Техническое решение относится к нетрадиционной электроэнергетике, к технологическим процессам изготовления деталей и узлов альтернативных электроэнергетических установок.
Отдаленным аналогом можно считать «Крыло летательного аппарата» (самолета), каркас которого состоит из лонжеронов, нервюр, стрингеров, к которым прикрепляется обшивка, см., например, описание изобретения к А.С. СССР №467570, МКИ В64С 3/18, его изготавливают способом параллельного производства перечисленных составляющих, а затем выполняют общую сборку на стапеле.
Недостатками способа являются длительный период сборки изделий, большой объем слесарно-сборочных операций и др.
Известен также «Способ изготовления панели», см. описание изобретения к А.С. СССР №1821431, МКИ В64С 3/18, предусматривающий соединение нервюры с обшивкой в несущих плоскостях самолета для технологичности и повышения прочности панели.
Недостатком способа является необходимость выполнения многих технологических операций ручным способом.
Более близких аналогов по предмету данного изобретения в патентном фонде СССР, РФ, других государств не обнаружено.
Не разработан способ (технология) изготовления нервюр, в том числе большеразмерных, в производственных условиях для рабочих колес электроэнергетических установок.
Цель изобретения: разработать способ индустриального изготовления большеразмерных нервюр рабочего колеса.
Поставленная цель достигается тем, что нервюры изготавливают шихтованными из двух или нескольких слоев, для этого на стадии выполнения плаза площадь нервюры для каждого слоя делят на сегменты разной площади и конфигурации так, чтобы стыки сегментов контактных слоев были смещены по горизонтали и вертикали вперекрой, причем размеры сегментов назначают из условия размеров нервюр под имеющееся штамповочное оборудование, на монтажном столе большеразмерную нервюру собирают непрерывающимися частями, одновременно все слои, в которых каждый слой собирают из своих сегментов, затем сборку подвергают вертикальному давлению и сваривают контактной сваркой все слои, после чего нервюру передвигают на монтажном столе и собирают следующую часть.
Под «слоем» понимается деталь в виде листа, составленная из прилегающих торцевыми поверхностями один к другому сегментов.
Под словом «перекрой» понимается, что линия соединения двух, одинаковой толщины, сегментов перекрывается третьим сегментом.
Под «шихтованием» понимают создание детали некоторой площади сложной конфигурации из сегментов малой площади.
«Плаз» - точный чертеж в натуральную величину всей болыперазмерной детали, выполняется, как правило, в специальных залах высококвалифицированными специалистами.
«Монтажный стол» - ровная выверенная горизонтальная, как правило, металлическая площадка на фундаменте, размером более размера детали (нервюры), оснащенная различными приспособлениями.
На представленных чертежах изображено:
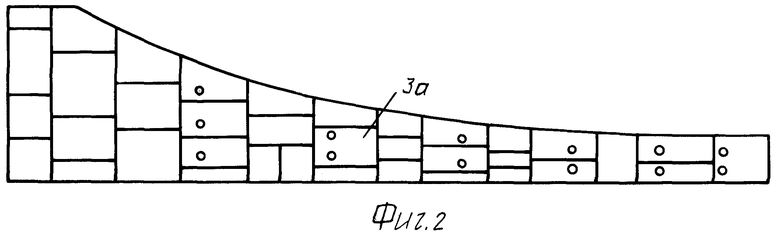
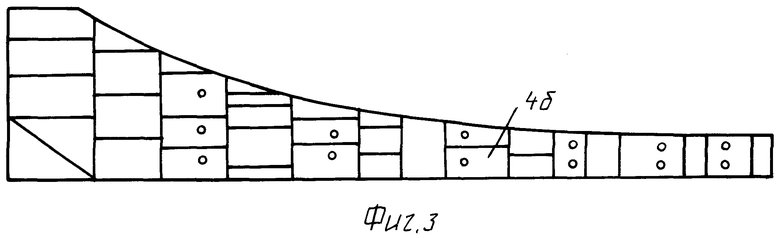
на фиг.1 показан плаз и готовая нервюра рабочего колеса (вид сверху. В радиально-кольцевом каркасе рабочего колеса плоскость нервюры совпадает с вертикальной радиальной плоскостью). На фиг.2 показан плаз и разбивка (назначение) на сегменты первого слоя (вид сверху). На фиг.3 показан плаз и разбивка (назначение) на сегменты второго слоя.
Позиции на чертежах:
1 - плаз нервюры,
2 - технологические отверстия,
3а - сегменты первого слоя,
4б - сегменты второго слоя,
5 - готовая нервюра.
Способ создания болыперазмерной нервюры реализуют в нескольких основных технологических операциях:
- выполняют плаз 1 нервюры (фиг.1) с технологическими контрольными отверстиями 2 для кольцевых лонжеронов.
- под имеющееся штамповочное оборудование устанавливают ограничительные размеры будущих сегментов,
- копию №1 плаза (см. фиг.2) разбивают (назначают) на составные сегменты 3а для первого слоя,
- копию №2 плаза (см. фиг.3) разбивают (назначают) на составные сегменты 4б для второго слоя,
- выполняют унификацию сегментов 3а и 4б первого и второго слоев, имея в виду, что сегменты двух контактных слоев должны перекрывать горизонтальные и вертикальные стыки один другого. Площадь и конфигурация сегментов может быть различной - от простой (квадрат, прямоугольник) до сложной с внутренним криволинейным контактом,
- составляют рабочую документацию, присваивают маркировку, назначают допуски изготовления и сборки, указывают, если требуются, сопутствующие технологические операции, например, снятие заусениц, термообработку, поверхностную защиту и другие, назначают последовательность их выполнения для изготовления сегментов,
- изготавливают сегменты полной номенклатуры на штамповочном оборудовании,
- выполняют последовательную непрерываемуго сборку нервюры участками со стороны ступицы на рабочем столе. Для этого в соответствии с копией №1 плаза 1 (фиг.2) и копией №2 плаза 1 (фиг.3) из сегментов 3а и 4б встык одновременно собирают слой 1 и слой 2, выполняют подгоночные и мерительные операции,
- прессуют готовую сборку вертикальным усилием,
- выполняют контактную сварку в соответствии с документацией,
- передвигают готовую часть нервюры вдоль монтажного стола,
- продолжают аналогично сборку и изготовление следующего участка.
В готовой нервюре все технологические отверстия 2 всех слоев должны совпадать и соответствовать плазу.
Готовую нервюру в специальной жесткой закрытой водозащищенной от атмосферных осадков таре во внутренних ложементах, исключающих ее произвольную деформацию и повреждения, отправляют в место сооружения электроэнергетической установки на монтаж рабочего колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РАБОЧЕГО КОЛЕСА ЭЛЕКТРОМЕХАНИЧЕСКОЙ УСТАНОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2428610C2 |
| Ротор электрической машины | 1981 |
|
SU1246248A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Статор электрической машины | 1991 |
|
SU1820444A1 |
| Статор электрической машины | 1990 |
|
SU1809497A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Трехфазный пространственный шихтованный магнитопровод | 2022 |
|
RU2796472C1 |
| РАБОЧЕЕ КОЛЕСО | 2009 |
|
RU2426925C1 |
| МНОГОФАЗНЫЙ ТРАНСФОРМАТОР И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2500051C2 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |

Техническое решение относится к нетрадиционной электроэнергетике, более конкретно к синхронным явнополюсным тихоходным электрическим машинам (генераторам тока) с вертикальной осью вращения. Цель изобретения - разработать способ индустриального изготовления большеразмерных нервюр рабочего колеса. Нервюры изготавливают шихтованными из двух или нескольких слоев, для этого на стадии выполнения плаза площадь нервюры для каждого слоя делят на сегменты разной площади так, чтобы стыки сегментов контактных слоев были смещены по горизонтали и вертикали вперекрой, причем размеры сегментов назначают из условия размеров изготовления штампов под имеющееся штамповочное оборудование, на монтажном столе нервюру собирают непрерывающимися частями, в которых каждый слой собирают из своих сегментов, затем сборку подвергают вертикальному давлению и сваривают контактной сваркой все слои, после чего нервюру передвигают на монтажном столе и собирают следующую часть. 3 ил.
Способ изготовления большеразмерных нервюр рабочего колеса, включающий штамповочные, сварочные и слесарные операции, состоящий в том, что нервюры изготавливают шихтованными из двух или нескольких слоев, для этого на стадии выполнения плаза площадь нервюры для каждого слоя делят на сегменты разной площади и конфигурации так, чтобы стыки сегментов контактных слоев были смещены по горизонтали и вертикали вперекрой, причем размеры сегментов назначают из условия размера нервюр под имеющееся штамповочное оборудование, на монтажном столе большеразмерную нервюру собирают непрерывающимися частями одновременно все слои, в которых каждый слой собирают из своих сегментов, затем сборку подвергают вертикальному давлению и сваривают контактной сваркой все слои, после чего нервюру передвигают на монтажном столе и собирают следующую часть.
| Способ изготовления панели | 1990 |
|
SU1821431A1 |
| Крыло летательного аппарата | 1973 |
|
SU467570A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) И ТЕПЛООБМЕННАЯ СЕКЦИЯ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА (ВАРИАНТЫ) | 2004 |
|
RU2266489C1 |
| GB 860391 A, 01.02.1961. | |||

