 соответствующим образом установлен, один или более механических фиксаторов приводятся в действие для обеспечения нахождения горячего вагона 24 в соответствующем положении для приема коксоплиты 26.
На фиг.3 изображена часть батареи 10 коксовых печей, если смотреть с разгрузочного конца 16 коксовых печей 12. Необходимо понимать, что каждая из печей 12 может находиться на немного разных высотах над уровнем земли 54, как показано линией под ссылочным номером 56. Следовательно, горячий вагон 24 должен быть отрегулирован под высоту каждой печи 12 во время операции выталкивания кокса, для того чтобы обеспечить выталкивание по существу цельной плиты 26 горячего кокса в горячий вагон 24.
Как проиллюстрировано на фиг.1, устройство 20 для удаления выходной двери перемещается параллельно батарее 10 коксовых печей между батарей коксовых печей 10 и горячим вагоном 24. Следовательно, на горячем вагоне 24 установлен механизм для размещения горячего ящика 44 рядом с разгрузочным концом 16 печи 12 и для обеспечения относительно плавного перемещения горячей коксоплиты 26 от основания 58 печи до горячего ящика 44.
На фиг.2 изображен вертикальный вид с торца горячего вагона 24 для горизонтального выталкивания. Горячий вагон 24 включает в себя горячий ящик 44, расположенный с возможностью перемещения на механизме 46 подъема и перемещения. Горячим ящиком 44 является по существу прямоугольный корпус, содержащий основание 60, боковые стенки 62, прикрепленные к основанию 60, и крышку 64, прикрепленную к боковым стенкам 62. Каждый конец горячего ящика 44 открыт для приема горячей плиты 26 и ее выталкивания в тушильный вагон 34.
Пылеулавливающее устройство 48 сообщено с горячим ящиком 44 через канал 66 для улавливания любой пыли или дымов, которые могут выделяться из кокса во время операций выталкивания кокса. Помещение 68 для оператора расположено на горячем вагоне 24 для управления оператором расположения и использования горячего вагона 24 и работой пылеулавливающего устройства 48. Все вышеупомянутые компоненты горячего вагона 24 установлены на раме 70, имеющей колеса 72 для перемещения горячего вагона по направляющим 28.
Фиг.4 изображает первое вертикальное положение горячего ящика 44 относительно рамы 70. Первое вертикальное положение используется для перемещения горячего вагона 24 вдоль направляющих 28. В первом вертикальном положении горячий ящик 44 расположен вплотную к раме 70. При размещении горячего вагона 24 рядом с печью 12 горячий ящик 44 поднимается во второе вертикальное положение, как проиллюстрировано на фиг.5. Во втором вертикальном положении горячий ящик 44 находится по существу на такой же высоте, как и основание 58 печи.
Когда горячий ящик 44 расположен на высоте, пригодной для перемещения по существу цельной плиты 26 кокса из печи 12, как проиллюстрировано на фиг.6, оператор перемещает горячий ящик 44 вперед до тех пор, пока конец 74 горячего ящика 44 не будет расположен вплотную к печи, как проиллюстрировано на фиг.7, для обеспечения по существу непрерывной поверхности для выталкивания кокса из печи в горячий ящик 44. Переходный участок 76 может быть прикреплен с возможностью поворота рядом с концом 74 горячего ящика 44 для предотвращения повреждения горячим ящиком 44 двери 58 печи при сопряжении горячего ящика 44 с печью 12.
Устройство 52 для уплотнения перемычки изображено более подробно на фиг.8 и входит в зацепление с балкой перемычки 78 печи 12, когда конец 74 горячего ящика 44 вплотную примыкает к печи 12. Устройство 52 обеспечивает уплотнение между горячим ящиком 44 и печью 12 для уменьшения количества пыли, которая может выходить из открытого конца 16 печи 12. Устройство 52 для уплотнения перемычки включает в себя гибкий элемент 80 наподобие проволочной щетки, прочно прикрепленный к удлинителю 82 крышки 64 горячего ящика 44 для уплотнительного контакта с балкой перемычки 78 печи 12 при перемещении горячего ящика 44 по направлению к печи 12.
Когда плита 26 выталкивается в горячий ящик 26 посредством коксовыталкивателя 18, оператор отводит горячий ящик 44 от печи 12 и опускает горячий ящик 44 в первое вертикальное положение, проиллюстрированное на фиг.4.
Для предотвращения накапливания коксовой пыли на пороге 84 печи, прикрепленном к каждой печи 12, после удаления выходной двери 40 печи или после выталкивания плиты 26 в горячий вагон 24, механизм 50 для подметания юбки печи, как проиллюстрировано на фиг.9, может быть расположен на переходном участке 76. В одном варианте осуществления механизм подметания 50 может включать в себя газоструйное распылительное сопло 86 и источник 88 сжатого газа, сообщенный с распылительным соплом 86. Распылительное сопло 86 может приводиться в действие оператором, когда дверь 40 печи удалена для обеспечения относительно свободной от кокса перемычки 84 для сопряжения с переходным участком 76 горячего ящика 44 и/или после выталкивания кокса в горячий вагон 24 перед возвращением на место выходной двери 40 печи.
На фиг.10-14 показаны части механизма 46 подъема и перемещения для подъема и перемещения горячего ящика 38. Фиг.10 и 11 изображают часть механизма 46 подъема и перемещения, содержащую поворотные валки 90 и приводной валок 92. Каждый поворотный валок 90 прикреплен к раме 70 вокруг оси поворота 94 и соединен с возможностью поворота с приводным рычагом 96 для возможности поворота поворотных валков 90 из первого положения, проиллюстрированного на фиг.10, во второе положение, проиллюстрированное на фиг.11. Приводной рычаг 96 соединен с возможностью поворота на удаленном конце 98 с приводным валком 92 таким образом, что перемещение приводного валка 92 вызывает перемещение поворотных валков 90. Приводное устройство 100 прикреплено к раме 70 и к приводному валку 92 для обеспечения перемещения приводного валка 92 и поворотных валков 90 для поднятия и опускания горячего ящика 44. Приводное устройство 100 может быть выбрано из множества устройств, таких как червячные передачи, цепные передачи, гидроцилиндры и подобные устройства. Для использования в описанном здесь механизме 46 подъема и перемещения особенно подходит приводное устройство 100 в виде гидроцилиндра.
Как изложено выше, благодаря разности высот печей механизм 46 подъема и перемещения может быть использован для размещения горячего ящика 44 на требуемой высоте для выталкивания по существу цельной коксоплиты 26 в горячий вагон 24. Разброс значений высоты печи обычно находится в пределах приблизительно от одного до пяти дюймов. Следовательно, механизм 46 подъема и перемещения должен обеспечить перемещение горячего ящика 44 вверх или вниз в пределах от одного дюйма до пяти дюймов и удерживание горячего ящика 44 на требуемой высоте в пределах между одним дюймом и пяти дюймами. Необходимо понимать, что высота поднятия, которая может потребоваться для конкретной батареи печей, может находиться в более широких пределах по сравнению с интервалом приблизительно от одного до пяти дюймов.
Как проиллюстрировано на фиг.6 и 7, когда горячий ящик 44 находится на требуемой высоте, привод 102 для перемещения, прикрепленный к раме 70 и горячему ящику 44, может быть использован для перемещения горячего ящика 44 из отведенного положения, проиллюстрированного на фиг.6, в положение выталкивания кокса, проиллюстрированное на фиг.7. В отведенном положении имеется пространство между печью 12 и горячим ящиком 44, достаточное для перемещения устройства 20 для удаления выходной двери между ними. Однако в положении выталкивания кокса, проиллюстрированном на фиг.7, конец 74 горячего ящика вплотную примыкает к печи 12, и переходной участок 76 опирается на порог 84 печи. После выгрузки кокса в горячий вагон 24 горячий ящик 44 отводится от печи 12 и опускается в первое вертикальное положение для перемещения на участок 30 тушения. Затем устройство 20 для удаления выходной двери может быть перемещено обратно в положение рядом с печью 12 для установки обратно на место выходной двери 40 на печи 12.
Для обеспечения перемещения горячего ящика 44 между положением выталкивания кокса и отведенным положением каждый из поворотных валков 90 и приводной валок 92 содержит колеса 104 и 106 соответственно, которые обеспечивают возвратно-поступательное перемещение на них горячего ящика 44 относительно рамы 70. Колеса 104 и 106 входят в зацепление с нижней стороной 108 горячего ящика 44 или направляющими, прикрепленными к нижней стороне 108 горячего ящика, для обеспечения качения на них. В случае если направляющие прикреплены к нижней стороне 108 горячего ящика 44, колеса 104 и 106 могут включать в себя кромки 110 (фиг.14), которые входят в зацепление с краями направляющих для обеспечения перемещения горячего ящика 44 вдоль по существу одной оси перемещения.
Другим уникальным аспектом горячего вагона 24 является встроенное пылеулавливающее устройство 48, проиллюстрированное более подробно на фиг.15-17. Пылеулавливающее устройство 48 включает в себя нагнетатель воздуха 112 для обеспечения потока воздуха, дымов и пыли из горячего ящика 44 через комплекс пылеулавливающих устройств 114. Пламегасители могут быть использованы в смещенном скользящем канале 118 (фиг.2), соединяющем пылеулавливающий канал 66 с комплексом пылеулавливающих устройств 114 в случае, если раскаленные частицы пыли вовлекаются в воздушный поток, проходящий в пылеулавливающий канал. Могут быть использованы другие пригодные пылеулавливающие устройства 48, которые могут быть выбраны из мешочных фильтров, комплексов пылеулавливающих устройств, устройств для влажной очистки, электростатических осадителей и подобных устройств.
Пылеулавливающее устройство 48 прочно прикреплено к раме 70 рядом с одной стороной горячего ящика 44. Следовательно, при перемещении горячего ящика 44 в продольном направлении из отведенного положения (фиг.6) в положение выталкивания кокса (фиг.7) непрерывный поток воздуха, дымов и пыли должен поддерживаться между пылеулавливающим каналом 66 и комплексом пылеулавливающих устройств 114.
Для обеспечения уплотнения между комплексом пылеулавливающих устройств 114 и пылеулавливающим каналом 66 на горячем ящике 44 смещенный скользящий канал 118 выполнен с возможностью скольжения вдоль перегородки 120, которая прочно прикреплена к каналу 66 на выходе горячего ящика 44. Смещенный скользящий канал 118 включает в себя неподвижную часть 122 и подвижную часть 124, которая прикреплена к неподвижной части 122 и смещена от комплекса пылеулавливающих устройств 114 по направлению к перегородке 120 для обеспечения скользящего перемещения в продольном направлении вдоль перегородки 120. Смещающие устройства, такие как пружины 126 (фиг.2), смещают подвижную часть 124 канала 118 относительно перегородки 120 для обеспечения газонепроницаемого уплотнения между скользящим каналом 118 и перегородкой 120.
При перемещении горячего ящика из первого положения, проиллюстрированного на фиг.16, во второе положение, проиллюстрированное на фиг.17, скользящий канал 118 скользит вдоль перегородки 120 для обеспечения непрерывного соединения с возможностью прохождения текучей среды между каналом 66 и комплексом пылеулавливающих устройств 114. Поскольку скользящий канал 118 значительно шире, чем канал 66, перегородка 120 является эффективной для уплотнения первой части 128 канала 118, когда горячий ящик 44 находится в первом положении, и второй части 120 канала 118, когда горячий ящик 44 находится во втором положении.
При размещении горячего ящика 44 для приема плиты 26 пылеулавливающее устройство 48 используется для улавливания любых дымов, пыли и др., образующихся, когда горячий ящик 44 находится рядом с печью 12. Пылеулавливающее устройство 48 может продолжать работать до тех пор, пока плита 26 не будет вытолкнута из горячего вагона 24 в тушильный вагон 34.
Когда коксоплита вытолкнута в горячий вагон 24, выходная дверь 40 печи 12 вновь устанавливается на выходной стороне 16 печи 12 посредством устройства 20 для удаления выходной двери, и горячий вагон 24 перемещается по направляющим 28 на участок 30, как схематично проиллюстрировано на фиг.18. На участке 30 размещения тушильного вагона горячая плита 26 выталкивается с использованием неподвижного выталкивателя 32 в тушильный вагон 34.
На фиг.19-28 проиллюстрированы детали неподвижного выталкивателя 32. Выталкиватель 32 включает в себя головку 132 долбяка, охлаждаемую жидкостью, прикрепленную к удлинительному рычагу 134 с зубчатой передачей, содержащему первый участок 136 рычага и второй участок 138 рычага. Сопло 140 для разбрызгивания охлаждающей жидкости расположено рядом с головкой долбяка 132, охлаждаемой жидкостью. Направляющая 142 направляет перемещение второго участка 138 рычага из первого положения, проиллюстрированного на фиг.19, во второе положение, проиллюстрированное на фиг.28.
Механизм 144 зубчатой передачи обеспечивает перемещение удлинительного рычага 134 между первым положением и вторым положением. Механизм 144 зубчатой передачи прикреплен с возможностью управления к корпусу долбяка 146 и может быть механизмом 144 зубчатой передачи с электродвигателем или предпочтительно гидравлическим приводом (фиг.19). Направляющий элемент 148 прикреплен с возможностью вращения ко второму участку 138 рычага (фиг.20) для направления второго участка 138 рычага вдоль направляющей 142, когда механизм зубчатой передачи 144 приводится в действие для перемещения удлинительного рычага 134. Как проиллюстрировано на фиг.22, механизм зубчатой передачи 144 содержит зубчатое колесо 150, которое входит в зацепление с зубьями 152, расположенными на нижней кромке 154 удлинительного рычага 134. Направляющие валки 156 и 158 (фиг.22-23) расположены на противоположных сторонах удлинительного рычага 134 для обеспечения зацепления удлинительного рычага 134 с зубчатым колесом 150.
Для обеспечения зацепления второго участка 138 рычага с зубчатым колесом 150 второй участок 138 рычага соединен с возможностью поворота с первым участком 136 рычага посредством оси поворота 160, как проиллюстрировано на фиг.24 и 25. Вращение второго участка 138 рычага из первого положения во второе положение обеспечивает зацепление второго участка 138 рычага с зубчатым колесом 150, когда удлинительный рычаг 134 проходит в горячий вагон 24 для выталкивания плиты 26 кокса в тушильный вагон 34.
Выдвижение и отвод головки 132 долбяка, охлаждаемой жидкостью, проиллюстрировано на фиг.26-30. На фиг.26 головка долбяка 132 находится в первом положении рядом с плитой 26 кокса в горячем вагоне 24. При приведении в действие механизма зубчатой передачи 144 головка 132 долбяка входит в зацепление с коксоплитой 26 для обеспечения перемещения плиты 26 из горячего вагона 24 в тушильный вагон 34. На фиг.27 только первый участок 136 рычага выталкивателя 32 находится в зацеплении с механизмом зубчатой передачи 136, когда головка 132 долбяка выталкивает коксоплиту 26. На фиг.28 второй участок 138 рычага входит в зацепление с механизмом 144 зубчатой передачи, так что головка долбяка 132 полностью выдвинута через горячий вагон 24, и коксоплита 26 передвинута в тушильный вагон 34.
Как проиллюстрировано на фиг.29 и 30, головка 132 долбяка перемещается из полностью выдвинутого положения, проиллюстрированного на фиг.28, в отведенное положение, проиллюстрированное на фиг.30. Во время перемещения головки 132 долбяка в обоих направлениях охлаждающее распылительное сопло 140 приводится в действие для обеспечения распыления охлаждающей жидкости 162, как проиллюстрировано более подробно на фиг.31, для обеспечения охлаждения горячего вагона 24 и предотвращения преждевременного выхода из строя горячего вагона 24 после множества циклов проталкивания. Охлаждающая жидкость, такая как вода, обеспечивается источником 165 охлаждающей жидкости, соединенным с возможностью управления с охлаждающим распылительным соплом 140. Необходимо понимать, что головка 132 долбяка, охлаждаемая жидкостью, может охлаждаться с использованием воды или другой охлаждающей жидкости, получаемой из одного и того же источника 165 жидкости или из отдельного источника охлаждающей жидкости. Однако предпочтительно, если охлаждающей жидкостью 162 для охлаждающего распылительного сопла 140 является вода, которая при контакте с поверхностью горячего вагона превращается в пар. Принимаются меры предосторожности для управления выталкивателем 32 либо рядом с выталкивателем 132, либо на расстоянии, в качестве примера, посредством оператора, находящегося в помещении 68 для оператора горячего вагона 24. Когда плита 26 кокса вытолкнута в тушильный вагон 24, как проиллюстрировано на фиг.32, горячий вагон 24 может быть возращен в положение рядом с другой печью 12 для приема другой плиты 26.
На фиг.33-42 проиллюстрированы детали тушильного вагона 34. Тушильным вагоном 34 является удлиненное многофункциональное устройство с открытым верхом, которое используется для получения кокса с заранее установленным содержанием влаги. Горячий вагон 24 имеет конец 164 для подачи коксоплиты, включающий в себя заслонку 166 для удерживания кокса, которая может опускаться для перемещения плиты 26 кокса в тушильный вагон 34 и подниматься для удерживания плиты 26 кокса во время операций тушения.
Как проиллюстрировано на виде сверху на фиг.34, тушильный вагон 34 содержит удлиненное основание 168 для приема плиты 26 кокса, неподвижную противоположную торцевую стенку 170, неподвижную боковую стенку 172 и подвижную боковую стенку 173. Как описано более подробно ниже, неподвижная боковая стенка 172 содержит дренажные отверстия 174 для обеспечения прохождения через них жидкости для тушения.
Тушильный вагон 24 также включает в себя механизм наклона 176, проиллюстрированный на фиг.35 и 36, для наклона тушильного вагона 24 в первом направлении для тушения коксоплиты 26 и во втором направлении для выгрузки затушенного кокса на приемную платформу 38. Механизм наклона 176 прикреплен на первом конце 178 к раме 180 тушильного вагона и на втором конце 182 к участку удлиненного основания 168. Участок удлиненного основания 168 прикреплен с возможностью поворота к раме 180 на поворотном рычаге 184.
Как и горячий вагон 24, тушильный вагон 34 может быть установлен на участке 30 посредством перемещения вдоль направляющих 186 на участке 30 рядом с приемной платформой 38. Перед перемещением плиты 26 кокса из горячего вагона 24 в тушильный вагон 34 заслонка 166 для удерживания кокса опускается из первого положения, проиллюстрированного на фиг.37, во второе положение, проиллюстрированное на фиг.38, посредством приводного механизма 188 заслонки. Когда заслонка 166 держателя опущена во второе положение, тушильный вагон может быть перемещен в положение рядом с горячим вагоном для приема плиты 26 кокса из горячего вагона 24, как описано выше и проиллюстрировано на фиг.39.
Механическое установочное устройство 190 может быть размещено на тушильном вагоне 34 для обеспечения его установки в соответствующем положении рядом с горячим вагоном 24 для приема плиты 26 кокса. Необходимо понимать, что механизм 46 перемещения и подъема горячего вагона может быть использован для обеспечения любых разностей высот между основанием 168 тушильного вагона и основанием 60 горячего вагона.
При перемещении плиты 26 кокса в тушильный вагон 34 устройство 192 для разделения коксоплиты (фиг.34), прикрепленное к участку 168 удлиненного основания рядом с входным концом 164 тушильного вагона 34, используется для разделения плиты 26, по меньшей мере, на две части для обеспечения прохождения жидкости для тушения через плиту 26. Разделяющим устройством 192 является клинообразная стальная конструкция, имеющая длину приблизительно от пяти до пятнадцати дюймов, предпочтительно приблизительно десять дюймов, которая проходит вверх от участка 168 основания на расстояние, равное приблизительно от пяти до пятнадцати дюймов, обычно приблизительно десять дюймов. Когда коксоплита 26 перемещается в тушильный вагон 34, разделяющее устройство 192 вызывает разлом плиты 26, который проходит по ее всей толщине и открывает трещины, обеспечивающие прохождение жидкости для тушения из верхней части плиты 26 в нижнюю часть коксоплиты 26 для более эффективного тушения плиты 26.
На фиг.40 приводной механизм 188 заслонки снова приводится в действие для обеспечения закрытия заслонки 166, и затем тушильный вагон 34 удаляется от горячего вагона в положение тушения. Как проиллюстрировано на фиг.41, когда тушильный вагон 34 расположен рядом с приемной платформой 38, механизм 176 наклона приводится в действие для обеспечения наклона тушильного вагона 34 из горизонтального положения на угол, равный приблизительно от пяти до пятнадцати градусов, обычно приблизительно десять градусов, для обеспечения прохождения жидкости 194 для тушения через, вокруг и под плитой 26. Во время этапа тушения избыточная жидкость проходит через дренажные отверстия 174 в боковой стенке 172 в углубление для сбора жидкости для тушения, расположенное напротив приемной платформы 38. Следовательно, по существу жидкость для тушения не может пролиться на приемную платформу 38. Прохождение жидкости для тушения 194 в плиту 26 может контролироваться автоматически или вручную посредством оператора, находящегося в помещении для управления, и/или оператора, находящегося на участке тушения.
Обычное количество жидкости для тушения, пригодное для тушения плиты 26, может находиться в пределах приблизительно от 1,5 до 2,5 весовых частей воды на одну весовую часть кокса. Этап тушения обычно осуществляется за максимально короткий период времени, который может находиться в пределах приблизительно от 1,5 до 2,5 минут, для получения кокса с содержанием влаги меньше чем 3% по весу, обычно приблизительно от 1,5% до 3% по весу.
Как проиллюстрировано на фиг.41, жидкость 194 для тушения может быть обеспечена посредством одной системы тушения или посредством двойной системы тушения, показанной стрелками 194А и 194В. В двойной системе тушения приблизительно от 50% до 75% жидкости для тушения обеспечивается в системе, показанной стрелками 194А для обеспечения необходимого количества жидкости для тушения, которая может проходить под плитой 26 кокса, как проиллюстрировано стрелками 200. Следовательно, оставшаяся часть жидкости для тушения, приблизительно от 25% до 50% по весу, направляется в верхнюю часть 202 плиты 26.
После завершения цикла тушения механизм 176 наклона вновь приводится в действие для обеспечения наклона тушильного вагона 34 в противоположном направлении на угол, равный приблизительно от двадцати пяти до тридцати пяти градусов, относительно горизонтального положения для выгрузки затушенного кокса 196 на приемную платформу. Перед выгрузкой затушенного кокса 196 привод 198, прикрепленный к подвижной боковой стенке 173, приводится в действие для опускания подвижной боковой стенки 173 для обеспечения перемещения затушенного кокса 196 из тушильного вагона 34 на приемную платформу 38. После выгрузки затушенного кокса 196 из тушильного вагона 34 может быть приведен в действие приводной механизм 176 для возвращения тушильного вагона 34 в положение приема коксоплиты, и привод 198 может быть приведен в действие для обеспечения подъема подвижной стенки 173.
В вышеприведенном описании все устройство за исключением конвейерной ленты, электрических компонентов и подобных компонентов может быть выполнено из отлитой или кованой стали. Следовательно, можно создать надежную конструкцию и обеспечить устройство с относительно большим ресурсом работы, которое пригодно для условий коксовой печи.
Описаны различные аспекты и варианты осуществления настоящего изобретения и ряд его преимуществ, и специалистам в данной области техники должно быть понятно, что настоящее изобретение допускает различные модификации, замены и изменения без отхода от сущности и объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для приема кокса из коксовых печей | 1990 |
|
SU1701725A1 |
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ РАЗДЕЛЕНИЯ ПАРТИИ СВЕЖЕГО И ГОРЯЧЕГО КОКСА В ПРИЕМНОМ КОНТЕЙНЕРЕ | 2011 |
|
RU2593161C2 |
| УСТАНОВКА ДЛЯ ОБСЛУЖИВАНИЯ БАТАРЕИ КОКСОВЫХ ПЕЧЕЙ | 2002 |
|
RU2226205C2 |
| УСТАНОВКА ДЛЯ УЛАВЛИВАНИЯ ВЫБРОСОВ ПЫЛИ И ГАЗА ПРИ РАЗГРУЗКЕ КОКСОВЫХ ПЕЧЕЙ | 2002 |
|
RU2220184C1 |
| УСТАНОВКА ДЛЯ ОБСЛУЖИВАНИЯ КОКСОВЫХ ПЕЧЕЙ | 1973 |
|
SU382669A1 |
| КОКСОВЫЙ КОРОБ ДЛЯ СУХОГО ТУШЕНИЯ КОКСА ИЗ КОКСОВОЙ ПЕЧИ И СПОСОБ СУХОГО ТУШЕНИЯ КОКСА | 1988 |
|
RU2049803C1 |
| УСТРОЙСТВО И СПОСОБ ВЫГРУЗКИ ПОТУШЕННОГО ИЛИ НЕПОТУШЕННОГО КОКСА ИЗ КОКСОТУШИЛЬНОГО ВАГОНА НА ПРИЕМНОЕ УСТРОЙСТВО | 2010 |
|
RU2577367C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ КАМЕННОГО УГЛЯ ДЛЯ ПРОЦЕССА КОКСОВАНИЯ УГЛЯ | 2007 |
|
RU2411282C2 |
| Тушильный вагон | 1990 |
|
SU1730121A1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ ВЫБРОСОВ ПЫЛИ ПРИ ВЫДАЧЕ КОКСА | 2008 |
|
RU2394869C1 |



Изобретение может быть использовано в коксохимии. Цельную плиту горячего кокса 26 выталкивают на плоскую приемную поверхность горячего вагона 24, после чего перемещают горячий вагон 24 на участок размещения тушильного вагона 30. Цельную плиту горячего кокса 26 из горячего вагона 24 выталкивают на плоскую приемную поверхность тушильного вагона 34, в котором осуществляют тушение цельной плиты горячего кокса 26. Горячий вагон 24 содержит частично закрытый горячий ящик, имеющий по существу плоскую поверхность для размещения плиты горячего кокса 26, и механизм подъема и перемещения горячего ящика по направлению к коксовой печи 12 и от коксовой печи 12. Изобретение позволяет уменьшить пылеобразование без значительного увеличения времени производственного цикла коксовой печи. 5 н. и 17 з.п. ф-лы, 42 ил.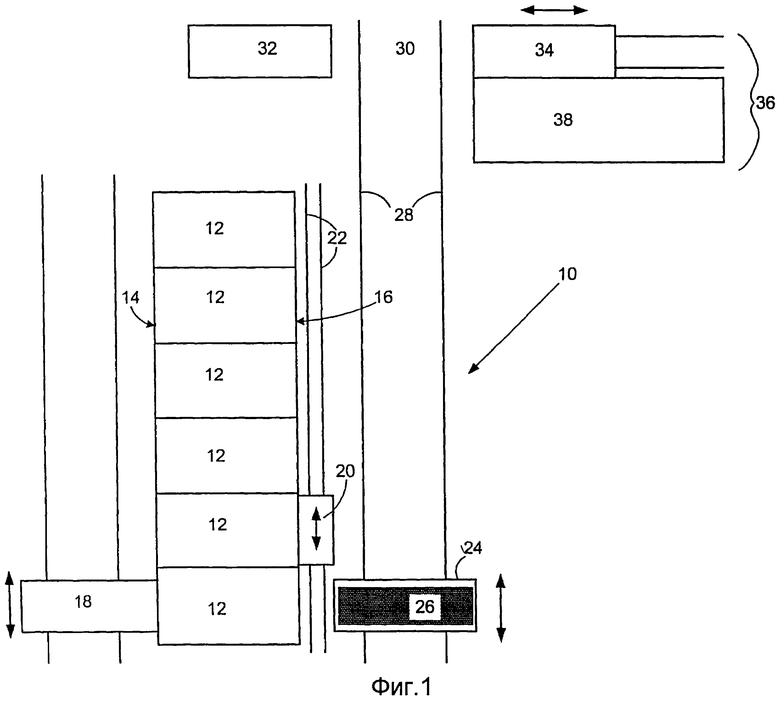
1. Способ тушения металлургического кокса, изготовленного в коксовой печи, содержащий следующие этапы:
выталкивание цельной плиты горячего кокса на, по существу, плоскую приемную поверхность горячего вагона;
перемещение горячего вагона на участок размещения тушильного вагона;
выталкивание цельной плиты горячего кокса на, по существу, плоскую приемную поверхность тушильного вагона;
тушение плиты горячего кокса в тушильном вагоне при помощи заранее установленного количества воды;
выгрузку затушенного кокса на приемный участок для его сбора.
2. Способ по п.1, использующий горячий вагон, имеющий крышку и пылеулавливающее устройство, и дополнительно включающий улавливание пыли, образующейся при выталкивании цельной плиты горячего кокса на поверхность горячего вагона.
3. Способ по п.1, в котором кокс тушится на участке тушения.
4. Способ по п.3, в котором приемный участок для затушенного кокса расположен вблизи участка тушения.
5. Способ по п.1, дополнительно включающий разделение коксоплиты после ее выталкивания в тушильный вагон.
6. Способ по п.1, в котором тушение плиты горячего кокса осуществляется при условиях, достаточных для разрушения, по существу, всей цельной плиты.
7. Способ по п.1, дополнительно включающий разделение в продольном направлении цельной плиты горячего кокса после ее выталкивания в тушильный вагон.
8. Способ изготовления металлургического кокса из угля, содержащий следующие этапы:
сжигание слоя угля в коксовой печи в течение периода времени и при восстановительных атмосферных условиях для получения цельного слоя кокса;
удаление двери с разгрузочного конца первой коксовой печи;
размещение горячего вагона вблизи разгрузочного конца первой коксовой печи;
удаление и тушение кокса согласно способу по п.1.
9. Способ по п.8, в котором используют тушильный вагон, имеющий первое наклонное положение для тушения кокса и второе наклонное положение для выгрузки затушенного кокса, и дополнительно осуществляют выпуск избыточной воды из цельного слоя горячего кокса при тушении посредством наклона тушильного вагона в первое наклонное положение.
10. Способ по п.9, дополнительно включающий выгрузку затушенного и охлажденного кокса на участок для размещения кокса посредством наклона тушильного вагона во второе наклонное положение.
11. Способ по п.10, в котором второе наклонное положение направлено в противоположную сторону тушильного вагона от первого наклонного положения.
12. Способ по п.8, дополнительно включающий размещение горячего вагона вблизи разгрузочного конца второй коксовой печи после выталкивания слоя горячего кокса на приемную поверхность тушильного вагона.
13. Горячий вагон для коксовой печи, содержащий частично закрытый горячий ящик, имеющий, по существу, плоскую поверхность для размещения коксоплиты и механизм подъема и перемещения горячего ящика по направлению к коксовой печи и от коксовой печи.
14. Горячий вагон по п.13, дополнительно содержащий пылеулавливающее устройство, прикрепленное как неотъемлемая часть к горячему вагону.
15. Горячий вагон по п.14, в котором пылеулавливающее устройство дополнительно содержит смещенный впускной канал, способный перемещаться с возможностью скольжения вблизи перегородки, прикрепленной к выходному каналу из горячего вагона.
16. Горячий вагон по п.14, способный устанавливаться с возможностью перемещения на направляющих между разгрузочным концом коксовой печи и участком тушения кокса.
17. Неподвижный выталкиватель для выталкивания, по существу, цельной плиты кокса из горячего вагона в тушильный вагон, содержащий головку долбяка, охлаждаемую водой, первый рычаг, прикрепленный к головке долбяка, и второй рычаг, соединенный с возможностью поворота с первым рычагом, механизм зубчатой передачи для перемещения первого и второго рычагов, охлаждающее распылительное устройство для охлаждения горячего вагона, прикрепленное с возможностью перемещения вблизи головки долбяка, и направляющую для направления перемещения второго рычага из, по существу, вертикального положения в, по существу, горизонтальное положение.
18. Многофункциональный тушильный вагон, содержащий приемное основание, способное наклоняться и содержащее, по существу, неподвижную торцевую стенку, по существу, неподвижную боковую стенку, подвижную боковую стенку и подвижную торцевую стенку и механизм наклона приемного основания в первое положение для тушения кокса и во второе положение для выгрузки затушенного кокса на платформу для размещения кокса.
19. Тушильный вагон по п.18, дополнительно содержащий устройство для разделения плиты кокса, прикрепленное к приемному основанию вблизи первого конца тушильного вагона.
20. Тушильный вагон по п.18, в котором приемное основание способно наклоняться в первом направлении на угол, находящийся в пределах приблизительно 5-15°.
21. Тушильный вагон по п.18, в котором приемное основание способно наклоняться во втором направлении на угол, находящийся в пределах приблизительно 25-35°.
22. Тушильный вагон по п.18, способный устанавливаться с возможностью перемещения на направляющих рядом с приемной платформой.
| US 4196053 А, 01.04.1980 | |||
| Бункерный вагон для транспортировки раскаленного кокса из камер коксовой батареи к станционарной коксотушильной установке | 1974 |
|
SU597342A3 |
| УСТАНОВКА ДЛЯ УЛАВЛИВАНИЯ ВЫБРОСОВ ПЫЛИ И ГАЗА ПРИ РАЗГРУЗКЕ КОКСОВЫХ ПЕЧЕЙ | 2002 |
|
RU2220184C1 |
| US 4213828 A, 22.07.1980 | |||
| US 4396461 A, 02.08.1983 | |||
| US 4083753 A, 11.04.1978 | |||
| US 4289584 A, 15.09.1981. | |||

