1. Область, к которой относится изобретение
Настоящее изобретение относится к способу формования листов стекла, к прессовой станции для формования листов стекла и к системе прессового формования для формования листов стекла.
2. Уровень техники
Листы стекла могут формоваться посредством прессового формования, которое иногда называется также прессовым гнутьем, после нагревания, достаточного, чтобы позволить это формование. Это формование может быть с кривизной, имеющей прямолинейные элементы, которые имеют цилиндрические или конические формы. Фактически, в отрасли прессового формования конические листы стекла, имеющие прямолинейные элементы, называются имеющими цилиндрическую кривизну, точно так же, как и листы стекла с действительно цилиндрическими формами, имеющие прямолинейные элементы. Как описано в описаниях изобретения к патентам США №№6543255 Bennett et al. (Беннет и соавт.) и 6578383 Bennett et al., которые полностью включаются в настоящее описание, листы стекла, нагретые в камере нагревания до температуры, достаточно высокой для формования, могут формоваться наклонными валками, а затем передаваться на прессовую станцию для прессового формования до окончательной формы. Прессовое формование может быть таким, чтобы поддерживать прямолинейные элементы или придавать кривизну прямолинейным элементам с таким расчетом, чтобы лист стекла формовался в поперечных направлениях, что в стекольной промышленности называется формованием с «крестообразным гнутьем» или «крестообразной кривизной».
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Одной целью настоящего изобретения является создание усовершенствованного способа формования листов стекла.
Поставленная цель достигается в соответствии с настоящим изобретением способом формования листов стекла, включающим стадию, на которой первоначально формуют нагретый плоский лист стекла в вогнутую вверх криволинейную форму с верхними концевыми частями и нижней промежуточной частью, проходящей между верхними концевыми частями, причем верхние концевые части и промежуточная часть имеют прямолинейные элементы, причем лист стекла криволинеен поперечно прямолинейным элементам. Первоначально сформованный лист стекла располагают под верхней пресс-формой, имеющей обращенную вниз поверхность с направленной вниз выпуклой кривизной в поперечных направлениях. Концевые части листа стекла перемещают вверх относительно промежуточной части, чтобы вначале привести концевые части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для формования прямолинейных элементов концевых частей с кривизной, в то время как промежуточная часть листа стекла все еще имеет свои прямолинейные элементы без какой-либо значительной кривизны. После этого промежуточную часть листа стекла перемещают вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы, чтобы сформовать с кривизной прямолинейные элементы промежуточной части, чтобы весь лист был криволинейным в поперечных направлениях.
Лист стекла могут первоначально формовать практически цилиндрической формы, имеющей прямолинейные элементы, или могут первоначально формовать конической формы, имеющей прямолинейные элементы.
Как описано, прямолинейные элементы концевых частей листа стекла формуют с кривизной на верхней пресс-форме до того, как в соприкосновение с верхней пресс-формой приводят промежуточную часть.
Кроме того, концевые части листа стекла могут прессовать на обращенной вниз поверхности верхней пресс-формы с заданным усилием, которое впоследствии снижают, чтобы обеспечить перемещение концевых частей листа стекла по обращенной вниз поверхности верхней пресс-формы по мере того, как промежуточную часть листа стекла продолжают перемещать вверх для формования на обращенной вниз поверхности верхней пресс-формы.
Нагретый плоский лист стекла, как раскрыто, первоначально формуют в камере нагрева на конвейере наклонными валками с постепенно увеличивающимся наклоном в направлении транспортирования, и затем транспортируют из камеры нагрева в прессовую станцию, в которой верхняя пресс-форма находится.
Первоначально сформованный лист стекла раскрыт как такой, который поднимают вверх с конвейера в прессовой станции нижним кольцом, которое перемещают вверх из-под листа стекла, и которое имеет: (а) концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, с вогнутыми вверх криволинейными формами в направлении транспортирования, и (б) промежуточные части, отстоящие друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящие поперек направления транспортирования между концевыми частями нижнего кольца. После того, как нижнее кольцо поднимает лист стекла вверх с конвейера, концевые части нижнего кольца перемещают вверх относительно промежуточных частей нижнего кольца для соприкосновения с концевыми частями листа стекла и формования их на обращенной вниз поверхности верхней пресс-формы, пока промежуточная часть листа стекла еще находится ниже обращенной вниз поверхности верхней пресс-формы, а после того, как концевыми частями нижнего кольца сформуют концевые части листа стекла на обращенной вниз поверхности верхней пресс-формы, промежуточные части нижнего кольца перемещают вверх для соприкосновения с промежуточной частью листа стекла и формования ее на обращенной вниз поверхности верхней пресс-формы для завершения прессового формования.
Кроме того, концевые части листа стекла раскрыты как каждое вначале прессованное на обращенной вниз поверхности верхней пресс-формы концевыми частями нижнего кольца с заданным усилием, которое впоследствии снижают, чтобы обеспечить перемещение концевых частей листа стекла по обращенной вниз поверхности верхней пресс-формы по мере того, как промежуточную часть листа стекла продолжают перемещать вверх промежуточными частями нижнего кольца в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для формования на ней.
Еще одной целью настоящего изобретения является создание усовершенствованной прессовой станции для формования листов стекла.
Указанная поставленная цель достигается в соответствии с настоящим изобретением прессовой станцией для формования листов стекла, которая включает конвейер для транспортирования в направлении транспортирования нагретого и первоначально сформованного листа стекла, имеющего вогнутую вверх форму, включающего верхние концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, и более низкую промежуточную часть, проходящую в поперечном направлении относительно направления транспортирования между концевыми частями, причем верхние концевые части и нижняя промежуточная часть имеют прямолинейные элементы, причем лист стекла искривлен поперечно прямолинейным элементам. Прессовая станция включает нижнее кольцо, на которое транспортируется лист стекла. Нижнее кольцо имеет концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, с вогнутыми вверх криволинейными формами в направлении транспортирования, и, кроме того, нижнее кольцо имеет промежуточные части, отстоящие друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящими поперек направления транспортирования между концевыми частями нижнего кольца. Концевые части и промежуточные части нижнего кольца могут перемещаться вертикально вместе и независимо друг от друга. Верхняя пресс-форма прессовой станции находится над нижним кольцом и имеет обращенную вниз поверхность с выпуклой вниз кривизной вдоль и поперек направления транспортирования в дополняющей зависимости с кривизной концевых частей и промежуточных частей нижнего кольца. Исполнительный механизм прессовой станции: вначале перемещает концевые части и промежуточные части нижнего кольца вверх всех вместе, чтобы поднять первоначально сформованный лист стекла вверх с конвейера; затем перемещает концевые части нижнего кольца вверх относительно промежуточных частей нижнего кольца для перемещения концевых частей листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для придания кривизны прямолинейным элементам концевых частей листа стекла, в то время как промежуточная часть листа стекла еще не сформована верхней пресс-формой; и после этого перемещает промежуточные части нижнего кольца вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы и формования на ней для придания кривизны прямолинейным элементам промежуточной части листа стекла с тем, чтобы весь лист имел кривизну в поперечных направлениях.
Нижнее кольцо прессовой станции раскрыто как включающее опорную раму, на которой установлены промежуточные части нижнего кольца для перемещения с опорной рамой, и пару соединений, которые соответственно устанавливают концевые части нижнего кольца на опорной раме для вертикального перемещения относительно нее и относительно промежуточных частей нижнего кольца. Пара соединений показаны включающими поворотные рычаги, имеющие первые концы, шарнирно установленные на опорной раме, и вторые концы, которые соответственно устанавливают концевые части нижнего кольца.
Исполнительный механизм прессовой станции раскрыт как включающий цилиндры для прикладывания направленного вверх усилия к концевым частям нижнего кольца, чтобы перемещать их вверх относительно промежуточных частей нижнего кольца для обеспечения перемещения концевых частей листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для обеспечения их формования в направлении транспортирования, в то время как промежуточная часть листа стекла еще не формована верхней пресс-формой. Кроме того, исполнительный механизм может приводить в действие цилиндры для снижения направленного вверх усилия, прикладываемого к концевым частям нижнего кольца, когда промежуточные части нижнего кольца перемещаются вверх относительно концевых частей нижнего кольца, для обеспечения перемещения концевых частей листа стекла относительно обращенной вниз поверхности верхней пресс-формы, когда промежуточные части нижнего кольца перемещают промежуточную часть листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для обеспечения ее формования в направлении транспортирования. Кроме того, нижнее кольцо раскрыто как включающее регуляторы для регулирования положений его концевых частей и промежуточных частей относительно друг друга.
Еще одной целью настоящего изобретения является создание усовершенствованной системы прессового формования листов стекла.
Указанная поставленная цель достигается, в соответствии с настоящим изобретением, системой прессового формования листов стекла, которая включает конвейер для транспортирования листы стекла в направлении транспортирования и печь, имеющую камеру нагрева, через которую конвейер транспортирует листы стекла от входного конца печи до ее выходного конца для нагрева при подготовке к формованию. Рядом со своим выходным концом печь включает наклонные валки с постепенно увеличивающимся наклоном в направлении транспортирования, предназначенные для первоначального формования каждого листа стекла с вогнутой вверх криволинейной формой, проходящей в поперечном направлении относительно направления транспортирования, с верхними концевыми частями и нижней промежуточной частью, проходящей между концевыми частями, причем верхние концевые части и нижняя промежуточная часть имеют прямолинейные элементы, причем лист стекла криволинеен поперечно прямолинейным элементам. Система включает прессовую станцию, в которую конвейер транспортирует первоначально сформованный лист стекла, в месте за выходным концом печи. Прессовая станция включает нижнее кольцо, на которое транспортируется лист стекла. Нижнее кольцо включает концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, с вогнутыми вверх криволинейными формами в направлении транспортирования, и нижнее кольцо включает промежуточные части, отстоящие друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящими поперек направления транспортирования между концевыми частями нижнего кольца. Концевые части и промежуточные части нижнего кольца могут перемещаться вертикально вместе и независимо друг от друга. Кроме того, прессовая станция включает верхнюю пресс-форму, расположенную выше нижнего кольца и имеющую обращенную вниз поверхность с выпуклой кривизной вдоль и поперек направления транспортирования в дополняющей зависимости с кривизной концевых частей и промежуточных частей нижнего кольца. Исполнительный механизм прессовой станции: вначале перемещает концевые части и промежуточные части нижнего кольца вверх всех вместе, чтобы поднять первоначально сформованный лист стекла вверх с конвейера; затем перемещает концевые части нижнего кольца вверх относительно промежуточных частей нижнего кольца для перемещения концевых частей листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для придания кривизны прямолинейным элементам концевых частей листа стекла, в то время как промежуточная часть листа стекла еще не сформована верхней пресс-формой; и после этого перемещает промежуточные части нижнего кольца вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для придания кривизны прямолинейным элементам промежуточной части листа стекла с тем, чтобы весь лист имел кривизну в поперечных направлениях.
Цели, признаки и преимущества настоящего изобретения очевидны из последующего подробного описания предпочтительного варианта осуществления, приведенного со ссылками на прилагаемый графический материал.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
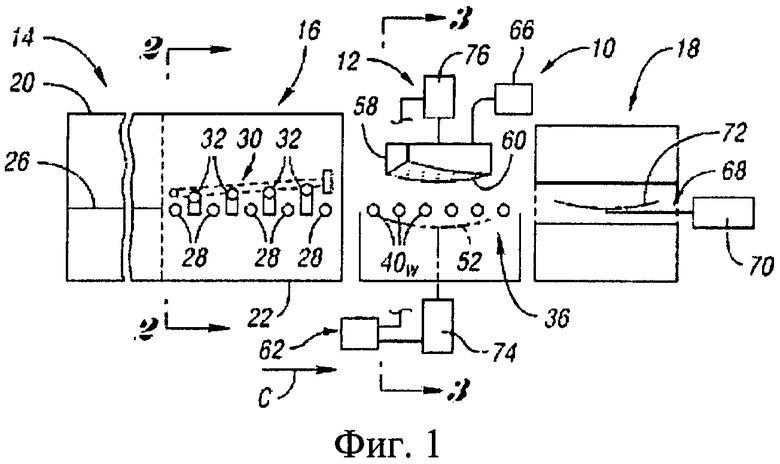
ФИГ.1 представляет собой схематический вид сбоку системы прессового формования листов стекла, включающей прессовую станцию, выполняющую формование листов стекла в поперечных направлениях.
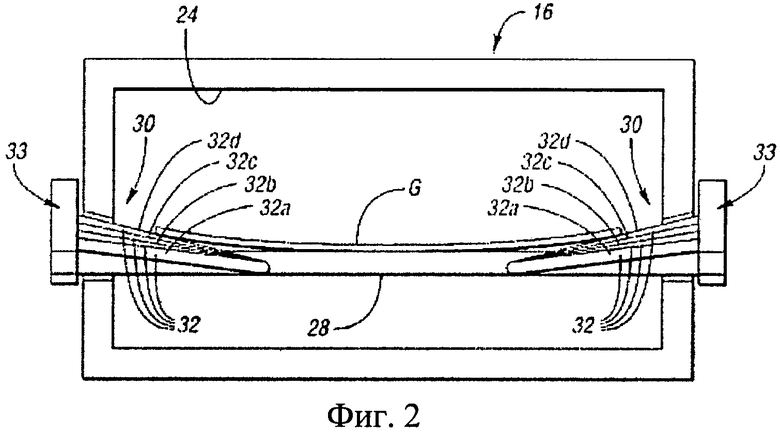
ФИГ.2 представляет собой схематический разрез системы на фиг.1 по линии 2-2 на выходном конце системы и иллюстрирует горизонтальные и наклонные валки, на которых нагретые листы стекла транспортируются для начального формования валками до выхода из печи при подготовке к прессовому формованию.
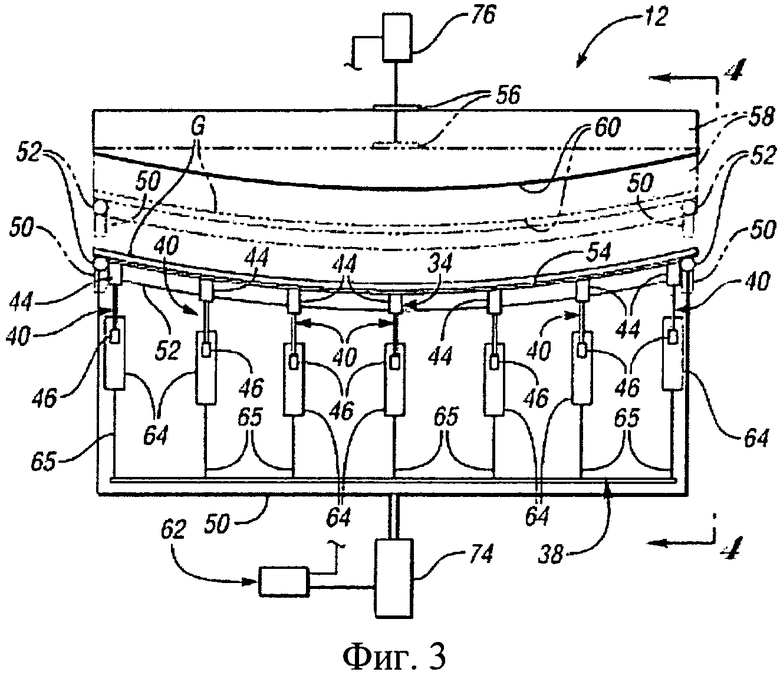
ФИГ.3 представляет собой схематический разрез системы на фиг.1 по линии 3-3 на ее прессовой станции и иллюстрирует конструкцию нижнего кольца и верхней пресс-формы, которые могут перемещаться между положениями, показанными сплошной и штрих-пунктирной линиями, для прессового гнутья вначале формованного валками листа стекла
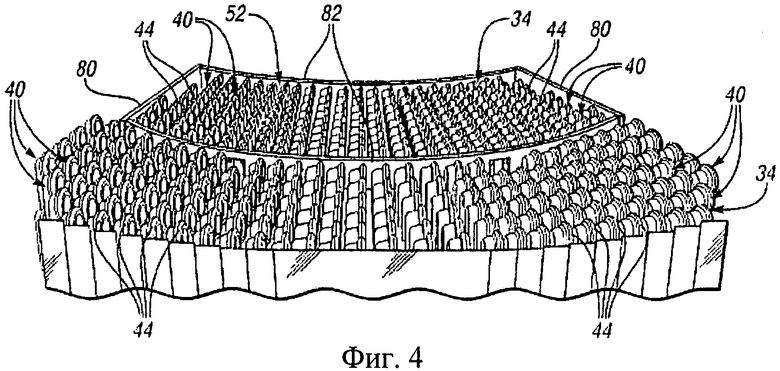
ФИГ.4 представляет собой вид в перспективном изображении, иллюстрирующий узлы дискового конвейера, которые транспортируют первоначально сформованный лист стекла выше нижнего кольца прессовой станции для прессового формования.
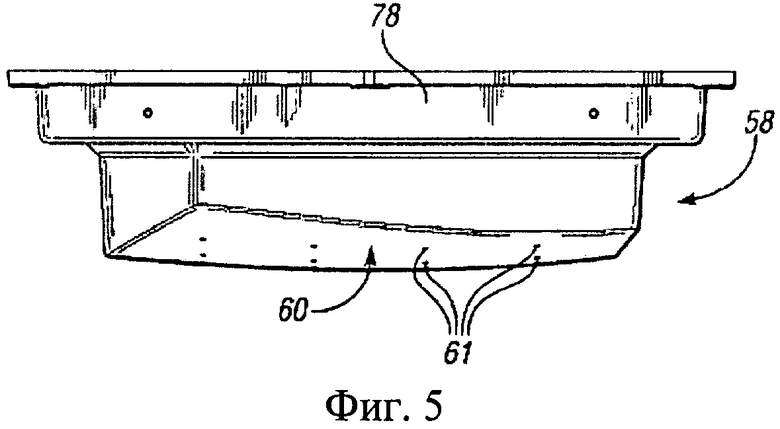
ФИГ.5 представляет собой вид сбоку верхней пресс-формы, взятый в том же направлении, что и на фиг.1, для иллюстрации ее обращенной вниз поверхности, на которой происходит окончательное формование.
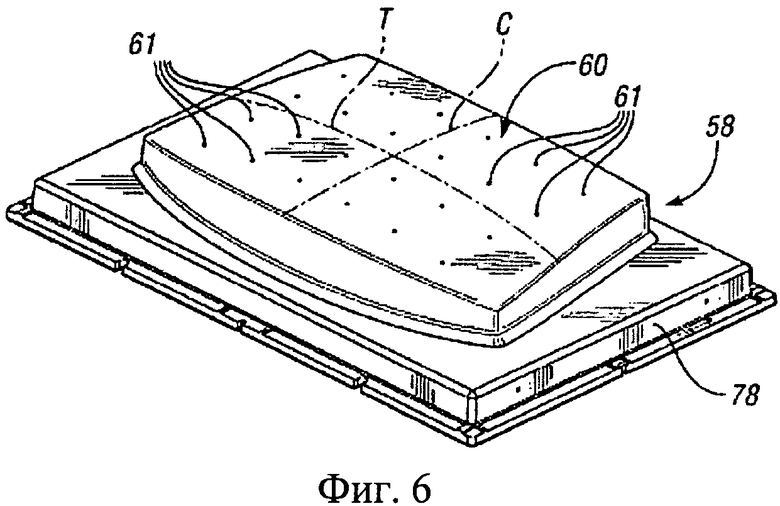
ФИГ.6 представляет собой вид в перспективном изображении верхней пресс-формы, перевернутой вверх дном, для иллюстрации кривизны обращенной вниз поверхности пресс-формы в поперечных направлениях вдоль и поперек направления транспортирования.
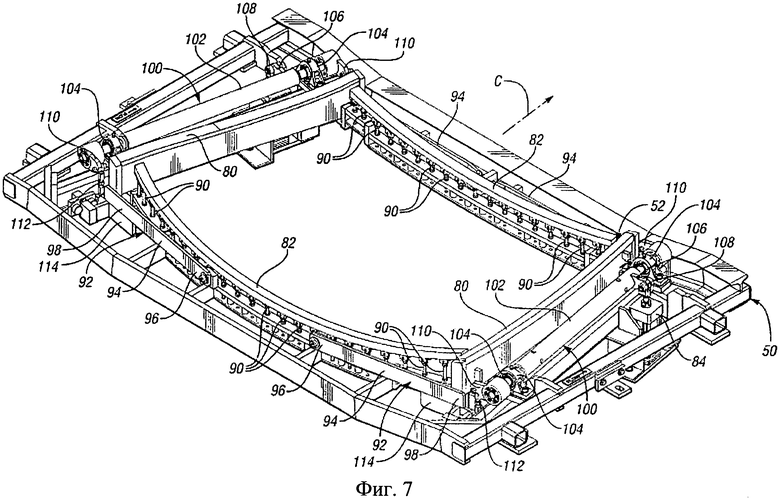
ФИГ.7 представляет собой вид в перспективном изображении нижнего кольца.
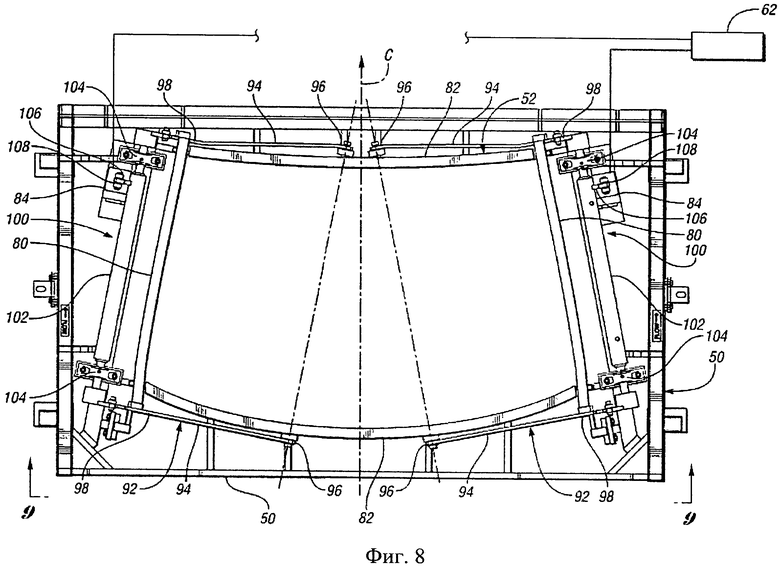
ФИГ.8 представляет собой вид сверху нижнего кольца.
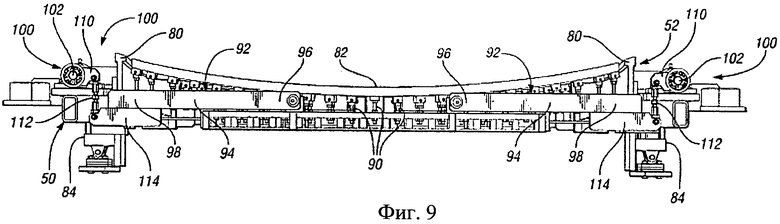
ФИГ.9 представляет собой вид сбоку нижнего кольца в направлении линии 9-9 на фиг.8, проходящей в направлении транспортирования, но с удаленными частями нижнего кольца для иллюстрации его левой и правой концевых частей, находящихся на той же отметке, что и левые и правые концы промежуточных частей нижнего кольца, что является позиционированием во время начальной и окончательной обработки на прессовой станции.
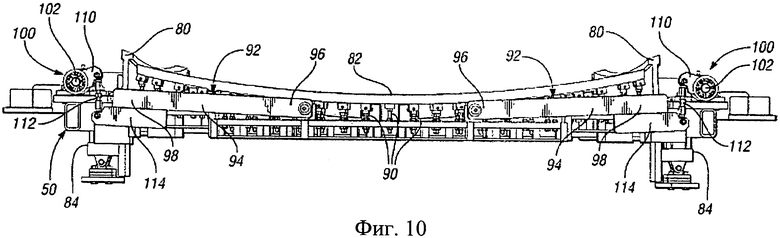
ФИГ.10 представляет собой вид, подобный виду на фиг.9, но иллюстрирует нижнее кольцо с его правой и левой концевыми частями, поднятыми относительно левых и правых концов промежуточных частей нижнего кольца, что является позиционированием во время промежуточной части операции прессового формования.
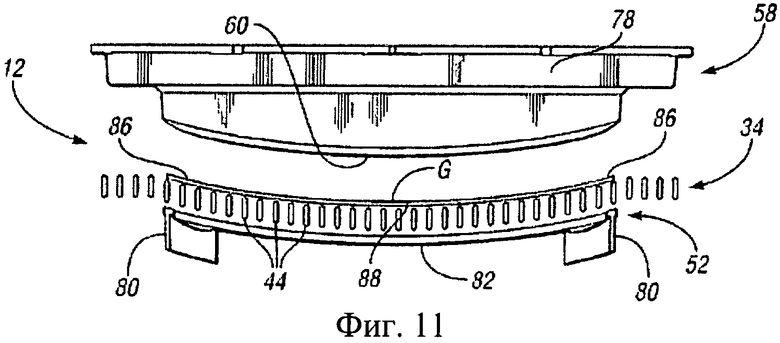
ФИГ.11 представляет собой схематический вид на прессовой станции, взятый в направлении транспортирования и показывающий, каким образом узлы дискового конвейера транспортируют лист стекла в прессовую станцию выше нижнего кольца и ниже верхней пресс-формы.
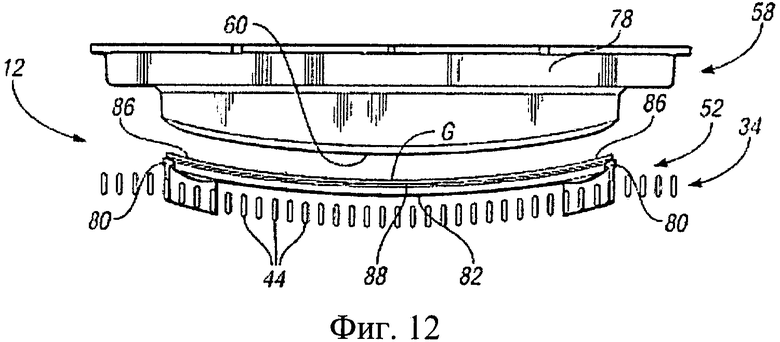
ФИГ.12 представляет собой схематический вид, подобный виду на фиг.11, но взятый на более поздней стадии после того, как нижнее кольцо переместилось вверх для подъема первоначально сформованного листа стекла вверх с конвейера в положение непосредственной близости с обращенной вниз поверхностью верхней пресс-формы.
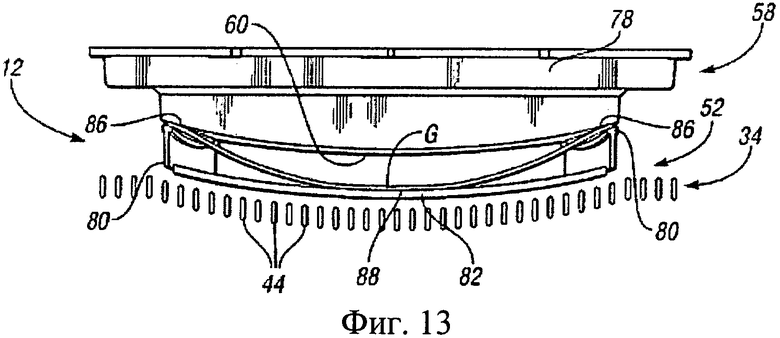
ФИГ.13 представляет собой схематический вид, подобный виду на фиг.12, но взятый на еще более поздней стадии цикла прессового гнутья после того, как концевые части нижнего кольца подняли концевые части первоначально сформованного листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы.
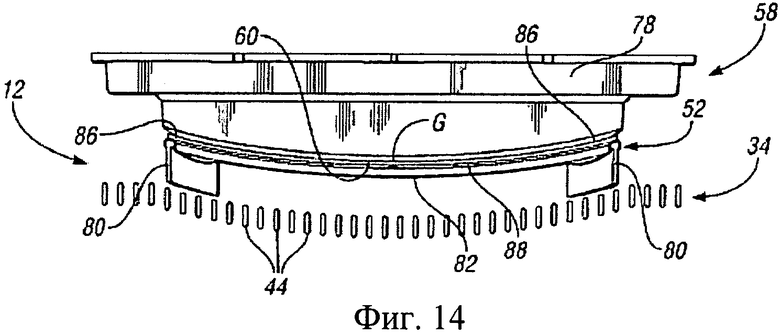
ФИГ.14 представляет собой схематический вид, подобный виду на фиг.13, но взятый на более поздней стадии после того, как промежуточные части нижнего кольца переместилось вверх для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для завершения прессового формования листа стекла в поперечных направлениях вдоль и поперек направления транспортирования.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
Обратимся к фиг.1 графического материала. Система для прессового формования листов стекла указана позицией 10 и включает станцию 12 прессового формования, конструкция и принцип действия которой будут описаны вместе со всей системой для облегчения понимания различных аспектов системы.
По-прежнему обращаясь к фиг.1, система 10 включает печь 14, имеющую станцию 16 формования валками непосредственно перед станцией 12 прессового гнутья в направлении транспортирования С. За станцией 12 прессового формования в направлении транспортирования С система 10 проиллюстрирована включающей станцию 18 окончательной обработки, в которой сформованный лист стекла может быть медленно охлажден для отжига или более быстро охлажден для обеспечения закалки или отпуска.
Как показано все на той же фиг.1, печь 14 имеет входной и выходной концы 20 и 22 соответственно и содержит камеру нагрева 24 (фиг.2), имеющую конвейер 26 для транспортирования листов стекла в направлении транспортирования через печь с входного конца до выходного конца. Конвейер 26, на котором листы стекла нагреваются, может быть либо обычным подом газовой печи, либо валковым конвейером, на котором листы стекла транспортируются во время нагрева от окружающей температуры до температуры, достаточно высокой, чтобы позволить формование, в промышленности по производству листов стекла именуемое также гнутьем.
Выходной конец 22 печи содержит станцию 16 формования валками, проиллюстрированную на фиг.2 как имеющую горизонтально проходящие валки 28 конвейера, приводимые во вращение и отстоящие друг от друга в горизонтальном направлении в камере нагрева в направлении транспортирования, проходящие поперечно относительно направления транспортирования и транспортирующие нагретые листы стекла. Кроме того, станция 16 формования валками содержит пару групп 30 гибочных валков 32, причем группы 30 гибочных валков отстоят друг от друга в поперечном направлении в камере 24 нагрева в направлении транспортирования. Каждая группа 30 гибочных валков поддерживается и приводится во вращение приводным механизмом 33, причем гибочные валки имеют постепенно увеличивающийся наклон в направлении транспортирования, как проиллюстрировано позициями 32a, 32b, 32c и 32d на фиг.2. Транспортирование каждого нагретого листа стекла G в направлении транспортирования во взаимодействии с гибочными валками 32 обеспечивает первоначальное формование листа стекла G в направлении, поперечном направлению транспортирования, как проиллюстрировано на фиг.2. Это формование обеспечивает листы стекла с прямолинейными элементами, которые могут быть параллельными между собой в цилиндрической форме или наклонными относительно друг друга в конической форме. Поскольку каждое место листа стекла в направлении транспортирования согнуто из его плоской формы, это гнутье дополнительно изгибает и предыдущее место, чистым эффектом чего является слегка коническая форма.
Обратимся одновременно к фиг.1 и 3. Ранее упомянутая станция 12 прессового формования расположена снаружи печи 14 после ее выходного конца 22 для получения первоначально сформованных листов стекла со станции 16 формования валками. В частности, станция 12 прессового формования содержит нижнюю дисковую постель 34 конвейера для приема первоначально сформованного листа стекла, подлежащего дальнейшему прессовому формованию устройством прессового формования, показанным общей позицией 36. Нижняя дисковая постель 34 включает нижнюю базовую конструкцию 38 и несколько дисковых узлов 40 конвейера. Каждый дисковый узел 40, далее по тексту описанный более полно, включает корпус, имеющий верхний конец, включающий диск 44, и имеющий нижний конец, включающий разъемное соединение 46, предназначенное для разъемного присоединения дискового узла к опоре 38. Приводной механизм обеспечивает приведение во вращение диска 44 каждого дискового узла 40 при его присоединении к опоре 38. Более подробное описание конвейера и приводного механизма см. патент США №6 543 255, описание изобретения из которого уже включено ссылкой в настоящее описание. Кроме того, следует отметить, что вместо того, чтобы иметь лишь дисковые узлы конвейера, конвейер может также иметь узлы удлиненных валков конвейера, как горизонтальных, так и наклонных, как описано в заявке на патент США №12/756 521, поданной 8 апреля 2010 года Nitschke et al. (Ничке и соавт.), под названием Press Bending Station And Method For Bending Heated Glass Sheets («Станция прессового гнутья и способ гнутья нагретых листов стекла»), описание изобретения из которой полностью включается в настоящее описание.
Как проиллюстрировано на фиг.3, опорная рама 50 нижнего прессового кольца устройства 36 прессового формования служит опорой нижнему прессовому кольцу 52, которое имеет вогнутую вверх форму и входит в дисковую постель 34 ниже дисков 44 дисковых узлов 40 конвейера в своей кольцевой форме, где нет дисковых узлов. Более полно конструкция нижнего прессового кольца будет описана ниже. Как проиллюстрировано на фиг.3, верхняя опора 56 прессовой станции 12 служит опорой верхней пресс-форме 58 устройства 36 прессового формования. Эта верхняя пресс-форма 58 имеет обращенную вниз выпуклую формовочную сторону 60, соответствующую вогнутой вверх форме 54 нижнего прессового кольца 52.
Исполнительный механизм, указанный общей позицией 62 на фиг.3, обеспечивает относительное вертикальное перемещение между нижним прессовым кольцом 52 и дисковой постелью 34, и между нижним прессовым кольцом и верхней пресс-формой 58 для перемещения нагретого листа стекла выше дисковой постели и, в конечном итоге, в прессовое зацепление между нижним прессовым кольцом и верхней пресс-формой для прессового формования листа стекла, более полно описанного ниже. Как раскрыто, исполнительный механизм не только перемещает вверх нижнее прессовое кольцо 52, но и перемещает вниз верхнюю пресс-форму 58, чтобы быстрее уменьшить расстояние между нижним прессовым кольцом и верхней пресс-формой и тем самым сокращает время цикла. Для выполнения операции прессования можно, однако, лишь перемещать вверх нижнее прессовое кольцо 52, но при этом продолжительность цикла будет большей.
Станция 12 прессового формования, проиллюстрированная на фиг.3 и описанная выше, имеет дисковую постель 34, имеющую искривленную вверх форму в направлении, поперечном направлению транспортирования, в котором дисковая постель принимает нагретый лист стекла, соответствующий первоначально сформованной форме, обеспеченной станцией 16 формования валками, проиллюстрированной на фиг.1 и 2. В частности, нижняя базовая конструкция 38 дисковой постели 34 включает несколько направляющих 64, проходящих в направлении транспортирования и имеющих разные отметки, оснащенных схематически показанными регуляторами 65, как показано на фиг.3, в направлении, поперечном направлению транспортирования, для придания дисковой постели криволинейной формы.
Обратимся к фиг.5 и 6. Верхняя пресс-форма 58 имеет формовочную сторону 60, в которой выполнена сетка отверстий 61, в которых источником разрежения 66, показанным на фиг.1, создается разрежение, чтобы поддерживать сформованный лист стекла после прессового формования и обеспечить формование листа стекла в форму формовочной стороны. При перемещении вниз нижнего прессового кольца 52 и перемещении вверх верхней пресс-формы 58, обеспечиваемых исполнительным механизмом 62, челнок 68 станции 18 окончательной обработки перемещается исполнительным механизмом 70 для перемещения доставочного кольца 72 влево ниже верхней пресс-формы 58. Прекращение разрежения, обеспечиваемого источником разрежения 66, может быть затем осуществлено подачей газа под давлением к поверхности 60 верхней пресс-формы для высвобождения листа стекла на доставочное кольцо 72, после чего исполнительный механизм 70 челнока перемещает челнок 68 обратно вправо в проиллюстрированное положение, и при этом доставочное кольцо 72 и сформованный лист стекла на нем доставляются для окончательной обработки, такой, как медленное охлаждение для отжига или более быстрое охлаждение путем воздушного охлаждения для закалки или отпуска.
По-прежнему обращаясь к фиг.3, вышеописанный исполнительный механизм 62 включает нижний вертикальный оператор (управляющее устройство) 74, предназначенный для перемещения опоры 50 (до этих пор была опорная рама) нижнего прессового кольца и нижнего прессового кольца 52 вертикально относительно конвейерных дисков 44, а также включает верхний вертикальный оператор 76, предназначенный для перемещения верхней пресс-формы 58 вертикально относительно рамы прессовой станции и относительно нижнего прессового кольца.
Обратимся к фиг.5 и 6. Верхняя пресс-форма 58 опирается на опору 78 пресс-формы своей поверхностью 60, при использовании обращенной вниз с выпуклой вниз формой, как показано на фиг.5. Эта обращенная вниз поверхность 60 пресс-формы имеет кривизну в поперечных направлениях, как показано штрих-пунктирной линией C, искривленной в направлении транспортирования, и штрих-пунктирной линией T, искривленной в направлении, поперечном направлению транспортирования.
Как проиллюстрировано на фиг.7 и 8, нижнее прессовое кольцо 52 включает концевые части 80, разнесенные в сторону друг от друга относительно направления транспортирования и имеющие вогнутые вверх криволинейные формы в направлении транспортирования. Фактически, за счет своей несколько сходящейся формы, лучше всего проиллюстрированной на фиг.8, концевые части 80 нижнего прессового кольца слегка сходятся в направлении транспортирования и, таким образом, в некоторой степени проходят и поперечно направлению транспортирования C. Кроме того, нижнее прессовое кольцо 52 включает промежуточные части 82, разнесенные друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящие поперечно направлению транспортирования между концевыми частями 80 нижнего прессового кольца. Как более полно описано ниже, концевые части 80 и промежуточные части 82 нижнего прессового кольца 52 установлены на нижней опоре 50 так, что могут перемещаться вертикально вместе и независимо друг от друга. В частности, цилиндры 84, соответственно связанные с концевыми частями 80 нижнего прессового кольца, соединены с исполнительным механизмом 62 прессового кольца и действуют для обеспечения вертикального перемещения вверх концевых частей прессового кольца и во время операции прессового формования, как описано ниже. Это перемещение вверх концевых частей 80 нижнего прессового кольца относительно промежуточных частей 82 иллюстрируется на фиг.9 и 10.
Если обратиться к фиг.11, цикл прессового формования начинается, когда первоначально сформованный лист стекла передается на дисковой постели 34 в прессовую станцию 12 выше нижнего кольца 52 и ниже верхней пресс-формы 58 с ее обращенной вниз поверхностью 60, которая имеет выпуклую кривизну вдоль и поперек направления транспортирования в дополняющей зависимости с концевыми частями 80 и промежуточными частями 82 нижнего прессового кольца 52. Затем первоначально сформованный лист стекла G имеет верхние концевые части 86 с прямолинейными элементами и промежуточную часть 88, которая также имеет прямолинейные элементы, как уже обсуждалось.
После того как первоначально сформованный лист стекла принят в прессовой станции, как показано на фиг.11, обработка продолжается, и нижнее прессовое кольцо 52 перемещается вверх исполнительным механизмом системы прессования, как уже описывалось, что поднять лист стекла вверх с дисковой постели 34 конвейера, как показано на фиг.12. Затем концевые части 80 нижнего прессового кольца 52 перемещаются вверх относительно промежуточных частей 82 нижнего прессового кольца, чтобы прижать концевые части 86 листа стекла G к обращенной вниз поверхности 60 верхней пресс-формы 58, как показано на фиг.13. Это направленное вверх перемещение концевых частей 80 нижнего прессового кольца происходит без одновременного перемещения промежуточных частей 82 нижнего прессового кольца, так что концевые части кольца перемещаются вверх относительно промежуточных частей. В частности, промежуточные части 82 нижнего прессового кольца 52 не перемещаются вверх так же быстро, как его концевые части 80, во время перемещения вверх концевых частей 80, прессование которыми концевых частей 86 листа стекла на поверхности 60 пресс-формы придает кривизну их прямолинейным элементам в направлении транспортирования. Промежуточная часть 88 листа стекла G, которая еще не контактировала с поверхностью 60 пресс-формы, на этой стадии цикла прессования по-прежнему имеет свои прямолинейные элементы. Кроме того, возможно решение, в котором во время продолжающегося перемещения вверх концевых частей 80 промежуточные части 82 нижнего прессового кольца 52 остаются неподвижными, однако это приводит к более продолжительному времени цикла.
Исполнительный механизм прессового кольца перемещает промежуточные части 82 нижнего прессового кольца 52 вверх относительно концевых частей 80 прессового кольца для прижатия промежуточной части 88 листа стекла G к криволинейной поверхности пресс-формы для придания кривизны прямолинейным элементам промежуточной части в направлении транспортирования. Таким образом, весь лист стекла имеет кривизну в поперечных направлениях.
Если листы стекла формуются с кривизной в поперечных направлениях, периферия листа стекла является слишком длинной, чтобы обеспечить формование без присутствия избыточного стекла, и это избыточное стекло является наибольшим в местах, наиболее удаленных от центра стекла, т.е., в концевых частях 86. При формовании концевых частей 86 листа стекла вначале с поперечной кривизной избыточное периферийное стекло в этих местах уменьшается и частично переносится на края промежуточной части.
Предлагаемое прессовое формование обладает особой полезностью при изготовлении ветровых стекол транспортных средств, где концевые части листа стекла устанавливаются на передних стойках ветрового стекла в местах, где любое искажение вызывает более серьезные оптические проблемы, чем на верхнем (со стороны крыши) крае ветрового стекла и нижнем (со стороны капота) крае, которые проходят по противоположным краям промежуточной части 88 листа стекла.
Следует отметить, что расстояние между промежуточной частью 88 листа стекла и поверхностью 60 пресс-формы, как показано на фиг.13, в иллюстративных целях преувеличено. В частности, для листа стекла для ветрового стекла транспортного средства обычного размера это расстояние номинально равняется примерно 3 сантиметра (чуть более дюйма). Кроме того, обработка может продолжаться, даже если промежуточная часть 88 листа стекла соприкасается с поверхностью 60 верхней пресс-формы, когда концевые части листа стекла придавливаются к поверхности верхней пресс-формы, пока имеется незначительная кривизна, приданная прямолинейным элементам промежуточной части листа стекла, пока концевые части листа стекла не будут придавлены к поверхности верхней пресс-формы для придания кривизны их прямолинейным элементам. Термин «незначительная кривизна» в том значении, в каком он используется в тексте настоящего описания, означает, что максимальная «глубина кривизны» от листа стекла до прямой линии между его краями, к которым проходят его прямолинейные элементы, не превышает 20% и, предпочтительно, менее 10% максимальной «глубины кривизны» после того, как промежуточная часть листа стекла полностью сформована.
Как показано на фиг.7-10, промежуточные части 82 нижнего прессового кольца 52 установлены на опорной раме 50 посредством регуляторов 90, которые, как описано, представляют собой резьбовые регуляторы, вращательное регулирование которых вызывает подъем и опускание прилегающей части промежуточной части для обеспечения требуемой формы. Пара соединений, обозначенных общей позицией 92, устанавливают концевые части 80 нижнего прессового кольца на опорной раме 50 для вертикального перемещения относительно ее и относительно промежуточных частей 82 нижнего прессового кольца. Соединения 92, как описано, включают поворотные рычаги 94, имеющие первые концы 96, с возможностью поворота установленные на опорной раме 50, и вторые концы 98, которые соответственно устанавливают концевые части 80 прессового кольца на их противоположных краях.
Как лучше всего показано на фиг.7, концевые части нижнего прессового кольца включают операторы 100, каждый из которых имеет вращающийся вал 102, установленный для вращения на опорной раме 50 с помощью соответствующей пары подшипников 104. Рядом с одним концом вала 102 рычаг 106 имеет шарнирное соединение 108 с шатуном поршня цилиндра 84, действие которого обеспечивает независимое перемещение концевых частей 80 нижнего прессового кольца. Исполнительный механизм 62 станции формования в дополнение к приводу оператора 74 нижнего прессового кольца и оператора 76 верхней пресс-формы, приводит в действие и цилиндры 84.
Каждый конец каждого вала 102 включает также рычаг 110, который, как лучше всего показано на фиг.9 и 10, шарнирно соединен с одним концом регулятора 112, другой конец которого соединен с удлинителем 114 прилегающего второго конца поворотного рычага 94 соответствующего соединения 92 концевой части кольца. Резьбовое регулирование регуляторов 112 обеспечивает вертикальное регулирующее перемещение соответствующей концевой части 80 прессового кольца относительно промежуточных частей 82 прессового кольца. Поскольку рычаг 106 каждого оператора 100 находится на противоположной стороне соответствующего вала 102, перемещение вниз шатуна поршня цилиндра 84 обеспечивает перемещение вверх соответствующей концевой части 80 прессового кольца относительно промежуточных частей 82 прессового кольца. После того, как концевые части 80 прессового кольца придают кривизну прямолинейным элементам концевым частям 86 листа стекла, как уже описывалось со ссылками на фиг.13, давление текучей среды, подаваемое в цилиндры 84, может снижаться для обеспечения перемещения концевых частей листа стекла по поверхности пресс-формы при перемещении промежуточной части вверх, как показано на фиг.14, для завершения формования. Количество этого перемещения для урегулирования разницы хордальных длин листа стекла между фиг.13 и 14, является относительно малым, и опыт работы до настоящего времени показал, что удовлетворительное формование может выполняться без снижения давления, даже если для некоторых форм это может быть полезным.
Выше описаны примерные варианты осуществления, однако при этом не преследуется цель, что эти варианты осуществления описывают все возможные формы изобретения. Напротив, слова, используемые на настоящем документе, - это слова описания, а не ограничения, и понятно, что возможны различные изменения в пределах сущности и объема изобретения. Кроме того, признаки различных вариантов осуществления могут объединяться для получения дополнительных вариантов осуществления изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
| Установка формования и способ формования горячего листа стекла с поперечной кривизной | 2015 |
|
RU2668089C2 |
| ТРЕХСТАДИЙНОЕ ФОРМОВАНИЕ ЛИСТА СТЕКЛА С ПОПЕРЕЧНОЙ КРИВИЗНОЙ | 2015 |
|
RU2680547C2 |
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| Система формования листов стекла | 2015 |
|
RU2706278C1 |
| Система обработки листов стекла, имеющая охлаждение концов роликов конвейера | 2016 |
|
RU2695914C1 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| ЗАКАЛОЧНАЯ УСТАНОВКА ДЛЯ ЛИСТОВ СТЕКЛА | 2020 |
|
RU2789472C1 |
| Подъемное устройство для системы обработки стекла | 2016 |
|
RU2730155C2 |
Изобретение относится к прессованию листов стекла. Технический результат изобретения заключается в снижении оптических дефектов, возникающих в процессе формования стекла. Предварительно нагретый лист стекла формуют в вогнутую криволинейную форму, верхние концевые части которого и промежуточная часть имеют прямолинейные элементы, причем лист стекла криволинеен поперечно прямолинейным элементам. Сформованный лист стекла располагают под верхней пресс-формой с направленной вниз выпуклой кривизной в поперечных направлениях. Перемещают концевые части листа стекла вверх относительно промежуточной части для их соприкосновения с обращенной вниз поверхностью верхней пресс-формы для формования прямолинейных элементов концевых частей. Затем перемещают промежуточную часть листа стекла вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы с целью сформовать прямолинейные элементы промежуточной части. 2 н. и 12 з.п. ф-лы, 14 ил.
1. Способ формования листов стекла, включающий:
первоначальное формование нагретого плоского листа стекла в вогнутую вверх криволинейную форму с верхними концевыми частями и нижней промежуточной частью, проходящей между верхними концевыми частями, причем верхние концевые части и промежуточная часть имеют прямолинейные элементы, причем лист стекла криволинеен поперечно прямолинейным элементам;
расположение первоначально сформованного листа стекла под верхней пресс-формой, имеющей обращенную вниз поверхность с направленной вниз выпуклой кривизной в поперечных направлениях;
перемещение концевых частей листа стекла вверх относительно промежуточной части, с целью вначале привести концевые части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для формования прямолинейных элементов концевых частей с кривизной, в то время, как промежуточная часть листа стекла все еще имеет свои прямолинейные элементы без какой-либо значительной кривизны; и
дальнейшее перемещение промежуточной части листа стекла вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы, с целью сформовать с кривизной прямолинейные элементы промежуточной части, чтобы весь лист был криволинейным в поперечных направлениях.
2. Способ формования листов стекла по п.1, где лист стекла первоначально формуют практически цилиндрической формы, имеющей прямолинейные элементы.
3. Способ формования листов стекла по п.1, где лист стекла первоначально формуют практически конической формы, имеющей прямолинейные элементы.
4. Способ формования листов стекла по п.1, где прямолинейные элементы концевых частей листа стекла формуют с кривизной на верхней пресс-форме до того, как в соприкосновение с верхней пресс-формой приводят промежуточную часть.
5. Способ формования листов стекла по п.1, где концевые части листа стекла вначале прессуют на обращенной вниз поверхности верхней пресс-формы с заданным усилием, которое впоследствии снижают, чтобы обеспечить перемещение концевых частей листа стекла по обращенной вниз поверхности верхней пресс-формы по мере того, как промежуточную часть листа стекла продолжают перемещать вверх для формования на обращенной вниз поверхности верхней пресс-формы.
6. Способ формования листов стекла по п.1, где нагретый плоский лист стекла первоначально формуют в камере нагрева на конвейере наклонными валками с постепенно увеличивающимся наклоном в направлении транспортирования, и затем транспортируют из камеры нагрева в прессовую станцию, в которой находится верхняя пресс-форма.
7. Способ формования листов стекла по п.6, где первоначально сформованный лист стекла поднимают вверх с конвейера в прессовой станции нижним кольцом, которое перемещают вверх из-под листа стекла, и которое имеет: (a) концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, с вогнутыми вверх криволинейными формами в направлении транспортирования, и (b) промежуточные части, отстоящие друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящие поперек направления транспортирования между концевыми частями нижнего кольца, причем после того, как нижним кольцом поднимают лист стекла вверх с конвейера, концевые части нижнего кольца перемещают вверх относительно промежуточных частей нижнего кольца для соприкосновения с концевыми частями листа стекла и формования их на обращенной вниз поверхности верхней пресс-формы, пока промежуточная часть листа стекла еще находится ниже обращенной вниз поверхности верхней пресс-формы, а после того, как концевыми частями нижнего кольца сформуют концевые части листа стекла на обращенной вниз поверхности верхней пресс-формы, промежуточные части нижнего кольца перемещают вверх для соприкосновения с промежуточной частью листа стекла и формования ее на обращенной вниз поверхности верхней пресс-формы для завершения прессового формования.
8. Способ формования листов стекла по п.7, где каждую концевую часть листа стекла вначале прессуют на обращенной вниз поверхности верхней пресс-формы концевыми частями нижнего кольца с заданным усилием, которое впоследствии снижают, чтобы обеспечить перемещение концевых частей листа стекла по обращенной вниз поверхности верхней пресс-формы по мере того, как промежуточную часть листа стекла продолжают перемещать вверх промежуточными частями нижнего кольца в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для формования на ней.
9. Прессовая станция для формования листов стекла, содержащая:
конвейер для транспортирования в направлении транспортирования нагретого и первоначально сформованного листа стекла, имеющего вогнутую вверх форму, включающего верхние концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, и нижнюю промежуточную часть, проходящую в поперечном направлении относительно направления транспортирования между концевыми частями, причем верхние концевые части и нижняя промежуточная часть имеют прямолинейные элементы, причем лист стекла искривлен поперечно прямолинейным элементам;
нижнее кольцо, на которое транспортируется лист стекла, причем нижнее кольцо имеет концевые части, отстоящие друг от друга в поперечном направлении относительно направления транспортирования, с вогнутыми вверх криволинейными формами в направлении транспортирования, нижнее кольцо имеет промежуточные части, отстоящие друг от друга в направлении транспортирования, с вогнутыми вверх криволинейными формами, проходящими поперек направления транспортирования между концевыми частями нижнего кольца, причем концевые части и промежуточные части нижнего кольца могут перемещаться вертикально вместе и независимо друг от друга;
верхнюю пресс-форму, находящуюся над нижним кольцом и имеющую обращенную вниз поверхность с выпуклой вниз кривизной вдоль и поперек направления транспортирования в дополняющей зависимости с кривизной концевых частей и промежуточных частей нижнего кольца; и
исполнительный механизм для: вначале перемещения концевых частей и промежуточных частей нижнего кольца вверх всех вместе, чтобы поднять первоначально сформованный лист стекла вверх с конвейера; затем перемещения концевых частей нижнего кольца вверх относительно промежуточных частей нижнего кольца для перемещения концевых частей листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для придания кривизны прямолинейным элементам концевых частей листа стекла, в то время как промежуточная часть листа стекла еще не сформована верхней пресс-формой; и после этого перемещения промежуточных частей нижнего кольца вверх относительно его концевых частей для приведения промежуточной части листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для придания кривизны прямолинейным элементам промежуточной части листа стекла с тем, чтобы весь лист имел кривизну в поперечных направлениях.
10. Прессовая станция для формования листов стекла по п.9, где нижнее кольцо включает опорную раму, на которой установлены промежуточные части нижнего кольца для перемещения с опорной рамой, и пару соединений, которые соответственно устанавливают концевые части нижнего кольца на опорной раме для вертикального перемещения относительно ее и относительно промежуточных частей нижнего кольца.
11. Прессовая станция для формования листов стекла по п.10, где пара соединений включает поворотные рычаги, имеющие первые концы, шарнирно установленные на опорной раме, и вторые концы, которые соответственно устанавливают концевые части нижнего кольца.
12. Прессовая станция для формования листов стекла по п.9, где исполнительный механизм включает цилиндры для прикладывания направленного вверх усилия к концевым частям нижнего кольца, чтобы перемещать концевые части нижнего кольца вверх относительно промежуточных частей нижнего кольца для обеспечения перемещения концевых частей листа стекла вверх в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для обеспечения их формования в направлении транспортирования, в то время как промежуточная часть листа стекла еще не формована верхней пресс-формой.
13. Прессовая станция для формования листов стекла по п.12, где исполнительный механизм приводит в действие цилиндры для снижения направленного вверх усилия, прикладываемого к концевым частям нижнего кольца, когда промежуточные части нижнего кольца перемещаются вверх относительно концевых частей нижнего кольца, для обеспечения перемещения концевых частей листа стекла относительно обращенной вниз поверхности верхней пресс-формы, когда промежуточные части нижнего кольца перемещают промежуточную часть листа стекла в соприкосновение с обращенной вниз поверхностью верхней пресс-формы для обеспечения ее формования в направлении транспортирования.
14. Прессовая станция для формования листов стекла по п.9, где нижнее кольцо включает регуляторы для регулирования положений его концевых частей и промежуточных частей относительно друг друга.
| US 6543255 B2, 08.04.2003 |

